Burloak Technologies recently received and commissioned two furnace systems for use in both R&D as well as full-scale additive manufacturing production of aluminum products. Burloak reported that parts initially being processed in the two furnace systems included items for the Canadian Space Agency and revolutionary communications satellites.
The two furnace systems, from DELTA H, include a single-chamber (SCAHT®), fully-automated, horizontal quench, solution heat treating furnace capable of operating from ambient to 1200°F followed by rapid quenching in less than seven (7) seconds – a requirement for processing critical-application aluminum parts. This SCAHT® furnace is also capable of slow quenching geometrically complex AM parts. The systems provide precise duplication of heat treat cycles. Included is a comprehensive data acquisition system in full compliance with AMS2750F - Instrumentation Types A, B, or C and can produce irrefutable, scientifically defensible batch records.
Peter Adams Founder and Chief Innovation Officer Burloak
"DELTA H builds straightforward, easy to use heat treatment ovens that are exceeding our internal and customer quality requirements. Training personnel from operations, maintenance and quality is an easy and painless process. The transparency of the systems will be pleasing to customer, AS9100 and Nadcap auditors," said Peter Adams, Burloak Technologies chief innovation officer and co-founder.
Ellen Conway Merrill Vice President DELTA H TECHNOLOGIES, LLC
Ellen Conway Merrill
"The systems provided to Burloak represent a new chapter in our dedication to the aviation and aerospace industries as well as additive manufacturing in general, explains DELTA H's vice president Ellen Conway Merrill. "It is very humbling to be among the technology providers to such an innovative and pioneering company as Burloak Technologies."
Burloak also commissioned a dual chamber (DCAHT®) aluminum aging oven system.
Heat Treat Radio host Doug Glenn sits down to talk with Johan Hjärne about high pressure heat treating and an e-book recently published by Heat Treat Today in cooperation with Quintus Technologies. Learn more about high pressure heat treating in this informative interview.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn(DG): For this edition of Heat Treat Radio, I have the great pleasure of sitting down with Johan Hjärne (JH) from Quintus Technologies. Let's give the listeners a sense of who you are, how long you've been in the industry and your experience with HIPing. If you don't mind, please introduce yourself.
JH: Absolutely, thank you so much, Doug, for that introduction. My name is Johan Hjärne and I work for Quintus Technologies. I've been with the company for around 10 years now. I started up where we have our head office, which is in Västerås, Sweden, 10 years ago as an R&D manager there. Later, I had other roles like product manager for our hot isostatic presses. I also worked as a global business development manager, responsible for the strategies for a couple of years, and since four years ago, I'm now the business unit director for Quintus Technologies here in the American region. I am responsible for our hot and cold isostatic presses and also our other business unit which is called Sheet Metal Forming Presses. Before I joined Quintus, I worked within the aerospace industry for 10 years.
DG: I've been to your office, but I want everyone else to know: You guys are located just north of Columbus, Ohio.
To learn more about HIPing, download this free ebook.
JH: That's absolutely correct. It is a little suburb of Columbus called Lewis Center just north of Columbus.
DG: The reason we decided to get together on this podcast was because you and I and our respective teams have just successfully completed the publication of an eBook, which basically we've entitled “High Pressure Heat Treatment.” It deals with HIPing and some other things. So, that's the occasion for this meeting. I want to ask you to discuss, briefly, with us about high pressure heat treating. What is it and why did we decide to do this eBook on it?
JH: A very good question. As I indicated before, I have a background in the aerospace industry and when I worked there we were responsible for some components in a jet engine. We had big castings and we typically 'HIPed and shipped' these castings. HIPing, to at least us in the aerospace where I worked at the time, was like a black box. We really didn't know. We knew that the results were better if we HIPed, we could use less material, the material got stronger, etc, etc. So, when I started at Quintus, at the same time we had made some progress with increasing the cooling rate in our HIP system.
A HIP system basically works in a way where you apply a high temperature and high pressure and then you cool down, and during this process you take away the pores. We had realized that the cooling part of this cycle could be shortened drastically with some updates of the equipment. At the same time, additive manufacturing started to grow. They started, after awhile, to understand and realize that even though the process of additive manufacturing is a brilliant process, (you can do fantastic things in a short period of time), many times they ended up with porosity in the parts.
The aerospace industry, the medical implant industry, and others required that these pores be taken away. So, they reached out to us and wondered what we could do about this. When we said that the HIP cycle is perfect, you can remove the porosity from your part, they started to ask questions like, “Why do I need to heat treat it afterwards? Why do I need to do something else afterwards? Isn't this enough without gas to remove the porosity?” That is where we started to add one and one together to see, well, the cooling rates we can apply in our modern HIP system might actually be good enough to do this heat treat section. So, for materials that were suitable for this, we started to elaborate, and that is how we started to work with this and development it more and more.
DG: Let's talk about the difference, then, between traditionally HIPing and what this high pressure heat treatment is. Process-wise, what is the difference?
JH: Process-wise, as I explained a little bit briefly before, the HIP process is basically increasing the temperature in the furnace, or in the pressure vessel, and then we apply a high pressure. After the material has been under these conditions, we need to cool the pressure vessel to be able to take out these parts. The next step, in many cases, is a similar heat treat process, but without any pressure. So, basically, after the HIP step, you take out the parts from the HIP and you redo almost the same cycle, without pressure, just to be able to cool it faster and get the correct material properties. When we realized that this cooling step was high enough and that we can do it already in the HIP system, then we could basically remove that subsequent solutionizing step. Basically, it is applying the same cooling rate, as they had in the solutionized step, directly in the HIP unit. Combining these two is what we call high pressure heat treatment.
The systems we have are also capable of running pressure and temperature independently. If we take an additive part which is being printed on a build plate, you can, in principle, take that build plate, put it in one of our HIP systems, you can run a stress relief cycle to begin with where you only use an elevated temperature without any pressure whatsoever, you can increase the pressure and the temperature when you want to go into the HIP cycle, you can quench it down to do the solutionizing step and you can even, if you find it reasonable, do an aging step. This whole process could, in principle, remove four different steps. It is always a question of do you want to take the whole build plate and do that, or do you want to remove the parts from the build plate before you HIP and heat treat it, and so on and so forth. That is always up to the customers. The machines we provide are capable of taking care of the whole process, of doing it all.
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you've got a typical HIP process, you're going to heat it up, put it under very high pressure, then, normally, if you didn't have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you're looking for, and you're done. What we're talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn't have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there's a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let's talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn't grow as much. You can take the example, again, with the first HIP cycle with having that at a certain temperature, you cool it down slowly then you heat it up again to the same high temperature for a period of time before you quench it down. Well, then you exaggerate the component for high temperature under a much longer period. If you can do that in just one step, the component doesn't have to be in as high a temperature for such a long period of time which means that the grains don't grow as much which gives you a better microstructure and better material properties. That is one effect.
Another effect that we have realized is very beneficial is that when you're dealing with additive manufacturing, you end up, specifically if it's laser powder bed fusion, you end up with Argon in the pores and Argon cannot be dissolved into the material. With a HIPing process, the Argon pores are basically eliminated, in a way. However, if you heat it up again, these pores start to grow and they can grow back again and be bigger. So, if you remove that heat treat step afterwards, you don't have to be afraid of this pore growth again. That's another beneficial effect, from a metallurgical standpoint, that we have realized.
Additive manufacturing is very well suited for this. With that said, now we see a more increasing interest from the casting side, as well. With these new modern HIP units we have, we can cool with velocities of several thousand degrees per minute, a little dependent on what size, etc., but this has a very good effect on the microstructures on suitable materials like nickel-base super alloys and titanium aluminides, etc. The casting side is now starting to get very, very interested in this technology, as well, because basically it didn't exist before. We see a huge potential and we have seen an immense growth of requests for this technology the last couple of years.
DG: How about just straight powder metal? I know you're talking 3-D, but how about just straight powder metal manufacturing, because those parts tend to be a bit more porous than your normal wrought products, and things of that sort?
JH: If you talk about powder metallurgy and HIP, you typically need to have everything canned, in a way. Powder metallurgy, we call it near-net shape, for example, where you weld structures to a certain shape or form, you fill that with powder and then you HIP it and out comes a part which basically has a perfect microstructure. We haven't come so far yet to start to evaluate how that will be with this high pressure heat treat, but what we have seen with the interest of this is that a lot of the HIP cycles were developed many, many years ago. At the time, they didn't have the cooling capacity we have today and they ended up with cycles which were good, they took away the porosity. However, with the capability to modify both the temperature and the pressure, you can come to the same fully dense part. I'm over exaggerating a little bit, but if you have a high temperature, you can have a lower pressure. If you have a lower temperature, you can increase the pressure. So, we have also focused on having a very high pressure on all of our equipment because then you have this flexibility to get to the fully dense part in the best way. This is something I'm absolutely convinced that the powder metallurgy industry would be interested in and evaluating more, as well.
DG: For the people who might be interested in testing a part, or something like that, are there size restraints? Typically, what type of workzone are we talking about in a standard Quintus HIP unit?
JH: If we talk about today, what we have on the market for relatively high cooling rates, if we're talking cooling rates in the 200-300 C/minute or 400-500, almost 600 F/minute, the production units are at 2 feet diameter, give or take (660 mm), and around 6 feet high. But this is something that the next generation we are developing right now, we are approaching a meter and more than that, as well. So, it's just a matter of time to grow this. We've seen that there is the highest interest on the additive manufacturing market, which is why we have focused on that to begin with, now we're doing higher and I do not see any limitations in going up in diametrical size for this.
DG: But it is exponentially more difficult as you get wider, yes?
JH: Yes. It's a good comment you make. You have a much higher volume that you need to cool down. But, for the cooling rates, we see, at least today, most applicable where we talk about these, as I said, 200-300 C/minute, we definitely see possibilities to go over a meter in diameter and then we have large production sized HIP units. We do HIP units that are much bigger than that but if you start to get over 1 ½ meter and even bigger, then you're absolutely correct, then the cooling rates are drastically lower.
DG: Could you describe, for those who may not have ever seen or understand a HIP unit, and most specifically, a high pressure heat treatment HIP unit, what does it look like?
JH: I can start with a pressure vessel, basically. It's basically a cylinder where you put a furnace in and in this cylinder you can increase the pressure and in the furnace you can increase the temperature so you create a pressure vessel with high pressure and high temperature.
DG: And Johan, we're talking, typically, a vertical cylinder?
JH: Correct.
DG: And this high pressure vessel has a wall thickness of ….. ?
JH: That is a good question, Doug. Depending on size, of course, the wall thickness can be anywhere from a couple of inches to maybe the biggest wall thickness we have now is up to 200 millimeters, or something like that. Don't hold me to these numbers. But, the important thing is that you can do a pressure vessel design in two ways: Either you can use a very thick-walled cylinder to contain the high pressure, or you can do a thin-walled pressure vessel, and that is where the big difference is. At Quintus Technologies, we use a thin-walled pressure vessel and we apply a wire winding technology. So we pre stress this cylinder with a wire, but we can also apply cooling next to or in direct contact with this pressure vessel. What we do is create a heat exchanger with our whole system. We also apply cooling in the lower closures and in the upper closures so what you have is a water controlled pressure vessel with a furnace in and then we can actively control how fast we would like to cool the unit with controlling the cooling of the pressure vessel.
DG: I'm imaging, right away, thermal shock written all over this thing. You've got a high pressure, a vessel that's at high temperature and all of a sudden you guys slam in there because you want to drop temperatures 300-400 C, 400-500 F/minute, I'm seeing a lot of thermal shock going on. How do you deal with that?
JH: The gas that we are working with is Argon. Argon has an extremely good thermal conductivity. At high temperature it, sort of, takes care of the densification process in a very good way because it takes the heat from the gas into the material. What we then use is the colder gas in the lower region and we basically force that cold gas up into the furnace. But we don't do that with any specific high velocity. The velocities in pressure vessels are pretty moderate and continuous. And, of course, we have requirements on the pressure vessel wall. The pressure vessel walls are strictly monitored and controlled so they can never exceed certain temperatures. That's where we have our, sort of, safety function and control function.
We don't see any challenges with thermal shock. The alternative of having a thick-walled cylinder might have bigger challenges when you cool from one side. Then, you can end up with other challenges like thermal cracks, etc. But using a thin-walled solution as we do, we don't see any issues with this.
DG: The other major issue I would think you'd have with thick walls is you probably wouldn't be able to reach the cooling rates that you're talking about because you've got a huge heat sink sucking up all of that cold air.
A company that might be thinking about bringing this HIPing thing in-house and do high pressure heat treatment in-house, are they going to have to have any operational expertise? In other words, do you need to hire a PhD from Harvard, or someone like that, to operate this unit?
JH: No. Operating a HIP unit like this is not, according to Quintus, more difficult than operating other heat treat furnaces in any way. Of course you need a touch and feel for the unit, how it works, etc. This is taken care of during training when we deliver the systems. You don't have to have any PhD from Harvard to run and operate these units.
Doug, you've been in our Lewis Center office, and we have an application lab there. If someone is interested, we are more than wiling to take on customers or somebody that just wants to know more about the technology and take a look at it. They're more than welcome to contact me or Quintus and come and visit us.
The market is starting to get these machines out for operation. If you are a customer that would like to try these out and have a part that is bigger than our small lab furnaces can do, there are service providers out there on the market that can do this. We have companies like Accurate Grazing in Greenville, SC that have a couple of these units. We have Paulo up in Cleveland, OH and on the west coast we have Stack Metallurgical in Portland, OR. Even Canada has their first really fast unit now with Burloak and also Mexico has a company called HT-MX. For the bigger companies that decide to outsource, or any company that decides to outsource, this is a technology that is out there on the market.
DG: Your lab there in Lewis Center will help process or 'part validate', I assume, if somebody is interested in that? They can bring an idea, a problem or a part in development to you and you'll say, “Yes, here's what we can do and we can prove it by running it.”
JH: Absolutely. We have the thought that if somebody wants to evaluate this and are willing to work a little bit with us and maybe we can get some information back, we have this as a service for free. We are not a service provider in the sense that we compete with our customers, but if someone wants to evaluate the technology and are willing to talk with us and listen to us, this is a service we do for free.
DG: I'm going to ask you about giving out additional information where people can go to get more information, but I would like to let the listeners know that if you go to www.heattreattoday.com and in the search box just type in 'HIP' or 'HIPing' or 'hot isostatic pressing', you'll see a pretty healthy list of articles that appear there that aren't necessarily specific to high pressure heat treatment, just HIPing generally, but certainly there are articles there about high pressure heat treating, as well, from Quintus. You can also type Quintus into the search box and you would come up with quite a few things because you guys have provided us with some good content.
That's one place you can go if you want to find out more information. Johan, where can they go, what are you comfortable giving out as far as contact information for you and/or Quintus?
JH: Regarding information, they can go to our homepage, of course, Quintustechnologies.com. And don't forget the eBook, Doug. That's a very good description of HIPing. If you want to know more, download the eBook. That has a good description of not only high pressure heat treatment, but also HIPing and a little bit of history of HIPing.
Otherwise, you can contact me by going to the Quintus homepage and find contact information for me. We also have the application lab in Lewis Center. If it has to do with HIPing, it will end up in my in-box, sooner or later.
DG: You've got a good team there, by the way. We know some of your other folks who you work with that are very good people. If you're a listener and you're interested, you want to go to the Quintustechnologies.com homepage. You can search for Johan Hjärne on the Quintus homepage and you'll get Johan's contact information.
And yes, you make a very good point, don't forget the eBook on Heat TreatToday's site. You can get there simply by typing into your browser- www.heattreattoday.com/ebook and you'll go to our eBook homepage which has two eBooks on there right now, the most recent being the one from Quintus.
JH: I would also like to add something. We talked an awful lot about the U.S., but if there are any listeners from the rest of the world, we have an application lab where we have our head office in Västerås, Sweden, as well. That lab is even a little bit better equipped that our lab is, so that's a fantastic opportunity if you're not situated here in North America. We also have connections in China and Japan, but you can find more information about that on our homepage.
DG: Johan, thank you so much. Great to talk with you, thanks for your time.
Global bolt manufacturer Solvera Gawel Technology S.A. (SGT) is expanding their heat treat process line with a contract to purchase an electrical belt conveyor unit (ATE) comprising an electrical mesh belt PTE furnace. The new line will be intended mostly for carbonitriding and hardening processes (under endothermic atmosphere enriched with methane and ammonia) and for washing and tempering of high-quality screws and other hardware manufactured near Rzeszów.
SECO/WARWICK, the parent company of a North American based furnace manufacturer received the order. This ATE is almost identical to the first line they delivered in 2017. An electrical belt conveyor unit is a device that is well-suited for the manufacture of small hardware that requires perfect repeatability, therefore, this is one most often selected by manufacturers of bolts and hardware, and by commercial hardening plants.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group (Source: SECO/WARWICK)
The dynamic growth of this manufacturer of hardware items such as wood, metal and plastic screws and their pursuit of expansion in the Western markets led SGT to expand operations.
“I am very glad about the very dynamic growth of Solvera Gawel Technology and that the company again selected SECO/WARWICK," expressed Piotr Skarbiński, vice president, the Aluminum Process and CAB products segment.
The ATE process line which will be delivered in 2022 to the Solvera Gawel Technology S.A. plant will be adapted for operating with endothermic atmosphere supplied from an external endothermic generator.
No matter what causes poor quality and adds to your waste, scrap, and rework, the result is the same: it ties up resources, wastes time, and costs money. Reducing scrap and rework must be a priority in dealing with your quality control issues.
To drive consistent and sustainable yield, you must create a seamless workflow and understand the role that it plays in throughput, yield, energy, and quality control issues.
In this Technical Tuesday feature written by Bluestreak | Bright AM, learn about common mistakes that lead to quality control issues.
1. Misunderstanding Product Specifications
Information disconnects related to job processing are all too common and problematic. If part-processing specifications aren’t effectively communicated to everyone in the production chain, mistakes canwill happen. Paperwork can get lost or be outdated. Change orders may not be updated and communicated all the way to the individual frontline operator level. Corrective actions might be taken one time, but fail to become part of the standard operating procedures, as sometimes they should be.
Each of these avoidable quality control issues is solvable by creating an integrated end-to-end solution for production control, with everyone using the same database of information in real time.
2. Using Improper Tools
A common problem that will create quality control issues is when the wrong tools or improperly calibrated tools are used, including:
Equipment, furnaces, etc. that are not appropriate for the job
Equipment/machines that do not comply with the appropriate specification requirements
Machines and equipment that are not maintained properly (or timely)
Employees who are not qualified/certified/trained to operate a furnace or piece of equipment
Testing tools that are inadequate
3. Using Manual Processes
Exceptio probat regulam in casibus non exceptis. This Latin phrase translates to, “The exception confirms the rule in cases not excepted.” But you may be more familiar with the colloquialism, “lost in translation.” When you’re doing things manually, it’s easy for critical details to be either overlooked or lost in translation.
Quality control issues are extremely difficult to manage (and document) when you’re doing things via mostly manual processing. Your processing system must allow for capturing the appropriate information throughout the entire work order operation steps.
4. Failing to Plan
Failing to adequately plan out your work or using generic institutional knowledge, rather than your own actual production facility facts and operational data to make decisions, can lead to waste and ineffective decision-making.
Planning should include having an eye on continuous improvement in every department and production work center. Proper prior planning precludes poor performance (the 6 P’s of planning). This cannot be done unless you have the right system in place. One that provides the right information to the right people at the right time and collects the right information (in real time) as the work is being done.
5. Failing to Document
Companies that effectively improve their overall quality, reduce rework, and improve throughput and equipment utilization involve everyone in the production chain to document and evaluate each step in your processes. Bottlenecks and the cause of continuous processing errors cannot be determined and alleviated without properly documenting what actually happens in each step of processing.
It is crucial that you have an effective heat treat-specific manufacturing execution system and quality management system (MES/QMS) implemented in your organization that successfully addresses all five of these more common quality control issues. Also, using electronic job travelers (work orders) will reduce the amount of error-prone paper documents that flow throughout your production facility, while allowing your operators to enter the required information that feeds continuous improvement and verifies/validates compliance adherence. Additionally, outside auditors are always looking for better and meaningful documentation for your various production processes.
How to Tell If Your Quality Control Plan Is Failing
Unacceptable levels of scrap and rework may be two of the most obvious signs, but there are other warning signs that you should look for that indicate that your quality control plan needs work.
These include:
Missed deadlines and budgets
Higher than normal maintenance and/or support costs
Defect related repairs or rework
Failed audits (or too many audit findings)
Customer complaints
Failure to meet customer demands (or compliance with specification requirements)
These are often symptoms of an inefficient quality control and production Process. You’ll need to attack the root cause of the symptom if you expect to effectively change things. Don’t just mask the symptoms with temporary workarounds.
And don’t continue to ‘limp’ along with inadequate production control and quality management systems when, deep down inside, you know your business needs a better software system implemented as soon as possible. When the quality control plan is flawed (or lacks individual operator accountability), your operation ultimately pays the price.
Practice Proactive Quality Control
An integrated quality control/quality assurance system helps you better manage the many service-based heat treating processes for many different types of parts and sets the stage for continuous improvement. If you wait to react until problems become obvious, it’s too late, and you may have already lost a key customer to your competition. Reducing quality control issues requires a proactive approach.
Conclusion
Avoiding quality control issues within the various types of heat treat processes requires a proactive approach. Look for early warning signs, and take steps to make changes before they grow into bigger problems.
It’s essential to look at quality control issues holistically. Examine the entire production process from start to finish, analyzing each step along the way. It can be extremely challenging when you’re doing things manually on spreadsheets or utilizing software that’s been adapted from another industry. That’s because using the wrong software, i.e., ERP/MRP systems where the primary focus is inventory management or other outdated systems, typically requires expensive customizations (if they are even possible) to adequately handle the various heat treating workflow requirements.
About the Author: Bluestreak’s QMS was designed 15 years ago exclusively for the heat treating industry to drive quality control management from the front office directly to the production floor, with additional functionality added monthly, based on heat treat customer feedback. For more information, contact Bluestreak.
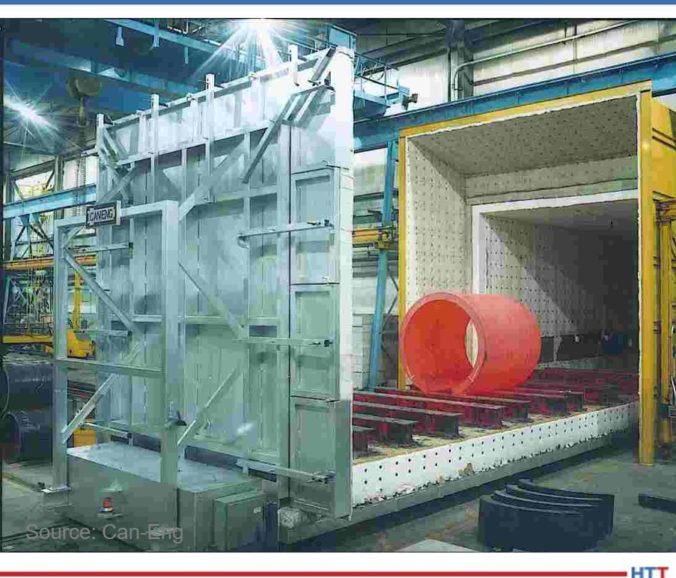
A large metals and mining company has awarded a contract to design and manufacture two 50,000 lb load capacity furnaces. These custom engineered furnaces will support the manufacturing of critical metal hot rolling machine components used in the production rolling of high value-added automotive steel sheet and plate.
Hot Rolling car-bottom in operation, open door, Can-Eng International Furnaces Ltd.
Can-Eng Furnaces International, Ltd. (CAN-ENG), a global provider of thermal processing systems, was able to identify areas of improvement within the customer's existing heat treatment system which allowed them to develop a concept that suited the customer's needs.
The two systems, although located side by side, will utilize completely independent control systems allowing for ultimate flexibility for schedule and maintenance. Both furnaces will be interconnected to the larger plant wide system for data acquisition and trending capabilities with Can-Eng’s support.
Welcome toHeat Treat Today'sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
This week, we are looking at where rockets are flying next and exploring the heat treat conversations that people are having through social media. A few graphs, charts, and interview resources are further down.
"Under the new Rocket Cargo Vanguard, the DAF will seek to leverage these commercial advances and position the DoD to be an early adopter of the new commercial capability." Read the entire article at "USAF wants to deliver cargo around the world with reusable rockets."
The US Air Force has announced the development of a new type of rocket-powered transporter to deliver cargo around the world https://t.co/0SOBd3gqTE
— Aerospace Manufacturing (@AerospaceTweets) June 7, 2021
2. Join the Conversation
A few quick tours around your heat treat shops: what have heat treaters accomplished this past year? Have you done anything similar? Let us know and tag @HeatTreatToday on your next post!
An Aerospace Question to the Heat Treaters
.
Breaking it Down: Annealing, Hardening, Tempering
.
The Ladies With Elbow Grease
3. A Little Heat Treat Kudos
Social media is a great place to celebrate your advances with your coworkers and clients. Check out some of the kudos that has been circulating around the inter-web.
A New Measurement System
It's Always Hot in Houston
Click Image to see gallery of images on LinkedIn
Structural Integrity of an Open Die
4. Reading and Podcast
Tune into these interviews and fun conversations this weekend, or check out the reading snippets from around the industry.
Internet Security in the Industry World
Learn how Oldcastle uses SecureLink to manage vendor privileged access for multiple users across 85 locations and how they were able to resolve pain points associated with using VPNs for vendor access. You have to submit your contact information, and then you can read more here: "Oldcastle Infrastructure, Inc. Strengthens Security and Centralizes Remote Access"
So, Then, Can I Really Trust IoT Security
You desire to implement and maintain the best manufacturing practices in your workplace. With technological solutions pressing a connected work system, you may very well be hesitant to adopt them as they come with a different set of security concerns. Read about the "Top 10 Best Practices for Zero Trust IoT Manufacturing."
A Selection from Heat Treat Radio
Click the selections to hear what's new from Heat TreatRadio!
5. What Do You Get When An Automobile Renovates a Restaurant?
If you are going out to eat this weekend, would you prefer your waiter to act like this? I mean, who doesn't love a little dinner theatre?
That's not an existential question, but what do you want from Heat Treat Today? Heat Treat TV is a quick source that gives you access to helpful information that will help you make better decisions in the industry. This brief article spotlights the visual media that this resource has to offer and includes a poll of which video you think deserves the most applause.
With a slew of responsibilities as a general manager, an after market sales representative, or perhaps as a furnace operator, it can be difficult to keep new -- and old -- information in line. Quick Heat Treat TVvideos are meant to do a variety of things to make sure you stay informed in the heat treat industry.
Heat Treat Basics
Watch this video on Heat Treat TV!
These videos are typically pretty brief, and they can be great to refresh and teach heat treating principles to new hires, green engineers, or operators who are changing responsibilities in their company.
For example, Derek Denlinger, metallurgist at Paulo, shares “what makes stainless steel stainless?” You may anticipate the corrosive resistant abilities, but this brief video walks through exactly how that happens. There is also a video on "Steelmaking 101" provided by MetallurgyData. In the video, the process of creating steel is clearly illustrated with helpful graphics and more. Again, a great educational tool for those who are training/teaching others or being taught.
“This is probably the best explanation of the stress/strain curve,” one commenter noted about a video about hardening and tempering below.
The Novel and Enlightening
Every once in a while, our editors come across an interesting video about mechanical processes that are simply fascinating. This could be an in-depth look at sintering, or an investigation into a mechanical phenomenon that is apparent when a heat treater quenches a part.
These are more focused videos to bring fringe information into focus and hit on items that are easy to understand, but not often used, or specialty topics that only come up for someone who is concentrating on that field of information.
The mystery of Prince Rupert's Drop is a well-known phenomenon. Somehow, the glass will not break under direct, significant pressure. In this video, you can see tests of why this structure withstands such stress, when it doesn’t, and the mysteries of quenching.
Company Highlights and Site Tours
Lastly, get to know different suppliers and commercial heat treaters in the industry as they share their work ethic, their site layout, and their future goals. This segment is meant to keep you informed with what key players in heat treat are doing and how they accomplish their goals. If they align with yours, there may be a future partnership there.
These company highlights and site tours can also give you a quick look at how you might want to change your operations on a micro or macro level. In this video, International Thermal Systems shows how their furnace support looks like at a shop and worker level.
So, what are you here for? The basics, the specialty items, the company highlights/site tours? Let us know in the poll below, and we'll feature the winner on LinkedIn!
Heat Treat Today's goal is to make learning a pleasant experience. Combining a variety of technologies along with varying proficiency levels of information, Heat Treat Today will be a modern and informative place to learn about the heat treat industry – technologies, markets, and news. If there is a way we can improve your learning experience, please send your suggestions to us at HTT@HeatTreatToday.com.
A leader in the “Tool & Dies” sector — voestalpine High Performance Metals Polska -- placed an order for a retort tempering furnace with vacuum purging. The furnace will be used for tempering tool steel after the gas quenching process.
While this is the first opportunity for the company and SECO/WARWICK to cooperate after the global-pandemic-caused crisis, the contract is the result of long-term cooperation between the supplier and voestalpine High Performance Metals Polska Sp. z o.o. (formerly Bohler Uddeholm Polska). A retort tempering furnace with vacuum purging will complete the production line installed in Łomianki near Warsaw. The facility is currently operating the equipment delivered previously from the supplier, including a hardening furnace and a tempering furnace. Another furnace will significantly increase the capacity of the hardening plant.
Cezary Żurada President of the Management Board voestalpine High Performance Metals Polska
“Voestalpine High Performance Metals Polska is a partner whom we’ve known for many years," said Maciej Korecki, VP of the Vacuum Business Segment, SECO/WARWICK Group. "We know their needs, we are able to provide advice and most importantly, customize the equipment to their specific needs. Our relationship is not just superficial — we learn from each other, and thus we know the challenges they face in their day-to-day production."
Vacuum furnaces are perfect for hardening and tempering. They are characterized by the high-quality of processed parts, much lower number of hardening deformations and the absence of batch oxidation which directly translates into significant money savings.
“Our main goal was to increase the capacity. Our machinery park has already included a SECO/WARWICK tempering furnace, which has proved itself perfectly," summarized Cezary Żurada, president of the Management Board of voestalpine High Performance Metals Polska. He continued, "It is worth noting that despite being less demanding, the tempering process usually takes more time than the hardening process. Therefore, in order to be able to make full use of the hardening furnace, for tooling steel we needed two tempering furnaces. Now we will be able to make production more dynamic and conquer new markets."
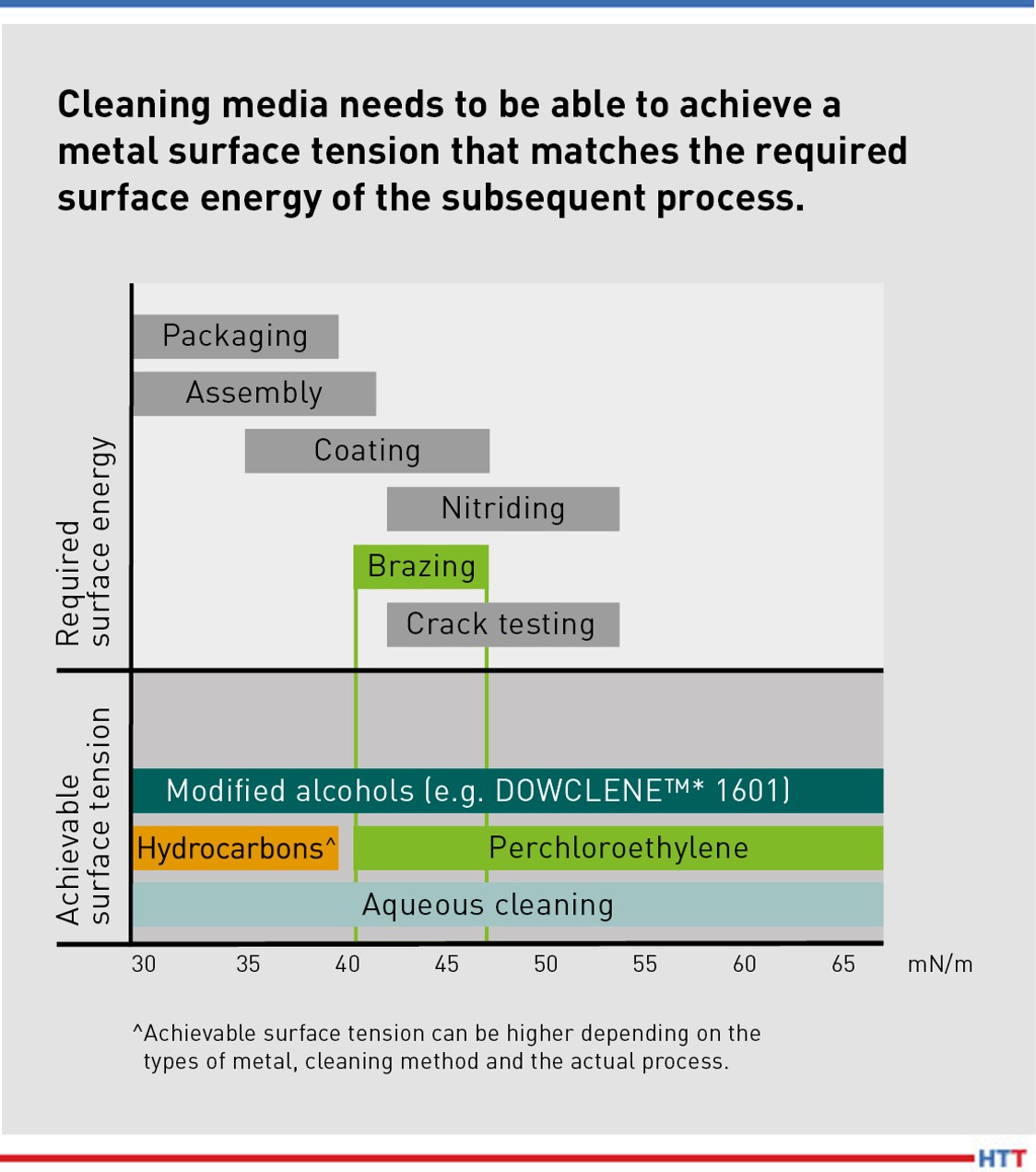
Why is parts cleaning an important step in heat treat? While a nice surface finish reflects quality, the importance of cleaning goes far beyond the aesthetic aspect. Parts cleaning can ensure against quality issues, especially when it comes to nitriding or brazing where high surface cleanliness is a prerequisite. Learn what questions you should be asking to achieve optimal parts cleaning.
This Technical Tuesday feature written by Michael Onken, market development manager at SAFECHEM, will be published in Heat TreatToday's August 2021 Automotive print edition.
Michael Onken Market Development Manager SAFECHEM SAFECHEM
There are two types of cleaning in heat treat. One is cleaning prior to hardening where residual metal working fluids on parts must be removed. Then there is cleaning after quenching. Residue oils left on parts after quenching may cause challenges in the next process steps, such as tempering.
Inadequate cleaning not only affects subsequent processes, but also parts quality. Contaminations on parts can also get into furnaces and fixtures, and thereby impact their functionalities.
Quality cleaning is costly, but necessary, if the goal is to achieve quality components. The important questions are: What cleaning solution should I choose? Is water-based cleaning better, or rather solvent cleaning? The answer is that it depends. We have briefly outlined 4 key questions you should consider.
What are your cleaning quality requirements?
Different industrial applications require varying degrees of surface energy of the metal surface, which is influenced by filmy contaminations. With nitriding, for example, a higher surface energy is required than with standard coating or assembling. The ability of the cleaning agent to remove the contamination should therefore match the required surface energy.
SAFECHEM
What is the affinity of the cleaning agent to the soils?
Effective cleaning is based on the principle “Equal dissolves equal.” For water-based types of contaminations, such as coolant and lubricant emulsions, aqueous cleaning agents are typically the first choice.
When removing mineral oil-based, non-polar contaminations, such as machining oils, greases, and waxes, solvent will commonly be the preferred cleaning agent.
The above contaminations can be classified as filmy contaminations that can be dissolved in a suitable cleaning agent. Another important category of contaminations is particles like chips, dust, and residues of polishing pastes. These contaminations cannot be dissolved in a cleaning agent. To remove these, sufficient mechanics are required in the cleaning machine to flush off particle contaminations.
What metal types are being cleaned and how are they configured?
In water-based processes, cleaning agents, which can be acidic, neutral, or alkaline, are usually matched to specific metal types. Simultaneous cleaning of different metals can therefore be problematic, and this can result in compatibility issues and in the worst case—corrosion. Solvents, in comparison, have universal compatibility with metals.
If the component parts are tiny or have complex geometry or small crevices, solvent is often recommended due to its lower surface tension and viscosity, which makes it easy to seep into and evaporate out of tight spaces.
What is the environmental impact?
The energy consumption in a water-based process can be significant, due to the energy requirement to operate high-pressure pumps, heat the cleaning water, dry the metal parts, as well as treat and purify used water for reuse or disposal. Depending on the cleaning agents, dirt and soil are emulsified and the contaminations are diluted in the water. As a result, aqueous baths that are not treated must be replaced frequently.
Solvent in a closed vacuum vapor degreaser can be recycled again and again via the built-in distillation unit. This can significantly increase solvent lifespan and cut down on waste volume. While energy is required to keep the closed cleaning machine under vacuum, this also lowers the boiling points of solvents, hence accelerating their evaporation and enabling quick drying of metal parts within a shorter cycle time.
The questions listed above are by no means exhaustive and there are many more key aspects to consider. The optimal cleaning decision should balance technical, economic, and environmental needs. Given the potential of parts cleaning to make or break heat treat processes, when done properly, it can deliver much more value than the mere technical function it fulfills.
Read more about parts cleaning in heat treat here.
About the Author: Michael Onken is a market development manager at SAFECHEM Europe Gmbh. For more information, contact Michael at m.onken@safechem.com or Phone: +49 211 4389-300
Are you someone who is satisfied with the same services and equipment that you've used for years, regardless of how mediocre the results are? Would you like to use a new guide to find better heat treat solutions?
This original content article was written by Karen Gantzer, editor ofHeat Treat Today, forHeat Treat Today's June 2021 Heat TreatBuyers Guideprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
80%-90% of you tell us that you prefer to have a print, hard-copy magazine – and the Heat Treat Buyers Guide is no exception. While it is the “hip,” “cool,” or “in” thing to “go digital,” the facts say otherwise. So, slap this hard-copy, bad boy down on your desk or table and let it sit around until you’re ready to buy something in the North American heat treat market. Then pick it up and enjoy all of the resources it has to offer.
Here’s how you can get the most out of this resource:
The Buyers Guide is divided into three major sections.
1. The first section, from pages 17-27, contains an alphabetic listing of all the suppliers of heat treating equipment and related services in the North American heat treat marketplace. You’ll notice that some of the companies listed in this section have a red star before their name. These are the advertisers who make this print version possible. Please lend your support to these industry-leading companies when it comes to purchasing.
Other companies have a boldface listing along with their company logo, but no red star. These are our Gold level suppliers who have paid extra to be in the online version. These companies are also worthy of your serious consideration.
There are still other companies who have not yet completed their online listing and therefore have relatively little information in this print edition. You’ll be able to recognize these companies because they have a blue asterisk (*) next to their name. More and more of these companies are signing up daily, so our suggestion is to check our website (www.heattreatbuyersguide.com) for the latest information about these companies OR go directly to these companies’ websites, which are listed along with their company names in this first section.
Those companies without a red star, no logo, and no blue asterisk are what we call our Basic Level companies. They’ve also contributed a nominal yearly amount to be listed in the online and print versions of this Buyers Guide. These companies are also very much worthy of your consideration.
2. The second major section of this Buyers Guide is an exhaustive listing of heat treat equipment and related services. There is a comprehensive index of these services listed between pages 28 and 32. This is a good place to start your search.
Immediately after the Index of Equipment & Related Services are six sub-categories with hundreds of products and companies who provide them. The six sub-categories are: 1) Heat Treat Furnaces, Ovens & Induction Equipment, 2) Heat Treat Components, Supplies & Materials, 3) Heat Treat Controls, Instrumentation & Sensors, 4) Heat Treat Auxiliary, Subs-System, Ancillary Equipment & Services, 5) Heat Treat Lab, Testing, & Materials Characterization Equipment, and 6) Heat Treat Gases & Atmosphere Generation Equipment. There are too many products and services to reproduce here, but you can see them all on pages 34-78.
3. The third and final section of this Buyers Guide runs from pages 79 to 83 and is a state-by-state listing of commercial heat treaters. If you’re looking for a company to perform heat treating on a product your company makes, this is a good place to start. There wasn’t room in this print edition to list the processes that these commercial heat treating companies perform, but if you go to the website, www.heattreatbuyersguide.com, you’ll be able to search for a commercial heat treater by the processes they perform AND their proximity to you.
A final thought. If you are a supplier of heat treating equipment or related services OR if you are a commercial heat treater and you are NOT listed in this directory, there is a quick and easy remedy. All you have to do is go to www.heattreatbuyersguide.com and search for your company’s name. If you are there, all you need to do is “claim” your listing. If you are not there, you can easily create a listing for your company in less than 15 minutes. If you have any trouble, please feel free to contact us at buyers_guide@heattreattoday.com with any questions. We’ll respond as quickly as possible.




 Burloak Technologies recently received and commissioned two furnace systems for use in both R&D as well as full-scale additive manufacturing production of aluminum products. Burloak reported that parts initially being processed in the two furnace systems included items for the Canadian Space Agency and revolutionary communications satellites.
Burloak Technologies recently received and commissioned two furnace systems for use in both R&D as well as full-scale additive manufacturing production of aluminum products. Burloak reported that parts initially being processed in the two furnace systems included items for the Canadian Space Agency and revolutionary communications satellites.



 Heat Treat
Heat Treat