The 2022 Furnaces North America event in Indianapolis was an unforgettable experience! Karen Gantzer, senior editor and associate publisher of Heat Treat Today, shares about the FNA show with the Heat Treat Today team.
This article first appeared inHeat Treat Today's November 2022 vacuumprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Well, the Heat Treat Today team is still riding high from our time at Furnaces North America a few weeks ago in Indianapolis. If you’ve had the opportunity to meet, talk, or work with any of us, you know how passionate we are about the industry, our work in helping you become better informed, and most importantly all of you! We truly love people and building relationships.
Being with many of you and connecting in person is energizing for us! It sure was a full week, but we came home with overflowing emotional tanks because we not only experienced FNA as a team together, but we were also able to have meaningful conversations with you! So, I thought it would be fun for you to hear special FNA highlights from several of the Heat Treat Today team.
Bethany Leone, our managing editor shared: “Breaking bread with 40 Under 40 people in the concessions, sharing chocolate with attendees in the booth, and clinking glasses with the Heat Treat Today family in the evening. It is the joining together and hearing the humanity of so many special people in our lives, whom I only email behind Calibri Light Font Type size 11. “FNA was more. More fun, more lively, more meaningful than I thought. As someone who enjoys anonymity, it was a surprising joy to meet more people face-to-face and strategize ways that the editorial team could help readers and authors. The work to be done beneath my feet was more than I imagined, so much so that I couldn’t leave our booth the first day, save for lunch! Those ‘more’ memories continue to flood my mind, even as I type ‘I’m so sorry I missed you’ to the many people I didn’t get to meet.”
A common theme amongst our team was walking the floor and visiting with you. Lauren Porter, production manager and first-time attendee said: “For me, the highlight of FNA was walking around the exhibit hall on Tuesday morning feeling the room fill with energy! Seeing so many people I had met — but never face to face — was really fun.”
l to r: Ben Bootsma and Wilder Porter
This year we gave away Heat TreatKids shirts. They were a hit with both attendees and staff Alyssa Bootsma, social media editor/copy editor, expressed her favorite memories: “I LOVED handing out the Heat TreatKids T-shirts. It brought so much joy to those parents and relatives. I also loved having lunch with some of the 40 Under 40 honorees. We had fun conversations, and it was great to meet them. Of course, I absolutely loved being with the Heat Treat Today team. You all are such a joy to be around. It was also great to be able to meet people on the show floor or catch up with people we met last year at the Heat Treat Show.”
The first lady of Heat Treat Today, Mary Glenn, said: “I loved having everyone together and hearing how our magazines are helping businesses grow!”
Administrator Ellen Porter shared: “Working with our Team, in person, is such a great feeling of community. That feeling only builds when you get to go to a show and see all the smiling faces of the people we email with regularly, in the greater Heat Treat World. It was great!”
Closing our reflections is our publisher and founder Doug Glenn whose sentiments are shared by us all: “Having (almost) the entire team in one place at one time was really fulfilling and enjoyable. Being a remote company, the opportunities we have for face-to-face interactions are very limited. The time at FNA was especially enjoyable because not only were we together, but we also shared a common mission: get to know our customers and prospects so that we can be better informed about how to help them. The dinner we had together (with a couple of spouses and two honored guests) was also a wonderful time.
“Another major highlight is the satisfaction of seeing the show so successful since this was the first time that Heat Treat Today was the official media sponsor. It seems that our audience showed up and was quite engaged. Getting to meet a handful of our 40 Under 40 honorees was also a super memory for me.”
Until the next time; thanks for the memories!
Main Photo Caption: Heat TreatTodayTeam: (back row): Michelle Ritenour, Ellen Porter, Sarah Maffet, Bethany Leone, Lauren Porter, Alyssa Bootsma; (Front row): Karen Gantzer, Doug Glenn, Mary Glenn
Shane Eddy President Pratt & Whitney Source: LinkedIn
Pratt & Whitney staged a ribbon-cutting event for its new turbine airfoil plant in Asheville, NC. The plant forecasts 800 new jobs at the foundry location through 2027.
Described as an “advanced casting foundry,” the plant will have casting capability for airfoil structures for turbofan and high-pressure jet engines. Production of specialty alloy parts with directionally solidified and single-crystal oriented structures will take place along with onsite machining, coating, and finishing capabilities. The new airfoil operation in North Carolina will start in Q2 2023, casting airfoil structures for commercial and military jet engines.
“Pratt & Whitney’s new Asheville facility . . . will support growing demand for GTF engine-powered aircraft and for the F135 engine, which powers the F-35 Lightning II,” stated Shane Eddy, president of Pratt & Whitney.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
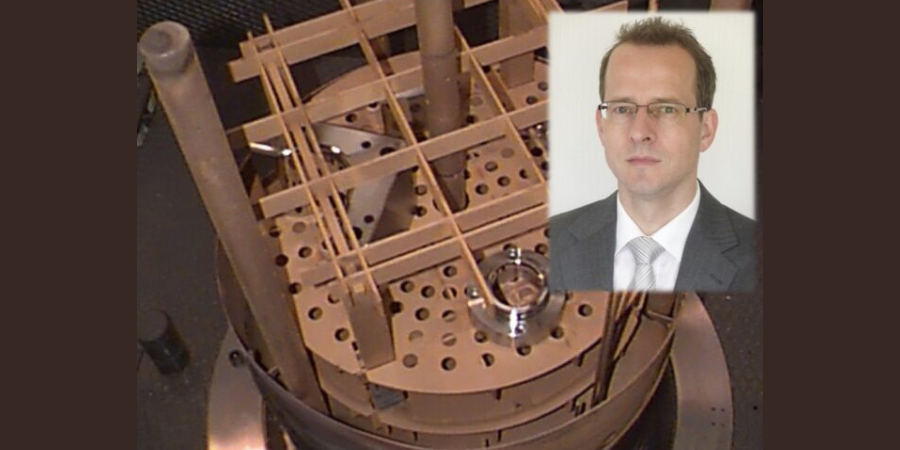
What happens when a lead engineer sticks his head in new advancements in materials from NASA? For the author of this article, it means the successful research and development of a new generation of workpiece carriers and fixtures made from “a high-tech ceramic matrix composite of very strong carbon fiber,” that is, CFC.
This Technical Tuesday article, written by Dr. Jorg Demmel, founder, 0wner, and President, High Temperature Concept, was first published in Heat Treat Today's November 2022 Vacuum print edition.
Introduction: From NASA to Industrial Heat Treatment
Dr. Jorg Demmel Founder, Owner, President High Temperature Concept
In the mid-1990s, a development in materials from NASA moved into my focus. I was an associate and lead engineer at the Fraunhofer Institute in Stuttgart, Germany, so I posed the question: Could CFC material (carbon fiber-reinforced carbon) substitute for non-abrasion-resistant and brittle graphite as the material used for workpiece carriers in the soldering process of drills? The answer: yes. The story did not end here. This project, which included the automated handling of the drills in some continuous furnaces, was just the first accomplishment. What ensued was a successful research and development of a new generation of workpiece carriers and fixtures made from CFC (“Carbon Fiber Carbon”).
Material Properties and Main Advantages of CFC
Contact us with your Reader Feedback!
CFC (aka, CFRC, or C/C), which stands for carbon fiber-reinforced carbon, is a high-tech ceramic matrix composite of very strong carbon fibers (or fiber rovings) in a compensative carbon (graphite) matrix. Material properties of some relevant heat treatment fixture materials were evaluated, and some are shown in Figure 1. These CFC properties have the following positive effects when used as CFC fixtures for heat treatment:
Figure 1. Left to right for 2D CFC SGL Sigrabond Performance, heat resistant austenitic cast alloy steel ASTM A297-HK (ISO G-X 40 CrNiSi 25-20; 1.4848), wrought and annealed Ni alloy Inconel 601 UNS N06601 (NiCr23Fe15Al; 2.4851) and mechanically alloyed Fe alloy, oxide dispersion strengthened Plansee PM ODS 2000 (Cr Al 21 6; 1.4768).
Because of their low density, CFC fixtures have a lower weight than their steel alloy counterparts (about five times), which reduces the efforts for manual handling.
Because of the increased strength of CFC at high temperature, the fixture weight can be reduced further. Additionally, fixture volume can be reduced — in some applications dramatically — so that, when combined with a specific CFC fixture design, furnace capacities can be increased up to 100%.
The following characteristics of CFC fixtures are responsible for the longer fixture life cycles (up to greater than five times), less workpiece distortion and rework, and make an automatic workpiece handling possible for the first time ever: the low CTE (coeffcient of thermal expansion) value for CFC in the direction of the fiber, the fact that CFC is chemically inert in vacuum or
certain protective atmospheres, has an excellent thermal shock resistance, and it doesn’t grow, creep, or age like metals.
Although the specific heat of CFC is higher, the energy consumption can be reduced and shorter heating up and cooling down times can be reached, resulting in up to 30% shorter process cycle times for the same workpieces.
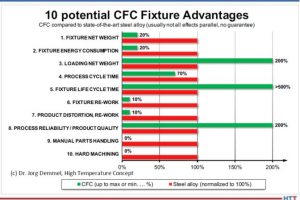
Figure 2. CFC fixture advantages in heat treatment
Figure 2 shows all potential advantages of CFC fixtures compared to state-of the- art steel alloy; a short payback time of the investment with high profitability are possible.
CFC Fixture Suitability in Vacuum Heat Treatment
Since CFC is made of carbon, it is not made for high temperatures above 752°F (400°C) in air or atmosphere with high percentages of oxygen, water vapor, hydrogen, or carbon dioxide for long periods of time. Therefore, vacuum or protective gas atmospheres are, in general, a suitable environment for CFC fixtures.
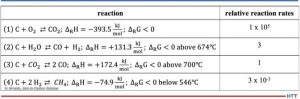
Table 1. Reaction rates and activation energies for graphite (800 °C; 0.1 bar). Equation (1) is the main combustion reaction, which has the strongest effect and is strongly exothermic (negative change of reaction enthalpies Δ"H). Reaction (2) is the so-called water gas reaction which shows the endothermic oxidation of carbon with vapor. Equation (3) is the Boudouard reaction which occurs endothermic above 700 °C. According to the Boudouard equilibrium the C0/CO2 ratio increases with increasing temperatures and decreasing pressures. Reaction (4) is the methane formation reaction: hydrogen reacts with carbon at temperatures above about 700 °C to CH4. Below 546 °C methane decomposes in carbon and hydrogen.
Table 1 shows the relative reaction rates for graphite according to H. Marsh in Introduction to Carbon Science, 1989 in the “reaction controlled” Zone I up to 1472°F (800°C) under oxygen, steam (H2O) Figure 3. Burning rates of graphite as a function of temperature
Industrial experience shows that CFC under vacuum of < 10-2 mbar at 1472°F or 1832°F (800°C or 1000°C) at a low dew point < -4°F (-20°C) (< 0.1 % vapor content) lasts at least 5,000 hours (real process time). At 3632°F (2000°C), the life is about 2,000 hours. Dew points of about 0°C (about 0.6 % vapor) cause higher reaction rates and reduce lifetime to about 800 to 1,000 hours.
Unwanted Contact Reactions
Contact reactions between the CFC fixtures and the workpieces, primarily made of steel, can lead to changes in the workpieces: for example, carburization of the workpiece in contact with the CFC. It is important to avoid these contact reactions since the properties of the workpieces must under no circumstances be changed in an uncontrolled manner. Neither the chemical composition nor mechanical properties nor the surface may change beyond the permissible tolerance limits. The CFC fixture should also not be subject to any changes that could adversely affect its properties and, above all, its service life.
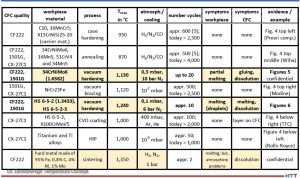
The following materials, consisting of mainly workpiece materials made of steel, were used in direct contact with CFC, especially in heat treatment and brazing. CFC 1501G (SGL), CF222 (Schunk), or CX-27C1 (GTD, Toyo Tanso) were used as CFC workpiece carrier materials. Table 2 gives an overview of the results. The symptoms columns with “none” indicate no problems. The colored cells showed problems. The last column references the application or the results.
Table 2. Contact/carburization test results from field trial, updated 2022
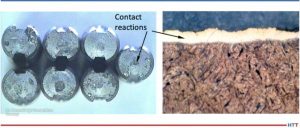
The contact partners and processes in which unwanted contact reactions occurred in the field test (colored in Table 2) and which are not confidential (bold font) are examined more closely in Part 2. See Figure 5 which shows some contact reactions on tempered steel drills after vacuum hardening at 2066°F (1130°C) under vacuum of 0.3 mbar (0.3 hPa or 225 mm Hg or “micron”).
Figure 5. Contact reactions on drill blanks (1.6582) with SiC-coated CFC (Schunk CF222P75 and SGL 1601YI); Scale left about 2:1 and right microsection about 400:1
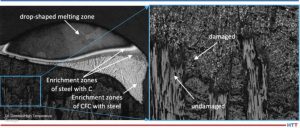
Figure 6 shows some heavy melting reactions of high-speed steel after vacuum hardening at 2264°F (1240°C) under vacuum of 0.1 mbar (0.1 hPa or 75 mm Hg or “micron”).
Figure 6. 1.3343 after contact with CFC CF222 at 2282°F (1250 °C) (left approx. 25:1; right detail 100:1)
The carbon transmission mechanism with unwanted carburization, along with eutectic reaction of some workpieces made of steel with CFC, and some technical solutions will be explained in Part 2 of this article.
References
Atkins, P. W.: Physikalische Chemie. 1. vollst. durechges. u. berichtigter Nachdr.d. 1. Aufl., Weinheim, VCHVerlag, 1988 – ISBN 3-527-25913-9.
Bürgel, R.: Handbuch Hochtemperatur-Werkstofftechnik: Grundlagen, Werkstoffbean-spruchungen, Hochtemperaturlegierungen. Braunschweig, Wiesbaden: Vieweg, 1998. ISBN 3-528-03107-7.
Demmel, J.: Advanced CFC-Fixture Applications, their scientific challenges and economic benefits, In: 30th Heat Treating Society Conference & Exposition, Detroit, MI, USA, 15th Oct. 2019.
Demmel, J.: Werkstoffwissenschaftliche Aspekte der Entwicklung neuartiger Werkstückträger für Hochtemperaturprozesse aus Faserverbundkeramik C/C und weiteren Hochtemperaturwerkstoffen, Dissertation, TU Freiberg, Germany, 2003.
Demmel, J.: Why CFC-Fixtures are a Must for Modern Heat Treaters, FNA 2020 Technical Session Processes & Quality, USA, 30th Sept. 2020.
Demmel, J., et al: Applications of CMC-racks for high temperature processes. In: 4th Int. Conf. on High-Temperature Ceramic Matrix Composites, 3.10.2001, p. A-17.
Demmel, J. und J. Esch: Handhabungs-Roboter sorgt für Wettbewerbsvorsprung. Härterei: Symbiose von neuen Werkstoffen und Automatisierung. In: Produktion (1996), No. 16, p. 9.
Demmel, J. und U. Nägele: CFC revolutioniert die Wärmebehandlung. In: 53. Härterei-Kolloquium, Wiesbaden, 10.10.97. Vortrag und Tagungsbericht.
Demmel, J., Lallinger, H.: CFC-Werkstückträger revolutionieren die Wärmebehandlung. In: Härtereitechnische Mitteilungen 54, No. 5, p. 289-294, 1999.
Eckstein, H.-J., et al: Technologie der Wärmebehandlung von Stahl. 2nd Edition, VEB Deutscher Verlag für Grundstoffindustrie, Leipzig, 1987. ISBN 3-342-00220-4.
Godziemba-Maliszewski, J.; Batfalsky, P.: Herstellung von Keramik-Metall-Verbindungen mit Diffusionsschweißverfahren. In: Technische Keramik, Jahrbuch, Essen, 1 (1988), S. 162-172. ISBN 3-80272141-1.
Grosch, J.: Grundlagen-Verfahren-Anwendungen-Eigenschaften einsatzgehärteter Gefüge und Bauteile, ExpertVerlag, 1994, ISBN 3-8169-0739-3.
Hollemann, A.F.; Wiberg, E.: Lehrbuch der anorganischen Chemie / Hollemann-Wiberg. 91.-100. Aufl ., de Druyter Verlag, 1985 – ISBN 3-11-007511-3.
Kriegesmann, J.: Technische Keramische Werkstoffe. Loseblattwerk mit 6 Ergänzungslieferungen pro Jahr.
Kussmaul, K.: Werkstoffkunde II. Stuttgart, Universität, Lehrstuhl für Materialprüfung, Werkstoffkunde und Festigkeitslehre, Vorlesungsmanuskript, 1993.
Lay, L.: Corrosion Resistance of Technical Ceramics. 1. Aufl ., Teddington, Middlesex, Crown-Verlag, 1983 – ISBN 0-11-480051-0.
Marsh, H.; u.a.: Introduction to Carbon Science. 1. Aufl ., London, Butterworths-Verlag, 1989 – ISBN 0-40803837-3.
Spur, G.: Wärmebehandeln. Berlin, 1987, ISBN 3-446-14954-6.
Samsonow, G.V.: Handbook of refractory compounds. New York, 1980.
Schulten, R.: Untersuchungen zum Kohlenstofftransportmit Carbidbildung in Nickelbasis-legierungen. RWTH Aachen, Fakultät für Maschinenbau, Diss., 1988 Deutsche Keramische Gesellschaft, 1990 following. ISBN 3-87156-091-X.
About the Author: Dr. Jorg Demmel is the founder, owner, and president of High Temperature Concept. He received his Engineering Doctorate in the field of CFC workpiece carriers for heat treatment and served in different leading positions for Volkswagen before moving to the U.S. In this article, Demmel draws on his dissertation, “Material scientific aspects of the development of new Fixtures for high temperature processes made of fiber-composite ceramics C/C and other high temperature materials” (Technical University Mining Academy Freiberg, Germany, 2002/3), and his personal experiences. For more information Contact Jorg at jorg.demmel@high-temperature-concept.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Within any heat treating operation, quality drives everything, including quotes, contract review, and overall production. The #1 influences on quality are the technical specifications: the ones designed by the AMEC Committee in aerospace; the Nadcap checklist heat treaters must audit; and CQI-9 specifications in the automotive industry, which are overseen by AIAG. There are also major influences from ASTM in hardness testing and ISO 9000 and AS 9100 in quality department operations.
Contact us with your Reader Feedback!
Needless to say, there are a plethora of specifications, data, and information required in the quality department to operate a heat treat plant. Sometimes it can seem impossible to keep up with all of the changes.
This is where the Metal Treating Institute’s Technical Standards Committee becomes so valuable to any heat treat plant. The MTI Technical Standards Committee was established during the MTI’s Winter Strategic Planning Committee meeting in 2015. After plentiful discussion on challenges facing heat treaters, the leadership felt heat treaters needed to be involved in the specification groups, giving them a voice in the design of the specifications and keeping them updated as specifications were being reviewed or changed.
The committee is now made up of 25 people from commercial heat treaters and suppliers. The committee meets three to four times a year to discuss all the specifications and audit checklists under review or issues needing improved. The committee thus determines any actions steps needed to make sure specifications maintain high levels of quality and safety without becoming onerous or cost prohibitive.
From each of the committee meetings, five to six key leaders on the committee provide a full report on each technical standard group’s activity via a virtual Zoom meeting. The volunteer work and member reports on committee activities have become very valuable to quality departments by giving real time information on potential changes in specifications that could have a big impact on equipment purchases or overall quality process for audits.
Many of the specifications the MTI Technical Standards Committee has covered over the last seven years include AMS2759 (and all the slash specs), pyrometry with AMS2750, CQI-9 in the automotive industry, and hardness testing specs with ASTM.
In the MTI Technical Standards Committee, heat treaters have the power to fi nd out the full details of specifications as they are reviewed prior to approval — not when the auditor shows up at audit time. Volunteering for one of these committee groups like AMEC, Nadcap, ASTM or CQI-9 includes getting to be part of the spec writing process and influencing what the final specification requires.
MTI would like to say thank you to the co-chairs of the MTI Technical Standards Committee: Ed Engelhard from Solar Atmospheres and Bob Ferry from FPM Heat Treating for providing to the industry their leadership of this very important committee. MTI would also like to thank the following companies for supporting their quality team’s involvement in the committee:
• Applied Thermal Technologies, Inc.
• Aremac Heat Treating East, LLC
• Cincinnati Steel Treating
• Continental Heat Treating, Inc.
• Euclid Heat Treating, Co.
• Gasbarre Thermal Processing Systems
• Ipsen
• King Tester
• Midwest Thermal-Vac
• Pacifi c Metallurgical, Inc.
• Paulo Products
• Peters’ Heat Treating, Inc.
• Pinson Valley Heat Treating
• Southwest Metal Treating Corp.
• Super Systems Inc.
• ThermTech
• Throughput | Bluestreak
• Winston Heat Treating
If you have any questions or would like more information on MTI's Technical Standards Committee, feel free to contact Tom Morrison at tom@heattreat.net
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The most recent launch of NASA’s Artemis 1 Mission included a large titanium manifold housing designed to rapidly propel astronauts away from the main rocket in case of a catastrophic explosion or any other unexpected event. This critical part was vacuum heat treated by Solar Atmospheres of Western PA.
Titanium manifold weldment after vacuum heat treatment and shown on the Artemis 1 Orion Spacecraft Source: NASA
Michael Johnson Sales Manager Solar Atmospheres of Western PA
On Wednesday, November 16, 2022, NASA’s unmanned Orion spacecraft launched successfully from Cape Canaveral at 1:47 am for a six-week test flight around the moon and back. This launch marks the first iteration of NASA’s moon-to-Mars Artemis 1 program. For the 2014 Orion launch, NASA introduced the Launch Abort System (LAS). Once fired, the LAS will accelerate the astronauts away from the main rocket at forces up to 10 to 15 times normal gravity (“G’s”).
“Before the mighty Artemis rocket left Earth’s atmosphere with 8.8 million pounds of thrust, many of the components and support hardware had already experienced a lunar-like atmosphere here in western Pennsylvania,” commented Michael Johnson, sales director at Solar Atmospheres. “Many of the [6AL-4V] titanium and Inconel components were processed well below 1×10-5 Torr throughout thermal processing. Although our crew here on Earth were wearing nitrile gloves, it’s overwhelming to know we had a hand in heat treating these critical parts.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatToday will take a break from publishing on Thursday and Friday, November 24 and 25. We will be celebrating the Thanksgiving (U.S.) holiday with our loved ones. Come Monday, November 28, look for the latest edition of Heat TreatDaily in your inboxes.
We are always grateful for you, our readers! We will take this week in particular to thank you for your commitment and passion in the heat treat industry. Thank you for your involvement with us. We work hard to provide you with material that helps support our mission: "We believe people are happier and make better decisions when they are well informed."
God bless each and every one of you, and enjoy the holiday this week.
The Lenox Group, an aluminum extrusion profiles company, decided to add a turnkey nitriding system from a supplier with North American locations. The new heat treat furnace will further aid in production of products like windows, doors, solar panels, lighting systems, etc.
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
Lenox has opted to bring operations in-house (in Bulgaria) to improve die reliability through more stringent quality control. “Previously, the company sent extrusion dies for salt bath nitriding and gas nitriding," explains Marcin Stokłosa, project manager at Nitrex. "Lenox Group experimented with various case hardening technologies in search of the best one, the results of which would be repeatable and consistent with their expectations."
The N-EXT 412 is a compact-size Nitrex gas nitriding furnace for low volume quantities. This turnkey nitriding system is built on a self-contained platform that includes the furnace, control system with Nitreg® technology, and an exhaust neutralizer for clean and green processing. With a temperature distribution of +/-5°C, it is suitable for nitriding H11 and H13 extrusion dies.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Thermocouples are ubiquitous. Whether you are 20 days or 20 years into the industry, you know the essential role they play in making sure heat treat processes are running efficiently, accurately, and dependably. This quick trivia questionnaire will test your thermocouple knowledge on a dozen either obscure or obvious facts about thermocouples.
Los termopares son ubicuos. Sin importar que tu experiencia en la industria sea de 20 días o 20 años, conoces bien el papel esencial que juegan en asegurar que los procesos de tratamiento térmico avancen de manera eficiente, precisa y confiable...
Take the English version of the quiz below, or find the Spanish translation when you click the flag above right!
If you have any facts of your own about thermocouples, our editors would be interested in sharing them online at www.heattreattoday.com. Email Bethany Leone at bethany@heattreattoday.com with your own trivia!
This Technical Tuesday article, first published in English and Spanish translations, is found in Heat Treat Today's November 2022 Vacuum print edition.
Thermocouple Trivia
1. What thermocouple type potentially has the longest life (but is also the most expensive)?
(a) Type K (Chromel-Alumel)
(b) Type N (Nicrosil-Nisil)
(c) Type R (Platinum-13% Rhodium)
(d) Type J (Iron-Constantan)
2. What is something you might find at home that uses a thermocouple to control its temperature?
Contact us with your Reader Feedback!
(a) Your oven
(b) Your toaster
(c) Your water heater
(d) All of the above
3. What do you need to know when purchasing thermocouples for your heat treat furnace or oven?
(a) The length of the thermocouple
(b) The process application you are running
(c) The type of thermocouple best suited for the
(d) All of the above
4. Who was Thomas Johann Seebeck?
(a) The person credited with describing the scientific theory behind thermocouples
(b) An advocate for the elimination of thermocouples in furnaces and ovens
(c) A German physicist who was responsible for helping develop rockets for the United States
(d) None of the above
5. What would be the best thermocouple to use to control the temperature of an oil quench tank?
(a) Type R (platinum — 13% rhodium)
(b) Type S (platinum — 10% rhodium)
(c) Type K (chromel-alumel)
(d) Type J (iron-constantan)
6. Why use an over temperature (aka "excess temperature") device on your furnace or oven?
(a) For better process control, it is always helpful to have more than one thermocouple in the furnace/oven
(b) To prevent the furnace temperature from running away and damaging the equipment
(c) An obsolete device no longer required by NFPA 86
(d) A method of ensuring the process being run in the furnace stays close to the set point temperature
7. How are thermocouples used in the heat treat industry?
(a)temperature control devices
(b) As part of a safety system designed to prevent the furnace/oven from running away and damaging itself
(c) To ensure that temperature, the most important process parameter, is maintained within limits necessary to successfully run a heat treat process
(d) All of the above
8. Why use type K versus type N thermocouples?
(a) Because type K has better accuracy
(b) Because type K has better temperature limits
(c) Because type K is more expensive
(d) None of the above
9. Thermocouples produce what type of voltage?
(a) PPM (parts per million)
(b) EMF (electromotive force)
(c) EMP (electromagnetic pulse)
(d) mV (millivolt)
10. What are some of the most common reasons why a thermocouple “drifts” or fails in a heat treat furnace or oven?
(a) Age
(b) Running at temperatures higher than its rated use temperature
(c) The wrong thermocouple type is used
(d) All of the above
11. What is a common problem seen in thermocouples that fail in service?
(a) Green rot (oxidation of chromium)
(b) Metal dusting (aka "catastrophic carburization")
(c) Grain growth
(d) All of the above
12. Complete the sentence: Types S, R, and B noble metal thermocouples are generally specified for use . . .
(a) . . . when temperatures exceed the upper recommended operating temperatures of base metal thermocouples.
(b) . . . after failing compliance on three SATs .
(c) . . . if the furnace only processes automotive parts.
(d) . . . to safeguard against low temperature readings in large loads.
Trivia Key
Compare your answers with the key on page 26 . How did you stack up in thermocouple knowledge? See where your skills measure up in the scale below.
Learn more about thermocouples in the interview between Doug Glenn and Eric Yeager on page 16 or check out the reference list below.
Heat TreatTodaywould also like to thank the following for their expert input: Dan Herring, The Heat Treat Doctor® at The HERRING GROUP, Inc.; Hank Prusinski, Summit Aerospace Products Corp.; and Andrew Bassett, Aerospace Testing and Pyrometry.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Bill St. Thomas Business Development Manager Lindberg/MPH Source: Lindberg/MPH.com
A manufacturer is expanding their heat treat capacities with a new box furnace, designed for air atmosphere applications, from a North American furnace provider.
Lindberg/MPH's heat treat furnace has a maximum temperature rating of 1,250°F and a load capacity of 6,000 lbs and is designed to accept fixtures that are 48" wide by 84" deep by 48" high. A full-width roller hearth is located across the furnace chamber floor for manual loading and load support. Temperature is controlled by a Honeywell DC2500 Series controller with an adjustable alarm set-point and latching output relay; the controller disconnects the power to the heating elements and sounds an audible alarm in an event that temperature exceeds desired set-point.
“The high velocity forced heating system circulates heat evenly within the furnace chamber," commented Bill St. Thomas, business development manager at Lindberg/MPH. "[This] assures rapid and uniform heat transfer throughout the workload.”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Los termopares son ubicuos. Sin importar que tu experiencia en la industria sea de 20 días o 20 años, conoces bien el papel esencial que juegan en asegurar que los procesos de tratamiento térmico avancen de manera eficiente, precisa y confiable. Este breve cuestionario evaluará tu conocimiento de los termopares en una docena de datos entre obvios y triviales.
Si quisieras aportar otros datos interesantes relacionados con los termopares, nuestros editores te invitan a compartirlos para ser publicados en línea en www.heattreattoday.com. Puedes hacerlos llegar a Bethany Leone al correo bethany@heattreattoday.com
Thermocouples are ubiquitous. Whether you are 20 days or 20 years into the industry, you know the essential role they play in making sure heat treat processes are running efficiently, accurately, and dependably. This quick trivia questionnaire will test your thermocouple knowledge on a dozen either obscure or obvious facts about thermocouples.
Take the Spanish translation of this quiz in the version below, or see both the Spanish and the English translation of the quiz where it was originally published: Heat Treat Today's November 2022 Vacuum Furnace print edition.
Traducido por: Shawna Blair
Datos varios de los termopares
1. ¿Cuál es el tipo de termopar que más larga vida puede llegar a tener (aunque también es el más costoso)?
(a) Tipo K (chromel-alumel)
(b) N (nicrosil-nisil)
(c) Tipo R (platino-13% rodio)
(d) Tipo J (hierro-constantan)
2. ¿Cuál de estos electrodomésticos que podrías tener en casa utiliza un termopar para controlar la temperatura?
Contact us with your Reader Feedback!
(a) El horno
(b) La tostadora
(c) El calentador de agua
(d) Todas las anteriores
3. ¿Qué debes saber a la hora de comprar termopares para tu horno de tratamiento térmico?
(a) La longitud del termopar
(b) La aplicación propuesta del proceso a realizar
(c) El tipo de termopar que mejor se adapta a la aplicación
(d) Todas las anteriores
4. ¿Quién fue Thomas Johann Seebeck?
(a) La persona a la que se le atribuye la teoría científica en la que se fundamentan los termopares
(b) La persona que abogó por la eliminación de los termopares en hornos
(c) Un físico alemán responsable de apoyar en el desarrollo de cohetes para los Estados Unidos
(d) Ninguna de las anteriores
5. ¿Cuál termopar sería el más indicado para controlar la temperatura de un tanque para temple en aceite?
(a) Tipo R (platino-13% rodio)
(b) Tipo S (platino-10% rodio)
(c) Tipo K (chromel-alumel)
(d) Tipo J (hierro-constantan)
6. ¿Por qué motivo se implementaría en un horno un dispositivo de protección contra temperatura en exceso, o ¨sobre¨ temperatura?
(a) Para lograr un mejor control del proceso es favorable utilizar en el horno o caldera más de un termopar
(b) Serviría para impedir que la temperatura del horno se disparara ocasionando daños al equipo
(c) Un dispositivo obsoleto que la norma NFPA 86 ya no exige
(d) Permitiría asegurar que el proceso que se adelante en el horno se mantenga cercano al punto de temperatura establecido
7. ¿Cómo se utilizan hoy en día los termopares en la industria del tratamiento térmico?
(a) Como dispositivos de control de temperatura
(b) Como parte de un sistema de seguridad diseñado para evitar que la temperatura del horno se dispare ocasionando que el horno se destruya
(c) Como mecanismo que asegura que la temperatura, el parámetro más importante de un proceso de tratamiento térmico, no se salga de los límites indicados para lograr un resultado exitoso
(d) Todas las anteriores
8. ¿Por qué motivo se utilizaría un termopar tipo K en lugar de uno tipo N?
(a) Porque el tipo K es más exacto
(b) Porque el tipo K tiene mejores límites de temperatura
(c) Porque el tipo K es más costoso
(d) Ninguna de las anteriores
9. ¿Qué tipo de voltaje generan los termopares?
(a) PPM (parte por millón)
(b) EMF (fuerza electromotriz)
(c) EMP (pulso electromagnético)
(d) mV (milivoltios)
10. ¿Cuáles son algunas de las causas más comunes de que la calibración del termopar de un horno o caldera de tratamiento térmico se desvíe o falle?
(a) Edad
(b) Manejo a temperaturas superiores al límite recomendado
(c) Utilización del termopar equivocado
(d) Todas las anteriores
11. ¿Qué problema comúnmente se observa en los termopares que fallan en el uso?
(a) Moho verde (oxidación de cromo)
(b) Metal dusting (carburización catastrófica)
(c) Crecimiento de grano
(d) Todas las anteriores
12. Complete la frase: Los termopares de metales nobles Tipo S, R y B por lo general se especifican para uso…
(a) . . . en casos en los que las temperaturas superan la máxima recomendada para operar los termopares de metales base.
(b) . . . luego de caer en incumplimiento en tres pruebas SAT (prueba de exactitud del sistema, por sus siglas en inglés).
(c) . . . cuando la caldera solo se usa para procesos de piezas automovilísticas.
(d) . . . para prevenir que se baje demasiado la temperatura en cargas grandes.
Clave de Doce datos menudos
Compara tus respuestas de la página 27 con la clave a continuación. ¿Cómo te fue en conocimiento de termopares? Califi ca tushabilidades de acuerdo a la escala que encontrarás líneas abajo.
Para aprender más acerca de los termopares, lee la entrevista entre Doug Glenn y Eric Yeager en la página 16, o revisa la lista de obras referenciadas al fi nal de esta página.
Referencias
[1] Alexander, Colleen Stroud, et al. “Application of Ribbon Burners to the Flame Treatment of Polypropylene Films.” Platinum Thermocouple - An Overview [“Aplicación de quemadores de cinta al fl ameado de película de polipropileno.” Termopar de platino - un resumen.] | ScienceDirect Topics, 20 June 2008, https://www.sciencedirect.com/topics/engineering/platinum-thermocouple.
[2] “Introduction to Thermocouples.” A Perfect Alliance Between Expertise and Know-How [¨Introducción a Termopares. Una alianza perfecta entre la experticia y el conocimiento¨], RDC Control, 16 Dec. 2017, https://rdccontrol.com/thermocouples/thermocouples-101/introduction-to-thermocouples/.
[3] Nash, William, and Eric Yeager. “Industrial Heating Magazine: How Long Should My Thermocouple Last?” [¨Revista de Calentamiento Industrial: ¿Cuánto debería durar mi termopar?¨] Cleveland Electric Laboratories, 13 Sept. 2021, https://clevelandelectriclabs.com/industrial-heating-magazine-how-long-should-my-thermocouple-last/.
[4] Staff , Editorial. “Thermocouples Green Rot Eff ect.” [¨Efecto moho verde en termopares¨] Inst Tools, 20 Nov. 2019, https://instrumentationtools.com/thermocouples-green-rot-effect/.
[5] REOTemp Instruments. Thermocouple [Termopar], 2011, https://www.thermocoupleinfo.com/.
[6] “Thomas Johann Seebeck.” Editors of Encyclopaedia, Encyclopaedia Britannica, Encyclopaedia Britannica, Inc., 5 Apr. 2022, https://www.britannica.com/biography/Thomas-Johann-Seebeck.
[7] “What Are Thermocouples Used for?” [¨¿Para qué se utilizan los termopares?¨] Enercorp Instruments What Are Thermocouples Used for Comments, 2020, https://enercorp.com/what-are-thermocouples-used-for/. Heat TreatToday agradece la colaboración de estos expertos: Dan Herring, The Heat Treat Doctor® del HERRING GROUP, Inc.; Hank Prusinski, Summit Aerospace Products Corp.; y Andrew Bassett, Aerospace Testing and Pyrometry.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com


















 From each of the committee meetings, five to six key leaders on the committee provide a full report on each technical standard group’s activity via a virtual Zoom meeting. The volunteer work and member reports on committee activities have become very valuable to quality departments by giving real time information on potential changes in specifications that could have a big impact on equipment purchases or overall quality process for audits.
From each of the committee meetings, five to six key leaders on the committee provide a full report on each technical standard group’s activity via a virtual Zoom meeting. The volunteer work and member reports on committee activities have become very valuable to quality departments by giving real time information on potential changes in specifications that could have a big impact on equipment purchases or overall quality process for audits.







 Learn more about thermocouples in the interview between Doug Glenn and Eric Yeager on
Learn more about thermocouples in the interview between Doug Glenn and Eric Yeager on 



