The U.S. Navy has commissioned six new presidential helicopters. Sikorsky, a Lockheed Martin company, will build six production VH-92A presidential helicopters. These helicopters are part of the 23-aircraft program of record for the U.S. Marine Corps.
Sikorsky has transferred five VH-92A helicopters into government test with the sixth completing modification and entering government test Q2 2020. The VH-92A program is on track to enter Initial Operational Test and Evaluation (IOT&E) later this year.
“Now that we are ramping up production, the VH-92A program is gaining momentum,” said Dave Banquer, Sikorsky VH-92A program director. “This second contract award demonstrates the confidence the U.S. Marine Corps has in Sikorsky’s proven ability to deliver and support the next generation presidential helicopter. The men and women of Sikorsky treasure our legacy of building and providing helicopter transportation for every president and commander in chief since Dwight D. Eisenhower. We are proud to continue that legacy with the VH-92A helicopter.”
All six of the production aircraft from the first Low Rate Initial Production contract are undergoing modifications at Sikorsky’s Stratford, Connecticut, plant and are on schedule to begin deliveries in 2021. The remaining production aircraft will be delivered in 2022 and 2023.
VH-92A presidential helicopter (Source: U.S. Navy)
What is HIP? Hint: It doesn’t mean you are fashionable or trendy! In this HTT original content Technical Tuesday feature, Derek Denlinger, corporate lead metallurgist for Paulo who has recently been focusing on heat treatment for additive manufacturing and hot isostatic pressing, shares how this process can improve mechanical characteristics of high-performance additive manufactured components.
Additive manufacturing has steadily asserted itself as a viable method for producing complex components in aerospace, medical, and other high-performance applications. And if you hang out in metallurgy circles (who wouldn’t want to?), you can’t hear “additive manufacturing” without also hearing about hot isostatic pressing, or HIP. That’s because the HIP process, which applies high heat and high pressure to densify parts, has shown promise in improving the mechanical characteristics of high-performance additive manufactured components.
But while that’s the most popular use case for HIP, it’s far from the only one.
HIP Applications
HIP is recently popular thanks to the prevalence of additive manufacturing for high-performance aerospace parts or medical devices like artificial hips, but the process is over 60 years old.
HIP was initially developed as a diffusion bonding technique. In diffusion bonding, high heat and pressure work together to weld similar or dissimilar metal surfaces without filler materials. However, metallurgists observed that those process characteristics also improved mechanical performance by eliminating casting porosity — the small bubbles of gas that can form during the solidification process of cast metals — and imparting a homogenous grain structure throughout the whole part. Porous parts or parts with variable grain structures are less durable and cannot stand up to the stress of severe service.
A similar phenomenon occurs during an additive manufacturing process called powder bed fusion. Powder bed fusion naturally leaves small voids within parts. Those small voids can cause big problems if they aren’t eliminated.
In addition to use alongside additive manufacturing and diffusion bonding of parts, HIP is typically specified as a densification process complementary to powder compaction and sintering as well as metal injection molding. It’s most often specified in aerospace, medical and dental, oil and gas, power generation, firearm, and jewelry manufacturing.
Materials Ideal for HIP
A wide array of materials can be HIP’ed in the high-pressure argon environment a unit creates. Such an atmosphere is ideal for:
Carbon steel
Tool steels
Duplex, martensitic, and austenitic stainless steels
Nickel-based alloys
Cobalt-based alloys
Titanium
The author, Derek Denlinger, in front of the HIP vessel
HIP Advantages
A common critique of HIP among some manufacturers is that it’s a costly, unnecessary, extra step in the manufacturing process. The word “overkill” comes to mind, and it’s true that some thermal processors aggressively market the process to manufacturers who make parts for which HIP may not be a metallurgical necessity. But when it’s appropriately specified, HIP gives manufacturers several compelling advantages both upstream and downstream in their production process.
Design & Manufacturing Freedom – Some parts feature highly complex shapes that are too complicated for traditional forging or casting. In response, manufacturers have either sacrificed performance with watered-down designs or added costly processing time by designing parts in pieces and then joining them via brazing. But the pressurized gas used in HIP finds its way into internal passages and blind features of complex parts, ensuring they achieve specified metallurgical characteristics while reducing the traditional failure risks.
Mechanical Characteristics – HIP has been shown to enhance key mechanical characteristics such as ductility, toughness, yield strength, and corrosion resistance. Fatigue, impact, wear, and abrasion resistance can also improve. Metallurgists have also observed that HIP’ed parts end up with less “data scatter.” Reducing data scatter enables design engineers to more accurately understand material performance and to know more precisely where the material’s limit exists. They can then design according to that known information.
Optimized Manufacturing – Whether parts are additive manufactured, cast, or forged, integration of HIP can streamline manufacturing. First, the combination of additive plus HIP’s densifying and solution treating capabilities mean more manufacturing stages can be accomplished in fewer steps. Second, manufacturers concerned about porosity can allow it to occur knowing that HIP can correct the issue.
Simultaneous Treatment – Older hot isostatic presses were typically designed with thicker walls which impeded quick cooling. That eliminated simultaneous treatment from the equation (and led some to believe the process was unsafe). Rapid quenching is built into many modern HIP models, allowing simultaneous heat treatment and hot isostatic pressing. The resulting time savings is significant. Improved performance of parts treated in this manner has also been observed.
Reducing Scrap – There’s always variability in manufacturing; the risk of scrapping some parts is ever-present. But HIP can help reduce scrap in two ways. First, it can be incorporated into regular production of parts with tricky designs to make up for potential upstream process deficiencies. Second, it can be applied as needed if a one-off problem occurs in a single batch. In either case, the potential savings are compelling.
Hot isostatic pressing is creating new possibilities for manufacturers of high-performance parts. For example, the Quintus Technologies QIH 122 unit was installed into Paulo’s Cleveland Division. The rapid cooling capability of the HIP vessel is comparable to vacuum furnace quenching. These properties make it possible to HIP and solution treat parts simultaneously, imparting decidedly better metallurgical properties while reducing turnaround time.
Paulo recently installed this Quintus Technologies QIH 122 rapid cooling hot isostatic press in its Cleveland, Ohio facility.
Composites Universal Group (CUG), an internationally recognized composite manufacturing company specializing in the production of high-quality composite components for aerospace, drones, industrial and space applications, recently received a large walk-in oven from DELTA H.
The oven features an interior volume of 12’ wide, 10’ tall, and 32’ deep, with high volume New York Blower plug fan, PowerFlame gas burner, and rapid cooling/chamber pressure control. For vacuum composite processing, the system features multiple part temperature as well as vacuum transducers for precision monitoring of process heating. Eurotherm Nanodac is featured with cascade control that selects the coolest part and automatically adjusts air temperature to precisely maintain the desired ramp rate, soak time, and cooling rate.
Richard Conway, CTO at DELTA H
CUG has multiple projects underway, including Vahana electric VTOL aircraft, Sierra Nevada Corp Dream Chaser Pressure Vessel, and Leidos Corp. Composite Beams. DELTA H CTO Richard Conway stated, “It is truly rewarding and exciting to be among the technology providers supporting these projects and to have a role in the cutting edge of transportation.”
(Image Source: Leidos Investor Relations)
“The DELTA H Composite Oven has performed flawlessly ever since initial startup. It’s become a critical part of our equipment listing here within CUG. . . . It is critical to our operations and the curing of our high temperature parts fabrication,” states Steve Ruege, President and Director of Sales at Composite Universal Group.
Brazing Furnace for Automotive Supplier (Image Source: Abbott Furnace Co.)
A diversified global automotive supplier, focused on metal forming, aluminum casting, fluid systems and flexible assemblies to help automakers meet their lightweight requirements, and a multinational corporation that specializes in producing chemicals and precious metals and operating in more than 30 countries worldwide, have placed orders for furnaces to be installed in the 2nd quarter of 2020. Abbott Furnace Company will design, manufacture, and install both furnaces.
The automotive supplier has placed an order for a continuous belt stainless steel brazing furnace to be installed in Mexico. They will receive a five (5) zone electrically heated industrial furnace that is rated for 2,150°F and includes a 30” wide belt, silicon carbide muffle and will feature Abbott Furnace’s Varicool convective cooling system.
The precious metals producer has placed an order for an electrically heated continuous belt calcine furnace. The industrial furnace that is rated at 1,850°F and includes an 18” wide inconel belt, silicon carbide muffle and data acquisition system.
Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing
A vacuum furnace was recently shipped to a customer servicing the tool and die industry in Virginia. The Model HFL-2018-2IQ furnace features a graphite-insulated hot zone, a load weight capacity up to 250 lbs., and a maximum operating temperature of 2400°F. The furnace, called the Mentor®, is from Solar Manufacturing will be used for solution annealing, ageing, and brazing. It measures 12” wide x 12” high x 18” deep.
Model HFL-2018-2IQ furnace
“This company is a long-time customer of our sister company, Solar Atmospheres,” states Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing. “They wanted to own a Solar furnace themselves, for smaller, in-house jobs. We’re all excited they chose Solar Manufacturing for their first furnace.”
Heat Treat Todayconducted a very unscientific and highly-fluid study on the impact of COVID-19 (coronavirus) on the North American heat treat market. By the time you read this, the impact will undoubtedly be different; but what you'll see below is a snapshot in time from Friday, February 28th, which is when most of the responses came in.
Heat Treat Today surveyed 675 heat treat industry suppliers and asked them 6 very simple questions. The survey took no more than 5 minutes to complete. Of the 675 surveyed, 104 responded, all of them completing all 6 questions.
The questions were broken down into two basic categories:
The first two questions asked what impact the coronavirus was ALREADY having on their business.
The last four questions asked them to speculate about the future impact of the coronavirus on their business.
Before giving the results, let me acknowledge as truth what one respondent so politely stated:
Unfortunately any information gathered for the coronavirus will be outdated within days because the global situation changes so frequently and rapidly. A survey of this kind has very limited value for business analysis/decisions due to the ... fluidity of the situation.
Having duly disclaimed, let's get on to the results.
One final note -- click on each image below to enlarge it for easier viewing.
Current Impact
Click to enlarge.
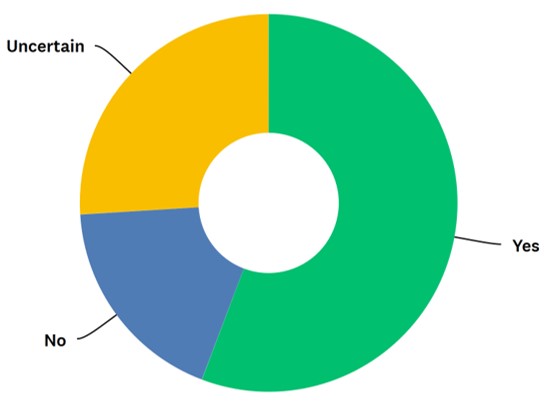
Question 1: Has the coronavirus already directly impacted your business/supply chain?
As you can see, over half (51%) indicate that the virus has had NO EFFECT to date. Another 11% are uncertain if there has been any effect, and roughly 38% say that the virus has already had an impact on their business.
Yes: 37.50%
No: 50.96%
Uncertain: 11.54%
Click to enlarge.
Question 2: In what way(s) has the coronavirus already directly impacted your business/supply chain?
The two main options given were:
Difficulty getting materials to build product: 11.54%, and
Limitation of travel either of employees, customer, or workers: 29.81%
Other answer included:
No impact: 46.15%
Other: 12.50%
It's not surprising that nearly half (46.15%) said there was "no impact" given that nearly half of the respondents in Question 1 indicated that there was "no impact" to date of the coronavirus on their business operations.
Anticipated Future Impact
Click to enlarge
Question 3: Do you anticipate that the coronavirus will directly impact your business/supply chain?
After assessing the current impact, the next four questions focus on the future and what expected impact the coronavirus might have on business.
The results were a bit less optimistic:
Yes: 55.77%
No: 18.27%
Uncertain: 25.96%
While roughly half of the respondents indicated that the coronavirus was having no current impact, only 18% believe that it will never impact their business. The other 26% are uncertain if this global sickness will impact them or not.
Click to enlarge.
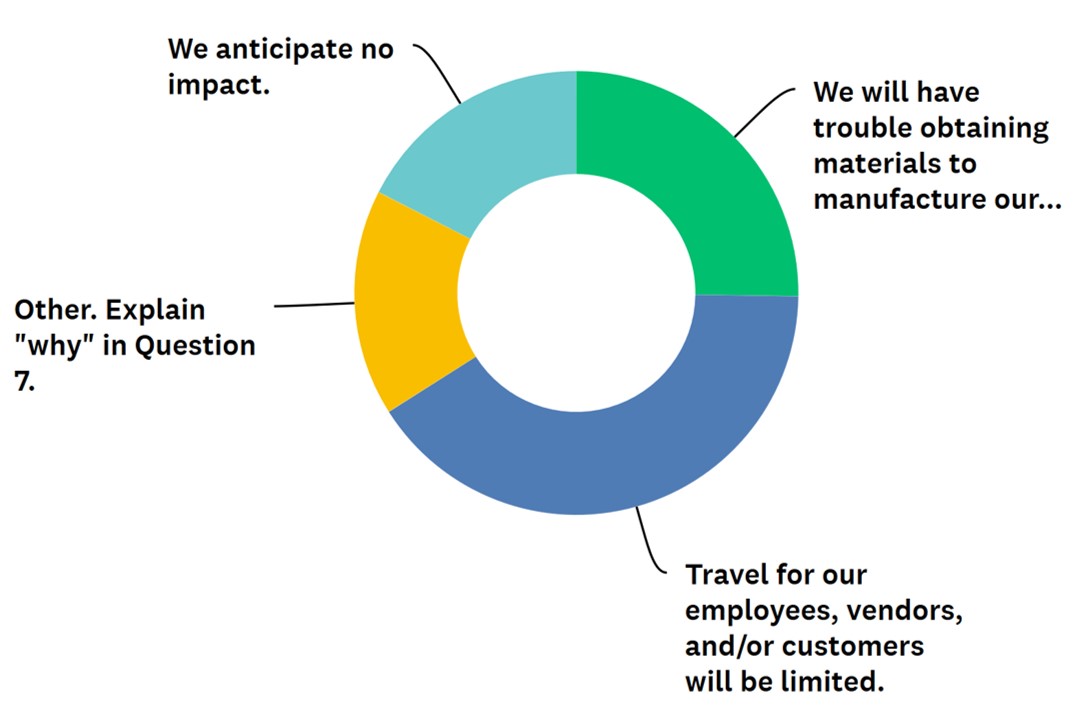
Question 4: In what way(s) do you anticipate that the coronavirus will directly impact your business/supply chain?
As with question number two, which was very similar, the answers to this question indicated that the #1 anticipated impact was restriction on travel. Coming in a close second was the ability to secure materials necessary to continue production -- supply chain issues.
Limited travel for employees, vendors, and/or customers: 40.78%
Trouble obtaining materials to manufacture our product(s): 25.24%
Other: 16.50%
No impact: 17.48%
Click to enlarge.
Question 5: How significantly do you anticipate that the coronavirus will impact your bottom line?
Assuming that there will be some impact, the question tried to get an order of magnitude of how great the impact might be. Asking respondents how they anticipated the virus will impact their bottom line seemed like a good approach. Here's what they had to say:
5% or less: 52.88%
From 6% to 10%: 30.77%
From 11% to 20%: 12.5%
More than 20%: 3.85%
It's possible that everyone in the "5% or less" category said that there would be zero impact on their bottom line; but even if that is the case, there are still 47% of the industry who believe that the coronavirus will have a 6% or greater impact on their bottom line. Only a very small percentage (4%) believe that it will have a 20% or more hit on their bottom line.
Click to enlarge.
Question 6: How long do you anticipate the coronavirus will impact your business/supply chain?
This final question tried to get a sense of how long respondents thought the virus would continue to impact their business.
Here's what they had to say:
0-2 months: 28.85%
3-6 months: 63.46%
7 months or more: 7.69%
Fortunately, it doesn't appear that the impact will be long-lived.
Question 7: Open-ended comments.
The survey was anonymous, so respondents seemed to feel comfortable giving their opinions. On two of the questions, Question 2 and Question 4, where they had the option to respond "Other," we asked them to give some explanation of their "other" response in this open-ended, final question. You can see the unedited, open-ended responses at the end of this post.
Flu vs. Coronavirus (by the numbers)
"Pandemic" is a word frequently thrown around with Coronavirus. Here are some interesting numbers from the Center for Disease Control:
CDC estimates that so far this season there have been at least 32 million flu illnesses, 310,000 hospitalizations, and 18,000 deaths from flu.
Compare that to the worldwide coronavirus numbers (as of February 28th):
Confirmed cases: 83,700
Deaths: 2,859
This is not to minimize the importance of actions against the coronavirus, but the current numbers associated with the coronavirus are a tiny fraction compared to a typical year with influenza. That's also not to minimize the great personal pain and suffering of anyone who has lost a close relative or friend to either influenza or the coronavirus.
Verbatim Comments
As promised, here are the unedited responses to Question 7 in Heat Treat Today's Coronavirus Survey. Some company names and any other identifiable information have been removed.
Being close to a porous border we anticipate migration north to find better conditions for their families. This indirect contact within the Hispanic community could impact the health of our workforce.
Contract now on hold that was signed in early January in China for [company] to supply new heat-treating equipment there.
Cost of shipping to countries hit increased 3x.
Deliveries will be late on finished products. Many parts come from China. More than we know.
Difficult getting some materials. Should improve as soon as things loosen up in China. Not killing us, but an irritation.
Economic slow down.
Facility in China had to temporarily close until the sickness peaks and wanes.
Human anticipation will be a negative factor
I am a sales rep and don't see much potential impact. Large purchases may be delayed but day-to-day needs should be OK to sell and ship.
I don’t feel it directly impacts our business unless it lasts more than a year
I have had suppliers ask about the availability to receive materials coming from Chinese suppliers, I have had questions about delivery delays from vendors/ suppliers. We are about to see in real time how good our companies are multi-sourcing critical components and not relying on conflicted materials.
I have two major concerns: 1. The virus will become Pandemic effecting world economy, 2. In the US people will overact and panic.
I think it is overblown, .1% of people die from the “normal strains” of flu, .7% from coronavirus. So if you get it, less the. 1% chance of death. Makes good news.
It appears it is directly affecting some of our upcoming travel plans, as well as we expect some parts issues to arise.
It might hurt our customers production, hence the trickle down
Little impact for us other than limiting travel. Our supply chain is stable for the moment.
Our business supply chain, business travel, product distributors have all been affected.
Shipping companies like FedEx won't ship our ordered products to China. I believe that will start to affect our other international customers.
Short term (3-6 month) impact anticipated in regard to supply of components from China and respiratory masks.
Slower sales cycle for cap-ex type projects. A wait-and-see mentality with purchases.
Some North American heat treaters have been purchasing Chinese castings sold by American based distributors. These castings are not marked with country of origin, so we encourage those who may be unaware where their castings are made to insist this information be provided. We are seeing many of our customers, who chose to go away from [company] and buy these off shore castings, unable to have their needs met. We manufacture our castings in our foundry in [location] and source our raw materials from domestic mills. So our supply chain and output is uninterrupted.
Some of our customers are global, we suffer if they suffer.
Some of the parts we are currently processing are being sourced by our customer from both China and South Korea. We have not had any delays in receiving parts but expect it to happen in the near future.
The supply chain is disrupted. But projects slated for China have been cancelled or severely delayed affecting order input.
This week I was at several customers who are screening for international travelers and not permitting anyone in their building who has traveled to China in the last 2 weeks.
Travel for our sales team may be limited. Economic concerns and supply chain issues affecting our customers could potentially slow our sales bookings. We do not expect a direct supply chain problem with our raw materials.
Travel has been altered and changed but not yet limited if required. However, we had international visitors returning home just today and they were quite concerned about the journey. We are not as much worried about the material supply yet, but thinking forward to critical items which may be impacted and considering changes to stocking programs considering our short term materials forecasts.
Unfortunately any information gathered for the coronavirus will be outdated within days because the global situation changes so frequently and rapidly. A survey of this kind has very limited value for business analysis/decisions due to the survey fluidity of the situation.
We anticipate the effects to vary; potential for some interruption to material availability and/or increases to material pricing. If China/India/Europe continue to be affected by the spread of Coronavirus, we suspect it may create a "bump" in thermal processing demand stateside. Although, if the spread of the virus becomes more prevalent stateside, a substantial shift in operational parameters may occur, which effects to our industry would be difficult to speculate.
We do not expect an impact
We export about 25% of our sales to China, South Korea and have seen some impact of about 10% on our shipments. We … sell to the oil & gas and this is also being impacted.
We had field service work lined up in China to relocate the furnace to Indonesia. We have had to abandon the project due to the logistical challenges and definitive need for Quarantine at both ends of travel. There is a significant drop in the amount of service business that we do in southeast Asia this year because of travel restrictions and Quarantine requirements.
We've experienced shortages or longer lead times from some vendors products such as our [company] controls. We also have staff and some clients that have considered driving to customer service calls, sales visits, etc. where they would normally drive, to avoid airports and large public places. There has been no significant impact yet.
When China releases restrictions, the impact will be minimal.
(Photo Source: Unsplash.com, by Free To Use Sounds)
“Optimism” may be a good description to highlight January’s Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary. It states, “The US economy has started the year in better shape than had been expected. Now the attention of the economist has been focused on two questions. The first, why the headwinds that were expected to slow things down haven’t? And the second, how long can this situation be expected to last? Despite the predictions that consumers would become weary and businesses would begin layoffs at the start of 2020, “… some of the pressure was released with the ‘phase one’ deal with China and the consumer just seemed to power through their concerns.”
New home starts experienced an unexpected and encouraging rebound
The summary reports, “In looking at the index readings this month, the news is pretty good. Of the eleven, there are seven that are trending positive and four that are pointing in a more negative direction. The more important note is that the good news readings are very strong and the negative readings are not so dramatic.”
Of the seven positives indices, new housing starts experienced a dramatic rebound, and the housing sector is as strong as it has been in some time. Additionally, the reports states, “There was also some significant gain in terms of steel consumption. The automotive sector and the energy sector have helped boost demand.”
Significant growth in new orders after 5 consecutive months in decline
One other significant area of growth to note is the PMI, “There was a very impressive rebound as far as the Purchasing Managers’ Index was concerned. The overall index jumped back into expansion territory with a reading of 50.9 but an even bigger leap was noted in the New Orders index as it went from 46.8 to 52.0. Given the future orientation of the new orders data, this is good news indeed.” Other indices showing a positive growth were capital expenditures, durable goods, factory orders, and the credit manager’s index.
Those indices that weren’t as upward trending, but not “all that depressing” were new automobile/light truck sales, falling metal commodities prices due to lack of demand, and capacity utilization. The transportation index seems to be more of a concern, “The slip has been mostly in the rail and maritime sectors thus far as both have been affected by the trade wars and other interruptions in the global economy. The bottom line is that the bad news data has not been all that serious and most are likely to see some improvement in the future if the good news data keeps coming in.”
In conclusion, the news is better than expected this month with much growth. However, we can’t ignore the coronavirus and that its effect on the global economy has yet to play out completely.
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Two all-metal hot zone furnaces were recently shipped to the medical and additive manufacturing industries. Solar Manufacturing created and shipped the Models HFL-3848-EQ and HFL-3836-EQ, both featuring metallic-insulated hot zones, a load weight capacity up to 2,000 lbs., and a maximum operating temperature of 2400° F. Measuring 24” wide x 24” high x 48” deep, and 24” wide x 24” high x 36” deep respectively, each furnace was designed with the SolarVac Polaris® Control System. The furnaces were shipped to a location in Tennessee.
Dan Insogna, Southeast Regional Sales Manager for Solar Manufacturing
“Solar Manufacturing was awarded the order because we offered the best solution for their vacuum furnace needs,” states Dan Insogna, Solar’s Southeast Regional Sales Manager. “Our knowledge and experience of the additive manufacturing market set us apart from the competition. Additionally, the customer found the premium features and benefits offered with our vacuum furnace equipment impressive. We’re pleased to have helped them select furnaces that best suit the unique requirements of the industries they serve.”
A furnace manufacturer based in Pennsylvania, USA, has shipped a floor standing forging furnace for use in hot forming of medical implant parts along with a floor standing tempering furnace to a manufacturer of medical implant components located in the Northeastern United States.
The FWE422 forging furnace
The forging furnace is a L&L Special Furnace Co., Inc. model FWE422 with working dimensions of 48” wide by 24” high by 24” deep and heats to a temperature of 1,800°F. The furnace features a vertical door with adjustable stops. These stops allow the door to be stopped at a predetermined location during the heating process for minimal heat loss.
The tempering furnace is model XLE3636 with a vertical door and 12” diameter, air-cooled convection fan and roller hearth. It has an effective work zone of 34” wide by 30” high by 32” deep. The furnace is used to temper hot formed parts and other thermal processing duties.
This HTT Technical Tuesday feature originally appeared in heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets and with whom we are partneringto share the latest news, tech tips, and cutting-edge articles that will serve our audience – manufacturers with in-house heat treat.
Carsten Stölting CEO Aichelin Service GmbH
In this article, Carsten Stölting, CEO of Aichelin Service GmbH, explores bringing maintenance systems into the digital era with a digital assistance system for thermal processing plants.
"To this day, the maintenance of heat treatment plants is characterized mostly by manual work; very few digital tools exist for information display, plant support, data acquisition, or data collection. This means that, in this field, only very few of the possible advantages of digitization are being used. Mobile maintenance assistants are thus a real opportunity to support maintenance departments in their daily work. They also increase the potential for cost savings due to their better efficiency and the fact that they reduce down times. This article provides a general overview of the status quo. Moreover, #jakob\safe.sound, a novel mobile assistance system for thermal processing plants is presented."
In general, it has become clear over the course of recent years that manufacturing companies see maintenance no longer as a mere cost factor and a necessary evil, but have rather come to recognize it as a real value-adding factor for their production. Many production managers know about the relevance of a well-functioning maintenance system for the economic success of their production. And yet, maintenance as a non-direct profit earner remains under great pressure from cost savings. Saying that well-functioning maintenance guarantees efficient and successful production while at the same time being under pressure due to cost factors in fact demonstrates two diametrically opposed assumptions. This should create an ideal environment for innovative solutions and approaches. Regrettably though, especially in the heat treatment industry, this trend towards innovation has not quite been acknowledged.
Even companies with a strong maintenance strategy lack method to take their maintenance system into the digital era to increase their cost saving potential and efficiency gains. This may in part be due to the installed base of the plants, which are often 10, 15, 25 years old, sometimes even older. Production plants with such an advanced age easily suggest that there is only very little to no valid digital data such as sketches, parts lists, sensor readings, etc. Which in turn suggests that digital assistant systems cannot be used. The much-lauded digital twin seems like a distant dream in such cases.
Yet maintenance should have special significance for the heat treatment industry and should inspire the development of extensive assistance systems. There is, for instance, the factor of plant safety. Few other production plants emanate similarly high-risk potential. The constant risk of fire, deflagration, and explosion and even the leakage of poisonous gases – all are potential hazards that can occur due to false or incorrect maintenance of heat treatment plants. But also, from a purely financial point of view, maintenance of heat treatment plants is of importance. Unlike with most conventional production facilities, cases of damage of a relatively simple component can lead to considerable and unplanned down times. Depending on mounting position inside the furnace, a simple exchange that takes only two hours can lead to a down time of several days or, in larger plants, even up to a week or two, despite direct availability of the spare part. As the plant must cool down, two to three days may pass (in some cases even considerably more) until the part becomes accessible. The controlled heating, the setting of the furnace atmosphere and the retraction of the plant then takes another four to five days. Hence, the more information and support the maintenance staff can get, the better will they be able to service the plant, the more efficient will they be able to operate. Unplanned down times and production interruptions can thus be avoided or at least shortened considerably.
ASSISTANCE SYSTEMS IN GENERAL (CMMS SYSTEMS)
The market offers many so-called CMMS systems (Computerized Maintenance Management Systems). Different producers often have different industry focus. However, all systems share the fact that they come without application, meaning without being set up for one specific plant. This means that the systems do not usually have any plant-specific content and are thus empty. The user must feed the systems with plant-specific information first. But this type of information is not usually available, or if yes, it is only rudimentary. Descriptive documents and the occasional spare parts lists are often available, usually in pdf format. More in-depth, plant-specific information such as plant structures, extensive parts lists, wear data, specific maintenance instructions or maintenance plans are usually missing. Moreover, clear SPS data from the existing plant that is also relevant for maintenance is often not accessible or not integrable. Feeding these systems thus becomes a monumental, almost impossible task for the respective department. Furthermore, many of the systems on the market are often very extensive, almost like ERP systems. While this does offer multiple evaluation and controlling options, it also complicates applications during the operation of a plant. This may be because these systems are described as Computerized Maintenance Management Systems. The root and focus lie within the management of maintenance, but not primarily in its implementation. This focus has only evolved over recent years with the emergence of mobile IT.
File input is usually via PC, meaning that anything operated on the machine directly must be saved temporarily (usually the analog way with an infamous handwritten slip) and then entered into the PC afterwards. Often this means double the work, leading to very poor acceptance of the systems by the maintenance staff. Another aspect that maintenance staff often note is that the basic needs for the maintenance of the plant are not met by the systems, while numerous reporting and analysis functions do exist.
Digital Assistance System for the Industry
The challenges mentioned above have multiple causes. Providers of CMMS systems do not have the necessary knowledge and information on the plants to configure their systems accordingly. The users, too, do not have, or have only a limited amount of data such as documents, parts information or access to SPS information. Up to now, the plant manufacturer was not a necessary stakeholder in the set-up of such systems. Which is why, in June 2018, a joint project was launched, consisting of a software manufacturer (Humai Technologies GesmbH from Vienna, Austria), a plant manufacturer (Aichelin GesmbH from Mödling, Austria), an industrial maintenance and service provider for heat treatment plants (Aichelin Service GmbH from Ludwigsburg, Germany), and two production companies in the automobile industry (a Bavarian tractor manufacturer with a large pusher-type furnace and an Upper-Austrian automobile supplier with three large pusher-type furnaces). It is a collaboration between companies, supported by the Austrian Berndorf AG and brought together under one roof. The objective is to develop a mobile assistance system for the maintenance of heat treatment plants. Particular attention shall be paid to finding a solution that
is manufacturer-independent (multiple plant manufacturers
can be integrated into existing plants
does not require high additional installation effort for sensors
enables the operating maintenance staff to use existing devices (i.e. mobile phone, tablet) to run the application directly at the plant
Figure 1. Presentation of the first prototype at the Heat Treatment Congress 2018
The interdisciplinary team had discussions about the technical possibilities for this endeavor. Just in time for the Heat Treatment Congress in Cologne in October 2018, we were able to deliver a live presentation of a first prototype to a selected expert audience (Fig. 1). The aim was to receive comprehensive feedback from users and experts about the focus of the project and integrate accordingly. The feedback turned out very positive and confirmed our basic assumptions and approaches. The maintenance assistant, called #jakob/safe.sound, should simply provide operative maintenance staff with a maximum of all existing information and it should be simple to handle. “All information” means the manifold data from different sources, such as: item master data and multi-level bills from ERP systems, construction data of the plants, the entire plant documentation and the most recent maintenance and set-up protocols. Moreover, edited monitoring data of relevant SPS data such as power consumption, positioning times, temperature curves, set-up parameters etc. should be made available to the maintenance staff in the simplest manner possible. The objective of maximum security/reliability means that the maintenance staff, but also the operator of the plants are guaranteed the secure knowledge of the status quo of their plant and whether there is a risk of unplanned down times.
With this requirement, #jakob was divided into the following main areas and functions. It is used to support the user in:
Identifying components (object recognition)
Spare parts supply/spare parts management
Maintaining and servicing/information procurement
Monitoring the state of the plant
Predictive maintenance
OBJECT RECOGNITION
Figure 2. Existing technical solutions for component recognition [Source: Humai Technologies]The project team is convinced that the key to success lies in the simplicity of operating the system by using innovative technologies. A conscious decision was made to forge new paths with technology, while remaining down to earth at the same time. Existing solutions for the identification of spare parts or components in mechanical engineering companies from Germany (2017) are primarily based on RFID, bar code, and QR code technologies. Fig. 2 shows that this is only successful in 50 % of the cases, as existing applications such as RFID, bar code, and QR code often do not work in environments with heat, dirt or wear and tear, or for various other reasons. It was also consciously decided not to focus on prestigious eyecatchers such as Augmented Reality Data glasses (Google Glass or Microsoft Hololens), due to two essential reasons: one, the digital maintenance assistance should be easily available and always at hand for all maintenance staff. This could not be guaranteed with expensive and sensitive data glasses. However, almost everyone these days carries a mobile device such as smart phones or tablet computers, regardless of whether running on Android or Apple iOS. (Fig. 3)
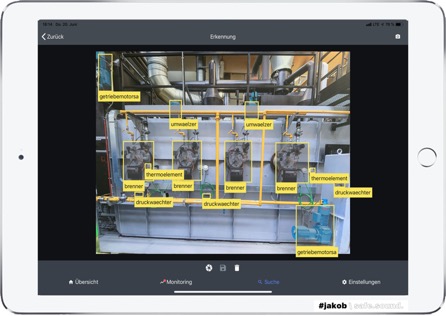
Figure 3. Object recognition with standard mobile devices
Moreover, data glasses require perfect data structures (i. e. 3D models of the plants and parts), which has yet to become a standard even in newly built plants in the thermal processing industry. It was decided that the approach would be to only rely on existing data and information in order to equip as many plants as possible – even older ones – with the maintenance assistant and thus be able to provide significant support for the entire hardening industry. In this respect, it can be said that the assistant supports all maintenance staff as a personal assistant and a colleague who is always available.
OBJECT AND SPARE PART RECOGNITION
Figure 4. Example of component identification with AI detection
The assistant breaks new ground in the field of spare parts recognition. Via AI-App on your smart phone, parts and components can be scanned and identified within only a few seconds. The automatic recognition of spare parts saves employees a lot of time. In 2017, it was shown that it takes experts approximately 12 min to find the right spare part in the various documents and systems. The time for such a search will continue to increase in the future, as plants are growing more and more complex and employees are less experienced. The reliable identification of parts paves the way for more information on them. How many times is this specific part installed, what is its article number, how much does it cost, what is the delivery time? The connection with information from procurement history, date of installation and expected mean risk of malfunction provides every part with a résumé (Fig. 4). In a last step, the selected spare/wear part can be placed in a shopping cart for a quotation request.
MAINTENANCE PLANNING AND IMPLEMENTATION/INFORMATION PROCUREMENT
Maintenance staff receive all relevant data and settings of the detected parts and components at the tap of a screen. Questions such as: How do I service a power unit? When was it last done? How do I set up a part correctly? – are all detected by semantic search algorithms from the existing sources of information and then processed. This means that the maintenance staff have all the answers available right from the start, directly at the plant thus offering support for seasoned and experienced staff just as well as for neophytes. Moreover, step by step, the work is made available analogically with the manufacturer-specific service plans and guarantees that no relevant steps or parts are overlooked. At the same time, status assessments can be made for down time – critical parts, which enable predictions of malfunctions and their proactive prevention.
MONITORING
The permanent monitoring of critical areas of the plant is to prevent unplanned down times. Down time-critical components are, if possible, monitored with existing sensors. Component monitoring was realized in the most recent version of Focos 4.0, the process data recording system developed by Aichelin. For the past three years, this software has been installed dozens of times and relies on existing sensors in the plant, thus enabling the use of existing systems and making their data/information accessible. The clearly prepared monitoring data are then compared to expert knowledge and recommendations for action to the users can be derived from that. Moreover, the data is also saved for further use in the course of the Predictive Maintenance Module planned for the future.
PREDICTIVE MAINTENANCE
The most important objective of this development project is to offer a so-called Predictive Maintenance Solution to customers. By means of the numerous sources of information from maintenance intervals, status assessments, sensor data, and also indirect process data and the underlying algorithms, it will be possible to issue warnings and tips even before the malfunction of a part. For this purpose, we have been working with our cooperation partner, the Fraunhofer Austria Research GmbH, to develop methods to receive reliable predictive status assessments. Especially in the hardening and heat treatment industry, the key to success does not lie with the numerous sensors, which are not even built into existing, pre-installed plants, and for which the retrofitting would render any ROI approach pointless. The focus instead is placed on acquiring data indirectly, if possible, and with as few sensors as possible. In combining and integrating diverse information available on the existing plant, it will be possible to make accurate down time and status predictions and thus forecast predictive maintenance tasks.
PROFITABILITY ASSESSMENT
As mentioned above, one of the main objectives of the project is to establish a digital maintenance assistant not only for new plants, but for the much more numerous existing plants in the heat treatment industry. Aside from the mentioned challenge regarding master data, this also sets significant requirements for profitability. It goes without saying that the mentioned functions cannot be simply implemented using only a minimal effort. While it is relatively easy and comes with only low additional cost to provide and integrate all necessary data sources, it also comes with considerable effort for existing plants. To reduce this effort down to a degree, where the installation of such a system pays off within one year, is the challenge the project team is facing. The key lies in the consistent use and smart connection of all existing data sources, rather than in the creation of new data and the installation of additional hardware.
However, the first pilot applications already show clearly that the use of such a mobile assistant that is available 24/7 creates considerable added value in terms of cost and quality for both the maintenance staff and the plant operator. Specifically, this means:
Time for spare part identification is drastically reduced
Incorrect orders and deliveries can be avoided
More efficient information retrieval and more concrete, immediate, and faster support through “smart” access to all available information from handbooks, lists, sketches, etc.
Reduction of incorrect settings on the plant
Reduction of energy consumption due to enhanced plant settings
Significant reduction of cost of unplanned plant down times
These experiences have convinced the current project team to continue onwards with this assistant and thus be able to offer maintenance staff in the heat treatment industry important support in their daily work.
About the Author: Carsten Stölting is CEO of Aichelin Service GmbH in Ludwigsburg, Germany. He has been with Aichelin and furnace manufacturing for 8 years.