Heat Treat Today’s Coronavirus Impact Update — Phase II
On February 27th, Heat Treat Today conducted an initial Coronavirus Impact Study. We wrote about the findings on March 4th. Click here to see that initial report. Considering the historical uniqueness of what is happening and the impact that the virus and, more importantly, the impact of the reaction that has been mandated by federal, state, and local governments, Heat Treat Today decided to conduct a slightly expanded follow up study (Phase II) on March 20th — roughly 3 weeks after the initial study. Below is an analysis of the results of Phase II and where possible a comparison between Phase I and Phase II results.
Publishers Note: The coronavirus/COVID-19 situation has been accompanied by media coverage that some describe as sensational and panic-creating. Heat Treat Today’s desire is to objectively report impacts without commentary and without increasing panic.
The Phase I (February 27th) survey netted more respondents, 113, than the Phase II (March 20) survey, 75. The decrease in responses may be attributed to the day of the week that the survey was deployed — Thursday for Phase I and Friday (late afternoon) for Phase II. The length of the survey may have also impacted the response rate — Phase II having several more questions than Phase I. Neither study has enough responses to be considered “scientific” and Heat Treat Today strongly recommends that no important decisions be made based on the results of these studies.
Additionally, the phrase “coronavirus” was used extensively in Phase I whereas “COVID-19” was used extensively and in place of “coronavirus” in Phase II. It is understood that these terms are different and stand for different things. For the non-medical professional, we assumed that these two terms will mean essentially the same thing and they were used interchangeably. Our apologies to medical professionals and other who know the difference.
Finally, this survey was sent to roughly 700 heat treat industry SUPPLIERS, not end-users. The desire was to see what impact the virus and the subsequent response of governments and businesses was having on the heat treat industry specifically, and not on the wider industrial economy as a whole.
Current Impact
Q: Has the coronavirus/COVID-19 ALREADY impacted your business?
The two studies were divided up into two broad sections: 1) what impact the virus has ALREADY had, and 2) what impact the virus is ANTICIPATED to have.
The percentage of respondents claiming that COVID-19 had already impacted their business essentially doubled from Phase I to Phase II going from roughly 40% to nearly 80%. And the number of respondents saying that there has been no impact fell from nearly half in Phase I to roughly 12% in Phase II. Below, Phase I results are shown first, then Phase II results.


Q: How has the coronavirus/COVID-19 ALREADY impacted your business?
The responses here were also significantly different. Please note that the charts below are not 100% comparable. While both green bars denote supply chain difficulties and both blue bars represent travel restrictions, there was a third option added to the Phase II options that was not in Phase I. Therefore, the tan or yellow bar actually represents two different answers between the studies as does the blue bar at the bottom. Please read these charts and the tables that follow them carefully to see the difference between the last two bars.
Suffice it to say, however, that while supply chain concerns did not increase significantly between the two studies, travel restrictions nearly tripled going from 30% in Phase I to nearly 90% in Phase II. Effectively, travel is banned in the North American heat treat industry … something never before experienced.
One final point. In the Phase II chart below, you’ll notice that the last option is “Other (please specify).” For the sake of relative brevity (!), these “Other” comments have not been included in this report. If you’d like to see these comments, please email htt@heattreattoday.com and request a full “Phase II Coronavirus Report.”


Q: What steps are you ALREADY taking to minimize the impact?
In Phase II, an additional question was asked regarding what steps have already been taken to minimize the impact of the virus. There was no equivalent question in Phase I. Below are the results. Please notice that the complete wording of the answers are shown in the table below the chart and the “Other (please specify)” answers are not shown, but may be obtained by emailing htt@heattreattoday.com.

Anticipated Future Impact
In both studies, we then moved from the CURRENT situation to what people were ANTICIPATING for the future.
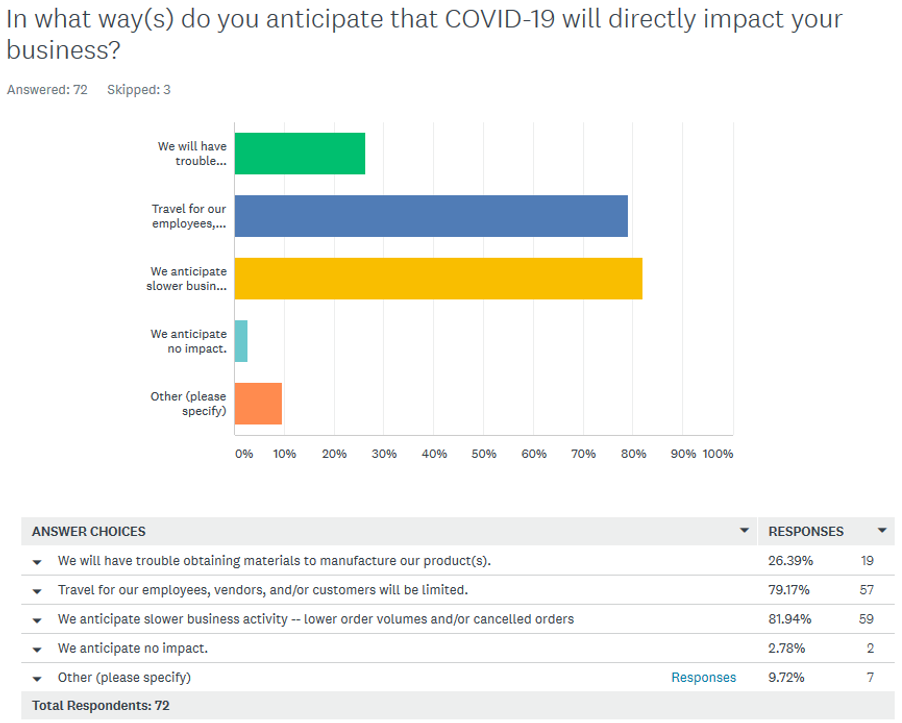
Q: In what ways to you anticipate that the coronavirus/COVID-19 will impact your business?
The top bar, the green one, represents an anticipated difficulty with a company’s supply chain — difficulty getting materials to manufacture their heat treat product or component. This number stayed at roughly 25% in both studies.
The green bar is also the same in both studies representing travel restrictions. This number, however, took a huge jump between Phase I and Phase II — 43% to 79%.
There was an additional answer added to the Phase II study so the tan/yellow bar represents two different things in the charts below. In Phase I, the yellow bar represented “Other” responses. In Phase II, it represents an anticipated drop off in business levels and it was this answer that gleaned the highest number of responses — just over 8 of 10 respondents anticipated a drop in business levels due to the virus.

Q: What steps do you anticipate taking to minimize the impact of the coronavirus/COVID-19?
There was another additional question added to the Phase II study asking what actions the company anticipated taking to reduce the impact of the virus. Below are the responses.

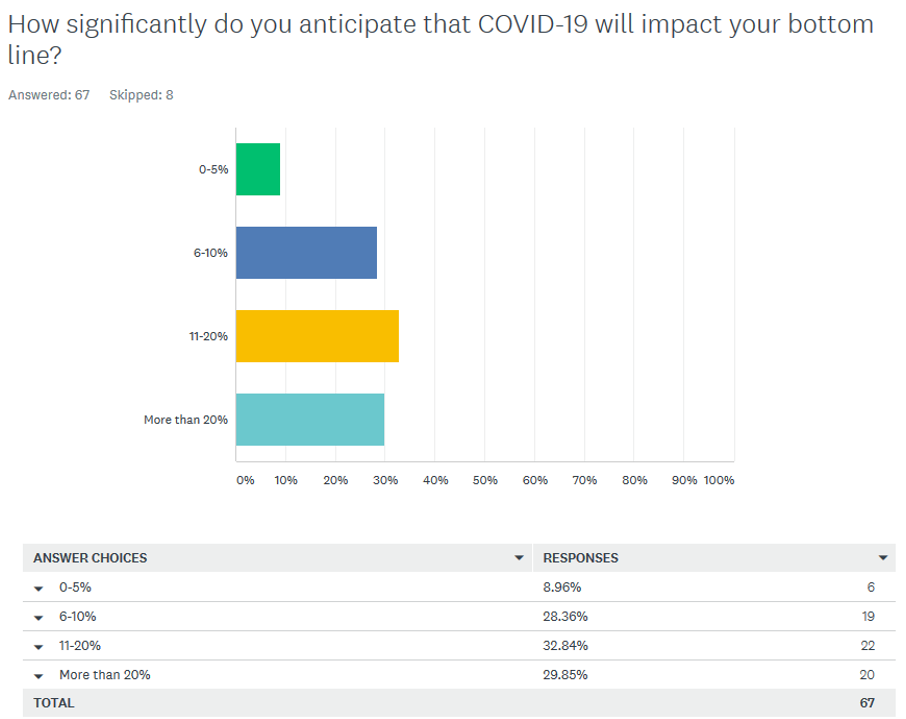
Q: What impact will the coronavirus/COVID-19 have on your company’s bottom line?
On this question, it is safe to say that the answers were significantly less optimistic in Phase II than they were in Phase I. In Phase I, over 50% felt that the virus would impact their bottom line 5% or less. In Phase II, the “5% or less” answer was given less than 10% of the time, meaning that over 90% of the respondents anticipate that the virus will have a greater than 5% impact on their bottom line. In fact, the highest number of respondents chose “11-20%,” and the second largest group was the group anticipating “Over 20%”.

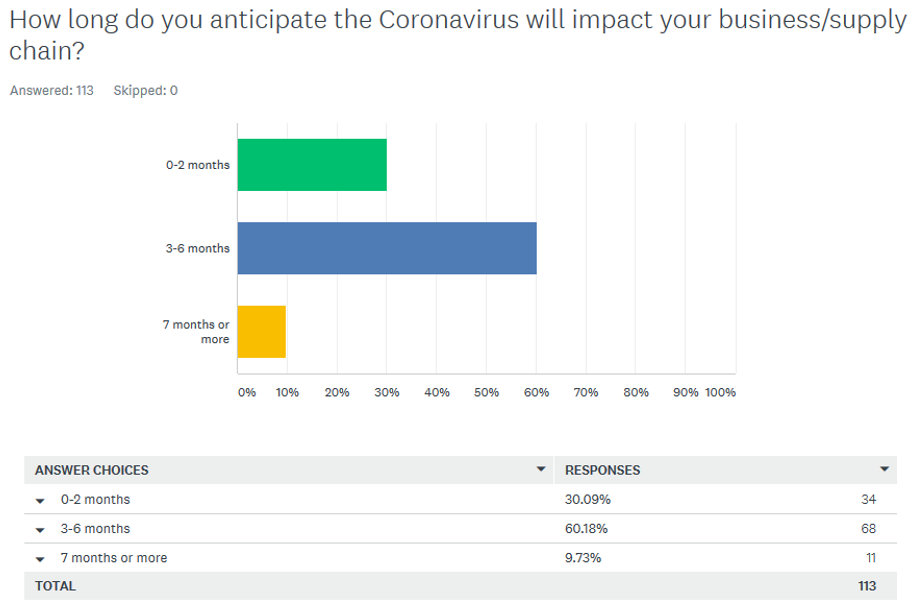
Q: How long do you anticipate the coronavirus/COVID-19 will impact your business?
This is another question where the answers were significantly different between the two studies. The “3 to 6 month” answer came in nearly identical on both studies sitting at roughly 60% in both cases. Marked changes occurred, however, on both sides of the “3 to 6 month” answer. Those anticipating an impact of “0-2 months” fell by nearly half from roughly 30% in Phase I to just over 17% in Phase II. The big gainer was in the “7 months or more” category where the numbers over doubled from only 10% in Phase I to 25% in Phase II. Obviously, the heat treat industry is bracing for a much longer impact than initially anticipated in Phase I.

Actual Sickness
The above question was the LAST question asked in the Phase I study. Phase II respondents were given the optional opportunity to answer one more personal question. The reason for asking this question was to get at the actual health impact of the coronavirus/COVID-19 verses the impact caused by the reaction of governments, media, and others who might be unduly heightening anxiety levels whether purposefully or unwittingly. As you can see from the chart and table below, nearly 80% of the respondents chose to proceed with the optional question.

The question itself is rather long and can be read in the chart below. As you can see, of those proceeding to this more personal question, over 80% chose to actually answer the question. Of those answering the question, nearly 95% knew of no one in the heat treat industry (as defined by the question) currently infected with the coronavirus/COVID-19 and a full 97% knew of zero or one person infected. (Please note that the percentages above are based on a base of 38 people who chose to give a numeric answer.)

A Complete Copy of the Report with “Other” Comments
If you’d like to see a complete copy of the Phase II results (with all personally-identifiable or company-identifiable information removed), please email htt@heattreattoday.com and request a copy of “Phase II Coronavirus Report.”

Heat Treat Today’s Coronavirus Impact Update — Phase II Read More »