Client needs often make for the greatest business opportunities. In 1986, the Lyman family ran into one such great opportunity. While the family business was busy building heat treating equipment, one of their clients faced a big need: They wanted a new continuous austempering line, but they were unable to bring it in-house. Seeing the opportunity, the Lymans struck a deal to build the line and place it in a new heat treating company: Eastern Metal Treating (EMT), which to this day remains a commercial heat treater born from making the best of an opportunity.
The opportunity to be a commercial heat treater offering continuous austempering jump-started the company, and it is now their claim to heat treating fame. Today, EMT is the largest-capacity commercial heat treat company able to perform the continuous austempering process in the Northeast. Designed and built by company personnel, the two mesh belt furnace systems have a capacity of 3,000 lbs/hr. Soon, there will be an additional 1,000 lbs/hr available for production as the team is currently refurbishing an existing mesh belt furnace system. Employees perform 95% of all equipment repairs to keep these systems running. During these repairs, a complete inventory of spare parts minimizes downtime to hours and days, rather than weeks or more.
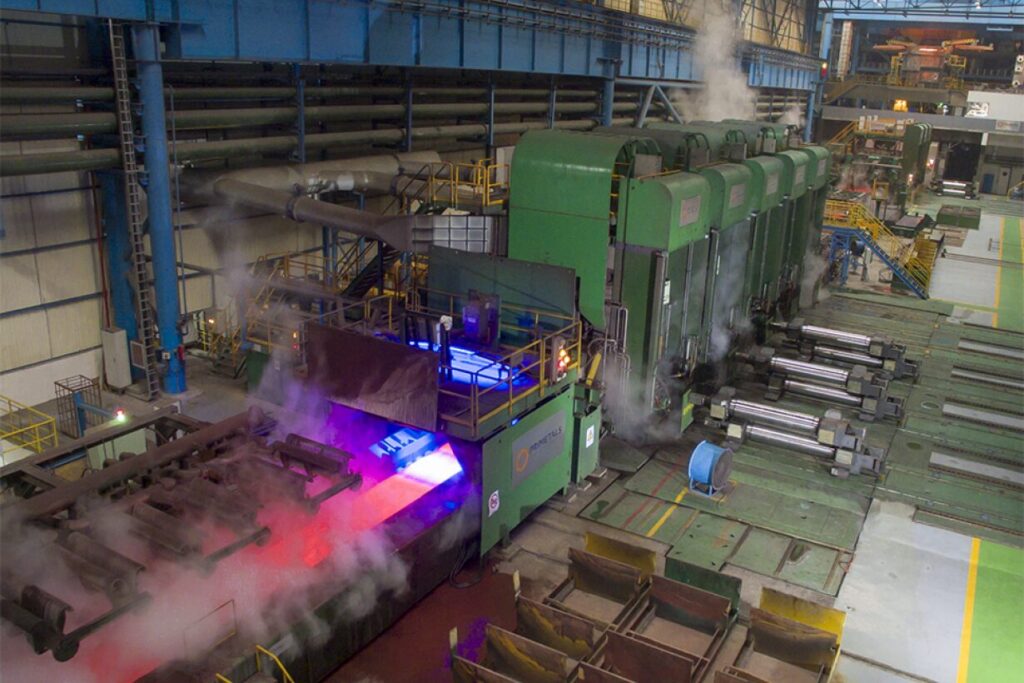
Continuous austempering process | Image Credit: Eastern Metal Treating, Inc.
Continuous mesh belt austempering is perfect for medium and high carbon steel stamped parts, making it the bread and butter of the automotive industry. Austempering at this company yields tough parts that are more ductile, less susceptible to distortion, and resistant to hydrogen embrittlement. Not only that, but the process also produces parts that are clean and bright with no scale or oxidation, which leads to minimizing or eliminating downstream processes. In EMT’s early days, the company heat treated large diameter rings used for the automatic transmissions of the Big Three car manufacturers. Bob Lyman notes how amazing it was to drive around knowing almost every car he saw contained parts his family business had contributed to manufacturing.
Today, the Lyman family is still making the best of all the opportunities available to them. Bob’s two sons, Bud and Michael Lyman, are preparing to take over the family business in the future, and the two currently handle plant management and quality assurance. As more business opportunities come their way, EMT is looking forward to taking them on and achieving excellence in quality and service.
In today’s News from Abroad installment, we highlight several major global developments — from expanded heat treating capacity and furnace electrification to advanced refractory repair solutions and cutting-edge casting technology — underscoring ongoing innovation and investment across the international metals processing landscape.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
New Homogenizing Facility Boosts Efficiency in Aluminum Processing
The entire homogenising centre is controlled via a modern automation platform that enables centralised monitoring of temperature profiles, cycle times, billet tracking, and system diagnostics.
“Hydro has awarded Sistem Teknik Industrial Furnaces a contract for the supply of a new aluminium logs homogenising centre at Hydro’s plant in Luce, France. The project centres on a 30-ton per charge aluminium logs homogenising centre, engineered to deliver high-capacity billet processing with optimised energy consumption and plant integration.”
“In addition to supplying new equipment, the project scope includes the modernisation and integration of selected existing systems at the Luce plant. By upgrading control logic and harmonising communication protocols, the new homogenising centre will operate as a fully integrated part of Hydro’s broader production infrastructure. This approach ensures operational continuity while introducing enhanced process control capabilities.”
Aluminum Producer Modernizes Aging and Log Furnaces for Sustainable Heat Treating
This changeover is an important step in terms of energy efficiency and resource conservation, with annual CO2 savings of around 311 tons in the overall heat treatment process.
“Extrutec has successfully completed an electrification project at Neuman Aluminium’s production facility in Marktl, Austria. The project involved converting two log furnaces from gas to electricity, as well as all aging furnaces. In addition, waste heat from the foundry is used for preheating. The electricity required comes from 100% renewable energy sources. The plant could therefore reduce Scope 1 CO2 emissions by about 94%.”
“[The] new furnaces bring significant technical improvements to the production process. The components are heated more quickly and evenly by horizontal air flow. The appearance of the parts also benefits — stains and water residues are significantly minimised by extracting the residual moisture after quenching at the beginning of the heat treatment process during heating.”
“Calderys introduces a new hot-gunning approach, improving furnace availability by increasing effective repair rates and cutting the number of maintenance interventions required in both Basic Oxygen Furnace and Electric Arc Furnace operations.”
“The CALDE® MAG GUN VELOCITY range is composed of an MgO-based refractory gunning material based on a multi-aggregate, multi-binder formulation, designed to promote rapid water extraction and strong adhesion during application. This mechanism results in a high effective gunning rate, with more than 80% of the applied material adhering to the lining, while limiting rebound, popping and spalling. The formulation also avoids the formation of low-temperature liquid phases, contributing to stable high-temperature behavior.”
New Anti-Bulging Solution Optimizes Steel Casting Lines
After 10 years of successful operation, all five Arvedi ESP lines at Rizhao are now equipped with LevCon Bender Anti-Bulging technology | Image Credit: Primetals Technologies
“Primetals Technologies has received the final acceptance certificate (FAC) from leading Chinese producer Rizhao Steel for the installation of the innovative LevCon Bender Anti-Bulging system on all its five Arvedi ESP high-speed casters.”
“The system combines conventional mold-level control with the ability to dynamically adjust the roller gap in the bender — hydraulically operated and position-controlled — allowing active regulation of the liquid steel volume at the top of the caster. This real-time control strategy continuously compensates for mold-level fluctuations caused by bulging, increasing average casting speeds, improving surface quality by reducing oscillation marks, and minimizing casting powder entrapment. At the same time, it significantly reduces the risk of breakouts and liquid steel overflow.”
A defense sector manufacturer has selected a vacuum furnace solution to support carburizing and heat treatment of steels used in firearm production. The equipment will be used to improve process efficiency and meet the technological requirements associated with modern weapons manufacturing.
The system will be supplied to a client in the European defense sector by SECO/WARWICK, a global manufacturer of industrial heat treatment equipment with operations in North America, and consists of a single-chamber vacuum furnace to maximize versatility across a range of heat treatment applications for firearm steels. The equipment enables the manufacturer to transition from traditional gas carburizing to low-pressure carburizing (LPC), improving process control, and reducing gas consumption.
Lukasz Chwialkowski Sales Manager SECO/WARWICK
According to Lukasz Chwialkowski, sales manager at SECO/WARWICK, the furnace features a round heating chamber capable of processing oversized components, LPC technology, and a high-pressure gas quenching (HPGQ) system. High temperature uniformity throughout the working space supports repeatable results, while a convection heating system improves efficiency at lower temperatures. Directional cooling is designed to accommodate complex part geometries. A graphite chamber supports durability and multi-shift hardening operations.
This order is the first collaboration between the European defense sector manufacturer and SECO/WARWICK. The contract holds strategic and technological significance — both for the client, who is modernizing their infrastructure, and for SECO/WARWICK, who is strengthening its position as a key solutions provider for the defense sector.
Press release is available in its original form here.
Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about the double-edged sword of heat recovery technology —explaining how efforts to reduce fuel consumption inadvertently drove up NOx emissions, and how flue gas recirculation (FGR) emerged as the design solution capable of cutting both fuel use and emissions by up to 50%.
This editorial was first released inHeat Treat Today’sFebruary 2026 Annual Air & Atmosphere Heat Treating print edition.
A furnace guy walks into the heat treating plant and says to the operators standing nearby, “This exhaust system and these burners all have a negative attitude.” The other furnace guys say, “They better be negative, or they would not work well!” As if we don’t have enough negativity swirling around in our world as it is, now we are happy about it?
In the Annual People of Heat Treat (September 2025) we talked about the types of burners that were developed as heat treating and furnace sciences and combustion designs evolved. We also chatted about how the advent of new fuels and government regulations was going to take a chunk of our attention in the coming years — for example, pollution laws coming to the forefront of our industry in the late ‘70s and onwards. Interesting new burner designs sprung up, primarily, as you recall, to address the usage of gas. In other words, how can we reduce fuel usage?
But First, NOx
The cost of gas skyrocketed for a stretch and it led us first to energy reduction plans. But with heat recovery sciences came the phenomenon of higher flame temperatures. When you get higher flame temperatures, you can sometimes (okay… all the time) generate NOx. One of the primary constituents of atmospheric pollution is NOx, and it became a prime target for reduction by the EPA and other governing air quality folks. As it should be.
Just a quick step back to the “remind me again, Jim” world. What do we breathe? Air, right? We have to have oxygen. But what we tend to forget is that air is roughly 79% nitrogen. So, what we breathe is actually nitrogen spiked with oxygen, and the fuel that we generally burn, natural gas, has some nitrogen in it too.
Natural gas can have as much as 5% nitrogen in it, although membrane filtering usually controls pipeline gas content at around 1%. The point is that nitrogen is the dominant gas in our combustible portfolio, and when we make it really hot, it makes NOx. And that is considered bad for all of us. So, NOx from fuel-borne nitrogen can be released at temperatures as low as 1400°F. Sometimes that is referred to as “sudden NOx” because it releases quickly. All of us Furnace Guys know that 1400°F ain’t nothing in our world.
The second form of NOx is referred to as “thermal NOx” and that is the major source of NOx in our world. That is when we heat the air we are combusting in a burner, burning off most of the 21% oxygen. Then, flame temperature climbs, and continues to now superheat and try to burn that remaining 79% of nitrogen. As temperatures approach 2300°F, the magic happens.
Thermal NOx forms significantly at high combustion temperatures, typically starting above 1300°C (2372°F), with formation increasing exponentially as temperatures rise, especially above 2800°F (1538°C), due to atmospheric nitrogen and oxygen reacting at peak flame temperatures. Does anybody remember what happens to flame temperatures when we preheat the combustion air (recuperation, recirculation, etc.)? Flame temp and heat transfer increase and we go up to theoretical flame temperatures of 3200°F without even working at it.
Solving Energy Efficiency Through Design
So, let’s return to the original question: What happened when we tried to only save gas with heat recovery? Answer: We installed energy efficient burners but increased the emissions footprint in doing so. We cut down on energy expenditure but made exhaust an issue with the higher temps.
For most industrial and commercial applications, the optimal range for flue gas recirculation (FGR) is between 10% and 25% as this range offers significant NOx reduction without compromising combustion stability or efficiency. By adjusting the pressures coming into the burner and then balancing the exhaust outlet pressures over the heat exchanger body, normally with an extraction device called an “eductor,” we can dial in the percentage of recirculation the burners are operating under.
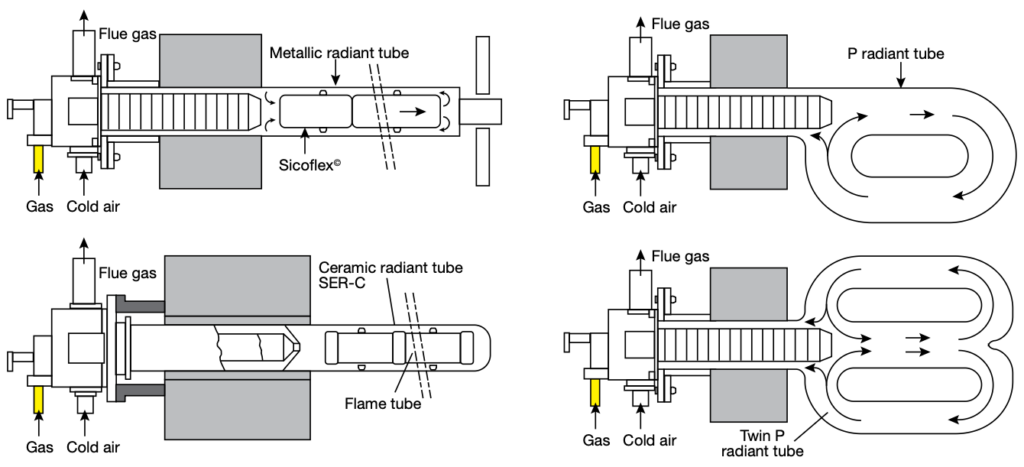
Figure 1. Flow diagrams depicting the basic design for both direct fired and radiant tube style burners | Image Credit: Honeywell
With this design, I have seen fuel and emission reductions of 50% when compared to the existing conventional combustion systems. It really is a testament to what design and research can produce for us (Figure 1).
We’ll look more closely at these designs next time.
About The Author:
Jim Roberts President US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the January 2026 Annual Technologies To Watch print edition emphasizes the importance of planning ahead and securing a spot at THERMPROCESS 2027 in Düsseldorf, Germany, before the May 2026 application deadline.
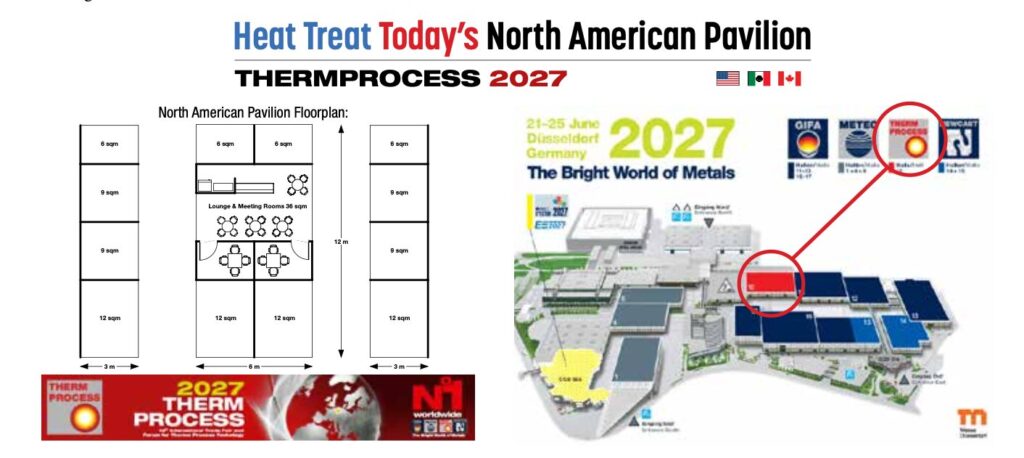
Heat TreatToday is coordinating and hosting Heat TreatToday’s North American Pavilion at THERMPROCESS 2027, scheduled for June 21–25, 2027 in Düsseldorf, Germany. You may have noticed on the cover of this month’s hard copy print magazine a thin banner at the very top referencing the Pavilion. You can find out more by going to www.heattreattoday.com/pavilion.
THERMPROCESS is the largest and most important heat treating and thermal processing event in the Western hemisphere. It happens only once every four years and draws exhibitors and attendees from around the globe. Both ASM Heat Treat and MTI’s Furnaces North America (FNA), the largest two heat treating and thermal processing events in North America, pale in size compared to THERMPROCESS. Granted, there are very few technical presentations at THERMPROCESS compared to ASM Heat Treat and FNA, but the number of exhibitors and attendees is easily double or triple (maybe more) what you will see at either of these North American events.
During my 20-year tenure at Industrial Heating (now out of business), I attended EVERY THERMPROCESS event starting in 1999 except for perhaps one. Attending was never disappointing.
Why Apply NOW for a Booth
Unlike here in North America, you cannot register the week before the show and expect to be accepted. In Germany, the one country in the world that really knows how to do trade shows, the exhibit application processes closes one full year in advance of the show. In the case of THERMPROCESS, exhibit applications are due no later than May 31st of this year (2026). Once you attend the show and see the extent of what is done, you will understand why it is necessary to have applications in so early.
Why Exhibit in Heat Treat Today’s North American Pavilion
Of course, you do not need to exhibit in Heat TreatToday’s North American Pavilion. You are more than welcome to apply for your own company booth outside the Pavilion. To do so, simply go to www.thermprocess-online.com and follow the instructions. But being a part of the North American Pavilion will save you time, money, and stress. As you can see from the conceptual sketch of the Pavilion on this page, being in the Pavilion gives you access to a common lounge area, private meeting rooms, complimentary refreshments, and a host/hostess and/or interpreter. All of these things would cost extra if you go in on your own. One caveat for any company that has exhibited in the 2023 or 2019 THERMPROCESS events: apply directly with THERMPROCESS’ North American representatives in Chicago, Messe Dusseldorf North America, specifically Ryan Klemm (rklemm@mdna.com).
Register Your Interest NOW
As of this writing (mid-December), the booth package pricing for the Pavilion had not yet been established. However, by the time you read this, those prices will most likely be established. Please go to www.heattreattoday.com/pavilion to learn more register your interest in exhibiting (or just attending) THERMPROCESS 2027. Please call or email me directly with any questions: 724-923-8089 | doug@heattreattoday.com.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Selecting the right furnace is critical to achieving consistent results in normalizing and isothermal annealing of forged steel components. In this Technical Tuesday installment, Arturo Archavaleta of NUTEC Bickley, examines the thermal principles behind each process and evaluates common continuous furnace types to help heat treaters select the best solution for their specific applications and production goals.
This informative piece was first released in Heat Treat Today’sFebruary 2026 Air & Atmosphere Heat Treating print edition.
Introduction
Industrial furnace manufacturers support a wide range of thermal processes across the ferrous and non-ferrous metals industries, including forging, heat treatment, and low-temperature curing and drying applications. Within these areas, furnace design and process selection play a critical role in achieving consistent metallurgical results and efficient production.
This article focuses on continuous furnace systems used for the normalizing and isothermal annealing of forged steel parts, examining how different furnace configurations support the thermal and metallurgical requirements of these heat treatment processes.
Normalizing
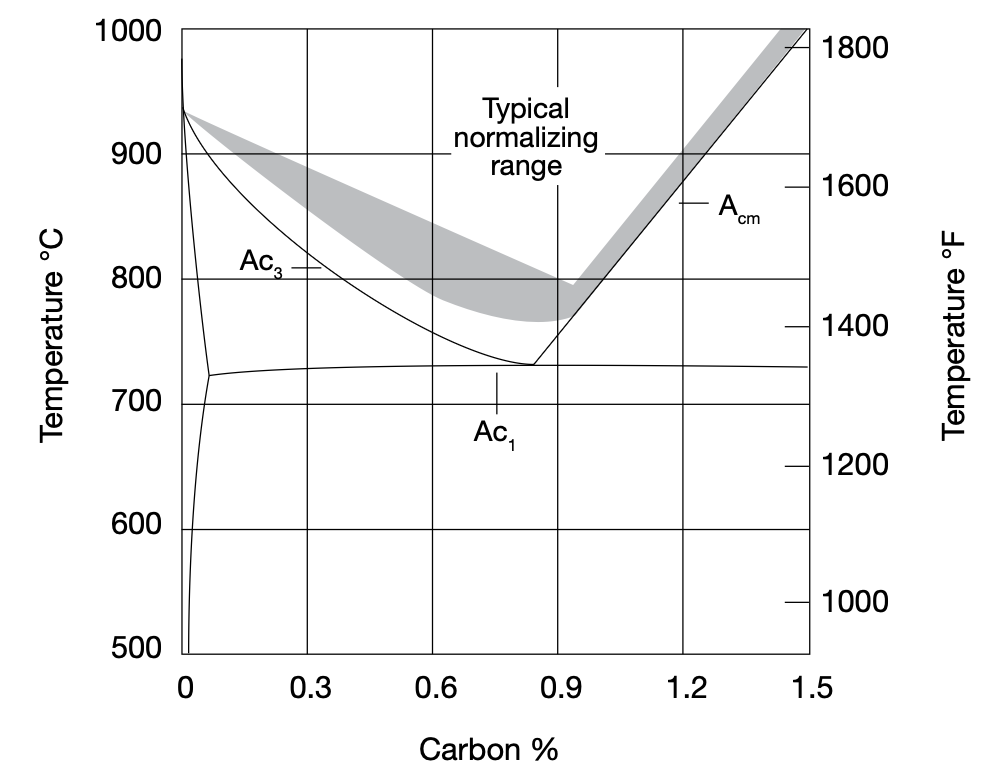
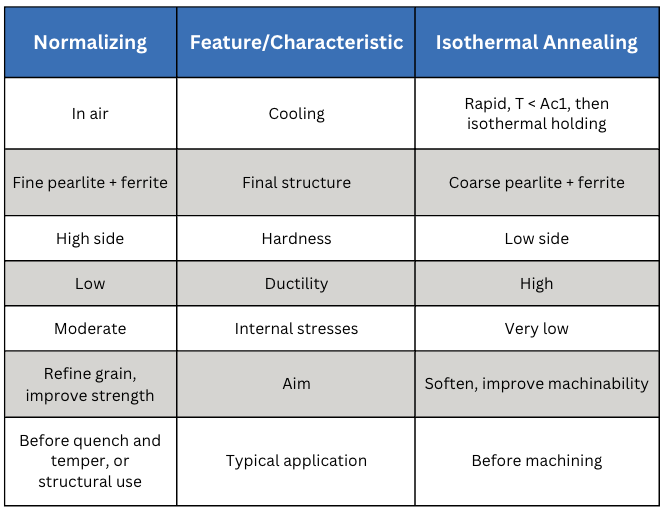
From a thermal point of view, normalizing is an austenitizing process followed by slow air cooling. Normalizing steel is carried out by heating it to approximately 30°C–50°C (54°F–70°F) above the critical Ac3 temperature — the temperature at which the transformation to a homogeneous austenitic structure is complete — and then cooling with air to room temperature.
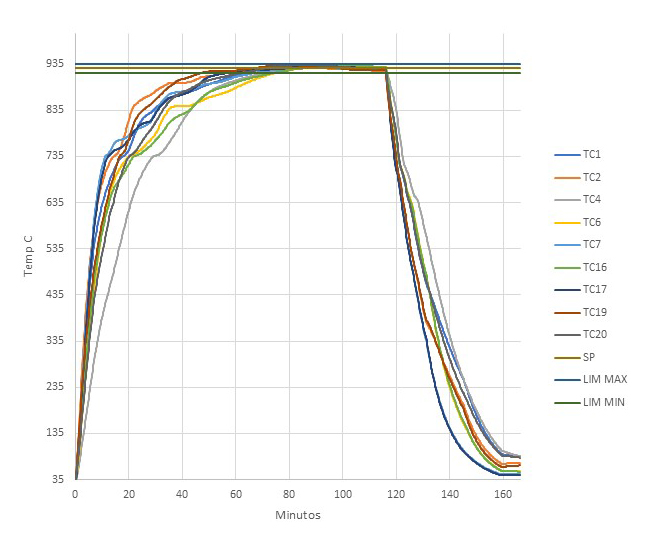
Figure 1. Partial iron-iron carbide phase diagram showing the typical normalizing temperature range for plain carbon steel. (ASM Handbook 1991, p. 35)Figure 2. Normalizing temperature curve | Image Credit: NUTEC Bickley
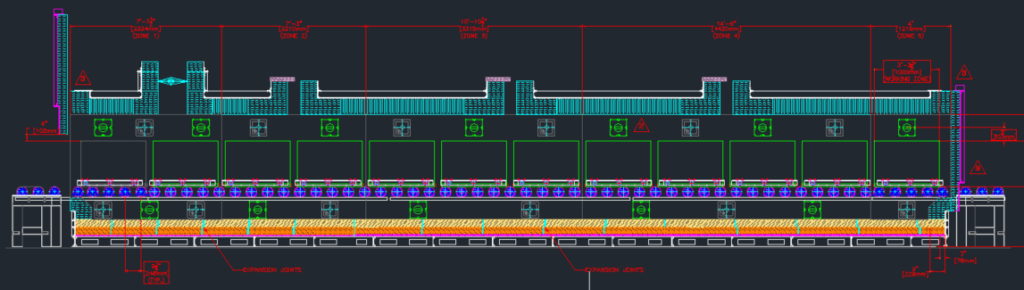
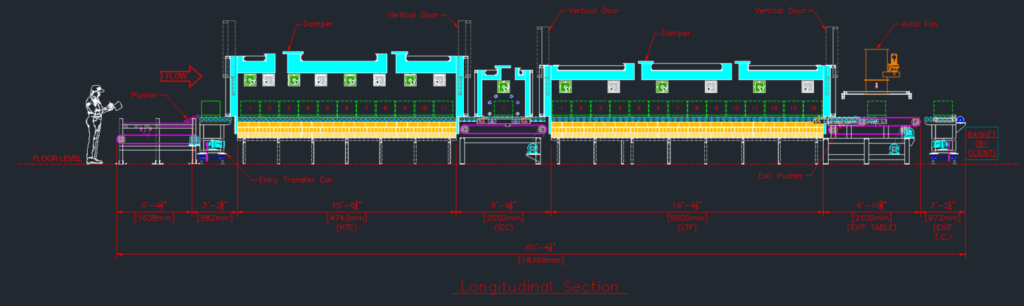
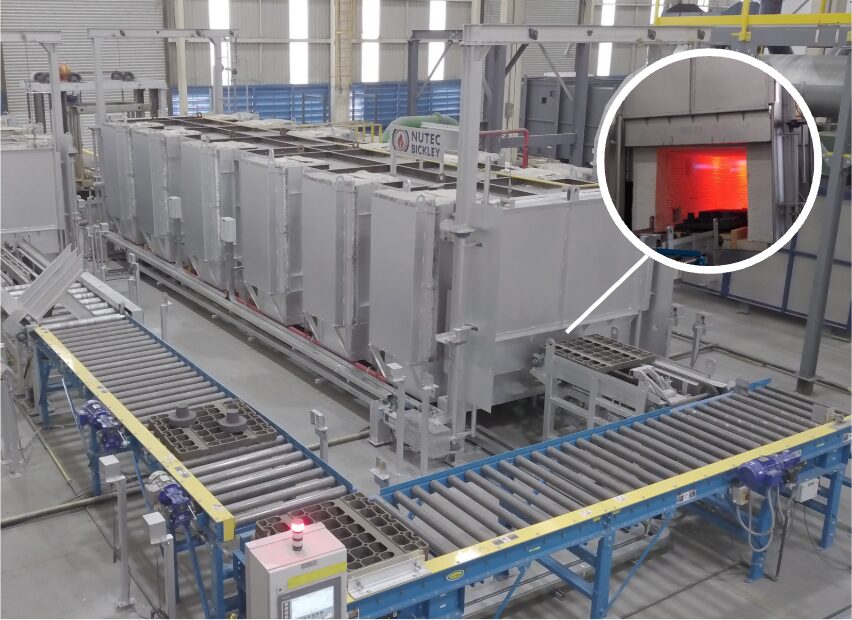
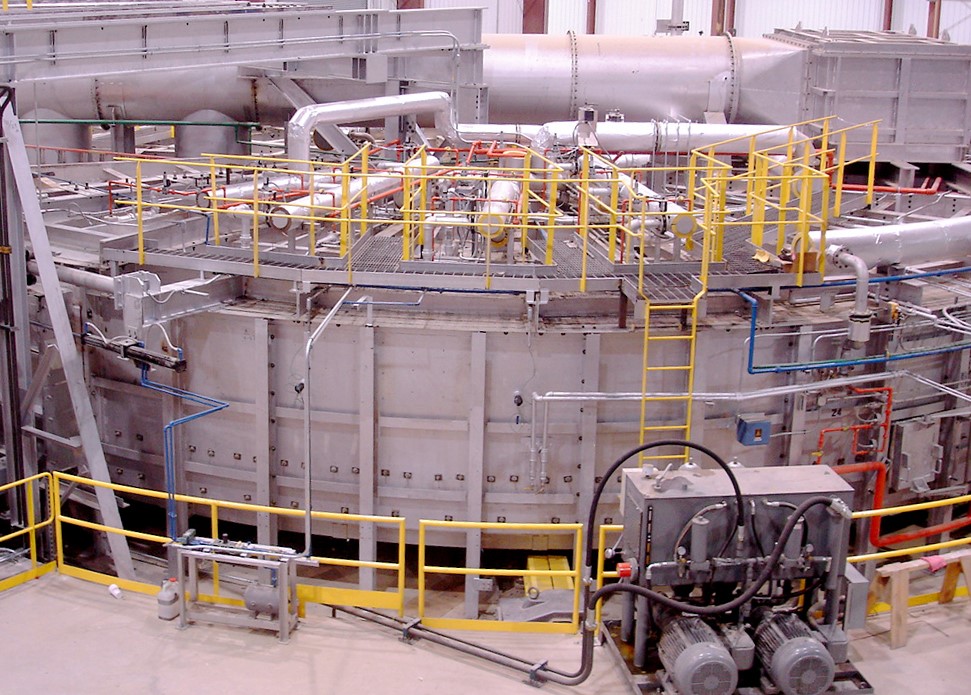
Figure 3. Example of a continuous furnace for normalizing forged parts | Image Credit: NUTEC Bickley
Why Normalize?
Reduces internal stresses after forging
Improves dimensional stability
Produces a homogeneous microstructure
Ensures a consistent structure across batches of forged parts
Helps better control potential problems in subsequent hardening or surface heat treatment processes
Isothermal Annealing
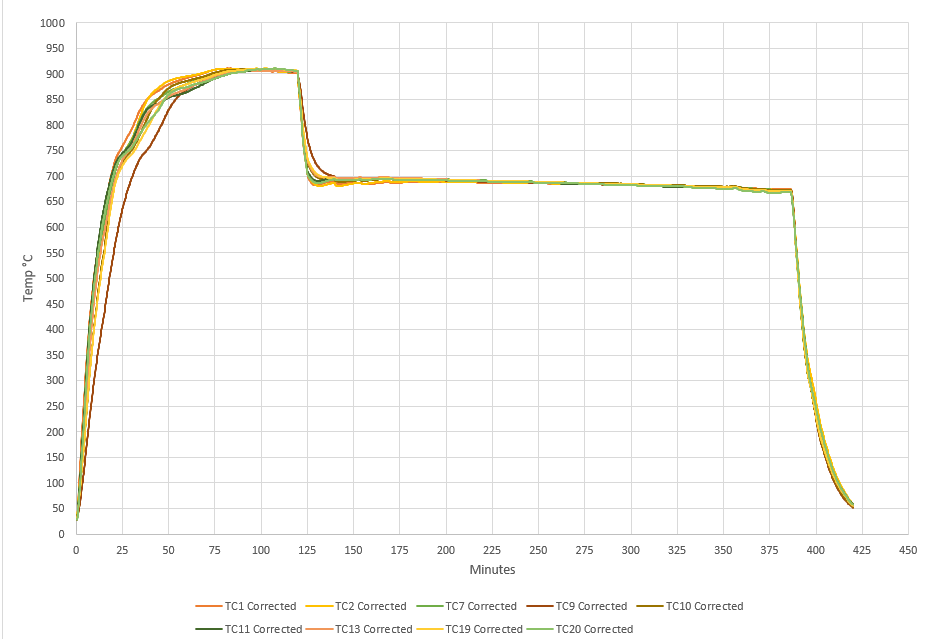
Isothermal annealing is a heat treatment applied to steels to soften their structure, improve machinability, and standardize their mechanical properties. It consists of heating the steel to the austenitizing zone — above Ac3 for hypoeutectoid steels (<0.8% carbon) and above Ac1 for eutectoid steels (≥0.8% carbon) — holding it until the desired austenite is achieved. The parts are then rapidly cooled to an isothermal temperature (usually 550°C–650°C/1020°F–1200°F) and held there until the transformation of the austenite to a fine pearlite is complete. Finally, parts are cooled in air.
It is essential to understand the isothermal transformation (IT) diagrams of the steels treated by these processes, as the ITs predict the desired microstructure after transformation, the transformation temperature, and the time required for this to occur.
Figure 5. Example of an isothermal annealing furnace for forged parts | Image Credit: NUTEC Bickley
Main Objectives of Isothermal Annealing
The principal aim is to achieve a more homogeneous and softer structure than that obtained with conventional annealing. This helps:
To reduce internal stresses
To improve machinability and ductility
To achieve reproducible properties (by eliminating variability in the cooling rate during furnace annealing)
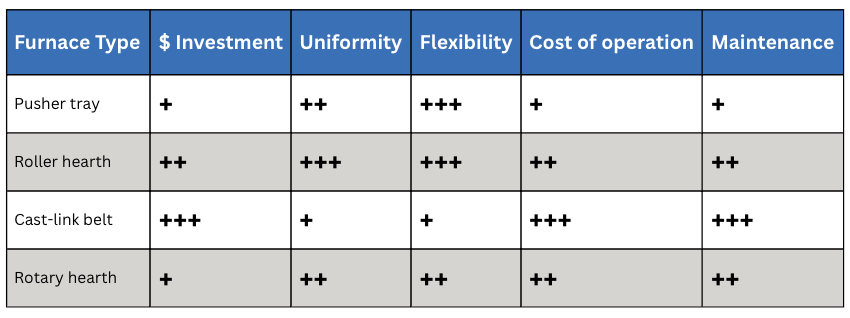
Table A. Comparative Summary — Normalizing v. Isothermal Annealing
Types of Furnace
The most typical continuous furnaces used for normalizing and isothermal annealing are as follows:
Pusher tray system
Roller hearth conveyor
Cast-link belt conveyor
Rotary hearth system
Let’s look at each one in turn and consider the advantages and disadvantages.
Pusher tray furnaces (Figure 6) offer many advantages, including a lower initial investment cost than other options. They have fewer mechanical components exposed to high temperatures requiring extensive maintenance, and the main equipment (tray pusher and puller) requires less maintenance. Short trays can be used in the direction of movement with good stability, and parts can also be loaded hung on the trays. Because the trays are closer together, the length of the furnace is shorter.
There are, however, some drawbacks. Most pusher tray furnaces only have burners firing above the load, which can affect temperature uniformity. Because of this, heating times can increase and there is less space for burners in areas of high heat demand. While main equipment maintenance is low, the trays tend to warp, resulting in additional costs. Finally, loading can be difficult and is not easily automated.
Unlike pusher tray furnaces, roller hearth furnaces (Figure 7) have burners that fire both above and below the load, making it easier to achieve uniform temperature. There is also more space for burners in areas of high heat demand. As with pusher tray furnaces, parts can also be loaded hung on trays.
In contrast, the initial investment for roller hearth furnaces is higher. There is additional maintenance due to the roller conveyor, including lubrication of bearings, chains, and roller replacement costs based on lifespan. Longer trays are also needed for good stability, increasing the furnace length.
Cast-link Belt Furnaces
Figure 8. Cast-link belt furnace | Image Credit: NUTEC Bickley
Cast-link belt roller hearth furnaces (Figure 8) offer a simplified loading system using automation to place parts directly on the conveyor belt (with parts lying flat only) or even in bulk. The configuration also allows for shorter furnaces, distributing more load width-wise.
Conversely, there are several disadvantages, including a very high initial investment cost due to the alloy belt, along with costs associated with belt replacement. These furnaces require more energy because the belt must be reheated as it cools down on its return. They also require maintenance for the roller conveyor, bearings, chains, and the belt traction system. Like pusher tray furnaces, they only have burners firing above the load, making temperature uniformity more difficult to obtain.
Rotary hearth furnaces (Figure 9) have a moderate initial investment and carry many advantages. They allow for manual or automatic loading since parts are placed directly on the hearth (flat or in bulk), or can be loaded hung on trays using automatic loaders or robots. They occupy less floor space and have better thermal efficiency, since all the heat is directed to the product.
As with pusher tray and cast-link belt furnaces, most rotary hearth furnaces only have burners firing above the load, which can affect temperature uniformity. They typically require robots or loaders for high-volume, continuous production. While they occupy less floor space, the layout is unconventional because loading and unloading occur from the same side.
In Summary
Selecting the appropriate furnace for normalizing or isothermal annealing ultimately depends on the desired material properties, production volume, parts, and operational priorities. Each furnace type offers distinct advantages and trade-offs in terms of temperature uniformity, flexibility, maintenance, and cost, making it essential to evaluate both metallurgical requirements and practical plant constraints (Table B).
Table B. Comparative Summary
By understanding how heat treatment objectives align with furnace design — and partnering with a supplier who understands as well — you can make informed decisions to select and customize the most suitable furnace for your specific applications.
About The Author:
Arturo Arechavaleta Vice President, Metal Furnaces NUTEC Bickley
Arturo Arechavaleta, VP of Metal Furnaces at NUTEC Bickley, is a mechanical and electrical engineer (AA) and holds an MBA. He has 35 years of experience in the furnace industry, including the field of engineering, working on challenging projects, leading multidisciplinary teams, and managing business units.
Pratt & Whitney, an RTX business, is investing $200 million to expand manufacturing at its Columbus, Georgia, site with the addition of a seventh isothermal forging press. The equipment, which will support production of rotating compressor and turbine disks for commercial and military jet engines, is expected to be operational in 2028 and is projected to increase output of these critical components by about 30 percent.
The funding will expand operations at the Columbus Forge facility, where compressor airfoils and high-strength disk components are manufactured for the company’s commercial and military engine platforms. The site is part of the broader Columbus campus that also includes the Columbus Engine Center, where maintenance, repair, and overhaul (MRO) work is performed on engines like the PW1100G-JM, V2500, PW2000, F117, and F100.
Shane Eddy President Pratt & Whitney
The latest investment at the Columbus Forge facility follows an 81,000-square-foot GTF MRO expansion at Pratt & Whitney’s Columbus Engine Center, located on the same campus. This expansion added advanced equipment and machinery that aligned with the company’s Industry 4.0 strategy. The facility’s annual capacity increased by more than 25%, adding critical overhaul volume to the GTF MRO network in support of the growing fleet.
The Columbus complex has grown from a small manufacturing facility to a manufacturing and overhaul center that now employs 2,600 people. “Since 2008, we have invested more than $1 billion to continue expanding the footprint and capabilities of our Columbus facility. This latest investment will increase output of critical parts for our growing military and commercial engine programs and underscores our ongoing commitment to ramp industrial capacity to support our [clients],” said Shane Eddy, president of Pratt & Whitney.
Press release is available in its original form here. Main image shows Pratt & Whitney President Shane Eddy joined with Georgia Governor Brian Kemp and other company, state, and local leaders to celebrate two major expansions of Pratt & Whitney’s Columbus, Georgia facility on February 24, 2026.
What’s the real price of a leak test system? According to Norbert Palenstijn of Nolek, it’s not the number on the invoice. In this guest column, he walks through why total cost of ownership — spanning calibration, consumables, throughput, and quality impact — should drive purchasing decisions more than CapEx alone.
When a factory considers new capital equipment, the first question almost always sounds the same: “What’s the CapEx?”
It is an understandable starting point. Capital expenditure is big, visible, and easy to compare. Numbers sit neatly in a column, budgets are allocated, and decisions get made. But if we stop there, especially when it comes to leak testing equipment, we risk seeing only half the picture.
Leak testing has one main role in production: it is a sorting function. Its job is to distinguish between good and bad parts based on a leak specification. That means it is not just a machine — it is the gatekeeper of quality. And for a gatekeeper, what matters most is not just the cost of admission, but how reliably the gate opens and closes.
The Hidden Cost of “Lower Purchase Price”
Imagine two leak test systems on the factory floor. One has a lower CapEx and looks attractive on paper. But in practice, it requires more frequent calibrations, eats through consumables, and delivers an uncomfortable number of false rejects. Every false reject creates rework and lost time. Every misclassified “pass” creates a risk that defective parts slip through. Suddenly, the lower cost option does not feel so appealing anymore.
Now compare it to a system with a higher upfront price but stable measurement performance, longer service intervals, and better correlation to the specification. Over years of production, this system quietly saves money and protects reputation, even if the original CapEx line was higher.
Beyond the Purchase Price
Image Credit: @TarikVision/AdobeStock
Focusing only on CapEx is like buying a sailboat and budgeting for the hull, but forgetting sails, navigation equipment, and upkeep. The hull might look affordable, but the true cost of ownership is what keeps the ship sailing safely across oceans.
In leak testing, the total cost of ownership (TCO) includes:
Purchase and installation (CapEx)
Calibration, service, and downtime (OpEx)
Consumables and spare parts
Impact on throughput (cycle times, operator time)
Impact on quality (false rejects and escapes)
These factors flow directly into cash flow, customer satisfaction, and brand reputation.
The Real Measure of Value
Learn the fundamentals of helium leak detection firsthand at Heat TreatToday’s Leak Detection Seminars. Click the image above to register for a session near you.
Leak test systems do not just live on balance sheets, they live in production lines. Their value is measured not just in cost, but in confidence:
Confidence that every part has been tested against specification
Confidence that defects are caught before they leave the factory
Confidence that customers can trust what you ship
That’s why a decision made only on CapEx is incomplete. A leak test system is a long-term partner in your production process. It is not just a one-time payment, it is what you pay and gain every day it runs.
Closing Thoughts
When considering new leak testing equipment, do not just ask, “What is the CapEx?” Ask instead:
What will it cost me to run?
What will it cost me if it fails to sort correctly?
What confidence does it provide in every product leaving my site?
Because in the end, the true price of a leak test system is not the invoice you pay at purchase. It is the trust it secures, or fails to secure, for years to come.
About The Author:
Norbert Palenstijn U.S. Brand Manager Nolek|VES|ALPHR|Natgraph
Norbert Palenstijn has built a career as a recognized specialist in helium and hydrogen leak detection, with over 26 years of dedicated experience in industrial vacuum systems, industrial leak testing and detection, and advanced engineering solutions.
A new downstream aluminum fabrication facility is being planned in Inola, Oklahoma, to convert molten primary aluminum into value-added products. The project is intended to strengthen domestic aluminum supply chains and expand U.S. primary aluminum processing capacity by anchoring fabrication operations adjacent to a proposed new smelter.
Local firm U.S. Aluminum Company has signed an agreement with Emirates Global Aluminum (EGA) and Century Aluminum, the companies behind the planned primary aluminum production plant in Inola, Oklahoma, to explore the development of an aluminum fabrication plant near the smelter. The project, named Oklahoma Primary Aluminum, is expected to double U.S. primary aluminum production. U.S. Aluminum Company is the first downstream firm to formalize an agreement tied to the project.
Jesse Gary CEO Century Aluminum
U.S. Aluminum Company plans to build its facility near the smelter to process liquid aluminum into products for the electrical, defense, aerospace, automotive, and machinery industries. By locating next to the smelter, the company aims to strengthen the domestic supply chain and support growth of a broader downstream manufacturing ecosystem in the region.
“By establishing an aluminum hub in Oklahoma, we are strengthening and shortening the supply chain for a critical metal that supports American industries. Today’s announcement highlights the multiplier effect of revitalizing domestic production — attracting new infrastructure investment and creating jobs in adjacent industries,” said Jesse Gary, chief executive officer of Century Aluminum.
Founded by the Oklahoma City-based Plotkin family, owners of M-D Building Products, a long-standing aluminum fabrication company, U.S. Aluminum Company is focused on serving clients requiring domestically produced aluminum with high performance, traceability, and supply security.
Press release is available in its original form here.
Grace Manufacturing is expanding its vacuum heat treating capabilities to support growing demand for thin martensitic stainless steel components used in the medical industry. The Arkansas-based precision metal manufacturer has invested in a new vacuum furnace to strengthen process control, reduce downtime, and maintain stringent metallurgical and quality standards required for medical component production.
Located in Russellville, Arkansas, Grace Manufacturing selected a TITAN H2 2-bar vacuum furnace following third-party testing at a Midwest commercial heat treater. The evaluation confirmed the system met application requirements for thin martensitic stainless steel medical components. The new furnace will replace an aging unit from another manufacturer that has experienced increasing downtime and service challenges in recent years.
Image Credit: Ipsen
Supplied by Ipsen, the TITAN H2 includes a work zone measuring 18 x 18 x 24 inches deep, a 1,000-pound load capacity, and a maximum operating temperature of 2400°F. The system provides temperature uniformity of ±10°F, supporting the repeatability and precision required in medical manufacturing environments.
Established in 1966, Grace Manufacturing specializes in precision metal services primarily serving the medical industry. The upgrade in equipment supports Grace Manufacturing’s continued growth in medical component production.
Press release is available in its original form here.