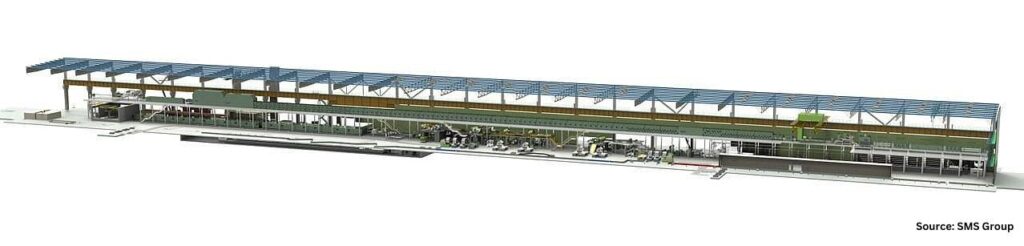
An aluminum heat exchanger manufacturer specializing in the production of heat exchangers recently expanded its production capabilities with a semi-continuous furnace for controlled atmosphere brazing (CAB) aluminum components. The system for semi-continuous operation, based on the cycle multi-stage division, is designed to increase the efficiency and quality of the heat exchangers with ribbed plate construction.
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK
SECO/WARWICK provided this CAB system, often chosen by the HVAC industry and manufacturers of car parts, for the industrial production of heat exchangers. The semi-continuous operation mode ensures uniform heating of elements even with above-average dimensions.
“The key advantages of this solution includes higher hourly efficiency — modern brazing technology ensures shorter production cycle time; stable and repeatable quality — the advanced brazing atmosphere control system minimizes the risk of defects, guarantees faster maintenance as well as no production downtime. . . . The semi-continuous CAB system is popular because it allows users to realize a reduction in costs while producing atmosphere brazing with exceptional quality control,” said Piotr Skarbiński, vice president of Aluminum Process and CAB Business Segment in the SECO/WARWICK Group. “We supply solutions to many companies in Asia, and a large part of the contracts are the result of recommendations we receive from our customers.”
The CAB line includes a drying furnace, an inlet purging chamber, a patented heating and brazing chamber, an intermediate cooling chamber with an air jacket and a direct final cooling chamber. The product moves between stages in a horizontal position based on a continuously adjustable cycle time, depending on the load’s type and configuration. The semi-continuous operation mode ensures that even large-sized heat exchangers will be heated evenly during the correct process time.
Press release is available in its original form here.
As this author notes, “Aluminum’s unique blend of lightness, strength, and purity makes it indispensable across various industries.” Especially for aerospace components, bonding aluminum alloy materials to achieve premium structural integrity is essential to keep pace with the demands of new component designs.
In this Technical Tuesday installment, Horst-Gunter Leng, product manager at PVA TePla discusses recent developments in diffusion bonding technology with increased bonding speed of aluminum and aluminum alloys by up to 50%, decreased energy use by 30%, and improved quality.
This informative piece was first released inHeat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
Background: Aluminum Innovations and Joining
Aluminum, and its broad family of alloys, is prized as a lightweight metal with high purity, strong structural integrity, high electrical and thermal conductivity, corrosion resistance, and a malleability that makes it easy to shape. In aerospace, its high strength-to-weight ratio is crucial for structural components. For semiconductor equipment, aluminum enables the fabrication of intricate, contamination free channels essential for gas and fluid flow, avoiding the impurities inherent in traditional joining methods like brazing or welding.
Many developments in high demand or high quality industrial sectors involve aluminum as one or more of the layers of metals that are bonded. Diffusion bonding is a joining method used to achieve a high-purity interface when two similar or dissimilar metals require superior structural integrity and a traditional brazing approach fails to yield optimum results. The process involves applying high temperature and pressure to metals mated together in a hot press, which causes the atoms on solid metallic surfaces to intersperse and bond, typically (but not exclusively) in vacuum furnaces.
Aluminum’s compatibility with diffusion bonding has allowed for the creation of complex cooling channels in high-power electronics, injection molds, and specialized heat exchangers — designs often impossible to achieve through conventional machining.
Unfortunately, the thermal conductivity characteristics of aluminum present a challenge for the traditional diffusion bonding process, which involves the application of radiant heat into the metal layers while in a vacuum furnace.
This article explores a new bonding technology that overcomes this challenge with a conductive heating method which more rapidly reaches bonding temperature.
Traditional Diffusion Bonding: Challenges with Aluminum
Figure 1. Depiction of a c.BOND machine
In the traditional diffusion bonding process, a vacuum furnace provides radiant heat to the surface of the part. Subsequently, the heat is conducted through the assembly and transmitted to the faying surface (i.e., surfaces in contact at the joint) where required. Aluminum excels at conducting heat, particularly at lower temperatures, making it ideal for applications requiring efficient heat dissipation, such as in electronics and automotive components. However, when radiation is the dominant form of heat transfer, particularly at relatively lower temperatures in vacuum below 1112°F (600°C), aluminum’s thermal conductivity is time consuming.
Aluminum’s high reflectivity poses a challenge in traditional diffusion bonding. It is like trying to heat a mirror with a spotlight — the energy is reflected away instead of being absorbed into the material using the traditional diffusion bonding process.
Diffusion bonding of aluminum requires superior temperature control throughout the process. To prevent overheating of the load, slow heating rates traditionally are applied, leading to long process times.
In addition, aluminum alloys have a narrow processing temperature range for successful bonding. When temperatures fall outside that critical temperature band, a poor bond is produced.
New Diffusion Solution with Conductive Heating
To overcome the existing challenges of bonding aluminum, a global manufacturer of both industrial furnaces and PulsPlasma nitriding systems alongside its partner initiated an extensive development program. The result was an innovative solution: integrating heating elements directly into the press platens. This approach speeds up the bonding process and significantly reduce enhances efficiency by directly transferring heat to the aluminum components.
The culmination of this research and development is the c.BOND machine. The machine features a combination of direct conduction heating through the top and bottom platens, which are in contact with the assembly. This design ensures bi-directional homogenous heating and more precise temperature at the bonding interface where it is required.
The machine utilizes a hot-press tool with advanced software and feedback sensors to achieve micrometer-precise pressure control across the entire component surface. This ensures uniform bonding over large areas. Furthermore, the system allows for selective heating of specific areas, preventing unnecessary heat exposure to other parts of the component.
The high-vacuum atmosphere within the chamber eliminates contamination and prevents voids in the bonded joint.
With this machine, the time to heat the part to the ideal temperature for bonding is cut in half compared to traditional radiant heating. With less processing time required, the energy requirements are reduced by up to 30% as well. Multilayer stacking is also possible, which can further increase productivity.
With the size of components continually getting smaller in sectors like semiconductors and electronics, controlling the amount of time, and by extension heat, introduced into the part becomes more critical.
Horst-Gunter Leng
The technology demonstrates significant quality improvement of bonded aluminum components. It improves temperature homogeneity in the load by 70%, enhancing bonding across the entire surface. This method also improves the parallelism of parts by 50%, which enhances the accuracy of geometric dimensions, tolerances and product specifications.
As this new machine is commercially available for high-volume production, heat treaters can leverage this furnace technology alongside another unique feature that is incorporated within the system: proprietary automatic bonding software (ABP).
With the automatic bonding software, after parts can be placed in the furnace and a few parameters (such as the size of the bonding area) input, the software automatically calculates the optimum processing parameters. No specific diffusion bonding knowledge from the operator is required. The recipes can be modified according to the type of material being bonded, the thickness of the material, its surfaces and other factors. During the process, the software continuously monitors the process in real time and adjusts parameters accordingly.
Real-World Applications
A unit was installed at a national research facility in Germany, The Günter Köhler Institute for Joining Technology and Materials Testing (ifw Jena), an independent, non-university industrial research institution that conducts research in diffusion bonding, additive manufacturing, brazing, welding, laser processing, material science and other forms of bonding.
The system is compact, requires minimal maintenance, and enables high-volume production of aluminum components for diverse industries. Its benefits are being realized in aerospace, where it creates lightweight yet strong aircraft components. In the semiconductor industry, it provides a cleaner alternative to brazing, eliminating the risk of solder contamination. There is also growing demand for diffusion-bonded aluminum heat sinks, crucial for cooling high-power silicon carbide (SiC) electronics.
Figure 2. Example of the c.BOND machine
Diffusion bonding also has applications for conformal cooling. The concept is to bond layers of sheet metal that contain machined channel/microchannel structures. When combined, the channels provide a path for heat dissipation. Current applications include power electronics for effective heat management and rapid cooling of molds utilized in injection and blow molding processes.
With the size of components continually getting smaller in sectors like semiconductors and electronics, controlling the amount of time, and by extension heat, introduced into the part becomes more critical.
As the features of the internal channels become more miniaturized, it becomes even more important to control the heating during the diffusion bonding process to avoid any distortion in the part. Shortening the cycle time means introducing less heat into the part. This will facilitate creating parts with conformal cooling channels that have finer and finer features.
As mentioned earlier in this article, diffusion bonding is increasingly valuable for joining dissimilar metals, such as aluminum to steel or titanium. This allows engineers to design components and assemblies with the best properties of each metal. For example, one metal might offer superior corrosion resistance while the other provides greater strength. This “packaging” of dissimilar metals opens up new possibilities in design, particularly for overall weight reduction of design and enhancing performance in challenging environments.
When joining dissimilar surfaces, a liquid-phase diffusion bonding process is utilized, particularly when the bonding interface extends beyond R&D-sized samples. This often involves an interlayer of an alloy that typically melts at the faying surfaces. When the interlayer includes aluminum, the machine can deliver controlled heat to increase the bonding speed.
Conclusion
This new approach to diffusion bonding offers an alternative to the traditional method by circumventing the slow process of radiant heating structural assemblies in a vacuum environment. Although the technology in c.BOND is designed to improve the diffusion bonding of aluminum, it can be modified to the specific needs of the client and customized for the alloy, including copper, an alloy that has many applications in specialized heat exchanger and products used in the microelectronics industry. PVA TePla is exploring options to modify the machine to achieve even higher temperatures above the current maximum of 1472°F (800°C).
As diffusion bonding of aluminum gains importance across industries, contract manufacturers and design engineers must embrace the latest advancements to remain competitive. By adopting fast, energy efficient diffusion bonding technologies for aluminum and other materials, they can unlock higher production volumes, reduce costs, improve or achieve global sustainability targets, and increase profitability.
About the Author:
Horst-Gunter Leng Product Manager PVA TePla
Horst-Gunter Leng is the product manager for PVA TePla, a global manufacturer of industrial furnaces and PulsPlasma nitriding systems.
A provider in the power solutions industry has enhanced its operations with a heat treat drop-bottom furnace for the solution heat treatment of aluminum castings. This installation will increase the company’s production capabilities, with the furnace having a load setting of 48 in (123 cm) wide x 36 in (91 cm) high x 141 in (358 cm) long.
The furnace, the fifth designed and manufactured by NUTEC Bickley, has a single temperature control zone, typically operating at 1000°F (573°C), with a maximum of 1075°F (580°C). The load setting will accommodate up to three baskets, equivalent to around 3600 lb (1635 kg) of aluminum parts per cycle. The furnace has been customized to be indirect gas-fired using radiant tube burners. Additionally, the project incorporates a motorized quench tank, rails, movement system, and load/unload platform with elevator device.
Arturo Arechavaleta Vice President, Metal Furnaces NUTEC Bickley
“Efficient and effective solution heat treatment is a vital part of the aluminum casting process,” said Arturo Arechavaleta, vice-president of Metal Furnaces at NUTEC Bickley. “Without the sort of advanced system that we have custom-designed, volume production of high-quality aluminum parts is not feasible. We’re proud to have played an important role in this technology partnership.”
The indirect gas firing is via single centrifugal recirculation that produces a vertical flow pattern. Heating is achieved with four radiant tube burners that have individual flame safety devices. The burner system incorporates a motorized control butterfly valve, and the gas flow is controlled by proportional ratio regulators. This design, with its baffle arrangement, delivers an even flow pattern, providing excellent temperature distribution and control in the furnace’s load chamber and high-efficiency heat recirculation (convection) horizontally across the aluminum castings. Excellent temperature uniformity was always considered an important parameter, and this has been shown to be ±5.4°F (±3°C) under full test in the provider’s manufacturing facility.
In order to maintain excellent thermal efficiency in operation, the furnace walls are fully lined using ultra large proprietary ceramic fiber modules. Their configuration and fixing provide for excellent insulation and long life coupled with low maintenance. The insulation layer is 6 in (150 mm) thick and has a density of 12 lb/ft3 (192 kg/m3).
The installation will see the drop-bottom furnace itself stationary — in a fixed elevated position — with the quench tank and loading car moving to accommodate baskets at the selected position. The furnace has a single, pneumatically operated horizontal slide door. For these particular aluminum castings, the company will employ a motorized water quench system provided by NUTEC Bickley, as well as its rails included leveling and installation. The tank has been designed to accept a full load of pieces within the work basket when the furnace is positioned vertically above it.
Press releases are available in their original form here.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 22 news items.
Equipment
ROGESA Roheisengesellschaft Saar GmbH has commissioned SMS group to carry out a comprehensive modernization of blast furnace 4 (BF4), which will extend the service life of the blast furnace and ensure effective monitoring of the hearth lining. The contract includes the planning and delivery of the Paul Wurth hearth lining and multi thermocouple sensor probes (MTPs), as well as technical support during the installation phase at the in Dillingen, Germany, location. Additionally, Future Forgeworks, a steel manufacturer based in Brisbane, Australia, has commissioned SMS group to supply the nation’s first continuous mill technology (CMT® 350) mill. Future Forgeworks’ landmark project, the Swanbank Green Steel Mill Project, will produce rebar steel in an endless process for the Australian company, guaranteeing low carbon emissions and highly efficient production.
Piper Industrial Manufacturing Company, a Piper Aircraft, Inc., subsidiary, has acquired a Flexform™ fluid cell press from Quintus Technologies, expanding its equipment inventory to target the growing demand for low volume, high-complexity sheet metal forming. The company provides turnkey world-class manufacturing solutions.
Steel producer Colakoğlu Metalurji AS, has placed an order with SMS group for the modernization of the laminar cooling section and the downcoiler in its 1,850-millimeter hot strip mill. With the completion of the laminar cooling system upgrade, the Turkish company plans to enter the market for wear-resistant steel grades. Additionally, Fujian Kebao Metal Products Co., Ltd., a subsidiary of Fujian Sanbao Group, has contracted with SMS for two tinplate continuous annealing lines (TIN CALs).
A heat and energy management company that produces approximately 2 million complex parts per year has expanded with a custom-made VAB furnace for vacuum aluminum brazing. SECO/WARWICK has delivered the furnace to the company, located in the Czech Republic.
Aluminum and renewable energy company Hydro has decided to invest in a new sow casting line at Husnes to increase its primary aluminum casthouse flexibility. The company’s primary plant produces low-carbon extrusion ingot for the European construction and automotive industries. The sow caster, which will have a capacity of 100,000 tonnes per year, will give flexibility to produce sow ingots in periods of lower demand for the plant’s main products.
Secat, Inc., recently announced the addition of the Alubin extrusion press to its Nicholasville Pilot Lab. The press was donated by Wagstaff, Inc., which manufactures direct chill aluminum casting systems. This equipment will elevate the company’s testing, development, and small-scale production capabilities.
Tenova will supply a new hot dip galvanizing line for PT Tata Metal Indonesia. The flexibility of the new line for zinc aluminum magnesium alloys will enable production of three types of coated coils.
View of ROGESA blast furnace 4 from the water treatment plantCooling groups operating as part of the laminar cooling system for ColakoLow-carbon extrusion ingot for the European construction and automotive industries produced at HusnesA new aluminum extrusion press installed at Secat’s Nicholasville Pilot Lab in KentuckyTenova and PT Tata Metal Indonesia
Company & Personnel
Can-Eng Furnaces International, Ltd. has announced the promotion of two long-standing employees to new leadership roles in 2025. Jason Clay has been promoted to manufacturing operations manager, overseeing the future direction of the company’s manufacturing strategies. Adam DeCiccio has been promoted to purchasing and logistics manager and will focus on implementing innovative strategies and improvements within purchasing, supply chain, and inventory planning to support company growth.
thyssenkrupp Aerospace, a logistics service provider for the commercial aerospace industry, and aluminum manufacturer Novelis have renewed their strategic partnership through a multi-year agreement.
Kolene Corporation recently announced the promotions of Timothy D. Shoemaker and Peter L. Shoemaker, both to co-chief operating officers for the corporation. Tim Shoemaker is responsible for sales and has oversight of the company’s engineering, field service, and project management departments. Peter Shoemaker continues to lead the company’s chemical supply chain and order fulfillment departments, as well as its critical replacement parts revenue segment.
Gasbarre‘s new 150,000-square-foot facility in St. Marys, Pennsylvania, recently became fully operational, with expanded floor space, upgraded infrastructure, and state-of-the-art equipment.
JSW Steel Dolvi Works has selected SMS group for a major expansion of its steelmaking facility, increasing the annual capacity of the existing steel mill by 3.7 million tons per year.
Watlow, a provider of industrial technology and thermal systems, recently expanded its executive leadership team by appointing two regional presidents to oversee operations in Asia and Europe. Shiyi Zhou will serve as regional president of Asia, and Klaus Aarestrupp as regional president over Europe.
Ipsen announced the 2025 schedule for its comprehensive training course on vacuum furnace equipment. Ipsen U will take place on April 1-3, June 10-12, August 12-14, and October 7-9 in Cherry Valley, Illinois.
CAN-ENG Furnaces International Ltd has formed a strategic partnership with Piotr Pelian, founder of Industrial Process Technology to expand its European presence.
Hydro and Northvolt have signed an agreement where Hydro will acquire the remaining shares in the battery recycler Hydrovolt for NOK 78 million, increasing its ownership in Hydrovolt from 72 to 100 percent through this transaction. Hydrovolt is a raw materials company established in 2020 as a 50/50 joint venture between Hydro and Northvolt.
Jason Clay Manufacturing Operations Manager CAN-ENG Furnaces International, LtdAdam DeCiccio Purchasing & Logistics Manager CAN-ENG Furnaces International, LtdTimothy D. Shoemaker Co-Chief Operating Officer Kolene CorporationPeter L. Shoemaker Co-Chief Operating Officer Kolene CorporationGasbarre’s new facility in St Mars, PennsylvaniaShiyi Zhou Regional President Asia WatlowKlaus Aarestrup Regional President Europe WatlowIpsen U training classPiotr Pelian Founder Industrial Process TechnologyHydrovolt, one of Europe’s largest EV battery recycling plants in Fredrikstad, Norway
Kudos
Solar Atmospheres, Inc. has been recognized as the industry leader in the Surface Treatment Services category of the 2024 Leadership in Medtech Awards.
Phoenix Heat Treating has announced that their furnaces have received approvals from Pratt & Whitney and Bell Helicopter, increasing the company’s capacity to process orders that require specifically approved furnaces, ensuring compliance with stringent aerospace and defense standards.
Steelhead Technologies recently announced the launch of the Tides of Steel Sweepstakes, in partnership with Calvary Industries. The contest offers an opportunity for job shops to win prizes that will accelerate 2025 growth and reward hard-working teams.
The Otto Junker Foundation announced the winners of the Otto Junker Prize 2024, honoring outstanding academic achievements at the RWTH (Technical University of Aachen). The recipients are: Daniel Baggen, Moritz Diewald, Gerrit Ipers, and Jan Krusenbaum.
Mark Thomason and John Blauser, both of Gasbarre, have received the 2025 Distinguished Service to Powder Metallurgy Award from the Metal Powder Industries Federation (MPIF). The award recognizes individuals who have dedicated at least 25 years to the powder metallurgy (PM) industry and made outstanding, long-term contributions that have earned the admiration of their peers.
The inaugural class of field service engineers recently graduated from the Ipsen FSE Academy, a next-generation training program building on the foundation of the former Ipsen Corporate Academy. This revamped initiative reflects Ipsen’s ongoing commitment to developing top-tier talent. These engineers successfully completed an intensive 20-week training program focused on mastering the complexities of heat treatment furnace repair and service
Left to right: Wolfgang Bleck, Chairman of the Advisory Board of the OJ Foundation; Jan Krusenbaum, award winner; Gerrit Ipers, award winner; Daniel Baggen, award winner; Moritz Diewald, award winner; Ulrich Rudiger; Udo von Berg. Source: Andreas SchmitterMark Thomason Global Sales Manager Gasbarre ProductsJohn Blauser Business Development Manager Gasbarre Precision ToolingMembers of the inaugural class of field service engineers from the Ipsen FSE Academy
The Heat Treat Doctor® has returned to offer sage advice to Heat Treat Today readers and to answer your questions about heat treating, brazing, sintering, and other types of thermal treatments as well as questions on metallurgy, equipment, and process-related issues.
This informative piece was first released in Heat Treat Today’sJanuary 2025 Technologies to Watch print edition.
As a very young engineer, I vividly recall our company president had a statue of a three-headed elephant in his office. One head faced forward, one faced slightly to the right, one faced slightly to the left. The moral: looking backwards is not the path forward! Let’s learn more about what the heat treatment industry will look like by the middle of this century.
The Market
A number of market studies and economic forecast models suggest that the global heat treatment market will grow to between 130–150 billion U.S. dollars by no later than 2030 and to around 200–220 billion U.S. dollars by 2040, barring another significant or sustained global economic event. These forecasts assume several minor downturns in the economy of various countries and in manufacturing segments due to economic and geopolitical factors in the coming decades.
Heat Treatment Market Shift
Contact us with your Reader Feedback!
The most significant and fundamental shift that is and will continue is in the makeup of the heat treatment equipment segment of the North American market. What began in the late 1990s and early 2000s as a transition from older, long-established practices and processes to equipment capable of meeting the rapidly evolving demands of technological innovation will continue. Standardization (for cost containment), changes in manufacturing methods and methodologies, and environmental considerations are also fueling this change.
A demand for higher performance products, end-of-life expectations (in some but not all products), an emphasis on systems with single-piece flow or small batch productivity are just a few examples of this change. Other factors such as equipment obsolescence, the need for even higher manufacturing efficiencies, long term operator health and safety concerns, predictive (as opposed to preventative) maintenance, and adaptation to both the speed at which the manufacturing landscape is changing and the type of flexible equipment/processes reinforce these conclusions.
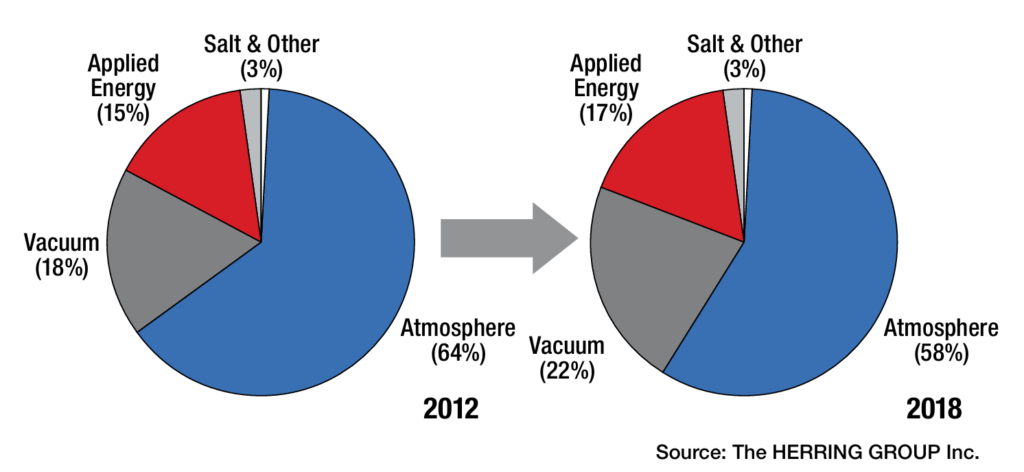
From an equipment standpoint, vacuum furnaces and applied energy systems are and will continue to experience rapid growth at the expense of more traditional atmosphere furnaces. Safety, open flames and emissions of any kind (NOx, CO2, particulates) are driving this change. As such, the dramatic reduction and control of greenhouse gases and the cooling of our planet by the mid-century will be metamorphic. This trend is not only expected to continue but to accelerate (Figures 1–2).
Figure 1. North American Industry by Equipment Segment, 2012–2018 (see Herring, Atmosphere Heat Treatment, Vol. 1, 2014)
For example, the driving force behind the development, use and integration of vacuum technology into manufacturing is not only due to the fact that it is lean, green, and agile, but also that vacuum technology best addresses the identified needs of the heat treatment industry, namely:
Energy efficient equipment
Processing with minimal part distortion
Optimization of heat treatment processes (especially diffusion-related processes)
Environmentally friendly by-products and emissions
Adaptability/flexibility for new and advanced materials
Process controls incorporating intelligent sensors
Designs based on heat treat modeling and simulation
Equipment/process integration into manufacturing
Change — Its Pace and Form
A paradigm shift in the workforce has occurred, transitioning to a vastly more mobile and younger group of individuals relying on the growing role of automation and communication in manufacturing. This shift is principally responsible for accelerating the pace of change in the heat treatment industry, from what has traditionally been a slow moving and slow-to-adapt industry, to one capable of meeting the need for rapid deployment of new products and one that keeps pace with technological innovations.
Moving forward, equipment manufacturers and suppliers to the industry will continue to look at product standardization to maximize profitability, thus driving the industry to “cookie cutter” solutions or, in a diametrically opposite philosophy, looking to provide highly customized solutions, often with risk factors incorporated into the pricing as specialized solutions with high profit margins to application-specific needs.
Figure 2. North American Industry by Equipment Segment, 2024–2035 (see Herring, Atmosphere Heat Treatment, Vol. 1, 2014)
Technology/Innovation Drivers and Industry Trends
Heat treatment will always be a core manufacturing competency, and as such, decisions will continue to be made to either heat treat in-house or outsource to commercial heat treatment shops. It is significant that the percentage of manufacturers with in-house heat treat departments (80–85%) to commercial (10–15%) heat treat shops hasn’t really changed in the last six decades! The consolidation of companies is a trend that is expected to continue.
What is more prevalent today than ever is the tremendous pressure being exerted on manufacturing from senior management to increase product velocity and lower unit cost. While recalls seem to be a way of life these days, product liability and consume demands for product performance are forcing change, even in the most extreme applications.
As a result, the most identifiable trends in today’s North American heat treatment industry are:
Growing the manufacturing portion (percentage) of GDP through mobility and adaptability, coupled with more sophisticated and higher paying jobs
Lowering product unit cost through technology adaptation
Obsoleting older equipment and technologies and replacing them with innovative new and/or high productivity heat treatment systems. Examples include:
New materials development allowing for different processing methods and/or lower temperature heat treatments while maintaining environmentally friendly equipment and processes
Transition of carburizing/ carbonitriding from atmosphere to low pressure vacuum processes with either oil or high-pressure gas quenching, or both
Use of single-piece heating and quenching of parts and/or small (versus large) batch processing to improve product velocity
Changes in product materials and/or designs to allow more low temperature atmosphere treatments (e.g., nitriding, nitrocarburizing)
Use of advanced quenching techniques and quenching technologies to better manage distortion
Implementing artificial intelligence-based modeling and simulation software capable of equipment control and process optimization
Implementing the next generation of intelligent sensors, real-time data collection methods and analytics (including cloud-based computing)
Changing the focus of companies from “generalization” toward “specialization” with respect to products, services, processes (proprietary or unique) and new or innovative technologies to capture greater market share or present opportunities to generate higher profit margins
Accelerating the implementation of lean manufacturing strategies and applying these strategies to heat treatment:
Eliminate high labor costs (via automation and controls), simplify operations (i.e., reduce the number of manufacturing steps), and adopt “build to order” strategies.
Conservation of energy, on-demand part production, shortening of process cycles, and the move toward smaller lot sizes is the order of the day.
Continuing the transition from heat treatment departments to integrated manufacturing cells
In Summary
It is, and will be for decades to come, a truly magical time in the heat treatment industry. The slow-moving, plodding, three-headed elephant has been replaced by a lean and agile animal — technology. This will not only ensure a greener workplace but an environment of innovation for future generations. And as I am fond of saying about the future, there’s “magic in the aire!”
References
ASM International, Vision 2020. 1999.
Herring, Daniel H. “Esoteric Heat Treatment Industry Critique: 2019 and Beyond.” Industrial Heating, January 2019.
Herring, Daniel H. Atmosphere Heat Treatment, Volume 1. BNP Media, 2014.
Wolowiec-Koreka, Emilia. Carburising and Nitriding of Iron Alloys. Springer, 2024.
About the Author
Dan Herring “The Heat Treat Doctor” The HERRING GROUP, Inc.
Dan Herring has been in the industry for over 50 years and has gained vast experience in fields that include materials science, engineering, metallurgy, new product research, and many other areas. He is the author of six books and over 700 technical articles.
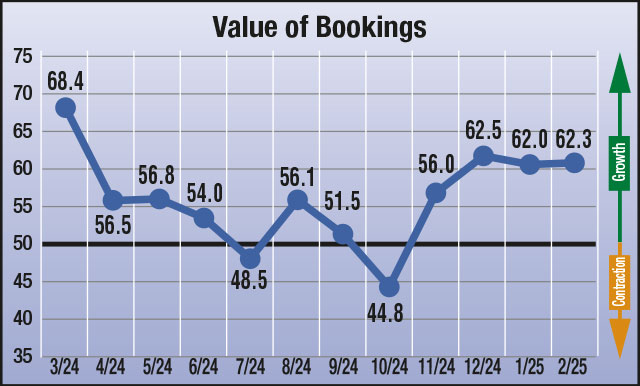
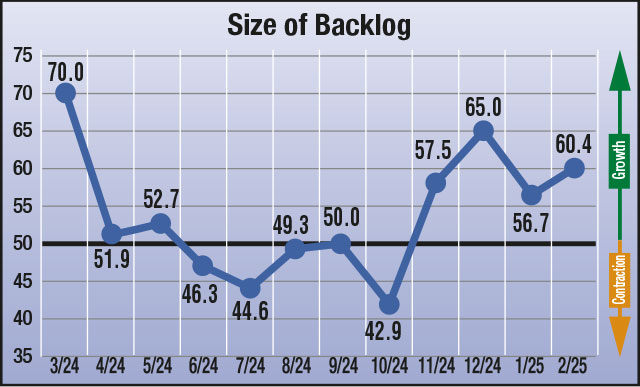
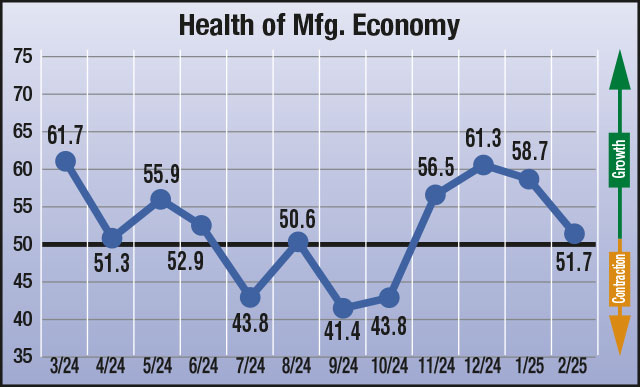
The four heat treat industry-specific economic indicators have been gathered by Heat Treat Today each month since June 2023. Although all four economic indicators compiled in the first week of February reflect anticipated growth, there is a net decrease compared to January, as the industry adjusts to geopolitical transitions and a rebounding market.
The indicators show that heat treat industry suppliers anticipate the economy to experience growth throughout the month of February across all indices. The numbers in all four categories remain above 50 for the fourth month in a row, however, suppliers to the North American heat treat industry show cautious expectations for economic growth over previous months in number of inquiries and health of the manufacturing economy. In the latter category, respondents anticipate growth at a rate 8 to 10 points lower than the other indices.
The results from this month’s survey (February) are as follows; numbers above 50 indicate growth, numbers below 50 indicate contraction, and the number 50 indicates no change:
Anticipated change in Number of Inquiries from January to February: 60.4
Anticipated change in Value of Bookings from January to February: 62.3
Anticipated change in Size of Backlog from January to February: 60.4
Anticipated change in Health of the Manufacturing Economy from January to February: 51.7
Data for February 2025
The four index numbers are reported monthly by Heat Treat Today and made available on the website.
Heat TreatToday’sEconomic Indicatorsmeasure and report on four heat treat industry indices. Each month, approximately 800 individuals who classify themselves as suppliers to the North American heat treat industry receive the survey. Above are the results. Data started being collected in June 2023. If you would like to participate in the monthly survey, please click here to subscribe.
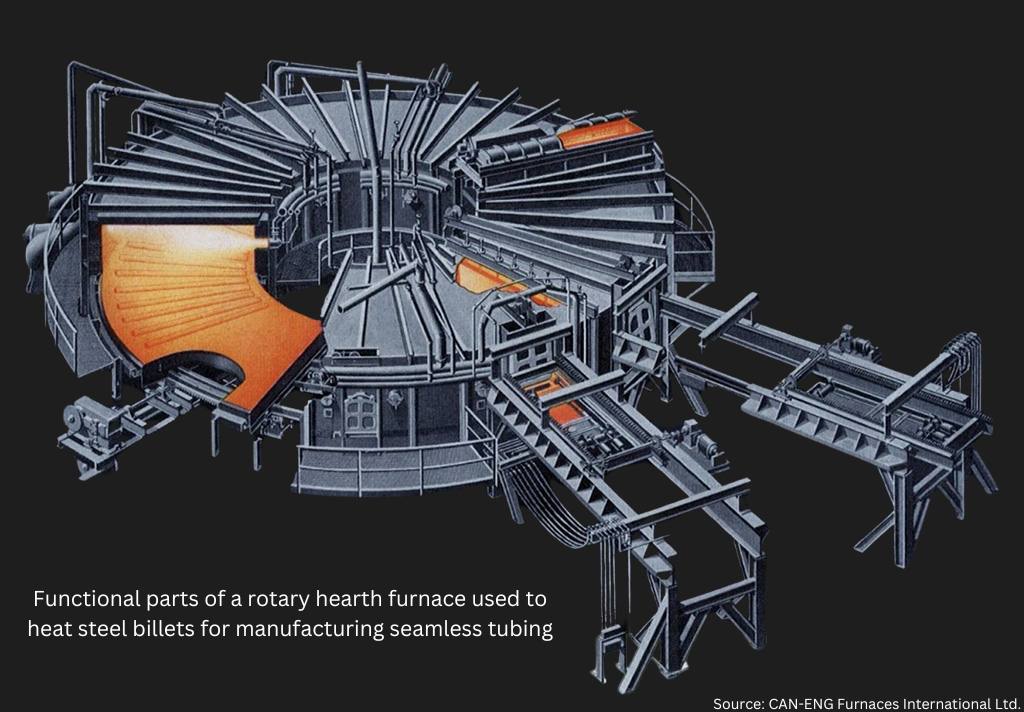
Are you looking to expand in-house heat treat operations on a brownfield industrial site? These sites can bring complications due to a more restrictive footprint combined with other fixed process conditions. In today’s Technical Tuesday installment, the authors of this case study reveal how to consider available footprint and conveyance mechanism options in a continuous steel reheat furnace, as well as the key design variables for industrial furnaces.
On the research team are the following: Michael K. Klauck, P.Eng., President; Robin D. Young, P.Eng., Vice President — Mechanical Engineering; Gerard Stroeder, P.Eng., Manager — Sr. Technology Specialist; and Jesse Marcil, E.I.E., Project Manager — Mechanical Engineering, all from CAN-ENG Furnaces International.
This informative piece was first released inHeat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
Introduction
A manufacturer with in-house heat treating had the need to develop a custom furnace for a critical step in the forging process. Specifically, this furnace would be for reheating bottom poured ingots and/or continuously cast round blooms to forging temperatures.
Like all industrial furnaces, the design for such a furnace takes into consideration many factors, including but not limited to:
Production throughput/capacity
Product configuration/condition
Material composition
Target product temperature uniformity
Soak time
Cycle time
Serviceability
Upstream and downstream process integration
Automation
Continuous reheat furnaces that supply steel rolling mills (slabs, blooms) are often designed for very large capacities up to 500 TPH (tons per hour). However, this client’s site was in the 15–30 TPH capacity range. For an open die forging application, this would be considered a low to medium capacity range.
Another consideration was that this was a location with already existing buildings. “Greenfield” sites are undeveloped areas free from prior industrial use; thus, they impose very few restrictions on the layout of the reheating furnace and overall forging cell. In this case, the manufacturer was developing on a “brownfield,” a place with evidence of prior industrial production. Places like these often have the blessing and curse of existing, vacant structures. So, in addition to the design considerations listed above, the physical limitations of a brownfield places constraints on what technology can meet the key performance deliverables.
In this article, we will review how this manufacturer with in-house heat treat was able to customize their furnace to successfully adapt it to the constraints of a brownfield location. The key: An appropriate conveyance mechanism.
Figure 1. Traditional gantry style loader/unloader
Continuous Furnace Design for Cylindrical Round Reheating
The client’s product was a cylindrical “as cast” (continuous casting or static cast) round of approximate weight 1.5–2 tons with required reheating at 2300°F. With a design production capacity of 15–30 TPH, batch reheating was not a viable option; the main choices for continuous furnace reheating are either a walking hearth or rotary hearth furnace (“ring furnace”).
The scope of plant equipment that had to be installed in custom forging cells consists of the following:
Incoming raw material preparation and cutting
Reheat prior to forging
Forging
Post-forging operations — trimming, shearing, and heat treatment (normalizing, tempering)
Machining and finished goods
For a recent reference site, the incoming raw material preparation, the cutting facility consumed approximately 30% of the overall floor space and the forging machine consumed 35% of the footprint, leaving approximately 35% of the available area for the reheating furnace. A comparison of the advantages and disadvantages of the walking hearth technology and rotary hearth technology was made and presented to the end user.
Some of the advantages of the rotary hearth design included the following:
A smaller overall footprint/lower consumption of building length
Non-water-cooled hearth
Positive product positioning with low risk for movement during conveyance
No complicated pits/foundations
Less complicated drive system
Figure 2. Wrought round bar discharge via a single door system
For this reason, the end user opted for the rotary hearth furnace design over the walking hearth system. A traditional rotary hearth furnace design incorporates two gantry style units, one for loading and one for unloading (see Figure 1). There is a “dead zone” of 10–20° between the charge and discharge which does not contribute to the overall effective heated length.
Alternatively, the CAN-ENG design employs a single door vestibule for both charging and discharging. Instead of dedicated mechanical systems with limited degrees of freedom, this design uses a pedestal-mounted, purpose-built furnace tending robot with a 270° axis slew (see lead article image). The result of these design changes is a more effective utilization of the building width for reheating with no dead zone combined with a robot that has considerable freedom when transferring products from furnace elevation to discharge conveyor elevation.
The robotic feature is particularly important when considering pass line differences for various pieces of equipment in a production cell. Some installations cannot have pits due to high water table considerations, and so the flexibility of robot reach combined with the 270° of axis slew yields fewer restrictions for the end user.
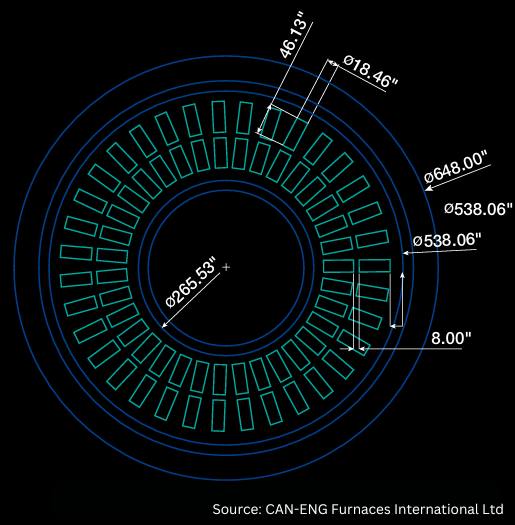
Figure 3. Plan view product layout showing inner and outer charge positions
This rotary hearth furnace can be configured for loading a single long piece or two shorter pieces, one charged towards the furnace inner ring, and one charged to the furnace outer ring, with a suitable gap between the pieces and the refractory walls. This provides considerable flexibility for piece size which is accommodated by the furnace tending robot. Had gantry style loaders/unloaders been used for the charging/discharging functions, the requirement for charging an inner and outer ring of the furnace would have been significantly more challenging.
The overall diameter of a typical steel rotary furnace for 15–30 TPH of production capacity is in the 55’–65’ diameter range (outside of steel service platform). This is dependent on the soak time specified by the end user and the heat up time for the cast or wrought steel product that is charged.
There are many aspects of industrial furnace design that are not covered in this article, and they would include at a minimum:
Refractory — hearth, wall, roof and flue areas
Flue design
Burner type — heat-up zones (both above and below auto-ignition), holding zones (i.e. soak zones
Physical zone separation vs. soft zoning
Drive configuration/drive synchronization
MES or Level II automation and controls
Incoming raw material cutting — carbide-blade, band saw and torch
A full article could be dedicated to each of these subjects. Many details are considered confidential design aspects of the furnace builder.
To speak just on support pieces (piers/bunks), nearly all refractory pier compositions are subject to interaction between the scale that is formed during heating (Fe2O3/Fe3O4) and silicates in the refractory matrix, particularly at reheating temperatures of 2300°F or higher.
Under the conditions of pressure and extremely high temperatures, a low melting point liquid compound of fayalite (iron silicates) is formed at the contact point between the workpiece and refractory pier. This is very undesirable and severely limits the overall pier life. Nickel- and cobalt based super alloys have been used successfully at temperatures up to 2450°F, but these materials can be cost prohibitive, especially considering that 70 or more product locations/pier placements may be required. Unless the product requires very restrictive uniformity in reheating (i.e., titanium ingots), consideration of nickel- or cobalt-based work support pieces is not economically feasible.
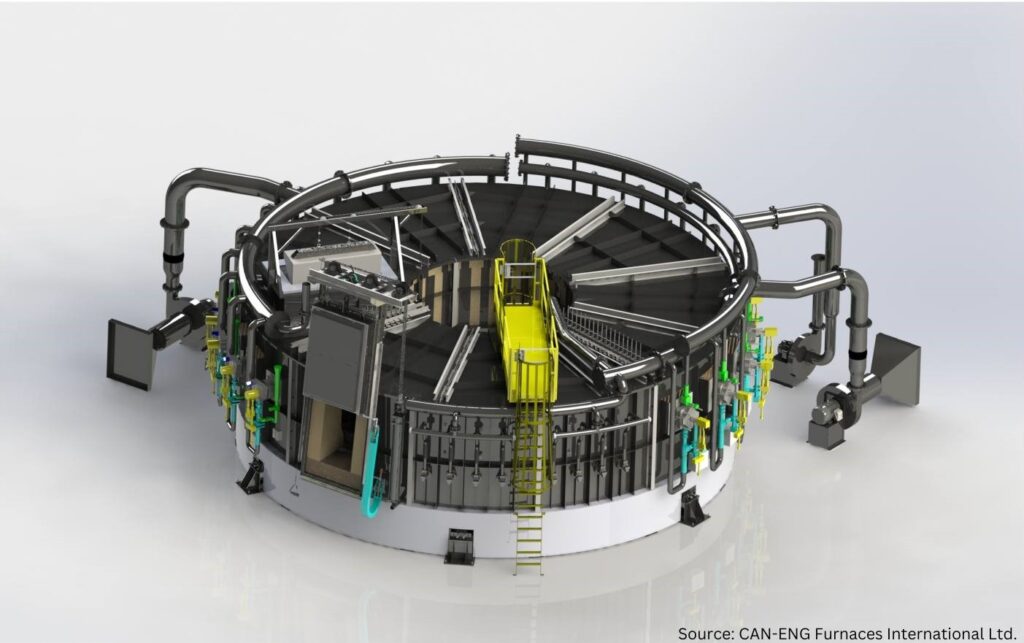
Figure 4. 3D rendering of a CAN-ENG single door rotary hearth furnace
The most important consideration for the forging cell downstream of the reheating furnace is the uniformity of the bar, ingot, bloom or mult as delivered for forging. Accurate determination of the temperature uniformity is often misleading by infrared radiation (IR) methods since primary scale is removed in the breakdown passes and secondary scale reforms in its place. Workpiece thermocouple measurements at defined locations in predrilled test pieces under full load conditions yield the best results for determining product uniformity prior to furnace discharge.
Conclusion
The modern rotary hearth ring furnace at low to medium production capacities of 15–30 TPH offers a compact footprint that has many advantages compared to water cooled beam walking hearth type reheating furnaces. This is particularly important to brownfield sites which need to adapt the existing industrial layout to current production needs. When combined with automated saw cutting and forging cells, an integrated manufacturing solution results in very low man-hour/ton of labor input. As seen in this article, recent reference sites where material handling conveyors, robots, descale units, vision systems and Level II MES (Manufacturing Execution Systems) were supplied have allowed U.S.-based end users to achieve the lowest total production costs, allowing them to be competitive with India and China.
Michael K. Klauck, P.Eng., has nearly 40 years of working in the foundry, steel, commercial heat treating and industrial furnace businesses. He started at CAN-ENG in the year 2000 and has been president since 2012.
Robin D. Young, P.Eng., joined CAN-ENG in the year 2000 and has held progressive positions with the company since then. In his current role, he is responsible for departmental oversight of all aspects of Mechanical Furnace Design as well as the Field Service Team.
Gerard Stroeder, P.Eng., joined CAN-ENG METAL TREATING in 1984, a commercial heat treater, moving over to CAN-ENG FURNACES in 1991. With four decades of process and industrial furnace knowledge, Gerard has expert knowledge of industrial furnace costing and ERP business systems.
Jesse Marcil, E.I.E., is a mechanical engineer working on his Professional Engineer Certification (P.Eng.). Prior to joining CAN-ENG in 2021, he worked in the Engineer, Design — Build of Commercial and Industrial buildings. In his four years with the company, he has now completed several large custom ETO (Engineered To Order) furnace projects.
A green energy equipment manufacturer has expanded its vacuum induction melting capacity with another VIM furnace for melting and casting refractory alloys. The new VIM system will be used to cast directionally solidified parts for the next generation of green energy technologies.
Earl Good Managing Director Retech
Retech, a SECO/WARWICK Group company, designed this system with directional solidification, a casting process used to control the crystalline structure formation in cast parts. This process precisely controls the rate and direction from which heat dissipates from a part as it cools in the mold.
Similarly equipped VIM systems melt ultra-high-purity alloys used in a diverse array of applications, including single-crystal jet engine blade casting, super alloys, shape memory alloys, and silicon for semiconductor wafers.
“This is going to help this industry partner accomplish both their production and R&D metallurgy goals,” said Earl Good, managing director of Retech, “They also appreciate that buying from us again means that their staff is already trained on this equipment.”
Press releases are available in their original form here.
A new annealing and isolating line has been supplied to thyssenkrupp Steel for the production of high-grade NGO (non-grain-oriented electrical steel strip). This strip processing line comprises a precise heat treatment in which the structure of the cold-rolled strip is recrystallized during the annealing process, followed by the application of an insulating layer to ensure optimal electrical properties. This is particularly important for the materials used in motors and generators installed in electric vehicles.
The new processing line, supplied by the project partner, SMS Group, has an annual capacity of 200,000 tons and is designed to process electrical steel strip in widths of up is now in operation. SMS technology enables the production of electrical sheet for energy-efficient applications, for example electromobility. The technological core of the line is the combined heat treatment and coating process.
With this line, the modernization of thyssenkrupp‘s Bochum location is nearly complete, allowing the steel producer to better serve its clients in the automotive, energy, and other manufacturing sectors. The new plant will allow the manufacture of up to 0.2 mm thin electrical sheet with particularly homogeneous mechanical and magnetic properties, specially designed to meet the requirements of highly efficient motors used primarily in electric vehicles. The finishing line is scheduled to go on stream in 2026.
“This facility not only represents a huge step forward in our production capacities,” said Dr. Harald Espenhahn from thyssenkrupp Steel Europe, “it enables us to manufacture high-quality NGO steels that allow our customers to meet the changing demands of the market and to develop products with increased energy efficiency.”
3D model of the new annealing and insulating line for the production of non-grain-oriented (NGO) steel at thyssenkrupp Steel Europe’s Bochum site
Main image: The team from thyssenkrupp Steel Europe and SMS Group preparing to start up the pioneering plant technology for the manufacture of high-grade electrical sheet / L to R: Engin Karakurt, Chairman of the Works Council of thyssenkrupp Steel in Bochum; Dr. Harald Espenhahn, Head of Technology and Environmental Management, thyssenkrupp Steel; Andy Rohe, Head of Downstream Operations, thyssenkrupp Steel; Thomas Eiskirch, Mayor of Bochum; Dr. Marie Jaroni, Chief Transformation Officer at thyssenkrupp Steel; Markus Kovac, Head of the Bochum Plant Area, thyssenkrupp Steel
Press releases are available in their original form here and here.
In this informative piece, professional recruiters in the heat treat industry answer questions about what to expect in the heat treat industry’s hiring environment, with valuable insight both for hiring companies and rising talent.
Josh Hale, managing recruiter, and Jessica Maier, senior recruiter, both of International Search Partners, discuss changes in the hiring landscape within the heat treat industry. Their topics include adaptability to industrial technology innovations, Gen Z expectations and how hiring personnel can best articulate their needs to this labor group, and the most in-demand skill that industry employers will be looking for in 2025.
This article was first released inHeat Treat Today’sJanuary 2025 Technologies To Watch in Heat Treating print edition.
Q1: In 2020–2021, placing long term employees became a difficult challenge to solve. As we approach the end of 2024, how has the hiring scene changed?
Josh Hale (JH): In many ways it hasn’t; it continues to be a candidate-driven market that’s tight on talent and robust in openings, and it’s hard to see things changing any time soon. With more established professionals entering retirement, fewer new workers coming in from the younger generations to meet replacement needs, and overall growth in the industry, there very simply remains a huge demand for workers and a dearth of supply.
Q2: The nature of work continues to evolve rapidly. From robotics and AI to various GPTs tailored for specific company use, industrial technology innovations continue to alter the workplace. For an industry that historically has been slow to change, have we seen any changes in how heat treat employers look to fill labor needs, compensate employees, etc.?
JH: It’s taken some time, but finally, YES! The heat treat industry isn’t known to be the bastion of new technology and has a reputation for being slow to change, but we’re just now starting to see some developments, including very simple things like touch screens, updated computers, etc. to bigger, more cultural shifts, like flexible schedules and remote work options (where applicable). At FNA in October, there were even a few furnace OEMs sharing new artificial intelligence products! This is all great news, especially for a historically very traditional industry that has been slow to evolve. Progress, growth, and getting up to speed with 21st century systems, tools, and norms goes a long way towards attracting younger talent.
Q3: What strategies have heat treat departments or companies been using to find, hire and retain the “best fit” job hires? What makes them successful (or not successful at all)?
JH: The best way for a company to hire top talent is to engage the services of a professional recruiter. I might be biased, but there’s a good reason for this — in a tight labor market where unemployment is at record lows, the best employees are currently working and engaged in their jobs and being treated very well by their employers. High performers aren’t trolling job boards, applying online, or sending out résumés. An experienced recruiter can reach this untapped market of passive candidates by reaching out to currently employed individuals and enticing them to other opportunities — I call this “surgical recruiting” because it is quite simply “cutting” an employee out of one company and placing them in another.
I also like using sports as an analogy. Imagine that you want to put together the best baseball team in the world. Are you going to post an ad online and hope Shohei Ohtani applies, or are you going to pursue him and try and lure him to quit the Dodgers and join your team? That’s the difference between direct recruiting vs. “post and pray” (the nickname recruiters give to advertising jobs online and hoping for the best), and the service that a good third-party recruiter provides.
Q4: When it comes to young people (particularly Gen Z), they have grown up in a different age of the internet and have certain expectations about what starting a career looks like, such as: How or when career mile markers are accomplished, the purpose of work, the nature of how work is accomplished, and what job benefits should look like. Translated to the heat treat industry, are there any expectations that you would encourage Gen Z to maintain, and why? Alternatively, are there certain misconceptions that you would want to reframe for them so they have a better idea of what to look for in their job options?
Jessica Maier (JM): I’m closer to this generation than Josh (Gen X), but I’m still a Millennial. I have also studied the topic and talked to many in the Gen Z workforce and gotten a good sense of their expectations. From my research, early career Gen Zs are looking for the following (along with my commentary as it pertains to the heat treat industry):
1. GEN Z EXPECTATION: 2–3 year mile markers (target and goals accompanied by either promotion or raises)
HEAT TREAT TRANSLATION: One thing that we’re seeing with the younger generation is that company loyalty is becoming less valued. If Gen Z workers don’t see the mile markers that they’re looking for in those first few years, their eyes will start to wander. While a promotion might not always be viable for someone working in a small commercial heat treat company, raises combined with praise go a long way and are achievable for most managers.
2. GEN Z EXPECTATION: A strong sense of purpose in their work (i.e., they want to feel fulfilled in their work and not feel like they’re just punching a clock)
HEAT TREAT TRANSLATION: Heat treating has a huge impact on the world, but that contribution can sometimes get lost in the shuffle of everyday work. An initiative to highlight these impacts could go a long way. Additionally, we often hear from younger candidates, “I don’t want to feel like a number; I want to feel like a human being.” Managers making a point to make sure their employees feel seen and heard could also be a quick and easy (and free!) feel good fix in this regard.
3. GEN Z EXPECTATION: PTO around 15–20 days to start, not including holidays along with basic benefits (medical/vision/401k)
HEAT TREAT TRANSLATION: Gen Z would do well to adjust these expectations a bit. I have rarely seen an entry-level position begin with more than 2 weeks (10 days) PTO. This is the norm for the first year of employment with opportunities to gain more in the future. Other benefits (health insurance, etc.) are usually standard across the board for most companies. As Gen Zs are younger and typically single, they are not usually looking at benefits for families but focused on individual care. In general, however, the more that is paid by the company, the more appealing it is for the worker (which can be a useful recruitment and/or retention tool).
Note about 401ks … Gen Z is learning from previous generation’s mistakes and are very interested in getting a jump on their retirement funds. With that, and in the same vein as the benefits, the higher the percentage matched by the company, the more appealing it is to the employee — another great tool for attracting top talent!
4. GEN Z EXPECTATION: Work/life balance (including the WFH trend kicked off by the pandemic)
HEAT TREAT TRANSLATION: In a post-COVID world, “work/life balance” is a huge buzz word in the hiring process, and with that, I see some good news and bad news as it pertains to the heat treating industry … the good news for Gen Z is that we’re seeing a trend of companies understanding that when an employee is not “on the clock,” they are not expected to be attached to their phones or emails and provide an immediate response. The bad news for Gen Z is that being on site is critical for many/most of the jobs in the industry. Of course, there are exceptions (hello, Sales!), but generally, it remains true that remote work is untenable for most heat treaters.
5. GEN Z EXPECTATION: Fair pay
HEAT TREAT TRANSLATION: We could talk about this for hours, but I’ll boil it down to this: If you’re a younger Gen Z who is looking for a job, you’re likely not going to get the pay that your professor, buddy, or family member told you to aim for … on the flipside, if you’re a manager looking to hire, you’re probably going to pay a little more for entry-level talent than you probably thought. Expectations need to be adjusted on both sides.
Q5: What is the number one mistake entry-level engineers in heat treat make when applying for jobs?
JM: This sounds crazy but the number one mistake is not applying! I can’t tell you how many times we talk to talented engineers that see a job description and decide that they are not right for a role because they don’t have one or two of the bullet points listed. You need to take job descriptions with a grain of salt. Generally, the description is a list of what an employee will be doing once they’ve earned the role, but what many people forget is that you can (and will) learn skills on the job. Speaking to employers now — if you want superstar entry-level engineers to eventually take the place of your veterans that are nearing (well deserved!) retirement, invest in heat treat education for the younger generation!
It’s taken some time, but finally, YES! The heat treat industry isn’t known to be the bastion of new technology and has a reputation for being slow to change, but we’re just now starting to see some developments, including very simple things like touch screens, updated computers, etc. to bigger, more cultural shifts, like flexible schedules and remote work options (where applicable).
Josh Hale
Q6: In 2025, what will be the most in-demand skill that industry employers will be looking for? What can job seekers do to position themselves best for this position?
JM: Field service and maintenance. Next question.
JH: Okay, I’ll handle this one … Jessica isn’t joking. FSEs and maintenance professionals of all levels are hyper in demand across the board. If you can spell “PLC” and have seen a furnace, we probably have a job for you! To get more to the heart of your question, however, we are seeing companies seeking more communication skills. Gone are the days of engineers sitting behind a desk and programming all day from their cubicle. Today’s technical roles often involve customer interaction, sales support, and a level of interdisciplinary collaboration that requires interpersonal skills, verbal communication abilities, and competency in writing. Often, we see the “C” student who maybe partied a little too hard in college but learned to socialize get hired over the “A+” candidate who can’t string a coherent sentence together while making eye contact. A lot of this might sound like stereotypes, but it is true. I recommend students in engineering and materials science to take some humanities or writing courses in college to help and that more established workers should consider toastmasters or improv classes to better position themselves to be competitive in the future.
Q7: 10 years from now, what can we expect to change in job openings, availability, and work-life balance in the heat treat industry?
JM: I wish I had a crystal ball to tell you the exact future, but seeing as I’m only human, here are my best guesses:
Job openings: As someone who has spent almost a decade working in the heat treat world, I can safely say that most of the job openings will remain the same. Roles like field service engineer, sales, metallurgist, design engineer, etc. will always be in demand. However, I think we will start to see more technology incorporated into these roles. At the most recent FNA show in October, we saw many companies bringing new and better software into the mix. Not only will current positions start to involve more tech, but I think we will see some newer positions, like software engineers, join the industry as well.
Availability: As mentioned, a lot of experienced heat treat professionals are starting to reach retirement age, while some are working well into their 60s and beyond, I think we’re going to hit a point in the next 10 years where that dam will break, and we’ll see a large wave of retirement which will open up A LOT of previously tenured positions.
Work-life balance: For Gen Z, work-life balance is of high priority. For heat treat companies to compete, they need to be willing to give more consideration to remote work where applicable and offer flex schedules when possible. Of course, many of the roles we come across in the heat treat industry would not do well remote as they are either hands-on or collaborative. That said, for an on site employee, 40–50 hours should be considered the norm. With many heat treaters operating 24/7, companies may need to come to terms with the need to hire more people or dole out extra incentives, such as bonuses or overtime to keep their workforce engaged.
About the Authors:
Josh Hale, Managing Recruiter, International Search Partners (left) Jessica Maier, Senior Recruiter, International Search Partners (right)
Josh Hale has collaborated with companies to identify, engage, and hire top performers as a professional “headhunter” where he’s focused exclusively on the heat treat industry as part of International Search Partners since acquiring the firm in 2015.
Jessica Maier works closely with him to support the practice, and, together, they’ve helped dozens of companies and hundreds of candidates find a match within the industry, including roles for engineering, sales, quality, metallurgy, management, and more.