Today’s News from Abroad installment is all about growth in the global heat treating market. A heat treater expands its contract machinery product line with brazing and sintering capabilities, a capital goods manufacturing group bolsters its vacuum heat treatment production capabilities, and a long-term technology alliance results in manufacturing growth of refractory products for glass melting plants in the glass industry. To round out our news from abroad, Japanese steel giants set their sights on government funding allocated to advance research and development in decarbonizing operations.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.heat processing, a Vulkan-Verlag GmbHapublication, serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Mediapublication, primarily serves the English-speaking globe.
Merger Results in Heat Treatment Furnaces Manufacturing Division
ECM Group reorganizing into four distinct divisions
“The ECM Group is reinforcing its capital goods manufacturing business by bringing together several legal entities under the company ECM Technologies. This merger between ECM Technologies, ECM Greentech, and ECM Technologies Villard Bonnot creates a division dedicated to the manufacturing of innovative heat treatment furnaces. The aim of this merger is to better serve its customers and respond more effectively to market changes. It will enable the ECM Group to build up a veritable hub of skills and knowledge around its core areas of thermal engineering, gas management and atmospheres. This marks a first step towards realizing its ambition of becoming the world leader in vacuum heat treatment equipment, all technologies combined.”
Japanese Steel Giants Pursue Government Allocated Green Funding
Japanese steel producers apply for government green subsidy
“Two of the largest integrated steel producers in Japan, Nippon Steel and JFE Steel, have applied for government funding allocated through the new Green Transformation Promotion Act (GX) to advance research and development in decarbonizing operations. JFE Steel is seeking funds to build a new large electric arc furnace (EAF) to replace blast furnace No. 2 at West Japan Works (Kurashiki). The company expects the EAF to be commissioned between 2027-2028. Blast Furnace No. 2 at the plant underwent a re-lining in 2003. JFE usually performs such maintenance after about 25 years of operation, so the next one is due in 2028. However, JFE Steel hopes that the new electric arc furnace will be operational by then, so the unit can be shut down. West Japan Works currently operates three blast furnaces with a steel output of about 8Mt/yr.”
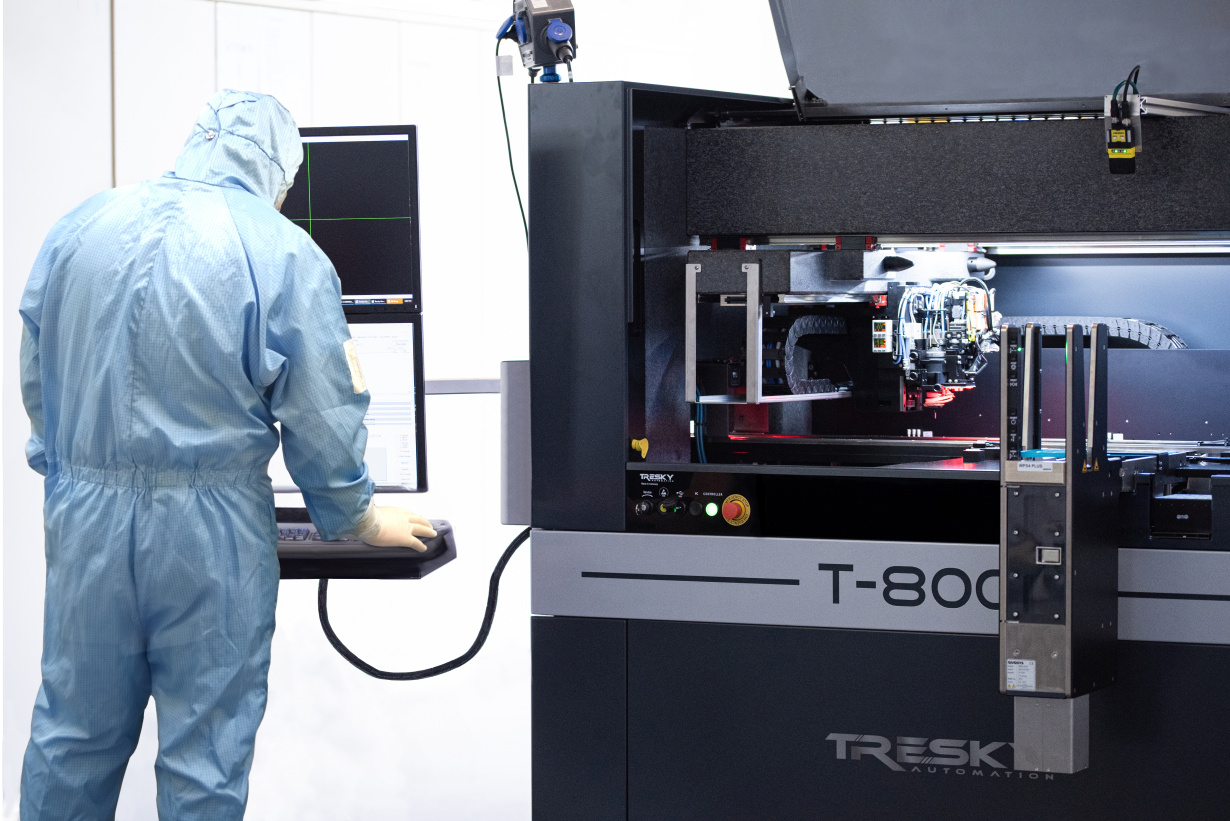
Tresky Automation expands its machine park for contract manufacturing (Source: Tresky)
“Tresky Automation announces the latest addition to its contract manufacturing machinery. Customers will now benefit from a state-of-the-art vacuum brazing furnace and a powerful sintering press with a maximum pressing force of up to 15 kN. The new equipment enables Tresky to offer additional manufacturing technologies, which is particularly beneficial for demanding applications in the fields of photonics, optoelectronics, hybrid bonding, microelectronics and power electronics. The new vacuum brazing furnace offers the possibility to produce material bonding under controlled conditions with nitrogen (N2) or formic acid (HCOOH). This process effectively reduces voids, as the vacuum allows air or process residues to escape during the preheating and melting phase of the solder. The result is virtually void- and flux-free solder joints that are characterized by high reliability.”
Technology Alliance Enables Growth in Refractory Products Manufacturing
Long-term technology alliance of RATH and REFRATECHNIK
“RATH and REFRATECHNIK announced the launch of a long-term technology alliance. The goal of the ambitious partnership is close collaboration in the development and manufacture of refractory products for glass melting plants in the glass industry. As part of the technology alliance, both companies will contribute their respective know-how in glass manufacturing and refractory production to combine it into a unique technology solution. The two companies will be operating under the name ‘R² – THE GLASS FURNACE ALLIANCE.’ The alliance enables RATH to expand its technological expertise, as products manufactured by REFRATECHNIK will be developed in close collaboration with the research and development departments of both companies.”
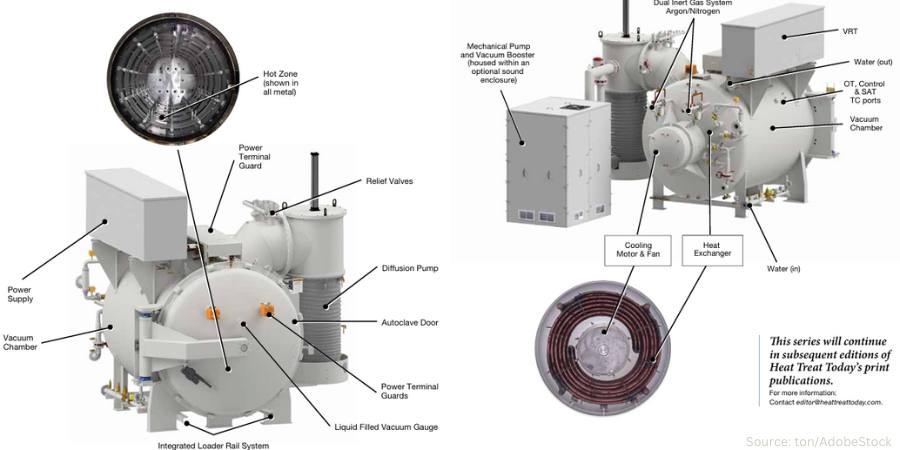
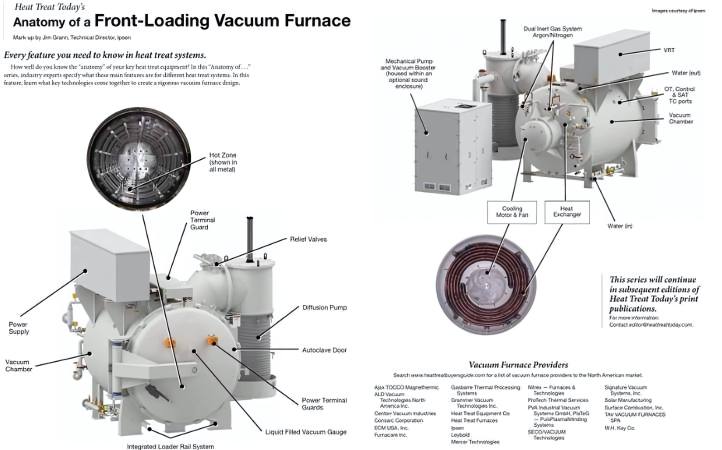
How well do you know the “anatomy” of your key heat treat equipment? In this “Anatomy of . . .” series, industry experts indicate the main features of a specific heat treat system. In this installment, the full-page spread identifies main features of a front-loading vacuum furnace.
The mark-ups for these reference images are provided by Jim Grann, technical director, Ipsen.
View the full graphics by clicking the image below.
This Technical Tuesday article is drawn from Heat Treat Today’sNovember 2024 Vacuumprint edition with a special focus on vacuum furnace technologies.
Search www.heattreatbuyersguide.com for a list of vacuum furnace providers to the North American market. If you are a vacuum furnace supplier and are not listed here, please let us know at editor@heattreattoday.com.
This series will continue in subsequent editions of Heat Treat Today’sprint publications. Stay tuned!
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A heat treater with surface hardening capabilities recently expanded its operational line with a vacuum furnace. The new equipment offers a working space of 35.5 x 35.5 x 47 in (900 x 900 x 1200 mm), enabling the processing of larger elements.
This is the 14th vacuum furnace that SECO/WARWICK has provided to Aalberts surface technologies Group, which specializes in vacuum heat treatment, vacuum brazing, hardening of stainless steels, and coating systems for industry. It is the seventh Vector vacuum furnace to be installed at this location in Eindhoven, The Netherlands. It is equipped with high-pressure hardening of 15 bar abs., the option of installing liquid nitrogen, convection heating, directional cooling, and isothermal quenching.
“The solution design is based on the standard VP vacuum furnace Vector type solution. Vector has a round heating chamber and an efficient cooling system,” said Grzegorz Głuchowski, sales manager at SECO/WARWICK. “The additional option of installing liquid nitrogen allows for the load faster cooling after the hardening process. This translates into the furnace’s greater efficiency.”
“This will be the seventh SECO/WARWICK solution operating in Eindhoven. This time, delivery time was key. The solution we ordered is quite specific. We have specific requirements, which are the result of over 80 years of industry experience. The Vector vacuum furnace’s design from the customer’s perspective is very well thought out, as it allows for modifications and additional options. It is one of the most flexible metal heat treatment furnaces on the market,” said Steffen Schneiders, managing director of “The Netherlands & Nordic” from Aalberts surface technologies.
The press release is available in its original form here.
Heat TreatToday publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in the November 2024 People of Vacuum print edition.
Don’t try and weave a common thread between the four items below; there really isn’t one.
Act of Kindness in the Vacuum Industry
One of North America’s leading vacuum heat treat-related companies lost one of its key leaders to a battle with cancer recently. My wife and I were fortunate to attend a very Christ-centered funeral service which, in its own way, was encouraging even as it recognized the pain and sting of death. One of the most touching and thoughtful things happened when my wife and I came to the front of the viewing line to extend our condolences to family members. The father of the deceased pulled us aside and showed us a beautiful bouquet of flowers sent by a competitor. In my eyes, this was a classy and thoughtful gesture, and it was deeply appreciated by the family. It just goes to show that North American heat treating is a rare industry full of kind and thoughtful people. Kudos to the competitor for their thoughtfulness.
Signs that Our Industry Is “Younging Up”
Over the past several weeks, I have been more and more impressed with how the North American heat treat industry is attracting and maintaining excellent young talent. If you read any of the content we put out in September, you’ll know that we honored another 40 young individuals who are rising leaders in the North American heat treat market. In fact, we’ve honored 240 such individuals since 2018. Many of these recipients continue to contribute to the industry in significant ways.
I also had the pleasure of attending the Industrial Heating Equipment Association’s (IHEA) annual Combustion Seminar and Safety Seminar. The number of young people taking these two courses this year was very impressive. Well over half of the attendees were easily under the age of 40 with a large number appearing to be in their 20s or 30s.
Thanks for Rating Us Highly
Results from a recent industry study proved to be very positive for Heat Treat Today, The study focused on heat treat media brands in the North American market and Heat Treat Today ranked #1 in all categories. Our team was humbled and thankful to all of our readers for the faith you put in us to bring you the latest and most helpful technical and news content. We believe people are happier and make better decisions when they are well informed. If you’re a supplier to the industry and are looking to reach end-users of heat treat equipment, especially manufacturers who have their own in-house heat treat operations, please know that we’d be honored to help. To all of our readers, viewers, and listeners, thanks for ranking us so highly. We appreciate your faith in us.
Print Is the Most Preferred Media
Doug Glenn Pubisher Heat Treat Today
Somewhat counterintuitively, the above media study revealed that respondents vastly preferred the print version of a magazine over a) the digital edition of the magazine, b) websites, c) e-newsletters, d) podcasts, and e) social media — in that order. The survey was sent out by email, so it was not skewed by sending it only to those who currently receive print copies. The survey was sent to a mixture of print magazine recipients, website visitors, e-newsletter recipients, and podcast listeners and STILL a preference for a copy of the print magazine far outpaced all the other options — across ALL recipients regardless of age. Interesting results which might help inform your future marketing plans if you’re a supplier to this industry.
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 17 news items.
Equipment
Pomini Tenova, which manufactures advanced roll shop equipment, recently signed two contracts for fully automatic roll shop equipment with Baowu of China. The first contract includes a set of four automatic CNC roll grinders with two automatic inspection stations, to be installed at a plant where two new cold rolling mills for silicon steel will be in operation. The second contract includes two automatic CNC roll grinders and an automatic inspection station, equipped with an automatic roll loading system, which will be installed in the roll shop of a new cold rolling mill for silicon steel production.
Nucor Steel has commissioned SMS group for the modernization and expansion of its Steckel mill at its site in Tuscaloosa, Alabama. The existing Steckel mill will be converted into a tandem Steckel mill, designed to produce high-strength thin strip as well as to boost capacity.
A global car window manufacturer’s European branch has purchased two SECO/WARWICK technological lines for two of the company’s locations. The order includes RHLE units for bending car windows.
Jiangsu Dongpu Fine Ceramics Technology Co., Ltd., has installed a hot isostatic press (HIP) from Quintus Technologies. The HIP model operates company’s production line for Si3Ni4 bearing balls in its manufacturing facility in Lianyungang, China.
Zhang Qing, chairman of OBEI, the Industrial Products Purchasing Company of Baowu, and Paolo Gaboardi, executive vice president of Pomini TenovaSteckel mill commissioned by Nucor and delivered by SMS groupQuintus HIP line for Jiangsu Dongpu Fine Ceramics Technology Co., Ltd
Company & Personnel
Inductotherm Group has appointed Mick Nallen and Satyen Prabhu as co‐leaders, a transition which became effective July 1, 2024, when Gary Doyon stepped down from his role as CEO. Mick and Satyen have a combined experience at the company of nearly 70 years.
Vincent Lelong of ECM USA presented on low pressure carburizing with vacuum furnace technology at Purdue University’s School of Materials Engineering undergraduate seminar. This seminar regularly features industry speakers, some of whom are members of the Purdue Heat Treating Consortium.
The direct reduction plant at Nucor Steel Louisiana achieved a world production record of 330.3 tons per hour of high-quality cold direct reduced iron (CDRI), yielding an outstanding 7,928 tons per day (tpd). A high-quality direct reduced iron (DRI) output with 95% metallization (%M) and a carbon content of 3.3% (%C) was measured. The ENERGIRON technology was jointly developed by Tenova and Danieli.
Jabil Inc, which designs and manufactures supply chain solutions, announced its acquisition of Mikros Technologies LLC, which engineers and manufactures liquid cooling solutions for thermal management.
Aerospace Testing & Pyrometry, Inc., (ATP) recently opened its Pacific Northwest office in Seattle, Washington. With this new facility, the company will now have a footprint in all four corners of the United States.
Satyen Prabhu Co-Leader Inductotherm Group Mick Nallen Co-Leader Inductotherm Group Vincent Lelong of ECM USA presents seminar for Purdue Heat Treating ConsortiumNucor achieves a World Production Record with ENERGIRON, developed by Tenova and Danieli Mikros Technologies facilityAndrew Bassett, President; John Hollman, Regional Manager, and Edwin Rosales, Pacific Northwest Manager Aerospace Testing & Pyrometry, Inc.
Kudos
Solar Atmospheres‘ Greenville, SC, facility recently announced it has been awarded Parker Aerospace approval. Its five facilities are now able to assist clients with Parker Aerospace thermal processing requirements.
Furnace manufacturer Grieve Corporation has reached its 75th year in business. Begun in 1949 as a small job shop in Chicago, the company now occupies a 100,000 square foot facility in Round Lake, Illinois
StandardAero, an independent provider of engine maintenance, repair and overhaul (MRO) services, recently celebrated the tenth anniversary of its Singapore facility, a Pratt & Whitney Canada Designated Overhaul Facility (DOF) for the PW150A turboprop engine. This anniversary coincides with the company’s redelivery of its 500th PW150A engine, which powers the popular Bombardier Dash 8-400 regional turboprop.
Paulo’s Cleveland Division was recently awarded approval from GE Aviation for hot isostatic pressing, specifically GT193 Process Code FF.
C3 Data has achieved SOC 2 Compliance, which ensures stringent standards for handling sensitive data.
Tennessee Society of Association Executives recently honored Tom Morrison of the Metal Treating Institute (MTI) with the Industry Marketing Award for its Jobs of Tomorrow Workforce Development Program.
Solar Atmospheres of Western Pennsylvania announced that it has been awarded Pratt & Whitney‘s PWA 11, “Heat Treatments” approval. The facility is now certified to perform heat treatments for P&W’s Suffix 17, “Precipitation Harden,” and Suffix 22, “Austenitize, Quench, and Temper.”
Grieve Corporation Board of Directors Left to right: Frank Calabrese, vice president; Tony Caringella, president; Doug Grieve, chairman of the boardLeft to right: Jamie Flynn, Executive Director of Tennessee Society of Association Executives, and Tom Morrison, CEO of Metal Treating Institute (MTI)
In this episode of Heat TreatRadio,Doug Glenn and guest Michael Mouilleseaux, general manager at Erie Steel LTD, continue their discussion of case hardness, delving into the hardening ability of materials, focusing on case hardening and effective case depth. Michael explains the differences between total and effective case depth, the impact of core hardness, and the role of material chemistry. They also discuss practical applications for heat treaters, emphasizing the importance of understanding material properties.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
The Influence of Core Hardness on Effective Case Depth Measurement (01:03)
Doug Glenn: Today we are going to talk about a pretty interesting topic, and some interesting terminology, that has to do with hardness and hardenability of metals. For people who are not metallurgists, this may seem like a strange topic because isn’t all metal hard?
But we are going to talk more in depth about hardness of metal, hardenability of metal, and effective case depth. What we want to do is get a run down on the influence of core hardness on effective case depth measurements.
Michael Mouilleseaux: We are going to get a little bit into the weeds today on some things specific to metallurgy.
Those who are involved in high volume production carburizing know that consistency of results is extremely important. It is not just important in that we have the process centered in that the results are that way, but ultimately it has something to do with the dimensional control.
Specifically with gears, if the output from the process is not consistent, then one of the things that is going to suffer is going to be the dimensions. So, we’re going to be talking about effective case depths today.
Effective Case Depth vs. Total Case Depth (02:23)
Effective case depth is a little bit different from total case depth. Total case depth is the total depth that carbon is diffused into a part. That is very much a function of time and temperature. And there are some nuances with grain size and alloy content, but it is essentially a time and temperature phenomena.
Effective case depth vs total case depth (02:59)
Effective case depth is a little bit different. If we look at this graph, the x axis is the distance to the surface, and the y axis is hardness in Rockwell C.
If you look at the green line, this is a micro hardness traverse of a carburized part. It tells us many things. If you look at the left-hand side of the line at .005 in depth, the hardness there is 60 Rockwell C. Then it diminishes as we go further into the part: 0.010, 0.020, 0.040, 0.050.
We get to the end of that line, and we see that is the core strength. The core is a function of the material hardenability.
So, what is the effective case depth? If we look at the second vertical blue line on the right, it says “Total Visual Case.” So that’s exactly what that is. If we were to look at this part and etch it — I am presupposing that everybody understands that we would section the part — we would mount it, we would polish it, and then we would look at it in the microscope at 100x. Then, we would see a darkened area, which would be the total depth of carbon diffusion into the part. That is not a function of the material grade; there are some nuances there.
But the effective case depth is a measurement. And in North America’s SAE Standard J423, we say that we measure the case effective depth to Rockwell C 50. The surface hardness is 60, we measure the hardness in increments, and when we reach this hardness the depth that hardness achieves is 50 Rockwell. That is the effective case depth. If we look at the core hardness on that part, we can see that on this particular sample it is somewhere between 45 and 50.
Finding Material Hardenability (05:17)
Hardenability band graph (14:26)
What causes this core hardness? It has to do with the hardenability of the material.
Here we are looking at an SAE chart J1268. It is for H band material for 4320, a common gear material. This tells us a lot. It has the chemistry on it, below that it has some information for approximate diameters, and then it has, on the far right side of the diameters, we see specs for cooling in water or cooling in oil.
And between them there is the surface, the three-quarter radius, and the center. If we look at the surface of an oil quench at two inches, it has a distance from the surface of something like 4 or 5. So, if you go over the chart on the left-hand side, go to 4/16” or 5/16”, which has an HRC of 29 to 41. Even though this is a hardenability guaranteed material, for a two-inch round you would expect to have something between 29 and 41 for the surface hardness.
Now let’s look at what you would get at three-quarter radius in an oil quench. If you look at two inches, the Jominy position is [eight]. You can see that at three-quarter radius on a two-inch bar, that is an inch and three quarters, I believe, the hardness is going to be something between 23 and 34. In the center of that bar for a two-inch round, it is going to be J12, which has a hardness of 20 to 29.
That is the definition of hardenability. It is the depth that a material can be hardened. And it’s totally a function of chemistry. Davenport and Bain did the algorithms for this in the 1920s leading up to World War II.
Effect of Core Hardness (07:20)
If we are going to evaluate the effect of core hardness, we are going to look at parts that are heat treated in the same furnace to the same cycle in the same basket under all of the same conditions — the only thing different is going to be the hardenability of the material.
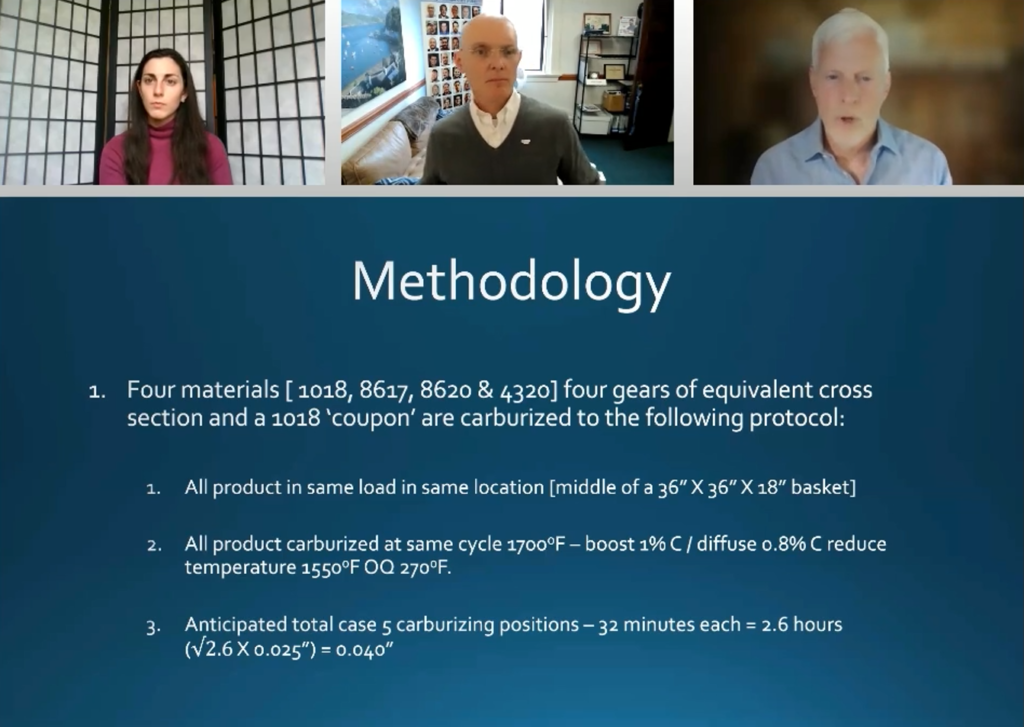
Methodology Slide (07:37)
Go all the way down to number three on this “Methodology” slide. The anticipated total case is going to be about 0.040 for all of these samples.
Hardenability samples measured (08:43)
This data graph has four samples on there. The red line is the measurement of Rockwell C 50. If we look at the highest hardenability sample, the blue sample has the highest core hardness and also the deepest effective case depth. And as the core hardness is reduced, you can see that where the line crosses the plane of Rockwell C 50, that is reduced as well.
Doug Glenn: Am I correct in thinking the yellow line here at the bottom has the lowest core hardness or hardenability?
MichaelMouilleseaux: Both. You’re correct.
Doug Glenn: That’s why it is crossing the red line much earlier than the others.
Michael Mouilleseaux: Yellow also has the lowest effective case depth.
Tabular data (10:22)
If we look at this in a tabular form, this is the data, and what you looked at were the microhardness traverses, per the standard using an MT-90: the hardness was (the effective case depth was) measured to Rockwell C, the total case depth was determined visually on these things, and, you’re going to say, that Michael, you’ve got four different materials there. That is correct. We also have four different hardenabilities.
In answer to the question, if these were all the same heat, would we have these same results? We would with the exception of the bottom one at 1018. There is no way that we could take an alloy steel and reduce the hardenability of that amount.
Here is what we are talking about: We know that they were all run at the same process when we look at the total enrichment on this; it’s within the margin of error 0.038 to 0.042.
We look at the effective case depth, interestingly, we have quite a variation there. The first one has the highest core hardness at 46, and the effective case depth is 0.039. Second, we have a sample where the core hardness is 44, and the effective case depth is 0.036. Third, we have a sample where the core hardness is Rockwell C 39, and we have 0.029 effective case depth. And finally, there’s the 1018 sample that was put in there just as a reference. The core hardness on that was 24 with 0.015 effective case depth.
There is a direct proportion between the core hardness and the effective case depth that you are going to be able to achieve.
Referencing back to that hardenability chart that we looked at (the very bottom, half inch section quench in moderately agitated oil), it has a Jominy position of 3. If we look at J3 on the chart, we can see that at the lower end of the chemistry composition, we could have a core hardness as low as 35, and at the upper end of the chemistry composition we could have a core hardness as high as 45.
Tabular data (10:22)
Let’s go back to the tabular data. That column for J3 is the data that was provided to us by our client from the steel mill.
When they melt a sheet of steel, it is a high value part. So, they use what is called SBQ (special bar quality). Special bar quality is subject to a lot of scrutiny and a lot of controls. One of the things provided, in addition to things like the chemistry and the internal cleanliness in the steel certification, is the hardenability of that specific heat.
You can see that the 8620, the first line, had a J3 of 44. We actually had a 46. The way to understand that is that when you’re going to melt 200 tons of steel, 100 tons of steel, or whatever amount it’s going to be, it’s not all done at one time in a single pour. It’s multiple pours out of a tundish.
The chemistry and the hardenability numbers that you got in a steel certification is going to be very close to an arithmetic average of what you would get when they test the first pours and the middle pours and the end pours. They’re going to average out.
Applying the Data (12:44)
When we’re using this data internally, we say we want to be plus or minus two points Rockwell C within the steel certified hardenability data. I can say that experientially over the years, Gerdau, SDI, Nucor (the domestic sources of SBQ bar )are very consistent in the way they make this stuff, and this is something that we can depend upon.
You could use this as a check for what you’re doing. If the steel that you have has a hardenability of 44 and if you’re not plus or minus two, you have to ask yourself why. There are only a couple of reasons that it would be outside those limits. If it’s above you, it probably is not the heat that it’s purported to be. If it is lower, it could either not be the heat that it’s purported to be, or there could be an issue with the heat treating.
As I said at the outset, we’re going to assume in this discussion that the reason that we have these numbers — the differential and core hardness — is not attributable to heat treating; it’s solely attributable to the chemical composition of the material or the hardenability.
We can use this information if we are an in-house or captive operation and are purchasing the material. We have an opportunity to define in our purchasing practice what the hardenability of the material is going to be.
As I mentioned before, the domestic sources are very consistent in the material that they produce. To produce a heat of 4320°F that has a J3 of 40 or 42 or 44, there is no cost penalty to that (in my experience involved in a major automotive supplier). It is a definition of what you want.
They are not making heats by randomly selecting chemistries for these heats and selling them. They make a recipe for a specific client. And my experience has been that they hold very true to that recipe.
If you are introducing a lot of variation into your process, not only is the output from that variable, but the cost of handling that is variable as well. A material such as this, to specify a J3 of 42 to 44, is something that is eminently doable. My experience is that the steel companies have been able to do that over time with a great amount of consistency.
Now, for those who are not involved in high volume production and do not have control of the source of the material, this chart remains usable. If someone is running a job shop or shorter term things who does not have furnace load sizes of parts, the key is to be able to mix and match things into specific processes. At least in carburizing, if we understand what the hardenability of the material is, then we have a much better opportunity of taking multiple parts and putting them into a load and determining ahead of time whether or not we are going to have consistent results.
Just one more thing that we would like to look at here is this next graph — the Caterpillar hardenability calculator. This is available from Caterpillar, and they readily share it with most all of their suppliers. I have been involved in numerous businesses and have never been refused this. You have to ask them for a copy of it.
SAE Chart J1268, which measures hardenability band for 4320 (05:47)
Michael Mouilleseaux: Using this calculator you import the chemistry of a heat, and then it automatically calculates the hardenability of that heat.
If you recall the J3 on the 4320 material that we looked at, the hardenability guaranteed it had a ten-point range. If you look at this particular heat, and this is what we call the open chemistry, this would not be a hardenability guaranteed material. The upper limit is higher than what you would see on a hardenability guaranteed material, and the lower limit is lower than what you would see. So the variation in a “Standard SAE J 48620” is going to be much wider – it will be much different.
If we look at that same J3 position, we are looking at 25 to 45, a 20-point swing in core hardness. If we go back and revisit the results we had, 39 to 46 with a seven-point swing, we had a 0.010 difference in effective case stuff. If we had a 20-point swing, you could imagine it is going to be significantly greater than that.
Two things, if you have the lower hardenability grade of material, it allows you to modify your process ahead of time to compensate for the fact that the core hardness is going to be lower in this part. Vice versa, if you have an extremely hot heat or it is high hardenability, similarly, you may be able to reduce some time and not put as much total case on the part in order to achieve what specified as effective case.
The hardenability charts are great guides in helping to establish a process and then to evaluate the consistency of that process.
One other comment about the chart is this is not a full-blown Lamont chart, which has various quench severities for different sizes. And that can be utilized to help pinpoint this. As you can see on the SAE chart, you essentially have two different quench rates. You have mild oil and water.
There are a lot of different types of quenchants that are available. The moderate quench rate that is on this chart very closely mimics what we at Erie have been able to achieve modified marquenching. Therefore, I’m able to use this chart without any offset.
Now, if you had a fast oil — petroleum-based oil is very fast — and a heat that had a J3 of 40 in which you are consistently seeing 44 out of it, then in your specific instance, your quenchant is more aggressive than what this chart was built to simulate. However, you can continue to use the chart. It’s just that you must use your experience in doing it.
So again: The strategy to control it is getting the hardenability data so that you can utilize that ahead of time — understanding what your specific heat treating operation is and, more specifically, what your quenching operation allows you to achieve.
Then, knowing that a typical section size of X in this furnace is going to give a Jominy position of Y, you can take that information and say over time, “If I have a variation here, it’s going to be an effective case depth. Is that variation attributable to the core hardness?” If it is, there is a strategy which will possibly change and tighten up the purchasing practice. If it is attributable to something else, then that gives good information to say, “There’s something in my heat treating process that I should be looking at that is attributable for this variation in case depth.”
Conclusion (22:14)
So, we waded into the weeds, and hopefully we have found our way out.
Doug Glenn: I think that explanation is going to be especially good for those who already know a little bit of metallurgy and know those charts.
Bethany Leone: Michael, for in-house heat treaters, how often do they need to be aware of the materials coming into their operations, testing it, or asking about changes that could be happening?
Michael Mouilleseaux: Hopefully this would give heat treaters worth their salt a reason to pause if they previously assumed the material does not come into play.
The next thing would be in high valued components — gears, shaft, power transmission, those kinds of things — heat lot control is typically mandated by the end user. If you have heat lot control and the unique data that goes with that, utilizing the strategy we just talked about is going to give you the ability of evaluating variation. If the primary source of variation is the material, that needs to be addressed. If the material is very consistent and yet you continue to have variation, there is obviously something in the heat treating process that needs to be addressed to reduce that variation.
Doug Glenn: Thanks for listening and thanks to Michael for presenting today. Appreciate your work, Michael.
About The Guest
Michael Mouilleseaux General Manager at Erie Steel, Ltd. Sourced from the author
Michael Mouilleseaux is general manager at Erie Steel LTD. Michael has been at Erie Steel in Toledo, OH, since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the Director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Having graduated from the University of Michigan with a degree in Metallurgical Engineering, Michael has proved his expertise in the field of heat treat, co-presenting at the 2019 Heat Treat show and currently serving on the Board of Trustees at the Metal Treating Institute.
A heat treating company that processes stainless steel, titanium, and other specialty alloys is expanding its operations with a major investment in a larger facility, tripling its heat treatment and surface hardening capacity. The automotive and medical devices industries are among those the company serves at its Twinsburg, Ohio, location.
Thomas Sandholdt CEO Expanite, Inc
With the new equipment, Expanite Inc., a subsidiary of Expanite A/S, based in Denmark, will be able to meet the growing demand for advanced surface hardening and heat treatment solutions. The new furnaces, installed by SECO/WARWICK, have chamber sizes up to 24x24x36 inches and process larger and more complex components. This expansion will allow the company to meet its commitment to sustainability by offering greener alternatives to traditional technologies.
“Our investment is all about meeting the growing demands from our North American customers,” said Thomas Sandholdt, CEO of Expanite. “We’re now able to handle much larger volumes while maintaining the fast lead times and flexibility that our customers expect from Expanite.”
“Our expanded capabilities mean we can now offer our full range of Expanite technologies, including the processes for titanium, right here in the U.S.,” said Claus Løndal, country manager for Expanite North America. “This allows us to serve a wide range of customers while reducing lead times and costs.”
New furnaces installed as part of Expanite’s expansion at its Twinsburg, Ohio, location.
Besides the proprietary Expanite processes, standard vacuum heat treatment processes are offered, including hardening of tool steels (D2, A2, M2, H13, etc.), austenite annealing of stainless (304, 316, etc.), precipitation treatment of PH-steels (17-4PH, 13-8PH, etc.) and specialty treatment of alloys (Inconel 718, MU-metal etc.). The addition of vacuum heat treatment solutions extends the company’s capabilities, offering more solutions, and greater flexibility and ensuring clients receive hardening solutions tailored to their specific needs. In this expansion, Expanite is bringing its patented technology for hardening of titanium to North America.
Despite years of research and development that resulted in several important technological innovations, the constraints of high-pressure gas quenching are ever more evident. In today’s Technical Tuesday, Robert Hill, FASM president of Solar Atmospheres of Western PA, addresses the creation of a new, robust style of vacuum oil quench furnace. The results challenge the schematics in how the next generation of oil quench furnaces should be designed, built, and operated.
This informative piece was first released inHeat Treat Today’sNovember 2024 Vacuum print edition.
Introduction
After decades of research and development that resulted in several important technological innovations, the constraints of high-pressure gas quenching are ever more evident. Gas cooling runs into efficacy issues when compared to liquid quenchant cooling, chiefly for heavier cross sections. This stays true even when using specialized inert gas blends and heightened gas pressures.
Additionally, it is undeniable that stringent liquid quench Aerospace Material Specifications (AMS) standards for certain aerospace alloy steels will never change. In fact, many industry standards (e.g., SAE/AMS and U.S. defense standards) and client specifications often mandate oil quenching of alloys or component parts.
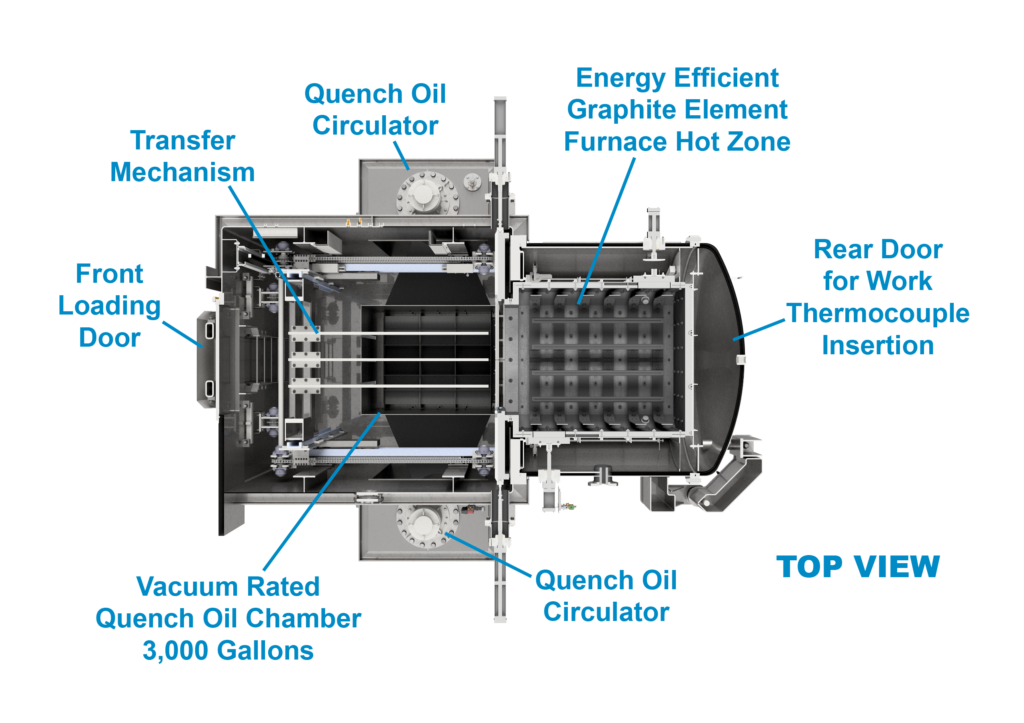
To meet the demand for an effective, sustainable liquid quench solution, Solar Manufacturing with Solar Atmospheres engineers worked through the tumultuous period of the pandemic to create a new, robust style of vacuum oil quench furnace. Their work culminated in a vacuum oil quench furnace with a 36″ x 36″ x 48″ hot zone that operates up to 2000°F and can accommodate a weight capacity of 2000 lbs. With high uptime reliability and excellent metallurgical results, the NEO™ represents a paradigm shift in how the next generation of oil quench furnaces should be designed, built, and operated.
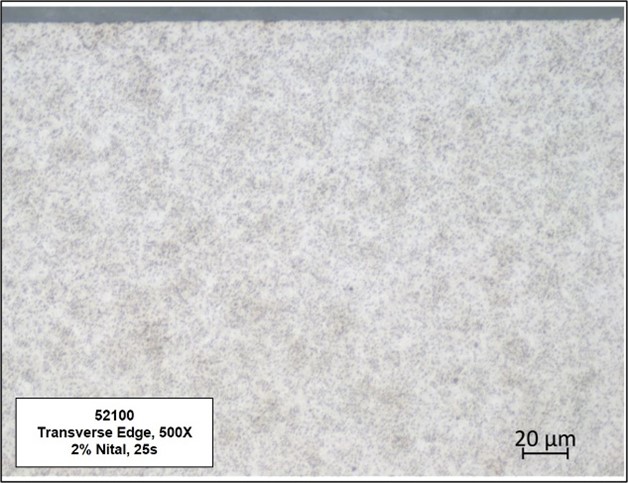
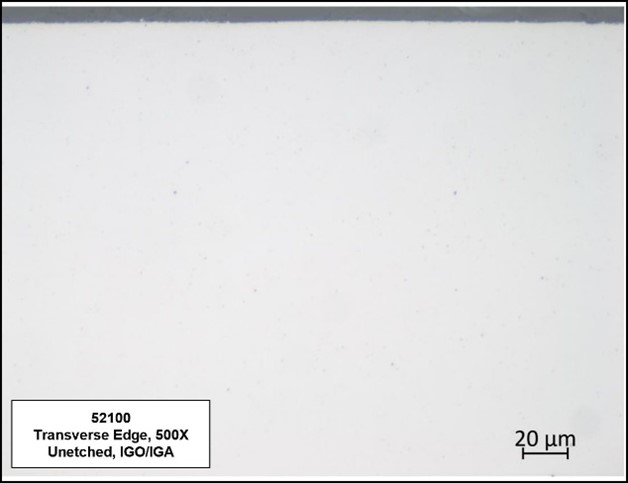
Figure 1. No decarburization, carburization, or surface contamination when tested in accordance with AMS2759/2 Source: Solar Atmospheres of Western PA
Rigorous Design for Metallurgical Excellence
The next generation of oil quench furnaces heralds an era of metallurgical excellence. This is made apparent across three key measures: control over surface contamination, prevention of parts cracking, and flexible processing of dissimilar materials.
No Surface Contamination
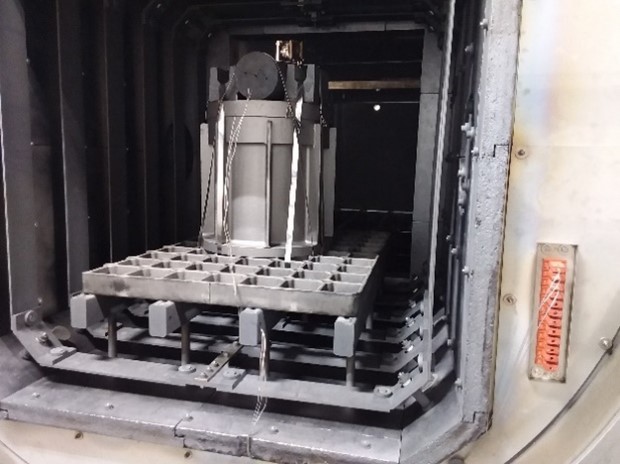
Figure 2. Loading in the NEO furnace Source: Solar Atmospheres of Western PA
By implementing a vacuum design to the oil quench furnace, the research team avoided issues faced by traditional atmosphere oil quench furnaces, such as surface contamination and intergranular oxidation/intergranular attack (IGO/IGA). Additionally, they meticulously addressed design concerns regarding oil backstreaming in the new multichambered vacuum system. After two years of usage, the hot zone has remained pristine and oil-free.
By effectively removing the possibility of any surface contamination, both IGO and decarburized or carburized surfaces on oil quenched components are eliminated. These critical metallurgical features are unattainable in traditional gas-fired Endothermic batch furnace equipment.
Precision Prevents Part Cracking
To eliminate the potential of part cracking, quench oil temperatures should be able to be maintained between 140°F to 180°F ±5°F, which enhances consistent and repeatable metallurgical results. Furthermore, having the furnace designed so that quench oil recirculates within a closed loop oil to air cooling system keeps water contamination from infiltrating the oil.
No Carbon Content Matching
The next generation of vacuum oil quench furnaces should also have highly controllable atmospheres, devoid of oxygen, which will remove the need to mechanism, which has demonstrated flawless performance for over two years.
Additionally, it is imperative that these furnaces be capable of using more conventional quench oil. A good quench needs excellent vapor pressure, powerful enough to allow the oil to vaporize. Furnaces can be designed with this in mind, allowing operators to save costs by using more conventional quench oils. For example, after rigorous laboratory experimentation into the vaporization of various quench oils at different pressures and temperatures, it was decided to purchase 3000 gallons of Houghton G quench oil, versus the “vacuum only” quench oils that are currently on the market today.
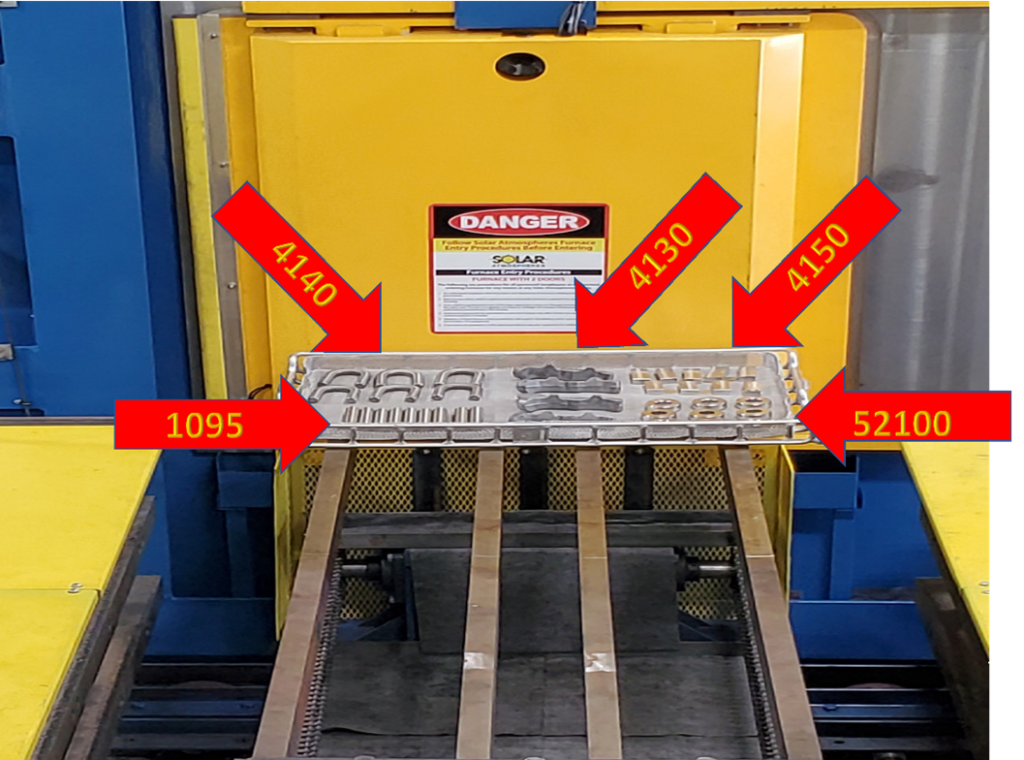
Figure 3. A display of a variety of parts which can be processed in the same run Source: Solar Atmospheres of Western PA
The next generation of oil quench furnaces should also finally provide metallurgical and quality engineers the ability to thermocouple the oil quenched parts in accordance with AMS2750 Rev H standards. Being able to monitor part temperature with up to twelve (12) data points, as defined by the latest AMS2750 revision, ensures thorough and precise thermocouple monitoring, bolstering control and repeatability.
Lastly, in a hermetically sealed furnace, another layer of control should be established through installing an internal camera. With “eyes” into the furnace, the operator will be able to watch the load transfer in real time from a control panel.
Figure 4a and 4b. Thermocoupled parts Source: Solar Atmospheres of Western PA
These operational attributes are on full display in the example of an automated austenitized cycle: At the completion of the cycle, the specially-designed transfer mechanism delivers precisely heated parts from the hot zone to the 3000-gallon oil quench chamber consistently within 20 seconds — all without the expulsion of flames and the discharge of smoke.
Oil flames and smoke are no longer acceptable realities in heat treatment operations. Unfortunately, the heat treating industry has been misled in the belief that a catastrophic disaster will never happen to them. There have been multiple “total losses,” mostly due to oil quench fires and explosions. Recently, it is well known that if an insurance adjuster sights a flame or smoke within a plant, they are reluctant or may even refuse to write the policy.
Vacuum furnaces offer a safe, contained alternative to the harmful open emissions and dangerous working conditions. For operations where the safety and the well being of the workforce are paramount, vacuum furnaces eliminate the risks associated with open flame exposure, explosivity, and skin burns.
Yet the next generation of vacuum oil quench furnaces should also open at both ends at the end of a cycle to expose it to atmosphere. Full air exchange mitigates the potential hazards of confined spaces.
Figure 5. Top view showing innovative design features for the next generation of vacuum oil
quench furnaces Source: Solar Atmospheres of Western PA
Meeting Environmental Demands
With ever more stringent environmental regulations, the next generation of vacuum oil quench furnaces will play a pivotal role in reducing the carbon footprint of the heat treating industry. It has been estimated that 80% of fuel used for heat treatment could be replaced by electricity, thus drastically reducing CO2 emissions: “When you burn something that contains carbon, you get carbon dioxide that you either must take care of or release into the atmosphere. With electric heating, you do not have any exhaust.”
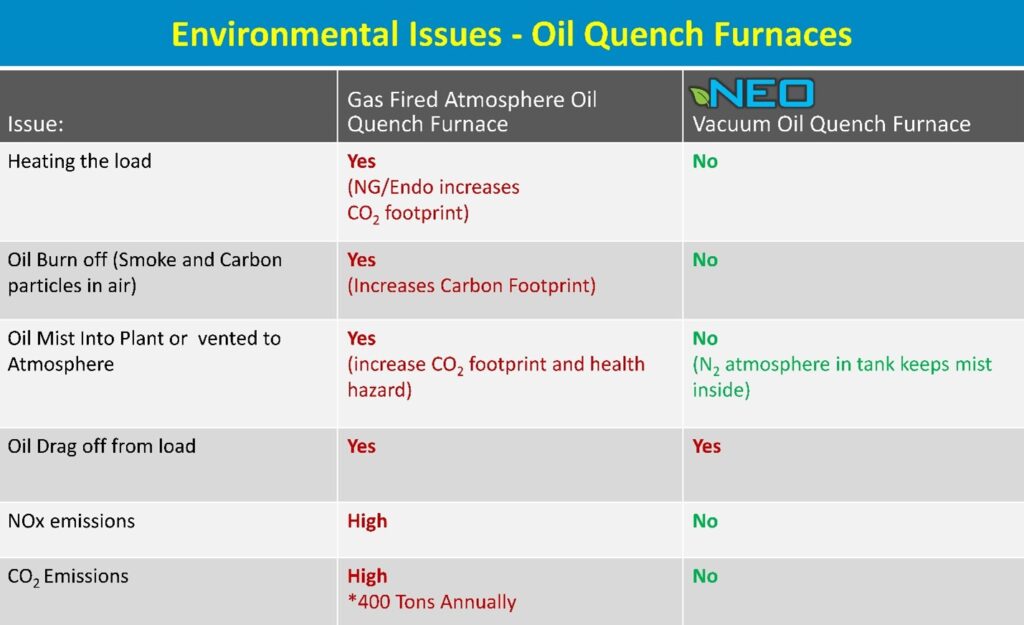
The second column in the chart on page 30 addresses the multiple environmental concerns associated with traditional batch IQ gas-fired oil quenching furnaces. The third column outlines the advantages of the design for the next generation of oil quench furnaces, which embraces electric heating as a sustainable alternative to fossil fuels. As sustainability pressures continue to mount, governments, clients, and primes alike will continue to flow down requirements on how heat treaters plan to reduce their carbon footprints.
Figure 6. Safety hazards in operating atmosphere furnaces Source: The Monty
Conclusion
As the demands for metallurgical precision, safety, and environmental sustainability continue to mount, Solar’s new vacuum oil quench furnace emerges as a representative of the next generation of vacuum oil quenching technology. Characterized by unparalleled efficiency, precision, and sustainability, such furnaces will continue to lead the industry toward a future defined by cleanliness, safety, and environmental stewardship.
Table 1. Data from the AICHELIN Group Source: Solar Atmospheres of Western PA
References
Kanthal, “Heat Treatment CO2 Emissions cut by 50 percent by using electricity” (April 2019), https://www.kanthal.com/en/knowledge-hub/inspiring-stories/heat-treatment-co2-emissions-cut-by-50-percent-by-using-electricity/.
Aichelin Group, “CO2 Footprints and the Heat Treat Industry,” The Monty (January 2024).
About the Author:
Robert Hill, FASM President Solar Atmospheres of Western PA Solar Atmospheres of Western PA
Robert Hill, FASM, began his career with Solar Atmospheres in 1995 at the headquarters plant in Souderton, PA. In 2000, Hill was assigned the responsibility of starting the second plant in Hermitage, PA, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
AFC-Holcroft (AFCH), an industrial furnace manufacturer based in Wixom, MI, recently announced a strategic partnership with Tokai Konetsu Kogyo Co., Ltd. (TKK), a designer and manufacturer of industrial furnaces in Japan and China. The merger is aimed at enhancing their industrial furnace business for electronics part and battery material (anode/cathode) processing in North America.
Tracy Doughterty Chief Operating Officer AFC Holcroft Source: AFC Holcroft
AFC-Holcroft designs and manufactures a wide range of industrial furnaces, including universal batch quench, pusher, continuous belt, roller and rotary hearth, and walking beam furnaces, predominantly for the North American market. Tokai Konetsu Kogyo Co., Ltd., based in Tokyo, Japan, is an industrial furnace manufacturer with a client base primarily in Japan and China. The company has supplied continuous and batch furnaces and battery material processing furnaces to industrial sectors across North America, including the United States, Canada, and Mexico, as well as Asia.
“AFC-Holcroft is thrilled to join forces with TKK,” said Tracy Dougherty, chief operating officer of AFCH. “Together, we will drive innovation and deliver exceptional value to our EV customers in the anode and cathode materials industrial furnace market.”
The press release is available in its original form here.
A semiconductor industry supplier recently ordered an extra-large 2-bar vacuum furnace specific to the company’s high-temperature process. The new addition will increase the supplier’s capabilities to meet demand from industry sectors.
Piotr Zawistowski Managing Director SECO/VACUUM Source: SECO/VACUUM
The 2-bar vacuum furnace designed by SECO/VACUUMwill be shipped more quickly than other options.
“Not every thermal process calls for a solution that falls neatly into one of our traditional furnace categories. This one is oversized, has a hot-zone equipped for unconventional features, and will serve an application with different process considerations than most of our furnaces,” said Piotr Zawistowski, managing director of SECO/VACUUM.
The press release is available in its original form here.