




ESA Launches First Metal 3D Printer to ISS

Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday: an exciting development in metal 3D printing that one might even say is "out of this world."

Metal 3D printing will soon take place in orbit for the first time. A pioneering European-made metal 3D printer is on its way to the International Space Station on the Cygnus NG-20 resupply mission which launched January 30, 2024.
“This new 3D printer printing metal parts represents a world first, at a time of growing interest in in-space manufacturing,” explains ESA technical officer Rob Postema. “Polymer-based 3D printers have already been launched to, and used aboard the ISS, using plastic material that is heated at the printer’s head, then deposited to build up the desired object, one layer at a time.
“Metal 3D printing represents a greater technical challenge, involving much higher temperatures and metal being melted using a laser. With this, the safety of the crew and the Station itself have to be ensured – while maintenance possibilities are also very limited. If successful though, the strength, conductivity and rigidity of metal would take the potential of in-space 3D printing to new heights.”
Once arrived at the International Space Station, ESA astronaut Andreas Mogensen will prepare and install the approximately 180 kg Metal 3D printer in the European Draw Rack Mark II in ESA’s Columbus module. After installation, the printer will be controlled and monitored from Earth, so the printing can take place without Andreas’s oversight.
Source: ESA
The Metal 3D Printer technology demonstrator has been developed by an industrial team led by Airbus Defence and Space SAS – also co-funding the project – under contract to ESA’s Directorate of Human and Robotic Exploration.
“This in-orbit demonstration is the result of close collaboration between ESA and Airbus' small, dynamic team of engineers,” comments Patrick Crescence, project manager at Airbus. “But this is not just a step into the future; it's a leap for innovation in space exploration. It paves the way for manufacturing more complex metallic structures in space. That is a key asset for securing exploration of Moon and Mars.”
The printer will be printing using a type of stainless-steel commonly used in medical implants and water treatment due to its good resistance to corrosion.
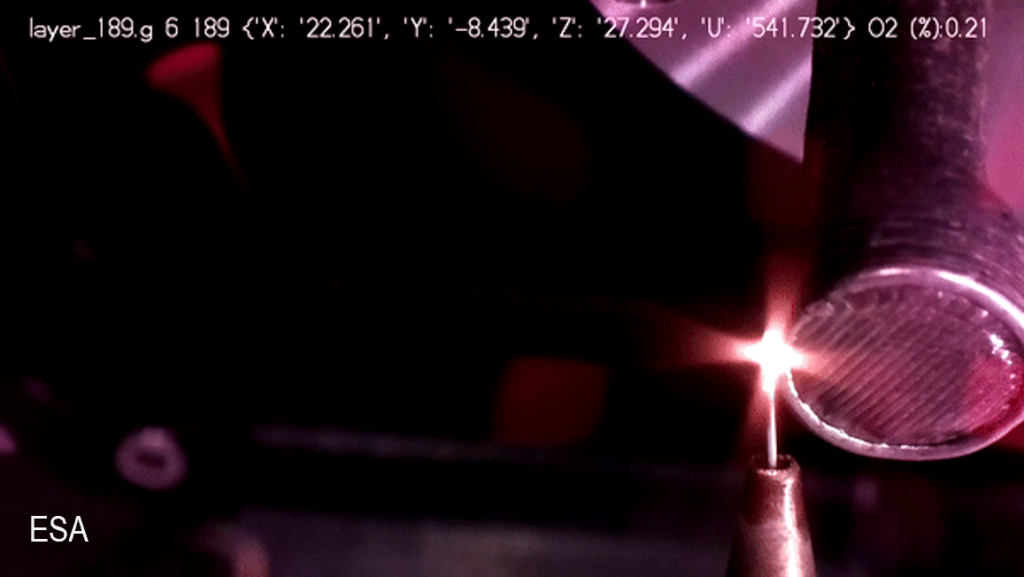
The stainless-steel wire is fed into the printing area, which is heated by a high-power laser, about a million times time more powerful than your average laser pointer. As the wire dips into the melt pool, the end of the wire melts and metal is then added to the print.
ESA materials engineer Advenit Makaya from the ESA’s Directorate of Technology, Engineering and Quality, provided technical support to the project: “The melt pool of the print process is very small, in the order of a millimetre across, so that the liquid metal’s surface tension holds it securely in place in weightlessness. Even so, the melting point of stainless steel is about 1400 °C so the printer operates within a fully sealed box, preventing excess heat or fumes from reaching the crew of the Space Station. And before the print process begins the printer’s internal oxygen atmosphere has to be vented to space, replaced by nitrogen – the hot stainless steel would oxidise if it became exposed to the oxygen.”
Four interesting shapes have been chosen to test the performance of the Metal 3D printer. These first objects will be compared to the same shapes printed on ground, called reference prints, to see how the space environment affects the printing process. The four prints are all smaller than a soda can in size, weigh less than 250 g per print, and takes about two to four weeks to print. The scheduled print time is limited to four hours daily, due to noise regulations on the Space Station – the printer’s fans and motor of the printer are relatively noisy.
Once a shape has been printed, Andreas will remove it from the printer and pack it for safe travels back to Earth for processing and analysis, to understand the differences in printing quality and performance in space, as opposed to Earth.

Source: ESA
One reference and 0xg print, which is a part of a dedicated tool, will go to the European Astronaut Centre (EAC) in Cologne, Germany. Another two will be headed to the technical heart of ESA, the European Space Research and Technology Centre (ESTEC), where a team at the Materials and Electrical Components Laboratory awaits the samples for macro and micro analysis of the printed parts. The final print will go to the Technical University of Denmark (DTU), who proposed its shape, and will investigate its thermal properties in support of e.g. future antenna alignment.
“As a technology demonstration project, our aim is to prove the potential of metal 3D printing in space,” adds Rob. “We’ve already learned a lot getting to this point and hope to learn a lot more, on the way to making in-space manufacturing and assembly a practical proposition.”
One of ESA’s goals for future development is to create a circular space economy and recycle materials in orbit to allow for a better use of resources. One way would be to repurpose bits from old satellites into new tools or structures. The 3D printer would eliminate the need to send a tool up with a rocket and allow the astronauts to print the needed parts in orbit.
Tommaso Ghidini, head of the mechanical department at ESA, notes: “Metal 3D in space printing is a promising capability to support future exploration activities, but also beyond, to contribute to more sustainable space activities, through in-situ manufacturing, repair and perhaps recycling of space structures, for a wide range of applications. This includes in-orbit large infrastructure manufacturing and assembly as well as planetary long-term human settlement. These aspects are key focuses in ESA's upcoming technology cross-cutting initiatives.”
Thomas Rohr, overseeing ESA's Materials and Processes Section, adds: “This technology demonstration, showcasing the processing of metallic materials in microgravity, paves the way for future endeavours to manufacture infrastructure beyond the confines of Earth.”
This press release from The European Space Agency can be found in its original form here.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
ESA Launches First Metal 3D Printer to ISS Read More »















 Norsk Titanium, a global additive manufacturing supplier for aerospace-grade structural titanium components, announces delivery of flight critical aircraft structure to General Atomics Aeronautical Systems, Inc. (GA-ASI), a leading developer of unmanned aircraft systems and prime contractor to the US Department of Defense.
Norsk Titanium, a global additive manufacturing supplier for aerospace-grade structural titanium components, announces delivery of flight critical aircraft structure to General Atomics Aeronautical Systems, Inc. (GA-ASI), a leading developer of unmanned aircraft systems and prime contractor to the US Department of Defense.