We've assembled some of the top 101 Heat TreatTips that heat treating professionals submitted over the years into today’s original content. Read on for 8 tips that will keep you and your team safe!
By the way, Heat TreatToday introduced Heat TreatResources last year; this is a feature you can use when you're at the plant or on the road. Check out the digital edition of the September 2021 Tradeshow magazine to check it out yourself!
4 Reasons Not to Overlook Combustion System Maintenance
Anyone who has operated a direct fired furnace, especially one that relies on pressure balance ratio regulators for ratio control, knows that regular tuning is needed to keep the process running with the proper air to fuel ratio.
Here are 4 reasons not to skip regular combustion system tuning:
It can cost you money: Operating with more air than needed will reduce your furnaces efficiency and require you to burn more fuel. Conversely, operating air deficient, unless necessary for the process, results in unburned fuel being released with the exhaust gasses. In most cases the unburned fuel going up your stack is energy that you paid for.
It can decrease product quality and yield: For many ferrous metals too much excess air will result in excess scale formation at high processing temperatures. On the contrary other materials such as titanium need to be processed with excess air to prevent Hydrogen pickup.
It can reduce your furnace’s reliability: The burners on your direct fired furnace will have a defined range of acceptable air to fuel ratios for proper operation. If your system wanders outside of this range, which can be fairly tight with today’s ultra-low NOx burners, you could start to see flame failures that result in unplanned shutdowns.
It can be a safety hazard: Apart from the possibility of causing burner instability, running with too little air will increase CO emissions. Unless your furnace is designed to safety exhaust CO you could end up exposing personnel working near your furnace to this deadly gas.
(Bloom Engineering)
Alarm Your Eye Fountains & Deluge Showers
For emergency eye fountains and deluge showers, I recommend that each plumbed unit be equipped with an audio and visual alarm on a spring-loaded bypass. The purpose of the alarm is to alert others of the emergency. It is important that employees promptly respond to assist the employee who has been sprayed, splashed, or otherwise contacted by the dangerous substances. The bypass allows employees to easily test the units without setting off the alarm. If there is no bypass, employees might be reluctant to conduct the test, feeling it takes too much effort to alert all relevant persons that there is a test. As a result, an inadequacy of the flushing system could go undetected. With the bypass on a spring-loaded system, the person who conducts the test cannot fail to reset the alarm; it is reset automatically.
(Rick Kaletsky)
Gauge Those Gauges
It is quite common, in my experience during inspections, to find gauges that are missing bezels or have severely broken bezels. This can be a hazard if the stylus or general mechanism is damaged. I have found stuck styluses. A false reading may be given. Such a reading may result (for example) in an employee boosting air pressure, or the level of liquid in a tank or a temperature, far beyond the safe limit. I have also noted gauges where the stylus had been broken-off, and an employee merely made an assumption of what the proper “numbers” were. When conducting preventive maintenance tasks, check those gauges and replace missing or damaged bezels.
(Rick Kaletsky)
Check Your Quench Oil
Safety – Performance – Oxidation
Safety
Water content should not exceed a maximum of 0.1% in the quench oil.
Flash point should be checked to ensure no extraneous contamination of a low flash point material (i.e. kerosene) has been introduced into the quench tank.
Performance
Cooling curve analysis or GM Quenchometer Speed should be checked to confirm the quench oil is maintaining its heat extraction capabilities. Variances in heat extraction capabilities could possibly lead to insufficient metallurgical properties.
Oxidation
TAN (total acid number) and Precipitation Number should be checked to ensure the quench oil is thermally and oxidatively stable. Oxidation of the quench oil can lead to staining of parts and possible changes in the heat extraction capabilities.
Sludge content should be checked . . . filter, filter, filter . . . sludge at the bottom of the quench tank can act a precursors for premature oxidation of the quench oil.
Work with your quench oil supplier on a proactive maintenance program . . . keep it cool . . . keep it clean . . . keep it free of contamination to extend the life of your quench oil.
(Quaker Houghton)
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost.
(Nel Hydrogen)
Use Fall Protection Systems to Reduce Construction-Related Falls
Most equipment used for thermal processing stands well over 10 feet tall and has the capacity to hold or process over 60 tons of molten metal. During refractory installation, repair and maintenance of this large equipment, refractory professionals often find themselves raised atop platforms, scaffolding, decking and work stations. Due to the fact that refractory employees regularly work at elevated heights, it is crucial to keep them safe from fall-related injuries, as well as to ensure the job site is free of safety violations. To accomplish this goal, it is essential to understand the hazards of falls and know the Occupational Safety and Health Administration (OSHA) rules.
According to OSHA, in 2017, almost 42% of all construction worker related deaths were attributed to falls. Thousands more were injured. Fall Protection infractions (OSHA 29 CFR 1926.501) also topped OSHA’s 2018 list of the Top 10 Safety Violations for the eighth consecutive year.
Incidents involving falls frequently involve a variety of factors, however, a common thread running through most is the absence of fall protection equipment. Even if you’re Nik Wallenda, the high wire aerialist of the famed Flying Wallendas family, OSHA requires protection when working on refractories at heights of six feet above a lower level:
Handrails, Guardrails and Toe-boards: serve as barriers between the employee and an open edge. Midrails or screens need to be installed between the top of the guardrail and the walking or working surface to prevent falls.
Personal Fall Arrest Systems: provide employees with an individual form of fall protection. For example, a body harness connected to a lanyard or retractable line secured to a fixed anchor. These types of systems are designed to go into action before contact with any lower level.
Personal Fall Restraint Systems: prevent employees from reaching the edge where a fall hazard is likely to occur. It tethers a worker in a manner that will not allow a fall of any distance. This system is comprised of a body belt or body harness, an anchorage, connectors, and other necessary equipment.
As a second line of defense or where fall prevention systems are not practical, for instance roof work, a warning line system consisting of ropes, wires, or chains is an approved solution if it is at least 6 feet from open edges around all sides of the work area. Fixed barriers can also be installed to prevent employee access to dangerous areas.
To address any hazardous areas that may have floor openings, color-coded covers should be used and marked with the word “Hole”. Covers should be secured tight to prevent workers from falling through floors or elevated areas.
OSHA clearly states employer requirements. OSHA mandates employers train workers on how to use personal fall protection equipment and how to work in hazardous situations. Employers must also assess the workplace to determine if walking or working surfaces have the necessary strength and structural integrity to safely support workers.
Before any work begins, conduct a hazard assessment to develop a comprehensive fall protection plan, to manage hazards and focus employee attention on prevention. Falls cause deaths and numerous serious injuries each year, many of which are preventable. Maintain the highest safety standards on your job site by installing or using fall protection systems – not all of us can be as sure footed as Nik Wallenda.
(Plibrico Company, LLC)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky)
A Products Eye View in the CAB Furnace Using Optical Profiling
Ever wished you could see what truly happens to your product as it travels through your conveyorized CAB furnace? Well now you can! Thru-process Optical profiling is similar to temperature profiling but instead of measuring the temperature of the product the system records a high-resolution video of the products journey through the furnace. It’s like running your car “Dash Cam” but through the furnace at over 1000°F. The resulting video “Optical Furnace Profile” shows process engineers so much more about how their process is operating without any need to stop, cool and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time. From the video evidence, the root cause of process problems, possibly already highlighted by running the temperature profile system, can be identified accurately and efficiently. Furnace structural damage or faulty furniture such as recirculating fans, control thermocouples or heater elements can be detected. Buildup of unwanted flux within the furnace can be monitored allowing accurate service and clean down schedules to be planned preventing future unplanned costly line stoppages. Damage or distortion of the conveyor belt compromising the safe smooth transfer of product through the furnace can be isolated with accuracy helping reduce corrective action turnaround times.
Oliver Jaeger CEO Aalberts surface technologies Photo credit: LinkedIn
A global provider of specialized thermal processing, surface treatment, and material coating solutions, announced in March 2022 that its U.S.-based businesses will be rebranding.
The U.S-based businesses included in this phase of Aalberts surface technologies' rebranding initiative include Aalberts Surface Treatment, Precision Plating Company, Roy Metal Finishing, Ushers Machine and Tool, Accurate Brazing, Ionic Technologies, Applied Process, and Premier Thermal.
Rebranding activities began in early 2022 and will continue through 2023. The activities will include changes to building signs, email addresses, websites, invoices, shipping documents, etc. Communication with stakeholders is underway, including any required documentation updates.
"The teams at our U.S. based businesses," commented says Oliver Jaeger, CEO of Aalberts surface technologies, "are well aligned with 'the Aalberts way' and will do an outstanding job of representing the . . . brand."
A Canadian heat treat solutions providers has recently prepared a shipment of an 1,800 kg/hr continuous mesh belt heat treatment system for a fasteners manufacturer located in the Piedmont Region of Italy.
CAN-ENG Furnaces International, Ltd.'s furnace preparations for the company continues their support of critical fasteners around the world and was the primary reason CAN-ENG was chosen again for their second capacity expansion. This European project will be the fifth installation for the global manufacturer, whose operations span Europe, South America, Mexico, and USA.
A manufacturer of machining tools, industrial knives, mulching knives, and chippers has placed an order for a vacuum furnace with 10 bar high-pressure gas quenching. It will be used for tool steel hardening and tempering processes.
The furnace on order, the Vector® -- a furnace from North American SECO/VACUUM and the international SECO/WARWICK -- has been adapted to match the Czech manufacturer's needs: SECO/WARWICK engineers have designed a 600 x 600 x 1800mm work space. The device modification was implemented to fit the long and straight characteristic shape of the workpieces. The unit was also equipped with a directional cooling option to effectively cool down long and thin knives that, a shape that's prone to distortion during the hardening process.
The application for the device required an inverter that enables complete control over temperature at every stage of the hardening process to reduce distortion. Together with the additional option of directional cooling and the convection system, the system design helps to reduce the undesirable distortion significantly.
A metal coating and heat treatment company is set to add a new manufacturing and distribution center in Kodak, TN, a roughly $12 million expansion that will create 48 new jobs over the next five years.
To meet a growing demand for its products, Parker Trutec will construct a new 54,000-square-foot facility at the I-40 Industrial Park in Kodak. The site will specialize in surface treatment and cleaning operations for the automotive industry. The company also plans to dedicate 5,000 square feet of its new facility to warehousing and distribution.
Phil Whaley President Parker Trutec MMI, Inc.
"When a company chooses to expand operations in Tennessee," commented Bill Lee governor of Tennessee, "it’s a testament to our skilled workforce and strong business climate. I thank Parker Trutec for creating more high-quality manufacturing and logistics jobs in East Tennessee and for their continued commitment to Sevier County."
"As a local citizen working a lifetime in manufacturing," stated Phil Whaley, president of Parker Trutec MMI, Inc., "I’m truly grateful to have the opportunity to expand our operations in Sevier County. Our new facility, situated in the I-40 Industrial Park, will provide Parker Trutec with a strategic location to serve our customers throughout the southeastern U.S."
Some thermal sensing systems are not able to measure the lower end of the spectrum, while other systems are not able to measure the higher end. In Part 1, we learned how Nanmac and Rhenium Alloys, Inc. worked together to discover a thermal sensing system in hydrogen atmospheres that answered these issues.
In Part 2, explore thermal sensors in hydrogen atmospheres for temperatures above 2642°F to discover if ceramics can reach 4000°F. Can these ultra-high temperature systems be built commercially?
Today's Technical Tuesday was written by Herbert Dwyer, chief technical officer of Nanmac and president of Herb Dwyer & Associates, LLC.; Todd Leonhardt, metallurgist and director of Research & Development at Rhenium Alloys, Inc.; and Joe Johnson, senior metallurgical technician at Rhenium Alloys, Inc. This article was originally published in Heat Treat Today’s March 2022 Aerospace Heat Treating print edition.
Joe Johnson Senior Metallurgical Technician Rhenium Alloys, Inc. Photo Credit: Rhenium Alloys
Herbert Dwyer CTO, Nanmac President, Herb Dwyer & Associates
Todd Leonhardt Metallurgist and Director of Research & Development Rhenium Alloys, Inc.
Introduction
Temperature sensors for use in stationary or aviation turbines and/or test stands must also work in high wind shear, thermal shock, mixed gas environments and vibration which add more challenges. Key sections of the turbine, that contribute to the increased efficiency of the turbine operation, require higher temperatures than the traditional 2642°F (1450°C) to be measured. No thermocouple exists that can make these measurements reliably today. Theoretically, the temperature has been calculated to be near 4262°F (2350°C).
While there is significant history of using optical pyrometers above 2642°F (1450°C), the optical pyrometer is not practical on the actual turbine or in the test stand. The PIWG (Propulsion Instrumentation Working Group) consortium developed a matrix that added a requirement for directly measuring the hot section of the turbine to 4262°F (2350°C).
Figure 1. W5Re/W26Re wire with an alumina insulator and molybdenum sheath Photo Credit: Herb Dwyer and Rhenium Alloys
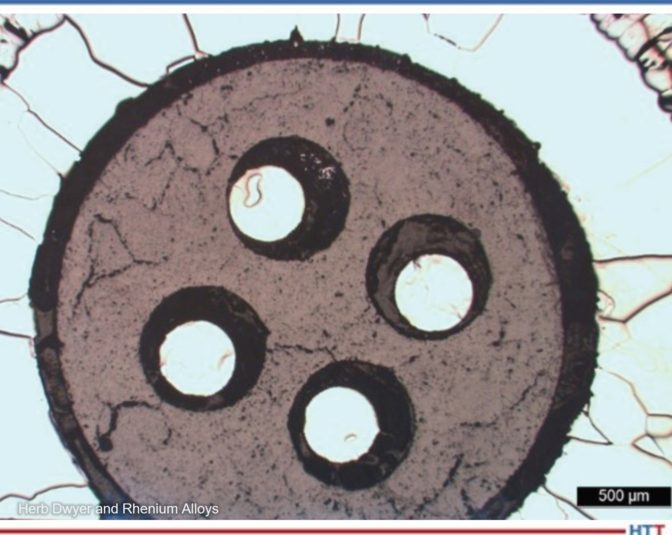
To get the most useful result, we combined the insulator (a form of ceramic), the sheath (molybdenum), and the Type C wire, tested them and then performed a full lab analysis after each test period. The various step temperatures are shown in Figure 1 and started at 3362°F (1850°C) and the exposure time varied from one to six hours and compared this thermocouple assembly to a calibrated pyrometer in the same hydrogen-based atmosphere furnace. Our previous testing showed that a better understanding of the interactions between these materials was critical to longer life and performance at these UHT ranges. Our lab analysis also looked at both the mechanical and the chemical properties of these interactions as well.
This turns out to be a significant challenge because of the interaction of the material systems that cause the resulting eutectic temperatures to be much lower than their individual temperature ratings. This includes: the ceramic insulators, refractory metal sheath, and W-Re wires. A key question now is, are we approaching the material systems maximum capabilities? Further testing up to 4172°F (2400°C) is planned in 2022 to determine that answer. In addition to the material requirements, the real questions include: how accurate are these direct reading thermocouples and can they be calibrated at these UHT (Ultra-High Temperatures); what is their overall life and what are the drift factors?
Generally, the ASTM E230 Table for the Type C wire shows an accuracy of +/- 1% up to the maximum of 4199°F (2315°C). Earlier tests by the National Institute of Standards and Technology (NIST) showed that the typical accuracy of the Type C assembly (in this case the wire and its insulators only, not the sheathed versions) above 3182°F (1750°C) starts to degrade from those shown in the E230 Table. The accuracy may be closer to +/- 1.5% which at these temperatures may become a critical determiner for the life and maintenance costs. While we used a Type C wire supplied by a highly recognized manufacturer for our test program, our emphasis was to address the insulator since it was the weaker link in the overall assembly.
Nanmac set a goal to achieve the ASTM E230 Table accuracy of +/- 1% or better up to the maximum of 4199°F (2315°C) with the insulator life being analyzed. In addition, they have set their sights on developing a direct comparison measuring system by using a NIST traceable optical pyrometer calibrated and a NIST traceable thermocouple for Ultra-High Temperature measurements. NIST has previously used this type of system.
Experimental Setup
The temperature measuring experiments used a 33 KVA Spectra-Mat furnace which has three tungsten rod elements for heating as shown in Figure 2. The outer bell and pedestal are water cooled to prevent overheating during operation. The heating elements are surrounded on the outside diameter by a multilayer of 0.009” thick molybdenum sheet as shown in Figure 3. The NIST traceable thermocouple is fed through the pedestal and attached via molybdenum clamp above the pedestal shown in Figure 4. The thermocouple is centered in the hot zone to provide uniform temperature. The calibrated NIST traceable optical pyrometer is set at a specific distance from the quartz window imbedded into a water-cooled bell. The optical pyrometer is aimed 1.0” below the tip of the thermocouple and the emissivity is set for molybdenum, since the thermocouple sheath is molybdenum as shown in Figure 2. The optical pyrometer output was adjusted for the reflection angle, spot location, spot size, and to ensure that it was perpendicular to the assembled thermocouple, because these were identified as the critical variables for this calibration process.
By running the optical pyrometer/thermocouple experiment several times, it was demonstrated that this combination of a thermocouple and pyrometer can give reliable and repeatable comparative data as shown in Figures 5 through 7.
Figure 2. Tungsten heating elements with thermocouple placed in center of hot zone. Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 3. Molybdenum shield package with sight hole over tungsten heating elements. Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 4. Spectra-Mat furnace with optical pyrometer and thermocouple for temperature measurement. Fluke data logger to record out-put of both instruments. Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 5. Optical pyrometer versus thermocouple to compare temperature measurement. The blue line is optical pyrometer data and yellow line is the thermocouple temperature data. The optical pyrometer starts reading at 800° (1472°F). Photo Credit: Herb Dwyer and Rhenium Alloys
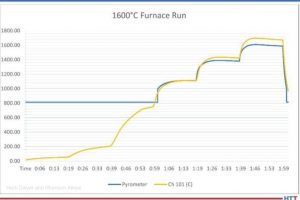
Figure 6. Optical pyrometer versus thermocouple for run 2-1600°C which compares temperature measurement techniques. The blue line is the optical pyrometer data and yellow line is the thermocouple temperature data. The optical pyrometer starts reading at 800°C (1472°F). Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 7. Optical pyrometer versus thermocouple for run 3-2000°C which compares temperature measurement techniques. The blue line is the optical pyrometer data and yellow line is the thermocouple temperature data. The optical pyrometer starts reading at 800°C (1472°F). Photo Credit: Herb Dwyer and Rhenium Alloys
The furnace is increased in power in timed set points (steps) which show up on the graph as temperature versus time. Experiments were run at 2912°F (1600°C) and 3632°F (2000°C). As shown in the graphs, the yellow line (thermocouple) tracks these step point changes as the power is increased. The blue line (optical pyrometer) starts at 1472°F (800°C) since the optical requires color to measure temperature. After 1472°F (800°C) both thermocouple and optical pyrometer track temperature well. At the 2912°F (1600°C) the optical pyrometer was reading slightly lower temperatures than the thermocouple in all experiments at the higher temperatures.
It is believed that this is caused by the thermocouple reading the combination of convective, conductive, and radiated thermal energy while the pyrometer is responding to the radiated energy as potentially attenuated by the hydrogen gas atmosphere.
While the Type C matched legs (W5Re/W26Re) wire, according to the ASTM E230 Table, covers a range from 32°F to 4199°F (0°C to 2315°C) the initial test furnace was limited to a range of 1472°F to 3632°F (800°C to 2000°C) due to the type of insulator being used in this experiment.
The next set of experiments will have an operational temperature of 3992°F (2200°C) with the same ramp rate holding the same variables. In the near future, Rhenium will use a front loading Centorr furnace which is rated up to 4532°F (2500°C), but for now, tests up to 3992°F (2200°C) are planned in 2022. The experiments helped to identify key elements of the assemblies and suggested additional long duration tests that will address each element in more depth. These experiments are ongoing as of this Part II article and further reports of the results will be published over the next year.
Our tests used different types of insulators rated at these temperatures and after the tests, we performed a cross sectioned lab analysis to determine the interaction of these insulators with the wire and sheath.
Comparison of the Assembled Thermocouple and the NIST Traceable Pyrometer Output Curves
As the curves indicate, it is possible to directly compare the output of the Type C based thermocouple to the NIST traceable pyrometer, and, after some experimentation, we were able to develop a repeatable process which showed that the pyrometer tracked the assembled thermocouple.
Using this approach, we more realistically determined the actual accuracy of the assembled thermocouple under UHT and hydrogen atmospheres. Our life testing has achieved 100+ hours and these tests continue.
Typical Applications of These Types of Assembled Thermocouples
Ultra-high temperature sintering and alloying of unique material(s) is used in turbine blades; hypersonic vehicles; space craft; nuclear reactors.
Ultra-high temperature furnaces where critical temperature measurements at these elevated temperatures are important (tantalum materials for capacitors etc.).
Very high temperature section of the stationary or aviation turbine where true temperature measurements, at UHT up to 4262°F (2350°C) can help to plan maintenance, contribute to life cycle calculations, and enable the optimization of the turbine’s combustion efficiency.
Replacement of the Type S (platinum-rhodium), Type R (also a platinum-rhodium), and a Type B (platinum-rhodium). These are short lived at temperatures above 3002°F (1650°C) (and, in the case of the Type B, has a limited lower temperature measuring range of 1112°F (600°C) due to its low millivolt output).
The Type C output at 1112°F (600°C) is 10.609 MV or almost 6x greater than that of the Type B (1.792 MV) allowing more accurate temperature measurement. The Type C at 572°F (300°C) has an output of 4.865 MV or almost 3x that of the Type B at 1112°F (600°C) enabling a wider temperature measuring range at a much lower total cost and a more robust temperature measurement.
About the Authors:
Herbert Dwyer is the CTO of Nanmac, and president of Herb Dwyer & Associates, LLC. Herb specializes in international business development, electromechanical manufacturing, heat treating furnace optimization, and thermal measurements up to 4172 °F. Herb has over 50 years of experience in the field of thermal and pressure sensors for the aerospace industry.
Todd Leonhardt, a metallurgist and director of R&D at Rhenium Alloys, Inc., possesses an in-depth knowledge of high temperature refractory metal and is an expert in rhenium. As a 38-year veteran of industrial and government research in the areas of material characterization and processing refractory metals, Todd has shared his knowledge in over 25 publications including NASA technical memorandum, peer review journal articles, and conference proceedings.
Joe Johnson is the senior metallurgical technician at Rhenium Alloys, Inc. and has been working with refractory metals, specifically rhenium and its alloys, for over 15 years. While his background is in material processing, most of his tenure has involved process metallurgy. In addition to co-authoring several technical publications, Joe enjoys performing failure analysis and designing custom tools and equipment.
We're flipping through Heat Treat Today's technical articles today to highlight four heat treat-related processes: quenching, sintering, nitriding, parts cleaning. Read our top picks of technical articles from these categories like a case study that pits pressure and velocity against one another and the future of powder metallurgy in heat treat.
Is it the size of the furnace that effects the rate of cooling or something else? This case study pits two HPGQ furnaces against one another to determine what matters more in vacuum gas cooling rate: pressure of velocity.
"This is primarily due to the temperature differentials during cooling. Gas quenching cools strictly by convection. However, the three distinct phases of liquid quenching (vapor, vapor transport, and convection) impart undue stress into the part causing more distortion."
What does a cross between powder metallurgy and heat treating look like? Our friend and sintering expert Harb Nayar shares his knowledge. Read the transcript of this interview or listen to the podcast!
"There is no doubt that PM (powder metallurgy) is a very, very unique manufacturing process to make metallic products. If I have to pick one thing that I would say which is almost becoming a destructive technology in the manufacturing of complex shapes (metallic products), that would be additive manufacturing using metal powders to start with."
Pulse plasma nitriding offers many benefits as an alternative case hardening process that you may not know much about. Explore the advantages the process has to article in this technical article.
"Each process has advantages and disadvantages, but for those seeking more precise control of the diffusion layer formation, depth of case hardening, and preservation of component dimensions, are increasingly turning to plasma nitriding."
It may be easier to skip -- cheaper too! -- but what are you missing out on if you do decide to skip cleaning heat treated parts? When does it matter the most? 7 experts weigh in.
"What role does parts cleaning play in the heat treat process and component quality? What is the cost or consequence for heat treating when cleaning is not done correctly? Any anecdotes you can share with us?"
In 1974, Richard Armitage saw an opportunity for a quality and service focused commercial heat treater in southeastern Wisconsin and that’s how the story of Service Heat Treating began. They started small with two batch furnaces and have grown over the years to have 18 furnaces total. The company began servicing agricultural and construction equipment suppliers and have diversified over the years to include automotive, consumer products, mining equipment, and other available markets. Included in their staff of 35 employees, Service Heat Treating has top metallurgical and QA experts to support engineering and process design and help solve metallurgical problems.
The company provides nitriding and nitrocarburizing processes in seven state-of-the-art Nitrex nitride furnaces, which are 1 meter diameter by 2 meters deep and have a 4400lb capacity. Austenitic nitrocarburizing for specialized applications is also available. Their six 36” x 72”, 5000lb capacity batch furnaces are capable of austenitic nitrocarburizing, neutral hardening, carbonitriding, carburizing, and a wide variety of specialized annealing processes. Their 36” x 48”, 4000lb capacity vacuum furnaces have 15-bar quench capabilities with services including hardening and annealing stainless steel and high-volume tool steels, and specialty annealing processes.
With their wide variety of processes, this commercial heat treater can engineer specialized processes to meet demanding strength, wear, and corrosion requirements. Their quality system is certified to ISO 9001 by BSI under certificate number FM522321 which ensures consistency and high quality. Inspection procedures exceed the MTI-2000 industry standard and can be tailored to your unique requirements.
Though some of the most interesting projects can’t be discussed due to trade secrets, industrial clients throughout the area know Service as a top metallurgical solutions provider with a record of achievement in case hardening medium and large production runs. That reputation doesn’t come without hard work. Every load is scrutinized: the vacuum department delivers standard stainless steel and tool steel processing quickly and cost effectively; the company develops boutique annealing cycles for making difficult bends; and they other vacuum carburizing capabilities for the most distortion critical applications.
Service Heat Treating is a company based on the principles of the founder: principles like service, as their name suggests, but also a focus on quality and reinvesting in the company to persistently improve services. As a greener future in the heat treat industry edges nearer, the company will continue to pursue cleaner, environmentally friendly technologies and improved process control while looking to new technologies to continually improve growth.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Brad Tinney President and CEO Birmingham Fastener Source: LinkedIn
Birmingham Fastener announced the acquisition of K-T Bolt Manufacturing, Inc. based in Katy, TX. The latter provides custom fabrication, closed-die forging, in-house heat treating, and electropolishing.
With this partnership, Birmingham Fastener and its sister companies can expand product and service offerings to their customers. Randy Peck will stay on as the president of K-T Bolt and join the leadership team at Birmingham Fastener, offering his expertise in the field.
"This partnership," says Brad Tinney, president and CEO of Birmingham Fastener, "allows us to further expand our footprint and strengthen our commitment to American fastener manufacturing."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todaypublisher andHeat Treat Radiohost, Doug Glenn, is joined by Dan Herring, known in the industry as The Heat Treat Doctor® of The HERRING GROUP, Inc. In the second installment of a periodic feature calledHeat Treat Legends, listen as Dan tells stories from his 50 years of expertise and experience in the industry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Dan, thank you for joining us. As you know, we’ve spoken before about this: You are actually second on our list of recordings that we’re doing in what we’re calling our Heat TreatLegends podcasts. There were several people that I had at the top of my list — you were one of them. First off, congratulations for being on that list and we’re looking forward to the interview today with you.
Dan Herring: Doug, it’s my pleasure to be here. I just want to say that I consider this a distinct privilege to be considered one of the heat treat legends. But I’d also like to point out to everyone who listens to this that no one individual can do it by themselves. So, I’m accepting this accolade, if you will, on behalf of the many men and women who toiled in, what I’m going to call, relative obscurity and who made this industry what it is today. On their behalf, I’m more than willing to be considered one of the Heat TreatLegends.
DG: Thank you, Dan, that’s very magnanimous of you — that’s very generous and a good way to start and keeps with the character that I know you have.
Let’s go back and talk a little bit about your history, very briefly, to give people a sense of when you started in the industry and your work history. We don’t want to go into too much detail, just where you’ve worked and things of that sort.
First time I met you, Dan, I can still recall it, was in the office of Mr. Ron Mowry at C. I. Hayes and I’m not sure whether it was Warwick or Cranston, Rhode Island, I’m not sure where they were located at the time, but I was a young buck in the industry and went up there with one of my colleagues to visit Ron, and you were there. That’s where I knew you started, where I met you at C.I. Hayes, but there may be time prior to that in the industry where you were already in the heat treat industry. Very briefly, go ahead and give us your history.
DH: First of all, Doug, you’ve got a great memory. I remember meeting you, as well. I’ve been in the industry now a little over 50 years. My working career prior to becoming a consultant in the industry dealt with, or I worked for, three companies and they were furnace manufacturers or, what we call in the industry, original equipment manufacturers. That was Lindberg, which was in the 1970s, C.I. Hayes which was in the 1980s and early 1990s, and then briefly for Ipsen. Then, I "got smart," as the phrase goes, and I saw an opportunity and I formed my own little company called The HERRING GROUP, Inc.
One of the things throughout my career, Doug, that’s rather interesting, is I’ve held an incredible number of different jobs with different responsibilities. I was hired as a corporate trainee by Lindberg. What that meant was that the corporation paid my salary and not the plant, so they were happy to have me, but I was a junior metallurgist who became a metallurgist who ultimately became the chief metallurgist of the organization. Along the way, I worked in engineering, I worked in international marketing, I was a junior application engineer, a senior application engineer, I was a product manager, finally winding up as chief engineer of the company. I joined C.I. Hayes and worked as their corporate metallurgist then became the technical director for the midwestern region of the United States, research and development director at Ipsen, director of new product development.
"My curiosity and interest in science has fueled, if you will, my working career. Metallurgy was once defined to me to be “the chemistry of metals,” which I’ll never forget – I enjoyed that definition." - Dan Herring, The Heat Treat Doctor
So, I’ve done a variety of different tasks. You might say that I’ve been a chief cook and bottle washer of the industry, if you will. But all those tasks, seriously, have taught me what I know today. I learned something from every job I had. Most of my career has been spent “hands-on,” what I mean by that is actively running either heat treat departments, up to a dozen furnaces in the case of Lindberg (there were atmosphere furnaces, there were vacuum furnaces, there were induction heating equipment), running thousands of processes from anything from hardening to enameling. I ran hundreds and hundreds of demonstrations for customers to prove out that the process would work in a particular furnace. I’ve also had the good fortune throughout my career for a period of about 10+ years, I traveled about 15 days a month. To put that in perspective for people, there are only 20 to 22 working days a month. I was visiting customers, visiting manufacturing facilities up to 15 days a month and did that for over 10 years. So, I got to meet quite several people in the industry who, again, shared their experiences and their knowledge. I came across an infinite number of problems in the field that needed solutions, and on and on and on.
Where it began, interestingly enough, and I’m going to put a little call-out here to my parents, that always pushed me to become what I call the best version of myself. My mother was a registered nurse, but I would swear she was an English teacher in disguise; it’s where I learned my love of writing. My father was a machinist — a hands-on guy that ran screw machines. He was one of the most inventive people that I ever met. He was really a good, common-sense individual. And, to horrify the listeners, I’ve been in machine shops since I’ve been six years old. Today, you would never, ever bring a child to work with you and only tell them, “Don’t touch anything and watch yourself.” But anyway, I learned a great deal on the shop floor, so to speak. Then, combined with my education as an undergraduate in engineering and graduate work at the Illinois Institute of Technology, I’ve learned a great deal of my craft from there.
That’s a brief overview of who I am. I’m an equipment guy, I’m a process guy, I’m a hands-on guy, and basically, I’m a problem-solver.
DG: Yes, right. There are two other things, Dan, I’d like to highlight that you’ve humbly left out of your description. One was, back in the day, when I was working for Industrial Heating as their publisher, you and I connected, and you started authoring a monthly column for them for over 10 years, I’m guessing, and had done that for quite some time. Not just because of that, but I would assume somewhat because of that, you heightened yourself as The Heat Treat Doctor®, which you did not mention but I think that’s how you’re really known in a lot of the industry is as The Heat Treat Doctor® from your website and, of course, from some of those columns. I think that’s notable.
And you also did not mention that you are an author of four books: Vacuum Heat Treating Volumes I and II and Atmosphere Heat Treating Volumes I and II, both fairly significant tomes in and of themselves.
DH: Well, thank you, Doug. We’ll talk a little bit more about The Heat Treat Doctor® brand perhaps a little later, but, yes, those are some of the accomplishments on my resume.
DG: Good, good, good.
You mentioned earlier, about some people — you mentioned specifically your parents, which I think was great. It’s very, very interesting, I always find, to see what influence parents have had on people. Is there anyone else you would like to mention that has been significant in the advancement of you and your advancement in the heat treat industry throughout the years?
DH: Well, a few people I think are noteworthy. But I’d like to begin on a rather interesting note. When I was a young boy growing up in Chicago, I want to credit my next-door neighbor, Mr. Joe Pallelo. He happened to be this strange person called a “heat treater.” I didn’t know what he did exactly, but he and my father would spend endless hours either talking between fences or in our yard or in his yard, so I grew up listening to two people talk about heat treating, among other things, which is very unique. Now, truth be told, and I probably shouldn’t admit this but I’m old enough to say it — I was probably more interested in his daughter than I was in him (true story!), but some metallurgy rubbed off along the way.
Also, I think it’s interesting that I have had the extremely good fortune of working for two or three people that actually fell in the genius category. These people were absolutely, positively of genius intellects and they worked within the heat treating industry. At Lindberg, there was a fellow by the name of Hobart Wentworth (aka Bart Wentworth) whose grandfather or great grandfather (I forget which) was actually mayor of Chicago, and he taught me the engineering discipline, if you will. In other words, translating what you learn in university into the real world.
The second one was a guy by the name of Russ Novy. Russ was the chief metallurgist at Lindberg when I started. He was actually a mechanical engineer, of all things, but was one of the smartest and finest metallurgists I ever knew. He had infinite patience, Doug, to tell you what he had learned, and explain things and talk about the root cause of things.
Then, at C.I. Hayes, I must give a shoutout to Herb Western. Herb, still to this day, by the way, holds the record, I believe it’s 300 patents in the state of Rhode Island. The first time I saw Herb he was sitting at this desk fiddling, believe it or not, with typewriter keys. He had a pile of typewriter keys on his desk — he would lift them up and drop them back into the pile, lift them up and drop them back into the pile. Now, I’m a brand-new employee. I’ve been introduced to him — that’s the only thing that stopped him from lifting and dropping typewriter keys. I watched him do this (because my office was right across kitty corner from his) for four days! I’m asking, “What are they paying this guy for?” Then, one day he got up and he walked away from his desk and a little later when I was out in the shop, I noticed that he was building a furnace. He built a furnace; he ran the typewriter keys in that furnace and C.I. Hayes was fortunate enough to get hundreds of thousands of dollars’ worth of business from this strange company called IBM to [indiscernible] typewrite keys.
"The things you learn in the industry, you must share because you strengthen the industry by doing that, you give the industry a competitive advantage by doing that and you’re helping, in your own small way, to educate the next generation of heat treaters. Because, at the end of your career, I think what you’re going to find is that what is important in our industry is to lead not to follow." -Dan Herring, The Heat Treat Doctor
So, Herb had many, many inventions. He was an extremely creative fella. One more quick story — I don’t know if you want to take the time, but it’s worth it: Herb was the only guy I ever knew that while driving through a car wash got a brilliant idea for load transfer, through and in a furnace, from a car wash. He rode back through the carwash multiple times (of course, with the windows down), looking at the transfer mechanism and then went back to the shop and designed the principal drive system that C.I. Hayes uses to this day.
All in all, I think all the people that I worked with were outstanding. And since my working career ended in the furnace manufacturing, I’ve had a lot of people in the general industry, really contribute to my knowledge and my awareness of the industry. I probably could go on and on and on with people, but I’ll just give a special shoutout to one of them which is Bill Jones who is the CEO of Solar Atmospheres. He taught me quite a few lessons both in business and also from a personal standpoint. I’ve had a whole group of people, Doug, yourself included, that have influenced my life in great ways.
DG: That’s great. You know, Bill Jones, of course, was our first Heat TreatLegend guy, so it’s a good name to mention there.
That’s all very interesting, thank you. When you look back, now, on your career, what would you say, in your humble opinion, are the top two or three most significant accomplishments or achievements that you’ve had?
DH: You mentioned one which was the heat treat books. I’ve had the privilege of writing actually ten books and several of them — six, as a matter of fact — have been in the field of heat treatment. I feel that that’s certainly an accomplishment I’m very proud of. In other words, sharing what I know with others forever, if that makes sense.
The second, of course, is establishing, as you pointed out, The Heat Treat Doctor® brand. I’ll talk a little bit more on that later, perhaps.
The other thing that I guess I would say is that one of the things I’m most proud of accomplishing is doing a lot of good in the industry and doing as little harm to the industry as possible and also helping customers that have critical problems — whether they be in the aerospace industry, the medical industry, the automotive industry — helping them fix their problems and get back in operation again. I’ve been called up at three o’clock in the afternoon and asked, “How fast can you get here? We’ve shut the entire assembly plant down and there are a thousand people on layoff right now. Can you come in and help solve our problems?” That was on a Thursday afternoon, and by Saturday morning, they were back in production. Those are things I’m incredibly proud of. Those are the ones that stand out the most.
DG: Yes, that is impactful when it’s people you’re helping. That’s great.
Look back if you would please, Dan, on your career and say, “What are some of the lessons?” Give us two or three lessons that you’ve learned based on the experiences that you’ve been through.
DH: When I think of what I’ve learned or the lessons that I’ve learned, I think I’ll divide it into two areas: One I’ve learned in business and the second will be what I’ve learned in life. Relative to business, I think the first one is: Be honest. And, of course, be ethical, be fair, try hard, communicate well and have infinite patience. In other words, not everyone understands what you’re saying. You must take the time to explain what you mean to the people you’re dealing with. Although that’s a strange answer on the business side, I think it’s most impactful.
Then, on the life side, my advice would be to enjoy the moment, live in the moment. No matter where you are in the world, no matter what you’re doing, enjoy the moment. I’ll give you one little aside on that: I remember the first day I started to work at Lindberg — I took the train to work, it was right across the street from the train station, I was walking across the street, I was 21-years-old, and I said to myself, “Only 44 years to go.” And I turn around and the 44 years has disappeared like it was yesterday. So, you must enjoy what you do, and you’ll never work a day in your life.
The other thing I would say is to never sacrifice family for work. Never, ever. I made myself a promise as a young man after missing a couple of my oldest son’s birthdays that I would never miss another birthday of his in my life, and I’m proud to say I haven’t. But I think that’s an important life lesson, as well.
DG: Yes, that’s good.
Were there any disciplines? You kind of mentioned a couple here, but were there any disciplines, whether they be life-general or work-specific, that you established during your work career you think have treated you well? Things that you’ve said, “This is a discipline I’m going to do every day, every week” or whatever it is. Is there anything along that line that you can remember?
DH: Well, I have two passions in life right now. From the time I was old enough to remember, I had a passion for science, chemistry, in particular. My curiosity and interest in science has fueled, if you will, my working career. Metallurgy was once defined to me to be “the chemistry of metals,” which I’ll never forget – I enjoyed that definition. My other great passion in life is mathematics. I think that the logical thinking and the problem-solving aspects of that discipline stand out to me as something that help every day.
DG: You mentioned earlier, just briefly, about not missing your son’s birthdays and things of that sort, which makes me wonder about this question which I’ve asked before in other interviews and that is: How about work-life balance? Any tips for people? I, personally, find it difficult to turn off the work at five or six o’clock, sometimes. Any guidance or any suggestions for work-life balance?
DH: First of all, Doug, that’s a hell of a question to ask a workaholic! Howsoever, absolutely, positively, there is a life-work balance. It’s different for each individual person. I will simply share mine and that is the fact that I have the unique ability, once the workday ends (and the workday may be 12+ hours), but once the workday ends, I can immediately transition into relaxation and “fun mode,” as I call it, without one thought about work. The thinking about work maybe creeps in when, finally, about midnight you’ve gone to bed or about 4:00 a.m. when you wake up, but the idea is the fact that I have real quality time to enjoy family and friends and pursue some of my nonwork passions. I don’t know if I should mention these; I mentioned mathematics, but I enjoy poetry and critical thinking, and those are hobbies of mine.
DG: Do you find those hobbies to be exceptionally helpful to you in the sense of giving you a mental break from what you do? Does it make you a better metallurgist, a better engineer?
DH: Yes. I really believe — and this is where that work-life balance comes in — you have to get away from it, whether it be five minutes or five days, you have to get away from it so you can come back to it refreshed and ready to go.
DG: Yes. There is a concept out there about what they call “focused thinking” and there is “diffused thinking.” A lot of times when you’re focused on something and you’re thinking and you just can’t get it, you get away for a while. You’re in the shower or you’re sleeping at night and suddenly, boom — there it is! It comes to you because you weren’t focused on it, you were diffused. You were out doing something else and all of a sudden, the genius moment comes.
DH: I will warn people: Don’t shave when the genius moment comes! It can be a life altering experience. It did happen to me, but that’s another story for another day.
DG: Well, that maybe ties into this next question and that is this: This is maybe a little bit more of a serious question because, you know, life is not, as they say, all a bed of roses. What was the most trying time for you in your work career (whatever you’re comfortable saying) and coming out the other side and looking back, are there any lessons you would have learned from that?
DH: I think one of the things that I think people will find to be a little bit unique, is that in my professional career, I’ve had very few trying times. Yes, I’ve had insanely tight deadlines, horrible/horrific travel schedules, getting to a hotel at three o’clock in the morning when you’ve got to get up at six and go visit a customer (we’ve all been there), and trying to temper customer expectations from “the want” to “the need,” if you will. Those are trying professional times.
But some of the work lessons that I’ve learned from that is that not everyone brings the same intensity or focus to a project as you do. Everyone is not as dedicated, and I want to not say “driven” because a lot of people are, but I hold myself to a high standard and as a result of that, you must learn to temper it down, to use a heat treat term. You have to learn to make sure that the recipient of the knowledge is receptive to the knowledge. I’m very much “old school,” although you’d never guess that from looking at me, but my word has always been my bond. I was taught long ago — if you say it, do it. If you don’t want to do it, don’t say it!
So, yes, I can handle pressure, I can handle a tremendous amount of stress, and I don’t view work as work, I view it as just a true labor of love. But all of that, my personality and all my experiences and all the help I’ve been given through the years, have blunted what you’d call “trying times.” I’m very fortunate in that sense.
DG: That is a blessing, honestly. I don’t know that there are a lot of people that could say that. Most people, I would think, if I asked what the most trying time is, something immediately pops into their head. So, that’s very fortunate, it really is.
Let’s flip that question on its head though: If you can think of one most exhilarating time, what would it be? What was the peak of your career?
DH: Again, I’m probably going to give you a very nonconventional answer. And I will also make the comment that this is, perhaps, a little bit of a sexist comment, as well, but I have to say it: I’m lying in bed one evening with my wife many years ago and I do a “sit up” — “I’ve had that “genius moment” and I said, “Oh my God, I’ve got it: The heat treat doctor!” Now, my wife, who’s semi asleep at this moment in time when I have my eureka moment, glances over at me and says, “Now that’s the stupidest thing I’ve ever heard!” She rolls back over and goes to sleep. Well, it took me quite a while to get back to sleep. But, anyway, now we’re laying in bed about ten years later and she says to me, “You know, I was wrong. That heat treat doctor idea is really something.” And I’m lying there, Doug, and I’m going — I can count on one hand the number of times in life a man has ever heard a woman say, “I was wrong.” So, although I wanted to do a fist pump, I restrained myself, I lay there in bed basking in the glow of masculine superiority for all of about 30 seconds and then it’s business back as usual.
This is not a personal accolade here but establishing The Heat Treat Doctor® brand has brought heat treating into the forefront of manufacturing, into the forefront of the industry, into the forefront of engineering, that, yes, there is something called heat treating and it is a solution to your needs. So, I view the brand as not so much a personal accomplishment as an industry accomplishment.
DG: Yes. Well, again, I think you’re being modest, because if I can just interject here: You know The Heat Treat Doctor® idea was good, as has proven out to be the case, but there could be other people who would’ve come up with that and it would not have been as successful. Personally, Dan, I think that the reason that is the case with you, specifically, is because of your relatively unique skillset, which you’ve mentioned and I’m just going to highlight here a little bit.
I think you said it was your mother who taught you “all things words” and English and grammar and things of that sort. It’s a unique skillset to have someone who is knowledgeable about engineering, knows what they’re talking about and can do two additional things besides just knowing the engineering: One, they’re patient enough (as you’ve mentioned in an example of someone you’ve talked about) to be able to spend time to explain it, but secondly, they’re good at explaining it. Some people are just not good teachers. You capture all three of those elements, if you will, “the engineering knowhow”: the ability and patience to teach and the ability to explain things well. I think that’s why The Heat Treat Doctor® has worked for you and worked very well.
DH: I think that’s the case, Doug, and I agree.
DG: Last question for you, because I always like to go away and depart on a question of: You know, you’re an old-timer, right? (Not by my assessment but by your own statement. I still think you have a lot of years left here and we look forward to those.) But what kind of advice would you give to the younger people? You know, Heat TreatToday does 40 Under 40 — we’ve done three or four years of that, so we’ve got either 120 or 160 young people under the age of 40. Hearing advice from those more senior in the industry can be helpful. Are there any pieces of advice you would give to those young people?
"The idea being the fact that soap is your friend, soap is not your enemy. Get out there, do good and do work with your hands, contribute to your science and you will be a success."
DH: Yes. It’s a very, very good question. The thing that comes to mind first, and this is perhaps difficult for younger people to understand, but you have to share your knowledge openly and without reservation. Now, I’m not saying give away company secrets. The things you learn in the industry, you must share because you strengthen the industry by doing that, you give the industry a competitive advantage by doing that and you’re helping, in your own small way, to educate the next generation of heat treaters. Because, at the end of your career, I think what you’re going to find is that what is important in our industry is to lead not to follow. In other words, heat treating has to be the most cost-competitive industry or we will cease to exist.
An example I use, and everyone under 40 won’t understand this but I beg you to try: When I was a young man, there was something in this world called the slide rule. We could do marvelous engineering calculations with nothing more than a slide rule. Well, the slide rule is a thing of the past. It’s a device that works perfectly fine, but who would ever use it over a calculator or a computer? It’s a product that’s obsoleted itself. We cannot let our industry obsolete itself.
Another piece of advice is: Don’t worry what people say, what they do or what they think. Do good, contribute to your science and grow the industry. I guarantee you that at the end of your careers, you will feel like you’ve never really worked a day in your life.
The last piece of advice would be to emphasize: Be a hands-on engineer. Be a hands-on person. This is from my father, of course: Look at the practical side of things, the practical skills, the common sense that it takes to do our jobs. And don’t be afraid to go out there and get your hands dirty — soap was invented specifically for that purpose.
If I can indulge and give one last story (I’m all about telling stories with morals). I always have a bar of Lava soap in the bathroom so when I come in from working outside, I can wash my hands. I was out with the grandson one day a few years ago and we went into the house, and we went in the bathroom to wash our hands, and he took one look at that Lava soap, and he said, “Boy, does that taste bad.” And I’m thinking how would he know what Lava soap tastes like if his father hadn’t washed his mouth out with it? The idea being the fact that soap is your friend, soap is not your enemy. Get out there, do good and do work with your hands, contribute to your science and you will be a success.
DG: Thanks, Dan, so much. I appreciate the time you’ve invested, not just with us here today, but for the 50 some years you’ve put into the industry. It’s been a great pleasure knowing you and working with you. We look forward to doing more with you here at Heat TreatToday, but thanks for all the very, very positive contributions you’ve made to the industry. We appreciate your time.
DH: Doug, it’s my pleasure and thank you for doing this. I think it’s going to be a tremendous service to the industry.


























 quality and service focused commercial heat treater in southeastern Wisconsin and that’s how the story of Service Heat Treating began. They started small with two batch furnaces and have grown over the years to have 18 furnaces total. The company began servicing agricultural and construction equipment suppliers and have diversified over the years to include automotive, consumer products, mining equipment, and other available markets. Included in their staff of 35 employees, Service Heat Treating has top metallurgical and QA experts to support engineering and process design and help solve metallurgical problems.
quality and service focused commercial heat treater in southeastern Wisconsin and that’s how the story of Service Heat Treating began. They started small with two batch furnaces and have grown over the years to have 18 furnaces total. The company began servicing agricultural and construction equipment suppliers and have diversified over the years to include automotive, consumer products, mining equipment, and other available markets. Included in their staff of 35 employees, Service Heat Treating has top metallurgical and QA experts to support engineering and process design and help solve metallurgical problems.