It’s an honor to serve the good people in the heat treat industry. This labor day weekend, we hope you take a rest from the meaningful work that you do to rejoice in the other blessings of life: family, faith, outdoors, community.
There won’t be a Heat TreatDailythis Monday, so don’t worry about missing out!
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Fridaypress article to prepare you for the global conversations you can expect at the international metallurgy trade fair quartet GIFA, METEC, THERMPROCESS, and NEWCAST. The theme? Foundry 4.0.
"From ArcelorMittal to Thyssenkrupp, digitization has arrived in the steel industry. Drivers are the desire to improve margins in existing business and increasingly the challenges of decarbonization. It is not disruptive new business models that are on the agenda of steel mills, but primarily improvements in earnings and an expansion of services. New digitalization solutions - from the transformation of the blast furnace to the vision of the autonomous steel mill, from digital melting operations to Foundry 4.0 - will be a focal theme at the upcoming metallurgy trade fairs GIFA, METEC, THERMPROCESS and NEWCAST, to be held from June 12 - 16, 2023 in Düsseldorf, Germany."
This guest column was provided by Gerd Krause, Mediakonzept in Düsseldorf, Germany. HTT is a media partner for the THERMPROCESS quadrant of the show. Give it a read and then email editor@heattreattoday.com if you have an op-ed or guest column that you would like to submit to Heat Treat Today!
In the highly automated steel industry data have long played a pivotal role. Take ThyssenKrupp Steel, for example: the hot strip mill in Duisburg alone not only processes about 16,500 tons of steel slabs but also the data of more than 1.2 billion measurements. Terms like Big Data, Digital Twin and Machine Learning are today just as familiar to metallurgists as tapping and slab casting. Artificial intelligence (AI) specialists and App programmers join traditional workers such as blast-furnace and hot rolling mill operators. Digital twins map production from start to finish and can be used for all steps in the value chain of products, plants and services alongside the real steel mill. One key objective is to analyze product and machine data across various process steps. With the help of Data Analytics material characteristics such as thickness fluctuations, roughness or stiffness can be forecast precisely and tolerances can be adhered to more closely. To this end, thousands and thousands of sensors capture the quality and production data across the entire flat steel process chain. This data base forms the basis for controlling and analyzing manufacturing processes in real time. In ThyssenKrupp Steel’s No. 8 hot-dip coating line in Dortmund the data analytics results are used to generate mathematical models for controlling the skin pass mill. The data model controls the line in such a way that the aspired roughness values of the steel strips are reached and the operation mode can be re-adjusted online if needed. This opens up new service options for steel producers. Commenting on this Lothar Patberg, Head of Innovation at Thyssenkrupp Steel said: “In future, customers would be able to not only track the current status of their orders. They could also obtain selected quality data from manufacturing with a view to adjusting their own processes before the coil is delivered.”
Contact us with your Reader Feedback!
The technological shift to CO2-free production with hydrogen and renewable energies has provided added momentum to the uses of digital technologies. According to consultancy Accenture, in industrial manufacturing up to 61 megatons of CO2 could be saved by 2030 through digitalization. Metallurgy plant builders such as SMS, Primetals and Danieli have long identified this potential: to strengthen their own companies but above all to open up new lines of business.
SMS digital: The big players develop the market
A pioneer in digitalization exhibiting at METEC 2023 is the Düsseldorf-based SMS group. Automation technology has formed part of this metallurgy plant builder’s DNA for many years. Technologies such as Virtual Reality (VR), Augmented Reality (AR) and Digital Twins were used by their engineers in steel mill development long before Industry 4.0 hit the headlines. While in the past individual divisions like the rolling mill were automated, digitalization today connects the entire production line from the blast furnace to the finished product on all levels. SMS was among the first in this industry to identify the potential digitalization holds for developing new business lines and established the start-up SMS digital in 2017. What started with 10 members of staff in a backyard, is now the leading software provider for metallurgy: SMS Digital GmbH with more than 350 specialists employed worldwide. As Chief Digital Officer on the board of SMS group Katja Windt, a former university professor with a PhD in engineering, has been responsible for the key areas of digital transformation – at her own company and with customers. The SMS Chief Digital Officer views the 150 years of process know-how in the metallurgical sector as a key advantage over competitors, or potential new entrants such as the digital champions Google or Amazon that have long had their sights on the industry. Digitalization for process optimization and energy management also forms an essential part of the new business lines of the SMS group. As a global player for the reduction of carbon dioxide emissions and the circular economy the plant builder has successfully invested in decarbonization and recycling technologies – ranging from climate-neutral steel production based on hydrogen, battery recycling and urban-mining solutions for reclaiming precious metals from electrical scrap to plants for producing green syn-gas and synthetic fuels.
Big River Steel: Learning steel mills are just the beginning
Digitalization focuses on the steel industry. At METEC 2019, the International Metallurgical Trade Fair with Congresses, the plant builder was able to present the world’s first “learning steel mill” together with Big River Steel. The mill built by SMS in the U.S. and digitalized and fitted with artificial intelligence (AI) in cooperation with partner Noodle.ai , is operated in the most resource- and energy-efficient way possible today. The AI by Noodle.ai analyses historical data and in part high-frequency signal series captured by more than 50,000 sensors. In addition to the steel mill’s data the AI platform also uses external data sources that capture and predict manufacturing processes, and even propose corrective measures. This means artificial intelligence helps to maximize the yield, improve product quality and eliminate safety risks. Huge data volumes from which AI generates knowledge allowing BRS to produce high-quality steel products at a lower cost and faster. The learning steel mill in the USA is just the beginning. For Digital Director Windt, the objective is self-controlling production: a steel or aluminum mill that runs autonomously with the help of learning algorithms. The key product for digitalization in the SM digital building block is the so-called Data Factory that collects and edits sensor data. Depending on custom requirements and desired performance increase, a wide variety of applications can be hooked up to this software platform. In conventional production, finished products are inspected for defects. If the goods are defective, the search for the cause begins and the source of the defect must be eliminated. In Industry 4.0 logic, continuous monitoring of production prevents errors before they occur. This saves time and money.
Customers do not to necessarily need to buy new plant technology for the service. As a new business model SMS also offers “Equipment-as-a-Service.” “Customers conclude a service contract with us for a component, such as part of a rolling mill or a continuous casting line,” explains Windt. So the plant builder does not sell the equipment but the customer pays for its operation and the digital applications used.
The power of digitalization has become evident during the Covid pandemic if not before. With the help of its AR SMS was able to commission steel mills remotely, i.e. without service engineers being on site as was the case before.
Smart Steel Technology: Start-up ready to attack
Smart Steel Technology (SST) promises to reduce energy consumption and the emission of climate gases such as carbon dioxide in steel production by means of artificial intelligence (AI) and machine learning (ML) Established in 2017 by mathematician Dr. Falk-Florian Henrich in Berlin, this start-up has set out to optimize processes on all levels. To this end the steel industry is set to change from control-based production to AI-based manufacturing.
Steel producers transform conventional manufacturing processes towards higher energy savings and CO2 reductions. With a gradual changeover from coal to hydrogen as a reducing agent, carbon dioxide emissions are already reduced at the blast furnace. Add to this new process pathways such as direct reduction using natural gas initially and later hydrogen as part of the decarbonization route for steel production. This is why steel producers need solutions to assess and control the CO2-efficiency of all production routes as well as their carbon and energy footprints broken down for each individual steel product. The pressure to do so emanates not least from customers. In the automotive industry the carbon footprint is increasingly becoming a sourcing criterion for steel products. “Precise energy and CO2 data allow steel producers to charge for their conversion efforts and complete audits successfully. Automated CO2 and energy analyses with AI-based models are the key to this,” says Henrich. With SST’s AI-based software packages, he explains, it is possible to precisely document and trace back the energy consumption and CO2 emission for every flat or strip product. AI considers numerous factors impacting energy efficiency such as raw material quality, product mix and maintenance.
In addition to companies such as Feralpi and Vallourec, SST CEO Henrich was able to convince the world's largest steel producer ArcelorMittal of the strength of his AI solutions. Example Eisenhüttenstadt: here AI and ML methods managed to improve the surface quality of high-end steel grades for the automotive industry by more than 50%. The AI software is not only used to forecast the surface quality but also to prevent surface defects from forming. After the successful trial run in Eisenhüttenstadt ArcelorMittal has also installed software from the SST family at sites in Bremen, Hamburg and Duisburg.
Fero Labs: Changing raw material composition in real time
U.S. start-up Fero Labs also seeks to score points with decarbonization and green steel, as Head of Business Unit Europe Tim Eschert confirms. The AI software by Fero Labs makes it possible, he explains, to change the raw material batch composition in real time and thus significantly reduce the probability of rejects in the manufacturing process: “At the Brazilian steel producers Gerdau with a medium production volume we achieve some 9% savings a year.”
The international metallurgy trade fair quartet GIFA, METEC, THERMPROCESS and NEWCAST are part of the “The Bright World of Metals” portfolio and will be held in Düsseldorf, Germany from June 12 – 16, 2023. www.tbwom.com
About the Author: Gerd Krause is the Mediakonzept for Düsseldorf, Germany
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The Capi Group has boosted its nitriding/nitrocarburizing capacity with two heat treat furnaces to keep up with the rise in production and new orders from the industrial and automotive sectors.
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
The Italian gear manufacturer's order of Nitrex's large-capacity nitriding systems "is a continuation of our collaboration, and we look forward to strengthening this partnership further,” says Marcin Stokłosa, project manager at Nitrex.
The Capi Group owns four pit-type nitriding/nitrocarburizing furnaces of the same model type and larger size, which consist of Nitreg® and Nitreg®-C technologies, +/-3°C temperature homogeneity in the retort, and eco-friendly IN-500 exhaust neutralizer to support a clean and green operation.
The new Nitrex furnaces, which comply with the Aerospace Material Specifications (AMS) 2750 for pyrometry and 2759/10 for controlled nitriding, are integrated into the existing production line and connected to a closed-loop water cooling system. The latter is an environmentally friendly feature that recirculates a steady supply of cooling water to cool furnace elements.
The new systems have been operational for a few months.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Vac-Met, Inc., a heat treater in the Midwest for 41 years, has been acquired by a North American commercial heat treater.
The addition of Vac-Met within the Solar Family of Companies will increase the total commercial vacuum heat treating and brazing facilities to a total of five (5) plants across the U.S. Their goals of providing commercial heat treating, primarily in a vacuum environment, aligns with Solar’s mission.
Joseph White will continue to head the day-to-day operations of Vac-Met’s nine (9) vacuum furnaces, while leading a team that he has built over the years. Joseph will report to Robert Hill, president of Solar Atmospheres of Western PA. Robert Hill states, "We look forward to continuing to provide unparalleled vacuum thermal processing services to Vac-Met’s valued customers while expanding Solar’s footprint. Solar is excited to support a dedicated and loyal employee base and welcome them to the Solar Team. Together, we will grow the business with unwavering commitment to honesty as our core value."
(Pictured left to right in the image above: Bob Hill, President, Solar Atmospheres of Western PA and Vac-Met; William Jones, Owner/CEO, Solar Family of Companies; Joe White, Vice President of Operations, Vac-Met)
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 21 news bites that will help you stay up to date on all things heat treat.
Company Chatter
HarbisonWalkerInternational (HWI), a North American supplier of refractory products and services, announced that its new Alabama One (AL1) manufacturing facility for steel customers in the southern United States is on track to open before the end of 2022.
Solar Atmospheres of Western PA announced their newly designed vacuum oil quench furnace (VOQ) has passed startup protocol
On July 6, Solar Atmospheres hosted over 40 high school students enrolled in the Summer Engineering Institute (SEI) at Lehigh University. The SEI program is a two-week residential program. Students are nominated by faculty of local high schools, and the program specifically targets students who might have limited opportunities to study in the fields of science, technology, engineering, and math (STEM). They received a tour of the campus that emphasized cutting-edge technologies in heat treating and manufacturing.
Advanced Heat Treat Corp. (AHT) announced the addition of UltraGlow® Induction Hardening at its location in Cullman, Alabama.
Pfeiffer Vacuum opened up a new 40,000 square foot facility May 13, 2022. This facility is located at 4037 Guion Lane, Indianapolis, IN.
New Solar Atmospheres of Western PA VOQ furnace
SEI students at Solar Atmospheres
Induction equipment now at AHT’s Alabama location
New Pfeiffer Vacuum system in Indianapolis
Personnel Chatter
Advanced Heat Treat Corp. (AHT) announced that Chris Williams has joined as the new regional sales manager for its location in Cullman, AL.
Industrial Heating Equipment Association (IHEA) recently announced its 2022–2023 Board of Directors and Executive Officers. Serving as President is Jeff Valuck of Surface Combustion, Inc.; Vice-President is Brian Kelly of Honeywell Thermal Solutions; and Treasurer is Jeff Rafter of Selas Heat Technology Co. LLC. Scott Bishop of Alabama Power – a Southern Company assumes the Past President position.
IHEA welcomed to the Board of Directors Ben Gasbarre, the of Sales & Marketing for Gasbarre Thermal Processing Systems, to the Board of Directors.
The Supervisory Board of Advanced Graphene Products has been formed, appointed by the Ordinary General Meeting on June 24, 2022. Peter Zawistowski, a graduate of the Częstochowa University of Technology, Kozminski University (MBA) and the Massachusetts Institute of Technology (Executive Program in General Management), became the new chairman of the Supervisory Board. Peter has been the managing director of SECO/VACUUM operating in the American market since 2017.
The Plibrico Company, a supplier of monolithic refractories and installation services, is excited to announce and welcome Shawn Story as its new engineering manager.
Chris Williams, Regional Sales Manager, AHT
The 2022–2023 IHEA Board of Directors
n Gasbarre, Executive Vice President, Gasbarre Thermal Processing Systems
Shawn Story, Engineering Manager, Plibrico Company
Kudos Chatter
Space-Lok, Inc. met the requirements of Nadcap accreditation and achieved approval for heat treating.
ALD Thermal Treatment, Inc.'s Port Huron facility received the General Motors Supplier Quality Excellence Award for outstanding quality performance for the 8th year in a row. Criteria for this award include zero official customer complaints for 12 months and quality performance of less than one defective part per million.
Advanced Heat Treat Corp. (AHT), a provider of heat treat services and metallurgical solutions, announced that it has renewed its Nadcap accreditation in heat treating (ion and gas nitriding) and passed its Aerospace Quality System (AC7004) audit. The company has also added additional AMS specifications to its scope: AMS2759/6 and AMS2759/12.
Braddock Metallurgical announced the renewal of a Nadcap accreditation at their Tampa, FL location. The administrator, , has also determined that the heat treater has gone beyond industry requirements and so earned Merit recognition.
SECO/WARWICK in India celebrated its fifth anniversary of its establishment in May, although they have been operating in that market since.
Metalex Thermal Specialties, a heat treat service provider, announced that it has achieved AS9100:2016 and ISO 9001:2015 certification for the quality management system implemented by its heat treating facility in Berthoud, CO.
Paulo’s Cleveland plant in Ohio has earned Honeywell approval for all HIP processing with no restrictions.
The MTI Educational Foundation announced that it awarded Eric Roth of Tucson, Arizona (University of Arizona) the $15,000 Founders Scholarship.
ITP Aero UK Limited was awarded their latest Nadcap certification for Heat Treating with full 24-month merit and accreditation length.
Maryam Razavipour, a senior engineer at Lumentum, was selected by the Heat Treating Society Board of ASM International for the 2022 HTS/Bodycote Best Paper Award for her paper, “Data-Driven Design Framework for Laser Heat Treatment Process of Cold Spray Coating.”
Nadcap accreditation for Space-Lok, Inc.
Supplier Quality Excellence Award for ALD Thermal Treatment, Inc.
Nadcap Merit recognition for Braddock Metallurgical Tampa, FL facility
Eric Roth, recipient of Founders Scholarship from MTI Educational Foundation
Maryam Razavipour, Sr. Engineer of Manufacturing Process Development, Lumentum
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Not every day is a wedding day, so what are the small goals that keep the needle moving forward? Karen Gantzer, associate publisher of Heat Treat Today, leans into this idea in her column about celebrating the "small wins" even as we rejoice in the grand moments of life.
This article first appeared inHeat Treat Today'sMay 2022 Induction Heating print edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Karen Gantzer Associate Publisher Heat TreatToday
Our youngest son will be getting married in two weeks and our third grandson is due to make his entry into the family in mid-May. These are huge celebrations to be sure, and Team Gantzer is excitedly anticipating these life-changing events with great joy.
Contact us with your Reader Feedback!
I’m sure we can all recall those worthy milestones that we recognized with the appropriate amount of fanfare and recognition. These celebrations are not only fun for the honorees but are also special for those doing the honoring. For the graduate or the one getting promoted, it’s an occasion to highlight the “how” and the “why” of the accolade. For the bride and groom, it’s the collective community sharing in the joy of love and family. The newborn child is representative of life and hope. And the celebration of a life well lived inspires us remaining to cherish each day, pivot if we need to, and look for the opportunities to make a difference in the lives of others.
These remarkable celebrations, though, have been paved with small nondescript victories — victories that may have come at a cost. But do we celebrate those small wins? Or ignore them because they’re not the prominent ones?
We surely don’t want to get into the mentality of the “participation trophy” that diminishes excellence and winners by celebrating every little jot and tittle of a project. But what about those rhythms that help to move the needle forward, whether it be the breakthrough in a particular relationship that was inhibiting growth or fine tuning a habit that needed attention and now will aid, instead of hinder, production? Don’t those deserve a happy dance, too?
"These remarkable celebrations, though, have been paved with small nondescript victories — victories that may have come at a cost. But do we celebrate those small wins?" --Karen Gantzer
Lately, I have been thinking of those small steps needed to make the big goals — earthly and spiritual — a reality and full of impact for not only ourselves, but also for others. It was a tribute, written by a granddaughter to the legacy of her Jesus-loving grandfather who recently passed away that gave me pause to consider how important the small things are in the journey. Here is a brief excerpt by Raechel Myers about Richard Pennington: “The legacy he leaves is the one I hope to someday leave as well: he was a man whose life and rhythms were shaped around his relationship with Christ. Certain things were fixed in his days and weeks and everything else had to earn its way in.”
“[And] everything else had to earn its way in.” I have read and re-read her tribute many times and I keep coming back to this one part. What/who is shaping my life? What things are fixed? And what is already in my life that should have had to earn its way in?
The answers to these questions are important as we set goals and prepare for success. Whether it’s a business or personal goal, remember to assess the small wins along the way and celebrate them as heartily as the major ones, for they bring life and contribute to a rich legacy.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Radio host, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor® of the HERRING GROUP, to finish the conversation about mill processes and production. Enjoy this third informative Lunch & Learn with Heat Treat Today.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): When it comes to heat treating, the mill will do what we typically call ‘basic operations.’ They will anneal the material and, if you’ll recall, annealing is a softening operation (it does other things, but we will consider it, for the purpose of this discussion, a softening operation) so that the steel you order from the mill will be in a form that you can then manufacture a product from. You can machine it, you can drill it, you can bend it and things of this nature.
Contact us with your Reader Feedback!
There are various forms and various types of steel that can be ordered directly from the mill. So, the mill typically does annealing operations and normalizing operations. The difference between annealing and normalizing is that annealing has a slower cooling rate than normalizing does.
In the aluminum industry, we don’t talk about normalizing but talk about homogenizing. Homogenizing is to aluminum what normalizing is to steel; it’s a crude analogy, but it’s true. The mill can do other processes; they can do other heat treatments, they can do specialized rolling and things of this nature to give you enhanced mechanical properties. In today’s world, there is a lot of what we call “custom” or “specialty mills” that can manufacture very specialized products. There are mills that primarily make pipe and tube, there are mills that make primarily wire, there are mills that make primarily strip. There are some very customer-specialized mills out there. In general, a mill will produce most of the type of products that we see or use in industry (or the steel for those products), and they will make it in a form that is usable for the end user and heat treated to a condition where the end user can make a product with it. Now, obviously, once you make a product, you may then have to further heat treat that product, for example, to harden it or to give it certain characteristics that you need. We’ll talk about those things in later discussions about this.
What I did want to talk about is the types of steel that are produced by the mills. I’ll do this, hopefully, in a very, very broad context, but I think it will make sense to everybody. Again, metallurgists aren’t known too much for their creativity, so we start out with something called carbon steel. Very original. There is low carbon steel, medium carbon steel and high carbon steel. Low carbon steel has low carbon, medium carbon steel has medium carbon, and a high carbon steel has high carbon.
Now, to be more serious, a low carbon steel typically has less than or equal to 0.3% carbon, or less than 0.3% carbon. A medium carbon steel has between .3% carbon and .6% carbon, and a high carbon steel is greater than .6% carbon. An example of a medium carbon steel might be a 1050 or 1055 grade of steel. Those are commonly used for stampings, for example. So, all of your seatbelt, both the tongue and the receptacle are made of a 1050/1055 steel and they’re austempered to give them both strength and toughness so that in an accident, the buckle won’t shatter because it’s hard but brittle and it won’t bend abnormally and therefore release because it has inherent toughness.
So, there are various things you do with these carbon steels in the heat treat mill to enhance their properties. Carbon steels are used because they’re low cost and they’re produced in tremendous quantities. If you went to a hardware store and bought a piece of steel, it is very likely it will be a simple carbon steel.
On the other hand, we also make alloy steels and, interestingly enough, there are low alloy steels, medium alloy steels, and guess what, high alloy steels. Again, metallurgists are very creative with their names. But idea here is you get higher strength than a carbon steel, a little better wear resistance and toughness, you get a little better corrosion resistance, for example, you might even get some specialized electrical properties and things like this.
But low carbon steel, just to go back to that for a minute, as I said, is produced in huge quantities. Examples are steel for buildings, steel for bridges, steel for ships. We learned our lesson, by the way, with the Titanic; we got the steel right this time. The problem with that steel, by the way, was high in sulfur which embrittled it, interestingly enough, in cold water. So, when it hit the iceberg, the steel shattered because it was brittle because it had too much sulfur. But we learned our lesson.
Titanic, 1912 Source: Wikipedia
There are also various construction materials; anything from a wire that’s used in fencing to automotive bodies to storage tanks to different devices.
When you get into medium carbon steels, because they have a little better strength and a little better wear resistance, you can use them for forgings, you can use them for high strength castings. So, in other words, if you’re producing gears or axles or crank shafts, you might want to consider a medium carbon steel, or seatbelt components as we talked about.
Then there is the family of high carbon steels. Again, they can be heat treated to give you extremely high hardness and strength. Now, they’re obviously more expensive than medium carbon or low carbon steels, but when you’re making knives and cutlery components, (knives and scissors, for example), when you’re making springs, when you’re making tools and dyes. Railroad wheels are another example of something that might be made out of a high carbon steel. As a result of this, the type of product that your company is producing, means that you’re going to order a certain type of steel that you can use to make your product and give it the longevity or the life that your customers are expecting.
One of the things about steel that differentiates it from aluminum: Aluminum has a very good strength to weight ratio. But so again does steel, but obviously the strength to weight ratio, the weight is specifically much more, from that standpoint. But we can take steels that we produce from the mill, and we can do processes like quench and temper them. If we do that, we can make things like pressure vessels, we can make the bodies of submarines, for example, we can make various pressurized containers and things.
Stainless steel pots Source-Justus Menke at Unsplash.com
There are a lot of different things we can do with steels to enhance the products that we’re producing. Besides just low carbon steel or carbon steels and alloy steels, we then can go into the family of stainless steels, for example. Most people think of stainless steels as being corrosion resistant. I’ll warn you that not all stainless steels, however, are corrosion resistant; some of them can corrode in certain medias or chemicals, if you will. But with stainless steels, a good example of that is food processing containers or piping or things that will hold food or food products, and again, we can make with stainless steels a variety of different products. We can make different components for buildings, for example, or for trim components and things.
Besides stainless steels, of course, we can make tool steels. Now, tool steels represents a very, very high alloy steel. The alloying content of tool steels is typically 30 to maybe 50% alloying elements: molybdenum and vanadium and chromium and these types of materials. As a result, we can make a lot of dyes and we can make a lot of cutting tools, we can make taps and other devices that are used to machine other metals, if you will. So, tool steels have a lot of application.
But there are a lot of specialty steels that are made by the mills, as well. One example of that, that I like to talk about or think about, is spring steels because you can make various things like knives and scraper blades, putty knives, for example, besides cutlery knives. You can make reeds for musical instruments, the vibrating instruments in the orchestra, if you will. You can make springs and you can make tape measures, tapes and rules and things of this nature out of these various spring steels, if you will.
Depending on what your end-use application is, the bottom line here is that whatever your end-use application is, there is a particular type of steel that you should be using and there is a form of that steel that you can use. Again, those steels can be produced by a variety of different processes; they can be forged, they can be rolled, hot and cold rolled, again. And when I’m talking about hot rolling, I’m talking about temperatures in typically the 1800-degree Fahrenheit to 2200/2300-degree Fahrenheit range. When I talk about hot rolling, the metal is, indeed, hot, if you will.
By the way, roughly, iron will melt at around 2800 degrees Fahrenheit, just to give you a perspective on that, if you will.
The key to all this is that the form that is produced by the mill meets the needs of their customers and their customers’ applications. If you need a plate, for example, they will produce plate in various sizes and thicknesses.
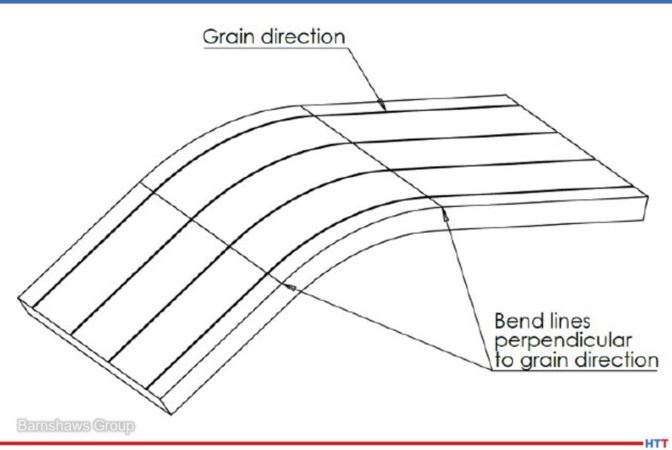
Rolling direction Source: Barnshaws Group
By the way, just a quick note, and this is for all the heat treaters out there: Be careful of the rolling direction in which the plate was produced. We have found that if you stamp or cut component parts out of a plate with the rolling direction, or transverse or across the rolling direction, you can get vastly different properties out of the products. It’s amazing that you can get tremendous distortion differences from heat treated products depending on the rolling direction. If you’re stamping or forming out of a plate, you’re transverse or in line with the rolling direction. Most people don’t even think of that. They take the plate, they move it into the stamping machine, and they could care less about the rolling direction. Then, when the poor heat treater does his heat treating and distorts all the parts, the man comes back and says, “What’s wrong?”
By the way, that little example took only nine years of my life to solve. We had some, what are called, "springs" that are the backing on a knife. When you open a knife blade, there is a member that it’s attached to called a spring. Those springs were distorting horribly after being oil-quenched in an interval quench furnace. It happened to be a conversation around the coffee machine where one of the guys made the comment that, “You know, it’s really funny, we never had problems with distortion until we got that new stamping machine in.” Low and behold, in investigating it, the old machine took the plate in one direction, the new machine had to take the plate in a different direction and it rotated. . . . End result.
So, I guess for everybody listening, the key to this is that no matter what the material is that’s being produced, we need to use it sometimes in its cast form, we need to use it sometimes in its finished forms, which again can be bar and sheet and plate and wire and tube and things of this nature. And to get those shapes, we need to do things like hot and cold rolling, we need to do forging, we need to do operations like piercing to actually produce rings and things of this nature. So, although I didn’t go all the details about that, there is a lot of information out there about it. I wanted to set the stage for it to say that it’s the end-use application by the customer that fuels the type of steel being produced and fuels the form in which the steel is produced.
Perhaps as a last comment, on my end anyway, at this point, is the fact that a mill is a business just like anyone else’s business. We’re always looking for ways to cut costs, (not cut corners, but reduce cost), and mills have found that in the old days — and the old days weren’t necessarily the “good old days” — a mill made everything; they made all types of steel, they made all types of shapes and forms. But today, a lot of mills are saying it’s not economical to produce that particular type of steel or that particular form of steel, so we’ll leave that steel production to someone else, and we’ll only concentrate on high volume production.
You know, it’s very producing steel, a typical heated steel (and people will probably correct me on this), is somewhere in the order to 330,000 pounds of steel. So, if you’re a small manufacturer and don’t happen to need 330,000 pounds of steel, you have to go to a distributor and, more or less, maybe compromise a little bit to get the steel that you need. But the mills are producing large quantities of steel and very specialty steel grades, in general, today.
Doug Glenn (DG): It’s essentially specialization of labor so it helps keep each individual mill’s cost down, but it doesn’t have the variety it used to.
Let’s open up for questions, really quick. I’ve got one if nobody has one, but I hope somebody else has one. So, fire away if you’ve got one.
Carbon steel gate valve Source: Matmatch
Bethany Leone (BL): When you said that, Doug, my question jumped out of my head. I had 3 questions though but the ones I remember aren’t that important. One is — I recently visited an old blast furnace in Pittsburgh, Carrie Blast Furnaces; everybody should go, if you’re in the Pittsburgh area), so some of this sounds familiar. The second thing I was wondering is just how high can the carbon percentages go in carbon steels, .6%+, right?
DH: Yes, greater than .6%, and it’s not uncommon for carbon in various types of steels to go over 1%. It typically can go in certain tool steels and things higher than that. But one of the things that differentiates a steel from a cast iron is the percentage of carbon in the material. And carbon over 2% is considered a cast iron as opposed to a steel. Steel has a carbon percentage from .008 all the way up to 2%. That’s a great question and something to be aware of. When you buy a cast iron skillet, for example, you’re getting a material that has greater than 2% carbon in it.
BL: The other question I had is sort of more on the business end, if you know any of this, is- with the high energy that it takes to process iron, I imagine there have been efforts to try to reduce costs to produce energy that’s used to be a technology and innovation and especially right now with many people concerned with sustainability in those practices, are there ways that maybe even clients have influenced how businesses iron manufacturers in the iron manufacturing world have been trying to keep those environmental loads down, do you know?
DH: That’s a very intriguing question. I don’t have all the facts and information on it, but I’ll share a few things. As opposed to the production of aluminum, which is primarily using electricity, steel production uses typically natural gas. There were, in the old days, oil-fired equipment and things of this nature but today it’s typically gas-fired furnaces and things of this nature. Now, I have to be careful when I say that because some of the steel refining methods, (for example, the vacuum arc remelting furnaces and things of this nature), again, use carbon electrodes and use electricity, if you will, in the process. But essentially, what they’re trying to do is they’re trying to, for example, capture waste heat and reuse it to preheat different materials and processes and things of this nature, and they’re using methods that are trying to make the overall equipment more energy-friendly; if you will, better insulations, better fit of components than the old days when they didn’t care too much about if we got heat pouring out into the shop, we don’t care. Today, we really care about those things.
But steelmaking, again — for a different reason than aluminum — is a very energy intensive process; it uses a lot of energy to produce steel.
I’ll make a quick comment also, and I’m not saying this especially from anyone internationally who happens to be listening in to this: I’m not saying this is an “America only” comment, if you will, but in 1900, the largest industry, the largest company in the U.S. was U.S. Steel. United States Steel was the number one most profitable company in the country. If you think about it, throughout what would be the 20th century, steel and steel production has fueled, if you will, the American economy. We’ve since transitioned to other more angelic materials, if I can use that phrase; I won’t define it. However, who do you think produces over 50% of the world’s steel today? Anyone want to guess?
DG: The U.S.?
DH: No! China. And where is the manufacturing growth taking place? So, the production of aluminum, the production of steel, fuels manufacturing is my message here.
Yes, there are environmental consequences, but I often use the phrase and, again, this is not intended to be insultive to any one country, but for all the recycling, for all the energy saving, for all the environmental progress we can make in the United States, if we could reduce coal consumption in China (and India, of course), it would have major, major impact on the environment. And that’s not having 100-year-old steel mills, like we have here in the U.S., will go a long way, if you will.
DG: I’m going to give you 30 seconds, Dan, to answer one more question, okay? Here’s the question: Aluminum doesn’t rust, most steels do. Why is that?
DH: In simple terms, because aluminum reforms an aluminum oxide on the surface and that oxide is impenetrable, virtually, to further oxidation, whereas iron produces an iron oxide on the surface in the form of rust, it flakes off and you can reoxidize the surface. Now, there are steels — core10 is an example — self-rusting steels, that once they rust, they don’t reoxidize, but that’s the basic difference, Doug, between them.
DG: Perfect, perfect.
Alright guys. Thank you very much, Dan. I appreciate it. We’re going to get you on deck for another one here pretty soon on another topic, but we appreciate your expertise.
DH: Always a pleasure and, as I’ve said, I’ve reduced 3,000 pages into 30 minutes so hopefully people that are interested will read up more on these processes.
An international automotive conglomerate has selected a controlled atmosphere brazing line for their newly established factory in Mexico. The heat treat system will be used to process EV batteries.
5th CAB line for global automotive manufacturer
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK Source: LinkedIn
While this is the 5th CAB line that SECO/WARWICK has provided to the manufacturer, this specific heat treat system --- the EV/CAB line --- is designed with the electric vehicle (EV) sector in mind to braze large-size car battery coolers for the EV industry. The system includes a brazing furnace, convection preheating chamber, cooling chamber with air jacket, final cooling chamber, and control system.
"This is the customer’s first order outside the Asian market," commented Piotr Skarbiński, vice president of Aluminum and CAB Products Segment at SECO/WARWICK. He continued, saying, "We are glad [to] be involved in this project." SECO/WARWICK will commission this solution and execute the start-up on-site.
This solution is provided within the global context of increased demand for battery coolers due to the growing production of electric vehicles.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
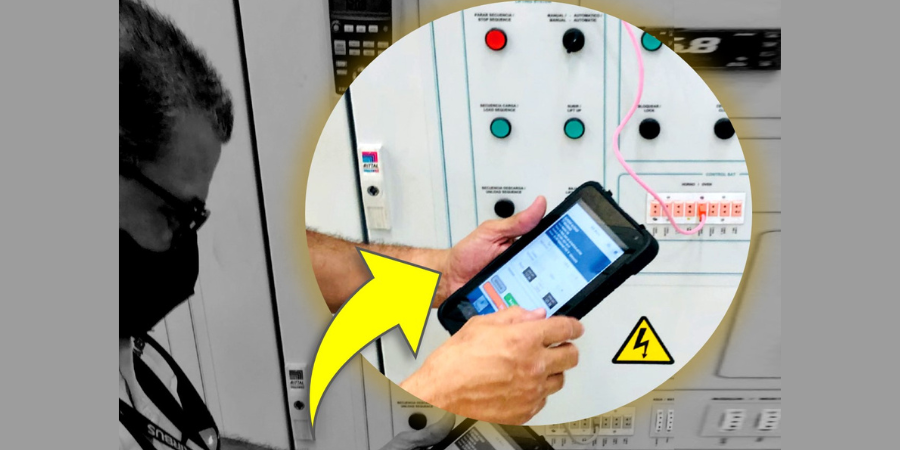
The AIAG CQI-9 (Heat Treat System Assessment) is the most accepted standard in the automotive industry for the validation of heat treatment operations. This article summarizes the evaluation requirements and illustrates the benefits of conducting this test to identify variations in control systems using the probe method A.
Read the Spanish translation of this article by Erika Zarazúa, gerente regional de compras de Global Thermal Solutions México, in the version below, or read both the Spanish and the English translation of the article where it was originally published: Heat Treat Today's August 2022 Automotive print edition.
La evaluación CQI-9 (Heat Treat System Assessment) de AIAG es el estándar mas aceptado en la industria automotriz para la validación de operaciones de tratamiento térmico y, entre muchas cosas, describe los requisitos generales y el procedimiento para conducir las pruebas SAT (System Accuracy Test) a los sistemas medición de temperatura de los equipos de procesamiento térmico. Este artículo sintetiza los requerimientos de la evaluación e ilustra los beneficios de conducir esta prueba para identificar variaciones en los sistemas de control mediante el método de sonda “A”.
Erika Zarazúa Gerente Regional de Compras Global Thermal Solutions México Source: Global Thermal Solutions México
1. Aplicación
Las pruebas SAT deben realizarse a todos los sistemas de control, monitoreo y registro de los equipos de procesamiento térmico. Esto no aplica para los sistemas de ‘alto-límite” cuya única función es la de proteger al horno de un sobre calentamiento.
Contact us with your Reader Feedback!
El termopar de prueba empleado para la prueba SAT debe cumplir con los requisitos de precisión que define CQI-9 en la tabla P3.1.3 de la sección de Pirometría (±1.1°C o ±2°F máximo de error). De igual manera, la tabla P3.2.1 de la misma sección define los requisitos para el instrumento de prueba - field test instrument (±0.6°C o ±1°F máximo de error).
Las pruebas SAT por el método de sonda deben realizarse trimestralmente o después de algún mantenimiento que pudiera afectar la precisión del sistema de medición como:
Reemplazo del cable de extensión
Reemplazo del termopar de control
Reemplazo del instrumento de control/registro
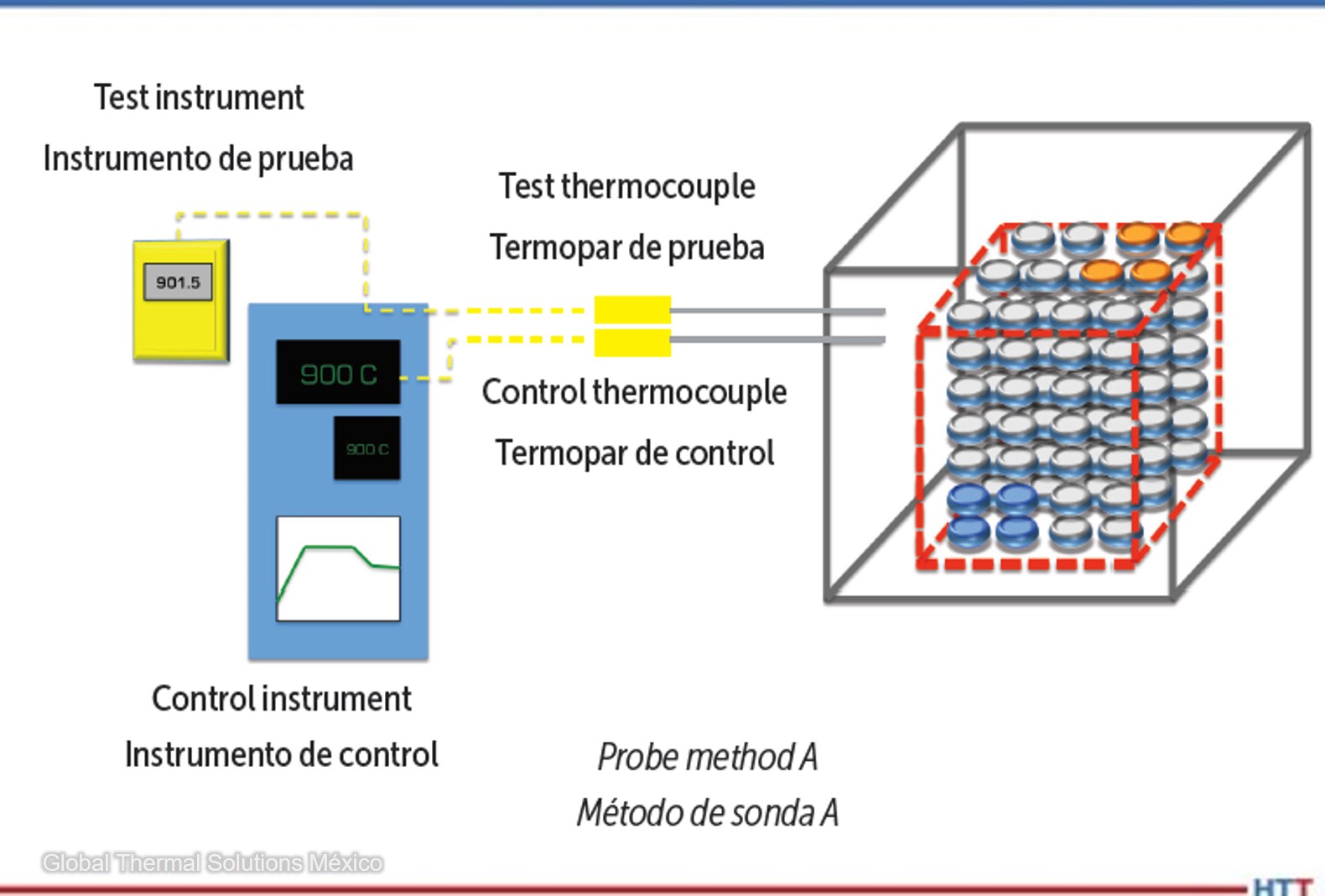
2. Procedimiento (Método de sonda A)
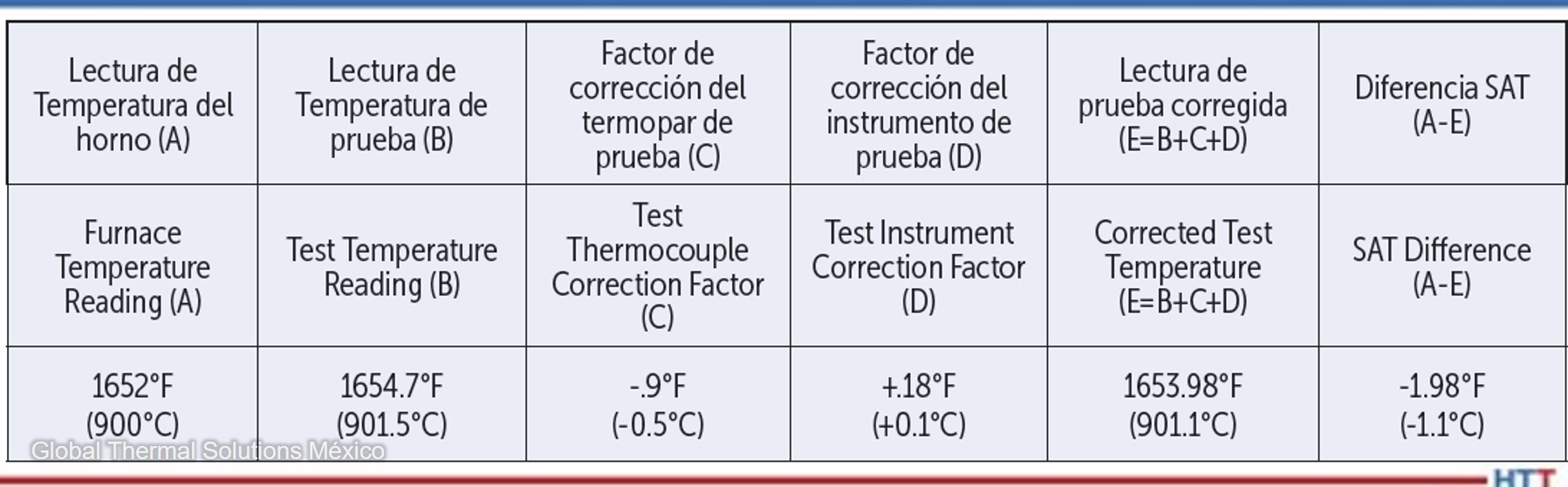
El método de sonda A es una comparación entre la lectura del sistema de medición del horno y un sistema de medición de prueba corregido:
Table 1. Probe method A Tabla 1. Método de sonda A
Al insertar el termopar de prueba, se debe asegurar que la punta se coloque lo mas cerca de la punta del termopar a ser probado, y no mas lejos de 50mm. Una vez colocado en la posición de prueba, se recomienda permitir cierto tiempo para que ambos sistemas alcancen un equilibrio antes de conducir la prueba.
Si la diferencia entre el sistema de medición del horno y sistema de prueba corregido excede de ±5°C (±10°F) entonces se deben conducir acciones correctivas antes de procesar producto. Las acciones correctivas mas comunes consisten en reemplazar el termopar de control, calibrar y ajustar el instrumento de control/registro o una combinación de ambas. De acuerdo a CQI-9, estas acciones deben ser documentadas.
3. Registros
CQI-9 revisión 4 especifica que la prueba SAT debe documentarse y los registros deben incluir como mínimo la siguiente información
a. Identificación del termopar del horno
b. Identificación del termopar de prueba
c. Identificación del instrumento de prueba
d. Fecha y hora de la prueba
e. Valor del setpoint
f. Lectura observada en el sistema de control
g. Lectura observada en el sistema de prueba
h. Factores de corrección del termopar e instrumento de prueba
i. Lectura corregida del sistema de prueba
j. Diferencia calculada del SAT
k. Nombre y firma del técnico que realiza la prueba
l. Compañía que realiza la prueba (si es externa)
m. Acreditación en ISO/IEC 17025 de la compañía (si es externa)
n. Aprobación del responsable de tratamiento térmico
4. En resumen
La sección de Pirometría de CQI-9 revisión 4 indica los requerimientos y el procedimiento para la realización de la prueba SAT (Sección P3.3).
El sistema de medición de temperatura del horno no debe presentar una desviación mayor a los ±5°C (±10°F) respecto al sistema de prueba. Si este fuera el caso, el equipo no debe usarse para procesamiento térmico y deben aplicarse acciones correctivas.
CQI-9 especifi ca la información que debe contener el informe de SAT cada vez que se conduce esta prueba.
Referencias
[1] Automotive Industry Action Group; CQI-9 Special Process: Heat Treat System Assessment, 4rd Edition, June 2020.
[2] International Organization for Standardization; ISO/IEC 17025, General requirements for the competence of testing and calibration laboratories. 3rd Edition, 2017.
(Fuente de la foto: Global Thermal Solutions)
Sobre el autor: Erika Zarazúa es Ingeniera Química Metalúrgica por parte de la Universidad Autónoma de Querétaro. Con más de 18 años de experiencia en operaciones de tratamiento térmico y medición de temperatura, ha trabajado en múltiples roles de ingeniería, calidad y proyectos en las industrias automotriz y aeroespacial. Actualmente ocupa el cargo de Gerente Regional de Compras de Global Thermal Solutions.
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Friday press release about how BCI Steel and Nextracker LLC are using new and reshored equipment to produce solar tracker equipment.
Nextracker LLC, a provider of utility-scale solar trackers, and BCI Steel, a Pittsburgh-based steel fabricator, announced the reopening of the historic Bethlehem steel manufacturing factory in nearby Leetsdale to produce solar tracker equipment for large-scale solar power plants.
The steel processing plant will incorporate both BCI Steel’s new and reshored equipment shipped to the U.S. from factories in Malaysia and Brazil. Solar tracker products produced at the factory will serve rapidly growing solar markets in Pennsylvania, Indiana, New York, and Ohio.
“BCI is proud to advance Pittsburgh’s legacy as the heart of America’s steel industry,” said Matt Carroll, CEO of BCI Steel. “This partnership with Nextracker showcases . . . unlocks additional domestic solar capacity with our low-cost manufacturing.”
This is the third solar tracker fabrication line Nextracker has commissioned with a steel manufacturing partner in 2022 as part of its commitment to rebuilding America’s steel and solar supply chains. With additional capacity in Pittsburgh, Nextracker is building out 10 GW of “Made in America” manufacturing capacity — enough to power 7.5 million homes. Earlier this year, Nextracker opened a green steel tracker production line in Texas with JM Steel, and another dedicated steel production line in Arizona with Atkore. Under this reshoring initiative, Nextracker has already procured over 100,000 tons of U.S.-made steel so far this year, enough for approximately 5 GW of solar trackers.
"This investment," commented Dan Shugar, CEO and founder of Nextracker, "will increase the resilience of the U.S. solar supply chain and bring manufacturing jobs, equipment, and capacity back to America."
The newly reopened Pittsburgh factory is situated with close proximity to river and rail transport in a location steeped in manufacturing history. The factory lies on the same grounds where steel fabricators built materials for tank landing ships (LSTs) during WWII.
The dedication ceremony was attended by top dignitaries and leaders from some of the world’s largest clean energy companies, including the CEO of EDPR Sandhya Ganapathy and the Chief Operating Officer of Lightsource bp Ann Davies.














 Heat Treat
Heat Treat