Heat TreatTodaypublishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat TreatToday'sSeptember 2021 Trade Show print edition.
Doug Glenn Publisher and Founder Heat TreatToday
We believe people are happier and make better decisions when they are well informed. That’s the mantra that every Heat Treat Today team member knows by heart. These simple words drive pretty much every thing we do.
Be helpful. That’s it. Simple.
As we round the fourth corner and head for the finish line of 2021 – yet another pandemic year (!) – let’s set our sights on 2022 and some new and interesting things that Heat Treat Today will be doing to help you make better decisions.
(1) Our new, big launch in 2022 will be Heat Treat Boot Camp (see the ad on page 22A). This will be a never-before-seen face-to-face event for those who want to get up to speed quickly on the commercial side of the North American heat treat industry. Ideal for new employees or for investors wanting to understand the basics of the marketplace, heat treat industry expert Thomas Wingens and I will spend a day and a half cramming 2+ years’ worth of information into the heads of the attendees. From a 30,000-foot level, we’ll cover the materials, markets, products, processes, and players that make up the North American heat treat market. When attendees leave this seminar, they’ll be way ahead of their peers who have not taken this course. They’ll be happier because they will be well informed and able to make better decisions.
The actual date(s) and location(s) have not been confirmed, but you can check the latest information at www.heattreattoday.com/bootcamp.
(2)Heat Treat Buyer's Guide is another helpful tool that will assist our readers – manufacturers with their own in-house heat treat shop especially in aerospace, automotive, medical, and energy as well as general manufacturing – make better decisions. We launched this industry-leading platform earlier this year (2021) and so far, it has been very successful. If you haven’t seen it, take a minute to visit www.heattreatbuyersguide.com. You’ll love it. And if you’re a supplier to the industry and you are not listed in this valuable resource, please contact me and we’ll get you listed ASAP.
(3)Heat Treat Radio, Heat Treat Consultants, and the ever-popular Heat Treat Daily are three other resources that are constantly helping our readers stay happy by being well informed. You can get to Heat Treat Radio at www.heattreattoday.com/radio. You can check out Heat Treat Consultants at www.heattreattoday.com/consultants. And you can subscribe to our weekday e-newsletter, Heat Treat Daily, by going to www.heattreattoday.com/subscribe. The ConsultantsPage is especially helpful for those in-house heat treaters who are experiencing heat treat "brain drain". Call one of the consultants listed on this page, and they’ll give you a hand.
(4) And finally, if you want more can’t-miss-resources, check out the list of 39 Top Heat TreatResources listed in this month’s edition. We’ve gathered some super helpful information from around the industry – information that will make you happy. . . because you’ll be well informed and able to make better decisions.
The most helpful thing we can do is keep you and your people well informed, with “people” being the operative word. People (you) truly are our most valuable asset. Read Ken Gronbach’s column on page 8 for more insights into gaining and maintaining people over the next decade and enjoy learning about the 40 Heat Treat Today’s rising young leaders in the North American heat treat industry – 40 Under 40 Class of 2021 found on pages 32-55.
Here’s to you being well informed and happy. Enjoy this issue.
How well do you know hardness processing? Can you draw the line where nitriding and ferritic nitrocarburizing (FNC) differ? In this Technical Tuesday feature, skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc.
Let us know what you think! What is the next comparison you'd like to see? What facts were you surprised by? Email Heat TreatDaily editor Bethany Leone at bethany@heattreattoday.com.
Nitriding
Descriptor
Ferritic Nitrocarburizing
480º-590C (896º-1094ºF) typical
Temperature Range
565º-590ºC (1049ºF-1094ºF) typical
Wrought and powder metallurgy materials including alloy steels (e.g., 4140), stainless steel (e.g., 304L, 420), tool steels (e.g., H11, H13) and special nitriding steels (e.g,, Nitralloy 135M, Nitralloy EZ) are typical examples. Many other steel grades are possible.
Materials Commonly Processed
Plain and medium carbon steels (e.g., 1015, 1018, 1045), alloy steels (e.g., 4140, 4340) and tool steels (e.g., H11, H13) are typical examples. Many other steels grades are possible.
Wear (as in abrasion resistance), bending, torsional and rolling contact, fatigue resistance, lubricity, and adhesive strength improvements.
Materials Commonly Processed: Why to Process Them with These Methods
Wear resistance, lubricity, fatigue, and corrosion resistance are primary benefits with improved fatigue strength and adhesive strength possible.
3-48 hours at temperature. May be up to 72 hours.
Relative Cycle Times
2-6 hours at temperature.
Pit retort furnaces and front load retort furnaces for gas nitriding, although bell retort furnaces have also been used.
Equipment Types Used for the Process
Pit retort furnaces and front load retort furnaces for gaseous ferritic nitrocarburizing. Bell retort furnaces have also been used.
Ammonia and nitrogen or ammonia and dissociated ammonia.
Atmospheres Used/Required
Ammonia and nitrogen and carbon-bearing gas such as CO2, CO, or endothermic gas.
Dies, gears, pump bodies, springs, gun barrels, shafts and pinions, pins, brake rotors and may other types of component parts produced from bar, plate, rod, forgings and castings formed by stampings, machining, rolling, forging, casting, etc.
Typical Parts Processed
Wear plates, washers, clutch plates, gas pistons, brake pistons, brake rotors, barrels, slides, differential cases and other types of component parts produced from bar, plate, rod, etc., and formed by stampings, rolling, machining, casting, etc.
Cost is often higher for gas nitriding as opposed to other case hardening processes (including FNC) based on the type of component parts run. In many cases, cost is a function of the longer cycle time and/or more labor involved.
Relative Cost Per Unit
Cost is often lower than many other case hardening processes (including gas nitriding) based on the type(s) of component parts run. In many cases, cost is a function of a shorter cycle time and/or less labor involved.
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases.
Ease of Use/Control
Basic specifications are easily achieved with good equipment and/or controls; difficulty increases when attempting to produce specialized layer compositions/phases. Hardware/control requirements are more complicated than for nitriding when controlling for carbon potential.
It can range from very simple to medium-high depending on application.
Relative Expertise Necessary to Perform
Medium-high depending on the application. The user will want to look for clean parts, a good loading system, and PLC controlled cycle.
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Cleaning Requirements
Aqueous (clean chemistry) including rinse/dry, vapor degreasing (clean chemistry).
Time, temperature, gas flow, nitriding potential (Kn) and/or percent dissociation, hydrogen sensors.
Controls
Time, temperature, gas flow, nitriding potential (Kn), carbon potential (Kc) and oxygen potential (Ko). Hydrogen sensor and oxygen (carburizing) sensor may be used.
electric and gas-fired equipment
Fuel Source
electric and gas-fired equipment
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, presence of absence of nitride networking (aka nitride needles), and the presence or absence of cracking or spalling of the case.
Testing Required
Hardness (surface, core), case depth determination (via microhardness – typically core hardness + 50 HV), microstructure (compound and diffusion zone depths), composition, core structure, porosity (type and depth), and the presence or absence of cracking or spalling of the case.
Warm wall plasma nitriding, as well as advances in controls, sensors, temperature uniformity, and reduced gas volumes.
Latest Advances
Black oxide, hydrogen sensors, and fast cooling techniques as well as advances in controls, sensors, and temperature uniformity.
(1) simple equipment, (2) can offer beneficial tribological changes part/metal, (3) performed after part machining, (4) little-to-no distortion.
Pros (Strengths)
(1) fast, cheap, repeatable results, (2) excellent corrosion resistance, especially with (black) oxide, (3) performed after part machining, (4) minimal distortion/almost distortion free
(1) long cycle time, sometimes a multi-day process if deep case is required, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is used, (5) embrittlement with too much white layer.
Cons (Weaknesses)
(1) Focused on part surface, mainly with inexpensive materials, (2) effective pre-cleaning required, (3) weldability becomes reduced, (4) ammonia is sometimes a concern.
Heat TreatRadio host, Doug Glenn, talks with Thomas Wingens, president of WINGENS LLC – International Industry Consultancy, about the growing popularity of ferritic nitrocarburizing (FNC) and whom this process would benefit most. Listen and learn all about FNC and how it might be a help to your production process.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We want to welcome Mr. Thomas Wingens who is from WINGENS LLC – International Industry Consultancy. Thomas is no stranger to Heat TreatRadio. Thomas, you’ve been here before and, in fact, you’ve got one of the more popular Heat TreatRadio (as far as downloads). It’s one of the ones we did several years ago, actually, on megatrends in the heat treat industry. But, anyhow, Thomas, welcome back to Heat TreatRadio.
Thomas Wingens (TW): Thankful to be back, Doug.
DG: If you don’t mind, Thomas, let’s start off very briefly and give the listeners a brief idea of your history and your current activities in the heat treat industry.
TW: My name is Thomas Wingens. I am an independent consultant to the heat treat industry for 10 years now. I have been in the heat treat industry for over 30 years. As a matter of fact, my parents actually had a heat treat shop and I was born and raised above the shop. We had various heat treat processes in our shop. Vacuum heat treating we started in the early ’70s, but also atmosphere heat treating and nitriding.
Nitriding – I am also familiar with this, now for over 30 years. I work with different companies and manufacturers on the one hand, but also other commercial heat treat shops (like Bodycote and Ipsen). I am a metallurgist by trade. I studied material science.
Today, I live in Pittsburgh, Pennsylvania with my family (not far away from you, Doug), and we really enjoy it here.
DG: It’s very obvious you’ve got heat treat in your blood. You were born and raised in Germany, but you’ve been here in the States for quite a few years now. You’re well acquainted, and I think this is important, with not only the European technology that we’re going to talk about today – which is ferritic nitrocarburizing – but you’re also familiar with the U.S. market. It gives you a good “in” in both of those markets and so a good perspective to share with our listeners.
This episode is basically going to just cover FNC, ferritic nitrocarburizing. We want to start at the basic level and work down through a few questions for anyone interested in what it is, how to do it, and that type of thing. If you don’t mind, FNC 101.
What is ferritic nitrocarburizing?
TW: It is aligned with carburizing and nitriding into fusion treatment. It is thermal process diffusion, not a coating. As it is ferritic, it means it is not austenitic. So, we’re not heating parts as high as we would do with carburizing or carbonitriding, which is more the range of 950 Celsius; nitriding in general is operated in a temperature range of 500 Celsius range and ferritic nitrocarburizing is in the 560 – 590 Celsius range. We are not austenitic, and that makes a huge difference, especially when it comes to distortion. We are treating with FNC parts which are ready to build in. It is the final step, very often. That is a huge difference. We can do this because we do not experience any distortion.
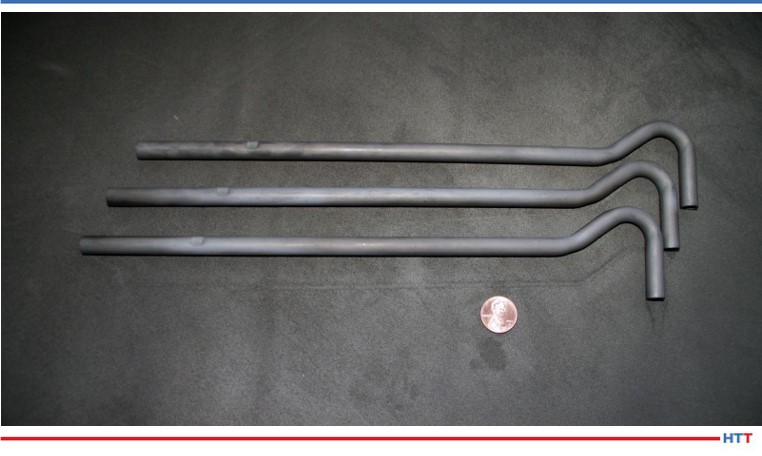
FNC Image Source: Paulo
DG: So, you’re doing it at a lower temperature range, we don’t have to worry about distortion and things of that sort, and it is, more or less, the final step.
TW: It is. Like nitriding, the nitriding is taking place in the 500 – 540 Celsius, and usually the nitriding takes longer; it is up to 90 hours very often, so deep case nitriding is very popular for some applications. The rise and the popularity of FNC is that we can achieve results very fast. First of all, we are at elevated temperature versus nitriding as we are operating at 580 – 590 degrees Celsius.
But there is also the carbon content. The additional carbon, in conjunction with the nitrogen, also accelerates the diffusion. We are achieving faster diffusion layers with FNC than with nitriding. So, shorter cycle times means lower costs and faster turnaround. Instead of having 24 or 90 hours cycle times, we often have 4-6 hours.
DG: Let’s do the comparisons again of the processes. You’ve got nitriding which is probably the lowest temperature process, but it’s a much longer cycle. If we’re moving up in temperature, probably ferritic nitrocarburizing would be next. It’s going to be a much shorter cycle because you’ve got the addition of carbon as well, which is helping diffusion into the metals. Then you’ve got nitrocarburizing or carburizing, both at much higher temperatures. In fact, when you get to carburizing, you need to worry about distortion, I would assume, correct?
TW: Exactly. That makes a big difference because it is not the final step after carburizing or carbonitriding which is taking place at 950 degrees Celsius, or, if you go into a vacuum furnace with LPC, you can go even higher (up to 1000 Celsius). Nevertheless, you’re in the austenitic field. When your part is cooler when being quenched, you transform from austenitic to martensitic, and then you get distortion associated with quenching and the ensuing transformation. That means you need to grind the parts to have finished parts. That’s not the case with nitriding or nitrocarburizing or FNC.
DG: As an example, can you list off some parts that typically go under FNC? What are people typically ferritic nitrocarburizing? What types of parts?
TW: Due to the fact that we have a couple of micron layer only, (that means you don’t have huge parts, for the most part), you are doing .3mm up to 3 or 6mm for deep case for windmill gears. With the size of the part, usually the surface treatment layer is growing as well, so it really depends on the wear.
Nitriding certainly can be applied on large parts and it is done on very large parts, meaning 7 meter long extrusion screws and such; but it is because of the wear. The work technique you have on a very unique surface layer with nitriding and nitrocarburizing is formed from friction. When you have chemical wear, when you have fatigue wear, you get a couple of things. One of them is you have compressive stresses that are holding up to some degree of fatigue, and then you have, of course, a high surface hardness of 1200 vickers. You have a very high surface hardness and then if you have galling or pitting where metal on metal is wearing. The nitriding layer is very supportive here. But also, the chemical resistance is a very big factor.
A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance. That combination is a wonder combination for several automotive parts. A lot of components have been hard chrome plated in the past. So you have several ball pivots, ball joints, in the car. When you have an older car with chrome plated ball pivots, you maybe have heard an itchy noise, when the car makes a noise when you go over a curb or when you go up and down. That is very often due to the fact that these ball joint pivots are corroded and were chrome plated. That is a huge application. That became the standard in the automotive industry. Every ball joint is now FNC and post oxidized.
The other application that you see a lot is if you have a pneumatic trunk lift piston. The piston, you remember, has been hard chrome plated so that you have the chrome finish. You will see in a newer car, in the front hood, you have a gas piston that is FNC treated and post oxidized. Everything that is exposed to corrosion, which are so many parts on the automobile, even the light building of the body. This is something to mention.
[blockquote author=”Thomas Wingens, WINGENS LLC – International Industry Consultancy” style=”1″]A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance. [/blockquote]
All of these components I’m mentioning here are body parts predominantly and have nothing to do with electrification or with internal combustion drive trains. They are not impacted by that, so we will not see any change here in the future. A lot of under body components, where there is stone chipping and all the corrosion, people are tending to use FNC and black oxide because they can make it on thinner sheet metal part with compressive stresses so they have higher strength built in and they have the corrosion protection on top of it. It’s a good combination. And, of course, it’s virtually distortion free. You may see that on some parts, due to very high compressive stresses, there is a buildup on the corners, but other than that, it is virtually distortion free and that’s a big, big plus of FNC.
DG: That explains why it is growing in popularity. I think that’s one thing you and I talked about earlier; there seems to be within the last, I don’t know, five years for sure, it seems like you’re hearing a lot more about FNC than you used to hear about. Nitriding is still popular and carburizing is still popular, but you’re hearing a lot more about FNC, primarily because of the things you said. Are there any other reasons, or is that primarily it? Cost savings and good qualities.
TW: If you look back, Doug, in the early days, in the beginning of the early nineties, I was running our nitriding department in our heat treat shop, and I had this little shaker bottle where it can determine the disassociation of ammonia and that determined the nitrogen potential. The outcome was mediocre, to tell you the truth. We did not clean the parts, we just put ammonia on it, and we had no way of controlling it other than the time and the temperature, so the outcome was a big variation. That’s why it was limited. You could not find anything in the aerospace industry. Nitriding was not accepted in aerospace at all. Even in the automotive industry in the nineties, you did not find anything nitrided. It was only used on tooling applications, and such.
But with the controls you have today, with the probes and sensors, you can determine everything, and you can see exactly what’s going on. That has been a big factor. There is the reproducibility of the layer you achieve and that is only possible with the good controls that you have and a better understanding of the process.
And, it is very important to mention, the cleaning of the surface. There is no other heat treat process which benefits from good cleaning than nitriding and nitrocarburizing or FNC. That makes a huge difference because you’re operating at a lower temperature and you don’t necessarily get rid of all the impurities and the ammonia gas, which, speaking of the process, really relies on the surface cracking of the material to dissociate in. We have seen a huge impact if parts are not cleaned well on the different surface layers of FNC where we have missed the wide layer in total and such, so that is a big difference.
DG: And the cleaning, I assume, besides just particles, I assume we’re talking about removal of grease and chemicals and things of that sort so that there can be good diffusion.
TW: Exactly. The surface has to be active. The chips and the dirt to remove, that’s the easy part, but you have, sometimes, salts and residue from cutting and forming, especially the forming agents, sulfur phosphate, which are very hard to remove, especially for parts that are often FNC treated, like deep drawn parts or cheap metal components that are cut and there we see a big difference if they’re not cleaned well.
DG: Run our listeners through a typical FNC process. How does it happen?
TW: I think it’s important to mention, as we haven’t done it yet, that we have three different processes. We have salt bath nitriding or nitrocarburizing, gas, and plasma. Each process has pros and cons.
The salt, there is a [cleaning] process or…QPQ, there are a lot of names out there for salt bath nitrocarburizing. It is wonderful in that you just dunk it in, it’s quick. The problem is the cyanide salts. You have to carry it over, you have to clean it, you have to appropriately handle it, store it, and not everyone likes to do that. Other than that, you have wonderful mechanical results with salt bath nitrocarburizing.
And then there is the plasma process. The plasma is excellent for certain geometries, not so much for bulk. You can place the parts in the furnace; it’s wonderfully clean and environmentally friendly. Everything is good. The problem is twofold: it is hard with bulk loads, it’s not as flexible on various parts and the other is with the post-oxidation, you cannot do it with plasma because it technically doesn’t work, so you need the… of gas nitriding in the plasma furnace to have the oxidizing part of the process, if you wish to go that route.
Having that said, the most widely accepted process is gas nitriding and gas nitrocarburizing. Everyone knows that in pit furnaces this is one of the arrangements. You put the parts in the furnace either vertically pit or modern now love horizontal arrangements, so if there is a loader you just have a batch. Then you either purge with nitrogen gas or with a newer equipment that have a vacuum pump, so they have a vacuum purge system and instead of flushing with a lot of gas that draw a vacuum, they heat up the load and the convection to 580–590 degrees Celsius. That can be done with so called “pre-oxidation process.”
Some people, especially if you have higher alloy chrome 4140 – “chrome alloyed” steels – they’re better to nitride if they are pre-oxidized on the way up. Other than that, you would nitrocarburize ammonia gas, when you do gas nitriding, in conjunction with either endogas or CO2 gas. Both, in combination, over a cycle time of 1 hour to 4 hours, soaking time and process time, and then you cool down with gas. Not with the ammonia. A lot of people make that mistake. They heat up with ammonia or maybe even cool down with ammonia, but that is not correct. Depending on, of course, what you’re trying to achieve, the best way is to flush it out because you have different disassociation processes going onto the surface and you have whatsoever surface combination nitrides if you don’t do it properly.
DG: Are we gas cooling with nitrogen then?
TW: You’re better off cooling with nitrogen. Or you go interrupted cooling and then you oxidize on your way down, then you have this so called post oxidation. You cool down to 300 – 350 C, and you have an FEO to layer which is dense, which is important. You don’t want to have a flaky one or rough one, you want to have a dense oxidized layer as a surface and then you continue to cool. That is basically the recipe of FNC.
DG: I didn’t ask you before, and I should ask you: metals with which you can nitride or FNC, are they basically all steels? Are there some steels you can’t do it with? How about aluminum? Titanium? What can you do FNC with and what can’t you do it with?
TW: I would say that nitriding is applied to a much broader spectrum of steels and even other alloys, let’s say. People even do titanium and nickel alloys and try to put in nitrogen surface, calling it nitriding. That is much broader. FNC with nitrocarburizing is typically done with low carbon steels or carbon steels rather than high alloy steels. That is why we have sheet metal parts very often. So, low carbon or plain carbon steels.
DG: And that’s maybe another reason, Thomas, why it’s become a more favorable process, right? You can get some of the mechanical properties out with less expensive materials. Is that safe to say?
TW: Yes, that can be part of it. But you should have a pre-hardened material, that’s important. You need some carbon content in to have some hardness which sustains the high hardness of the surface. It’s all prehard metals, for the most part. Not necessary, but it certainly helps if you have some strength in the sub-strength which is supporting the hard layer. It truly depends on your application. But, you’re right: you can save on the materials to some degree and still get the mechanical properties that you’re looking for, especially in combination with the carbon.
DG: Two final questions that maybe will help some of our listeners who are thinking about moving into the FNC direction. The first question is, Who are the companies, and I know we can’t be exhaustive here, but who are some of the companies that actually manufacture this type of equipment that they could speak to? And secondly, What are some of the things that companies ought to be asking themselves before they decide to go down the FNC rabbit trail, if you will?
So, first a list of companies if you have them. We’ll try to be more exhaustive in our transcript of this. If we miss any here, we’ll list them in the transcript. But if you could rattle off a few that you’re comfortable with.
TW: There are the plasma people, that is RÜBIG GmbH & Co KG and Eltropuls and PlaTeG. On the salt side, you have HEF Group, Degussa, and Kolene. On the gas nitriding, you have Lindberg/MPH and Surface Combustion. On the horizontal, very recently over the last 20 years, a very popular design is a horizontal vacuum perch retort nitriding and nitrocarburizing furnaces. There you seen Ipsen, a German company called KGO, but also you have SECO/WARWICK with some proprietary designs (zero flow is also a good concept), and lately Gasbarre came into this business and Solar as well; they have the vacuum purge nitriding firms.
DG: I want to back up a little. On the salt bath companies you mentioned several, I also know Ajax Electric, also Upton Industries. I don’t know if they do FNC units, but I’m assuming that they do. There are a lot of other companies.
TW: Salt bath is unique to salt. There are only two, or three maybe, companies left in the world who supply these salts. It’s more popular in Japan, by the way. Anyway, it’s not as big as the gas process.
DG: So, I’m a company thinking about maybe converting from some other surface hardening process over to FNC. What kind of questions should I be asking myself?
TW: It all starts, of course, with the product and the application. Then you need to understand the wear and the corrosion methods. That has to be well understood. If that leads to FNC being the most suitable solution for this application, you need to understand the details of how you want to build up the surface layer, the thickness of your diffusion layer, the compound layer, the wide layer on the top and if you want to do post oxidation, so you will also need to do the oxide layer, which by the way, very often needs to be polished at the end, as well, to increase corrosion resistance. These kinetics need to be well understood and the wear and what you want to achieve with this.
Then, of course, you have to see the design. If you have sheet metal components which are cut, the cutting corner usually receives a higher layer and then the corners themselves that built up due to stresses, so there are a couple of minor things that need to have attention. Then, of course, you need to have an expert who really refines the process, and that has to be done in conjunction with good controls. There are two or three companies in the market. UPC is one of them. Oh, I forgot to mention Nitrex, a big brand.
DG: UPC is part of Nitrex, but they also do the process.
TW: Right. Very important. Somebody who really understands the nitriding and the control part of it. UPC Marathon, they have very good controls. SSI also has the probes. There is STANGE in Germany as well. You have two or three companies which have good knowledge in the controls and the probes and how to control this nitriding process. Then you can build up your desired layer system. In the layers, you have a diffusion, then you have a compound, a white layer, and then maybe you have an oxide layer on top and that needs to be well understood. And, of course, as mentioned before, it is essential to have parts cleaned thoroughly and if you maybe need a polishing afterwards. Then, of course, how you put them in the furnace (placement) so that the gas can uniformly penetrate the parts. These are the essential things.
DG: There you have it, folks. That’s FNC 101. Those are the basics in ferritic nitrocarburizing from Thomas Wingens. Thank you, Thomas. I appreciate it very much. I know that if people have questions, you, specifically, would be more than happy to help them out. The company again is WINGENS LLC – International Industry Consultancy. Thomas, www.wingens.com.
TW: That’s it!
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
In January 2021, Hubbard-Hall hosted a free webinar with Thomas Wingens of Wingens International and Michael Onken of SAFECHEM. These two experts described the influencing factors for technical cleanliness and some solutions for washing. This Technical Tuesday, we are sharing an Original Content overview of what happened at the virtual event.
This year, we are seeing a lot of online-adapted education for the heat treat industry. One of these webinars was "Solving The 4 Most Common Metal Cleaning Challenges In Heat Treatment" hosted for free by Hubbard-Hall. Jeff Davis, SVP of business development and distribution at the chemical supplier, introduced experts Thomas Wingens, longtime metallurgist with a lifetime of exposure in the heat treating industry, and Michael Onken, market development manager at SAFECHEM. Here is a brief rundown of what they talked about.
The concluding slide from Hubbard-Hall's webinar, Tuesday February 2, 2021. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
How Do You Clean | Why Do You Clean | Who Cleans
The audience indicated that if they cleaned, they overwhelming used water-based cleaners on their products.
The experts then gave four clear reasons why heat treaters should clean:
Optics -- get rid of stains
Achieve Uniformity -- resolve soft spots and stop-off paint issues
Brazing Voids -- prevent the appearance of bubbles on your part
Contamination of the Furnace -- all furnaces, even vacuum furnaces, are susceptible to contamination
Smoking Parts -- if not cleaned well, left-over oil on a part can smoke up
With all of these reasons and with the specificity of the part, all heat treaters should pay attention to how they clean their products, but especially commercial heat treaters. The reason? Commercial heat treaters are in the most challenging situation with cooling fluid contamination, corrosion protection, chips, dirt, and dust as they treat a variety of different parts at their facility. As a note, the experts noted that commercial heat treaters could remove these contaminants with sandblasting, pickling, and sputtering.
4 Challenges - 4 Solutions
One by one, Wingens shared a cleaning challenge that Onken immediately responded to.
1 - Residual Contamination Results in Insufficient Hardening (T.W.)
Residual contamination may be because the cleaning method you are using is insufficient or non-existent. Still, Wingens noted there is clear evidence that insufficient cleaning for nitriding and ferritic nitro caburizing (FNC) leads to white spots. This, among other things, is a cause for concern and may compromise the part quality.
1 - Consider Cleaning Factors, Regulations, and Requirements (M.O.)
If you are running into this cleaning challenge, you have to first consider specific factors, regulations, and requirements for implementing optimal cleaning, says Onken.
Time. You want cleaning to be as short as possible because "time is money."
Temperature.
Mechanics of the cleaning machine.
Chemistry of the Cleaning Agents. Alkaline, neutral, or and organic solvents? You must know what type of contaminations you have on the surface -- if it's polar or non-polar -- in order to use the correct solvent in cleaning the part.
Are the contaminants fat, resins, oil, petroleum or salts, emulsions, emulsions?
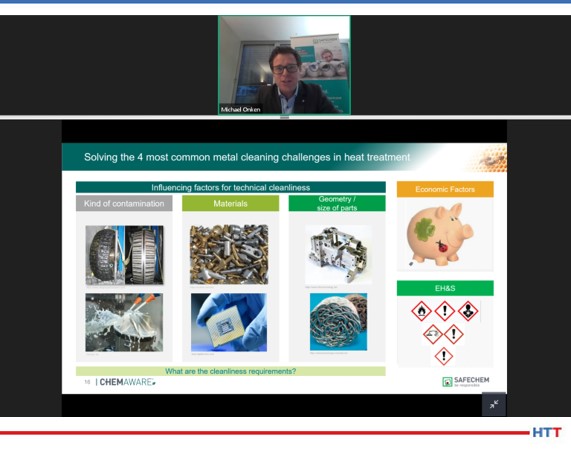
Additionally, there are several factors of the part itself, pricing, and Environmental Health & Safety standards that do come into play, as Onken lists in the slide below.
Michael Onken sharing factors influencing technical cleanliness. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
2 - Surface Stains on Finished Product (T.W.)
This is a pretty straight forward challenge: you don't want the surface stain, so what do you do?
2 - Type of Contamination: Polarity (M.O.)
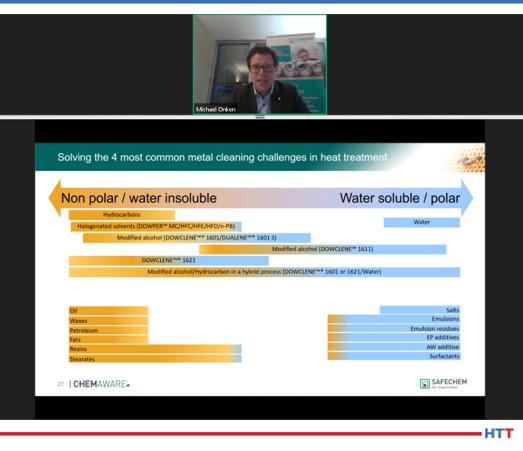
First, you want to clean "like-with-like." That is, if you have a water insoluble/non-polar contaminant like petroleum or wax, you want to clean with an insoluble/non-polar cleaner like halogenated solvents. Likewise, if the contaminants are water soluble/polar like salts or emulsion residues, then you clean with water-based cleaners. Check out the chart below that Onken shared at the webinar to see how specific cleaners are non-polar, polar, or even hybrid.
Polarity of cleaners and contaminants presented by Michael Onken at SAFECHEM. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
Additionally, the way your load is situated can influence what cleaner you use. For a basket load, you'll want to use a cleaner with low surface tension like solvents since those can penetrate and move through the complex geometry of the load.
3 - Inconsistent Cleaning (T.W.)
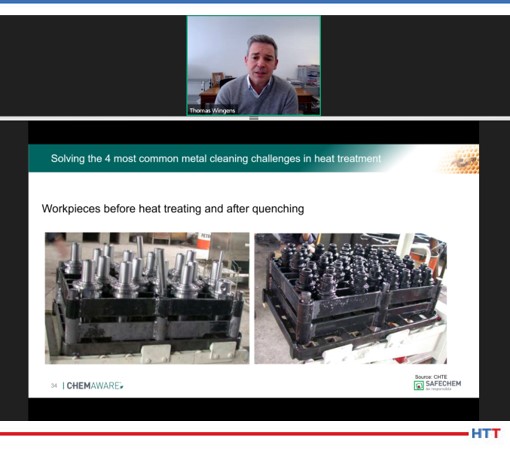
The impact of a cleaner decreases in strength over time, particularly with solvents, leading to an oily surface. (See the example below.) What to do?
Oily parts before hat treating and after quenching. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
3 - Process Stability (M.O.)
There are preventative measures, Onken highlights, that emphasizes process stability that can handle high through-put that will clean all of the parts you have uniformly:
Solvents: These are 100% composed of solvent with a stabilizer. Monitor build up of acids only, not the concentration of cleaner itself.
Water cleaner: These are 90-99% water mixed with other chemical(s). Therefore, they are much more complex. Check out alkalinity.
Bottom line: keep an eye on how your cleaners are doing so that you always know their quality before you use them.
4 - The Cost. (T.W.)
Wingens pointed out that it is costly to invest in a cleaner, and so how is a heat treater to mitigate this practical challenge?
4 - Efficient Product Use (M.O.)
First, look at efficiency of aqueous cleaning. Solvent cleaning is now in closed machines, not open machines. It is simply not that efficient to use an open machine because a lot of the cleaner disperses into the atmosphere when it is in use. That is why it is more common to see closed cleaning process. Vacuum Tight Machines close the processes even more.
Do what can to conserve material and keep the process efficient and effective.
Final Comments
The experts left the live webinar with a few final comments, noting that there is a move away from water-based cleaning because of the constraints of being able to do batch part cleaning (see solution #2). Additionally, they reiterated that investment costs are higher for closed system with a vacuum; but due to their efficiency, that investment can be paid-off fairly quickly.
If you are interested in catching the next webinar, "Do You Know Your Real Cost of Cleaning?" is happening next week, February 23, 2021 at 2:00pm ET. Again, the recorded webinar can be accessed here.
All images were captured during the live webinar on February 2, 2021.
Heat Treat Radio host, Doug Glenn, interviews Thomas Wingens about recent developments in parts washing technology. While many heat treaters gawk at the cost, it could be even more costly if avoided. Throughout the episode, check out the pre- and post-washing articles listed within the transcript. Click the image for the resource.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re here today with Thomas Wingens, who is no stranger to Heat Treat Today. Thomas is the owner, founder and president of WINGENS LLC – International Industry Consultancy. You can learn more about Thomas’s business at www.wingens.com.
The last time we spoke with you was in a radio episode in October of 2016. We were talking about some “top-of-the-mountain” type of things. The episode was called “Megatrends with Thomas Wingens,” and we were talking about some very, very broad categories of megatrends going on in the heat treat industry, which, by the way, has been one of the top listened-to episodes that we’ve had. Even though it was 2016, much of what was said in that episode is still very much worth listening to, so I recommend it to people to go back and listen to.
But Thomas, you and I need to get down off the 30,000 elevation mountain and we need to talk about a very specific topic today, and that is parts cleaning or parts washing. You just recently completed participation in a webinar about parts cleaning for a company called Hubbard-Hall, Inc. I want to touch on that for a little bit, and then I’ve got several different questions for you about parts cleaning.
First off, tell us about that webinar – how did it go, was it well attended, and what was your impression of it?
Thomas Wingens (TW): It was well-attended thanks to you, Doug. You did a wonderful job promoting it on your website, Heat Treat Today, and we had a broad spectrum of listeners and very specific questions after the webinar. They were broad because it was an international audience, mostly from North America but also from Europe, but also broad in the sense of different applications. Washing/cleaning is, indeed, a broad spectrum because everything that is contaminated is to be cleaned for various purposes. Here, in our discussion today, it is a niche just for the heat treat industry. That’s what we want to talk about today.
DG: That’s exactly right. Parts cleaning can come either before heat treat, after heat treat, both, or it can be all over. Before we jump into specifics about some of the new technology, it might help some of our listeners if you could give us an ever-so-brief overview of the past: what have we dealt with and what has been the state of washing and cleaning in the heat treat industry?
TW: As much as heat treating is a necessity, washing and cleaning in heat treat or for heat treat is even more of a necessity you’d like to avoid if possible, because it costs money and people do not necessarily see the added value. As a heat treater, you’re selling the hardness of the material as a value added, not necessarily that parts are clean – that’s not your main focus. But it is a necessity which, over the years, has received more and more attention for various reasons.
[blockquote author=”Thomas Wingens” style=”1″]technologically, you need to clean it to avoid the flaking of the stop-off paints of carburizing, for instance. But with the rise of the nitriding and ferritic nitrocarburizing… it is so important to clean it. [/blockquote]
So, why do you clean parts? Well, obviously, the cleanliness or the appearance of a part reflects the quality of a part. But also, technologically, you need to clean it to avoid the flaking of the stop-off paints of carburizing, for instance. But with the rise of the nitriding and ferritic nitrocarburizing in the industry, and the higher demands on the predictable nitriding layers, it is so important to clean it. It is so difficult because it is a low temperature process. People don’t necessarily see it unless they look at the microsample and see spotty nitriding layers. They are hard to come by and so that can be a bit too clean. But also commonly, of course, in other industries like brazing, you have problems with whitening of the parts of the filametal getting the parts on that clean. Or, within the powder metal industry, it is very difficult to clean. It really depends on what process you’re looking at within heat treat which will determine the cleaning of the parts.
Historically, to answer your question, it was a very simple thing. Let’s look at atmosphere heat treating. You have the parts come in after machining and you have some lubricants, cutting fluids, deep drawing material fluids that need to be removed before heat treating. In atmosphere heat treating, that’s a fairly easy task, because if you have some residue, usually it burns off. But after oil quenching, obviously you have quench oil on the part. If you don’t clean it well, your temper furnace, the tempering process, you will have a lot of smoke. So, you need to wash before tempering. You usually have a water base, alkaline washing machine with a simple belt skimmer and that’s how it was done, and is still done, for many years.
Influence of process variables on proper cleaning of parts prior to heat treatment. Source: “How Parts Cleaning Maximizes Heat Treatment” gearsolutions.com
Back in the day, it was much simpler, like 25-30 years ago, in our heat treat shop. It started when the material you had on the surface of these parts became more difficult; environmentally-friendly cutting fluids were very hard to remove, for example. Back in the day, people were happy when parts were not black and had no scale. But atmosphere furnaces got tighter, there were better controls, and customer’s expectations were higher. So, they want to have clean parts, right? The way to get it is to make sure that you fully removed all the oils, especially after quenching. So, I went to the old quenchmen, usually that’s what you do, because they understand their oil and how to remove that oil.
That helped a lot to adjust the alkaline water-based washer. Removing the oil of the water solvent was difficult sometimes. Different skimmer technologies certainly helped, but it came to a limit. Especially now, it’s getting a little more difficult when you have parts that are dense, like stamped parts which stick to each other. It depends on how dense you load it, so the geometry of the part is very crucial. If you have scooping parts which carry on the oil or if you have single-ended holes, then it becomes a little bit more tricky. To remove these oils, either before heat treating or after quenching, is much more sophisticated and more challenging. Back then, we were looking into a different washing machine, but then you really open up a can of worms.
You are confronted with a lot of questions from the washing machine manufacturer and so you really have to learn how to clean and what’s out there in the market. Then you get the sticker shock – how expensive everything can be – and that’s when the homework really starts.
Click the image to read the article by Dan Herring, The Heat Treat Doctor, and Richard Sisson, Professor Center for Heat Treating Excellence
DG: Let’s talk a little bit about that. Let’s put ourselves in the shoes of a manufacturer who has his own in-house heat treat line and let’s say he either has a washing system now or is looking to get one. He definitely has some pain points. He has some things he’s thinking about, things that are potentially keeping him up at night. What might be some of those things? You’ve probably already hit on some of them, but in a nutshell, what are these guys worried about and what do we need to be thinking about when we’re thinking about purchasing and/or using a parts cleaner/parts washer?
TW: The benefit of in-house heat treating is that they usually know what they put on the surface of the material. A commercial heat treater is a different story – it is much more complex because you’ve got these various different contaminations. For in-house, they usually know their cutting fluids, the corrosion protection, the forming lubricants. So, I think that’s how you start. You need to know what you put on the surface first and then you’re in a better position to know how to remove it. If you know what you put on, then how to remove it is a matter of having the right cleaner system. The right cleaner system needs to be run in the right equipment and the application time and the temperature all together give you desirable results. Most people don’t do it that way, to tell you the truth. They have a system that they either live with and accept, and then later on, sometimes, focus on the technical results. It is very hard to see the effect because it is not so defined, not so obvious sometimes.
To answer your question, it is not necessarily a “pain point” which is present, it is something which comes up at a later time when you get claims. When you see, for example, there is some nitriding layer which is not as expected. Why do we have this spotty surface? Why do we have problems with our equipment? Why do we have spotty carburizing layers and all that? It’s not always detectable that it is a washing issue. This usually comes in the later stages when parts are used and when parts are in the final assembly or even out there for many years. It usually comes up at a much later point and that makes it so risky. That’s why people should pay more attention to this because it can solve problems that they are not necessarily aware of at this point.
DG: For the past 20 years, the technology for parts cleaning/parts washing has advanced. Again, we don’t talk a lot about it here on Heat Treat Radio, but it is an integral part of the heat treat process, so I want to spend more time on it. What might be some of the more notable, recent advances in parts cleaning/parts washing technology?
TW: It is many-fold. Let’s look at nitriding, atmosphere heat treating, and vacuum heat treating, which are the most common processes. Every process has different points to address. In atmosphere heat treating, you want to make sure you have clean parts before you temper. For the most part, it is simpler. If you have high expectations, you maybe want to look into a solvent cleaner, but for the most part, you might be happy with an aqueous alkaline cleaning system. It really depends on the parts you have and the desired outcome.
Click the image to access the article.
For vacuum heat treaters, the vacuum is a cleaning machine by itself, so you protect your investment by the vacuum pump and your vacuum levels if you clean them up-front.
But the nitriding is a very hot topic these days. I have personally tried a lot of different washing media. It was easy in the past because we all used trichloroethylene perchloroethylene open bath. That’s not environmental or health-friendly and that cost a lot of trouble, back in the day. You could clean anything; it was easy, simple and cheap. I did it myself. I worked a lot on this open trichloroethylene, but that is not what you want to do to protect your people and your health.
A good solution today to really address the various contaminations and the broad spectrum is to use modified alcohols. They are environmentally friendly, on the one hand, and they can cover nonpolar, meaning oil and grease contaminations, and also polar water soluble emulsions. So, they have a very wide spectrum of cleaning organic and inorganic contaminations. If you have just a perchloroethylene cleaner, you may end up with residues that are emulsions with stains and you wonder, Why is that perchloroethylene moving? It’s because it is a polar contamination and it is better with a water-based cleaning system. The modified alcohols cover both sides. So, you will not get stains but you will get, most commonly, cooling fluids and corrosion protections taken away at the same time.
DG: And these modified alcohols are relatively environmentally- and people-friendly?
TW: They are. And, most of all, if you operate them in a closed system, then they really shine because you don’t carry out so much; you keep it all in close and safe, so much that some companies operate the modified alcohol, believe it or not, in an atmosphere integral quench line very close next to an atmosphere open flame furnace. But because they are vacuum tight, the whole system is vacuum tight, and they have no residue, it’s a very nice system and that is also safe. Also, modern systems can tilt. Not only can they flush, rinse and dry, they can also tilt a little bit. So, if you have scooping parts or if you have single-ended holes, then you get all the residual solvent out.
DG: There is material handling inside of the washer or the cleaning system that actually will oscillate the basket, perhaps rotate it a bit, so that it’s dumping out any extra liquids or anything of that sort.
TW: Exactly.
DG: Any other advances in technologies that we should know about?
Click the image to access the article.
TW: It really depends what materials and what geometry in size parts you have. Some are very hard to clean. On the corrosion protection deep drawing materials, you have special deep drawn parts that have phosphor and sulfur additives and they work themselves into the surface. They are very hard to be removed and if you don’t remove them, you will receive spotty nitriding layers and the recovery of the media. I think that’s an important part to mention. That has changed quite a bit. Most of the washing machines usually clean well on day one. Over time, they fade. The cleaning results will change. In a lot of systems, especially phosphates and sulfurs, they accumulate. It’s a chemical plant and they have new reactions. So, the treatment and recovery of these solvents is a very important part. I think that has changed quite a bit over the last years. Now they have sensor technology, but they fully control this in a fully enclosed system, which is environmentally safe, and it fully controls the status of the cleaning agent, whatever that is. They know exactly what to do to reclaim it or to readjust it, and that technology, I think, over the last ten years, has got much better and so you now have a consistent and clean outcome of the part surface.
DG: Let’s move to a question that I think will be helpful to listeners, especially if they’re considering purchasing new equipment or upgrading current equipment. I know a lot of people appreciate “What do I need to be asking?” If I’m getting ready to purchase a new piece of equipment, what are the questions that I should be asking either of my team in the shop, on the heat treat line or whatever, or to the manufacturers of these washing/cleaning pieces of equipment. What are some of the questions?
TW: The simple question is: What is the material you have and what is the size? This may be something you don’t want to cover 100% of your parts. If you have that 8′ gear and a five ton dye just once a year, you don’t necessarily size your cleaning machine for that part, right? You take a piece of cloth and a spray bottle and you do it that way (~chuckle~). But you should look at 80% of the parts you have. You want to put that in-line because once the corrosion protection is off, you should treat it.
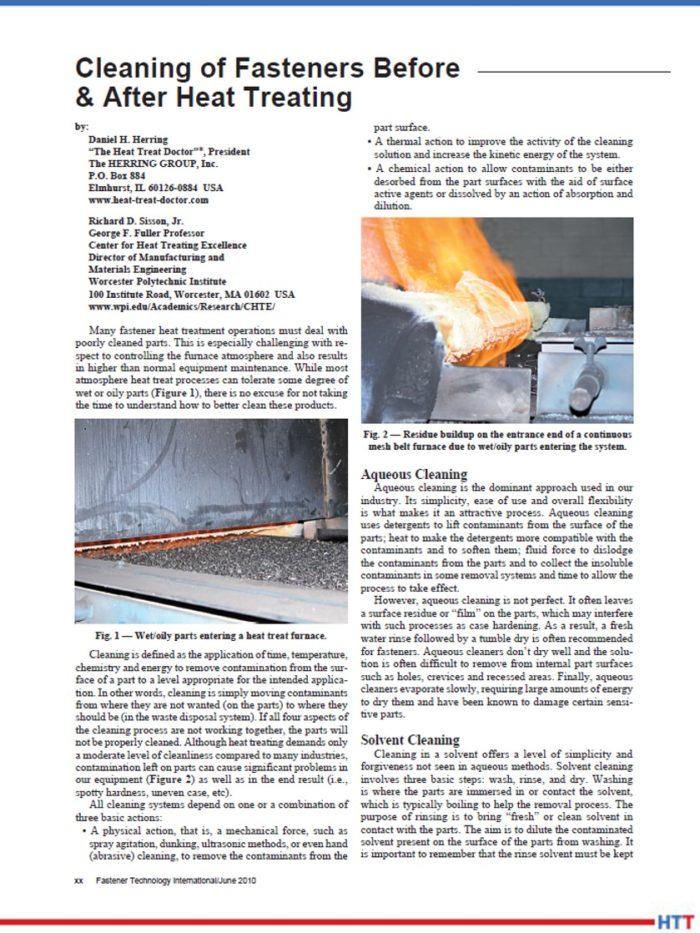
Wet and Oily Parts Entering Heat Treat Furnace Source: Herring and Sisson article above
Of course, you need to know what you want to remove. In in-house heat treating, that’s easier because you have the list of materials and cutting fluids you have. Then, what is your expectation of the outcome? That is difficult. It is difficult because there is not a real measure, like in hardness. To determine the surface cleanliness, that is really hard to have that consistently over time. Then of course, the pain point of cost. My big advice is that people should really not cut corners and start on the low end and work their way up. That is a typical scheme that is happening so often that people say let’s try the cheaper version and then they find out after years it did not work and they have to upgrade. They have claims but then they have to invest again. It pays off to experience the pain once.
DG: That is so typical and it’s good advice, not just for washing equipment. So many people want to start on the cheap end and then they have a bad experience with the equipment and they say all these washers are cheap junk. Well, that’s not necessarily the case. Sometimes, like you said, you need to invest. If you’re going to get hit, get hit once and let’s get it over with and move on and enjoy life.
Click the image to access the article.
TW: Exactly. And then, there is the overall running total cost of ownership, of course, how much you use of the solvents and all that, so it’s the whole system you have to look into. I would always recommend, that it’s better to go a step above than to go a step below because it’s not so obvious that you’re having failures due to bad cleaning.
DG: I’m assuming that if one of our listeners wanted to get that list of questions to ask, they could contact you and you’d help them with that.
TW: Yes, sure!
DG: Let’s say someone wants to get a little more educated on parts cleaning, parts washing and that type of thing. Do you have any resources that you would recommend that people look into to help start educating themselves?
TW: There are companies, equipment manufacturers, consultants, like Hubbard Hall, that have a broad portfolio. There are independent consultants who can look at the big picture because it sure makes a difference on what you want to accomplish and what treatment you have to size the system right for your purpose.
DG: That probably captures it, but I think I was looking specifically for if you wanted to learn more generally about parts cleaning. Are there any articles out there, websites? But I think these equipment manufacturers are probably a good place to start on that, as well.
TW: It is not as straightforward as you would like for a furnace. It’s really niche, so you have to dig a little deeper. But, once again, we are happy here to help.
DG: Yes, good. A lot of your furnace manufacturers are going to at least know of parts washing suppliers and things of that sort, so they could also help you. If you’ve got a good relationship with your furnace manufacturer, they could probably help as well.
I will mention this too, because I think it could be helpful, you can obviously Google industrial parts washing, industrial parts cleaning, you can find out who it is that sells those. Some of you listeners might know of what used to be called Thomas Register and now is called Thomasnet.com. I highly recommend those people; they’ve really evolved with the times and I think they’ve got a good resource of people who could be suppliers. Also, within our very industry, is Industrial Heating, who is actually a competitor of ours. But I’ve got to give them credit, they’ve got a good buyer’s guide that has a parts washing section in it. I would recommend, if you would like, to go there. It is www.industrialheating.com and look for their Buyer’s Guide; it actually has a list. If you’re listening to this podcast after June of 2021, then go Heat Treat Today’sBuyer’s Guide because we will have one then and we will also have parts washing in there. Those are some other good resources to access, if you’re interested.
I don’t know if you remember, back in the day, Abar Ipsen. I used to know the president Tom Farrell. They were into vapor degreasers. Tell me about those, if you know, what they were and how they work.
TW: It was a vacuum cleaner and it was called ECOCLEAN. It was an ecologically sound cleaning system. The ECOCLEAN vacuum degreaser worked in this way- you heated it up to the vapor point of your oil, it evaporated, the oil evaporation got cooled down and was then captured, it was condensed in a trap. That worked really good if you only have one oil with a defined vapor point. This special technique does not work in a commercial heat treat shop necessarily, but it worked really well and was used in the powder metal industry. You have sintered parts that soak up the quench oil or the foaming media. You could really use it to vaporize at a very defined temperature to that specific oil.
Another side effect that was really nice, was you had preheated parts. It was done before you went into the sintering process, so you had decreasing of the press media which was on the surface of the green parts and you vaporized that oil and then you took that heat and put it right into the sinter furnace. That worked well in that specific application. Other than that, it’s not a broad spectrum cleaner and it does not address the various contaminations you have on the surface.
DG: Are they still used, do you know?
TW: Abar doesn’t sell them anymore.
DG: But vapor degreasers, in general, are not necessarily a type of cleaner that is used?
TW: I think it comes down to the cost of the system and the value it brings you, so that is not necessarily what is used today.
DG: There have been a lot of advancements in technologies and sensors in the heat treat industry. Do you know if any parts washing companies are using in situ, real-time, live, loopback types of sensors to clean parts? In other words, can they measure the cleanness of a part and continue washing until it’s done?
TW: They do measure the cleaning agent, yes. The cleaning detergent is measured in situ and controlled and you can see the status at any give time when you need to take action and recover the system or to renew the potency.
DG: But as far as actually measuring the cleanness of the part, nothing that we know of at this point is used to actually measure the cleanness of the part? I’m not even sure that’s possible, but I was just wondering if it was.
TW: No. It would require a scanning of the surface and I haven’t seen that.
DG: Have you heard of or seen any single piece flow washing systems that are actually in-line with a machining, heat treating, washing, tempering line?
TW: A single part, I have not heard of. There are contiguous washing machines that usually are water-based which work well, for the most part, but when you have solvent washers, like modified alcohols or hydrocarbons, then these are closed systems in the vacuum batch style. If you would do this in a single batch, you would just make a very small batch, but I don’t know that you’d want to integrate this into a system. Usually, single parts are much easier to clean than a batch. Picture a lot of washers in a basket that stick together… That’s a much bigger challenge than a single piece.
DG: Let me recommend to the listeners that we do a couple of things. One, I mentioned back in October of 2016 we had another interview with Thomas Wingens of Wingens International Consultancy, where we were talking about heat treat megatrends. I recommend that you go to our website www.heattreattoday.com and search for Wingens and you should be able to see that episode of Heat Treat Radio there. Feel free to listen to that as I think it will be very helpful.
One other parts-cleaning/oil-cleaning type episode that we have done on Heat Treat Radio was with a company called SXOil Lifter. This is a little different as it is removal of oil from quench tanks and things of that sort, but it’s along the line of cleaning, at least keeping your quench tank clean. That was done in July of 2018. Again, if you go and search for SCOil Lifters, you should see that episode as well.
Thomas, thank you very much. I think it’s been very informative. We will, include your contact information as we wrap up, but we appreciate your time and expertise.
TW: Thank you very much, Doug. It was a pleasure to be, once again, on the show. I think we need to upgrade the outlook of this trend of four years, as COVID has changed things for sure.
DG: Well, once every four years is probably all you can take of me, Thomas. (~chuckles~)
Thomas Wingens, Wingens International Industry Consultancy
Heat Treat Today’sMedical and Heat Treating December 2019 issue featured an article on medical alloys.Heat Treat Todaytalked with respected industry expert, Thomas Wingens of Wingens International Industry Consultancy, about current medical alloy trends. Here are some of his thoughts.
Heat Treat Today: Who is the new kid on the block in medical metals?
Thomas Wingens: Magnesium. While magnesium is a light metal used in the automotive industry, in the last five years it has become a player within the medical industry. Magnesium occurs naturally in our bodies and because our bodies can absorb it, magnesium is being engineered to last for two years and then it will deteriorate back into the body.
HTT: What are the top metals and alloys that are being used today in medical procedures and why are they beneficial to the patient?
TW: Titanium is one of the top metals because it is neutral due to the titanium oxide on the surface which makes it biocompatible.
One of the most used metals is cobalt chromium, which is highly regarded in joint and dental implants because of its outstanding osseointegration, strength, and wear resistance.
Nitinol is another top alloy. It is composed of nickel and titanium. Nickel by itself is not good for the body as it can cause headaches, however, when paired with titanium, it is a balanced alloy that is used in the spine and to produce stents for the heart. It is also a memory shape alloy that I use in STEM presentations to show students how nitinol can be twisted yet, when heated, will return to its original form.
HTT: What are your thoughts on the market forecast of medical heat treating?
TW: When taking into consideration the components of implants, tooling, and equipment, studies have shown a consistent market growth of 5-6% each year. The top joint replacements are hips with the knees, being a more complicated procedure, coming in second. Couple these with prothesis implants and x-ray tubes with copper coils, and business continues to climb.
HTT: What do you see as an exciting or disruptive heat treating technology or material in the medical field?
TW: DISRUPTION is taking place in personalized medicine. There are a bunch of very small devices for sensors and analytical devices for home use, as well for drug delivery.
A Quick Guide to Alloys and Their Applications
Titanium
Catheter Wire (Image source: Medical Design Briefs)
Implants
Neurostimulators
Orthopedic Rods
Pins and Plates
Heart Valve Housings
Prosthetic Eyes
Surgical Instruments
Drills
Forceps
Retractors
Scissors
Needles
Cobalt Chromium
Bearing Surfaces Hip/Knee Replacements
Pacemaker Parts (Image source: Medical Design Briefs)
With no other event in North America for executives in the thermal processing and industrial finishing and coatings industries, ITPS/IFCS is a can’t miss event for leaders in these manufacturing segments. While the joint general sessions will address topics impacting manufacturing as a whole, two breakout sessions that focus specifically on topics of significance to the thermal processing and the finishing and coatings industries will run concurrently.
Opportunities & Threats in the ThermProcess Industry Tim Lee, Honeywell Thermal Solutions
OEM Perspective on the ThermProcess Industry, Chad Spore, John Deere
Risk Management Strategies for Industrial Combustion Systems, Chris Della Mora, HUB International Risk Services
Cutting Edge Trends: A Consultants Panel Looks at the Future, Madhu Chatterjee, AAT Metallurgical Services; Thomas Wingens, Wingens International Industry Consultancy; John Young, Young Metallurgical Consulting
Why I’m Attending:
Mike Stowe, Senior Energy Engineer, Advanced Energy
“ITPS provides a unique opportunity to hear a combination of leadership, business, and technical aspects from the leaders of the process heating industry. Company executives, technology leaders, and operations managers can all benefit from the high-level industry insights at this event. In addition, it is an excellent opportunity for networking with business leaders across the thermal processing industry. I would not miss it.”
Mike Stowe, Senior Energy Engineer, Advanced Energy
Opportunities & Threats in the Finishing Industry, Speaker to be Announced
OEM Perspective on the Finishing Industry, Mark Prehar, AGCO; Anteneh Kebbede, GE Global Research; Chris Misorski, Mercury Marine
Finishing Economics, Michael Guckes, Gardner Intelligence
Benchmarking Your Finishing Operation: Steps to Improve efficiencies & Profits, Tim Pennington, Products Finishing
Why I’m Attending:
“IFCS offers attendees exclusive access to some of the leading OEM’s within manufacturing and provides excellent insight to future trends within industries that impact the industrial finishing markets. If you’re an owner or leader within your respective company, this is a must-attend event.”
Todd Luciano, Publisher, Products Finishing
[button link=”www.itps-ifcs.com” size=”default” icon=”Select a Icon” side=”right” target=”blank” color=”b70900″ textcolor=”ffffff”]Register Now[/button] Save 25% with promo code ED25C.
Registration discounts are available for IHEA, CCAI, MTI, CECOF, JIFMA, VDMA, Electrocoat Association and WiM members.
For complete Summit information, including hotel reservations and to register, visit www.itps-ifcs.com; call 941-373-1830 with questions.