An Ohio manufacturer of processing equipment recently received heat treating upgrades to its facility from a heat treat controls system manufacturer, also in Ohio.
Milacron LLC partnered with Super Systems, Inc., based in Cincinnati, Ohio, to make major upgrades to the heat treating assets at its plastics machinery facility in Mt. Orab, Ohio.
Included in the scope of work were new control cabinets, atmosphere flow panels, SCADA software, and a new ammonia dissociator. The work has been completed for this project.
“We are very happy we chose Super Systems… The quality and workmanship set them apart from others in the industry,” said Jeff Bissantz, project engineer, who led the Milacron team.
When processing critical components, heat treaters value and demand precision in every step of the process — from the recipe to data collection — for the sake of accurate performance of the furnace, life expectancy of all equipment, as well as satisfactory delivery of a reliable part for the customer.
So what’s the obstacle to achieving those goals? Gunther Braus of dibalog GmbH/dibalog USA Inc. says, “The general problem is the human.” Indeed, the need to remove the variable of human fallibility plays a significant role in the search and development of equipment that could sense, read, and record data separate from any input from the operator. “As long there is a manual record of values there is the potential failure,” adds Braus.
Now, as part of the quest for precision, particularly in the automotive and aerospace industries, many control system requirements are driven by the need to prove process compliance to specified industry standards like CQI-9 and AMS 2750. These standards allow for and frequently require digital data records and digital proof of instrumentation precision.
With this in mind, Heat Treat Today asked six heat treat industry experts a controls-related question. Heat TreatControl Panel will be a periodic feature so if you have a control-related question you’d like addressed, please email it to Editor@HeatTreatToday.com and we’ll put your question to our control panel.
Q: As a heat treat industry control expert, what do you see as some of the best practices when it comes to digital data collection and storage and/or validation of instrumentation precision?
We thank those who responded: Andrew Bassett of Aerospace Testing & Pyrometry, Inc.; Gunther Braus, dibalog GmbH/dibalog USA Inc; Jim Oakes of Super Systems, Inc; Jason Schulze, Conrad Kascik Instrument Systems, Inc.; Peter Sherwin, Eurotherm by Schneider Electric; and Nathan Wright of C3Data.
Calibration and Collection
Jim Oakes (Super Systems Inc.) starts us off with an overview of the equipment review process, the crucial component of instrument calibration, and digital data collection:
“Industry best practices are driven by standards defined by the company and customers they serve. Both the automotive and aerospace industries have a set of standards which are driven through self-assessments and periodic audits. Instrument precision is defined by the equipment’s use and is required to be checked during calibrations. The frequency of these calibration depends on the instrument and what kind of parts and processes it is responsible for.
The equipment used for these processes can be defined as field test instrumentation, controllers, and recording equipment. Calibration is required with a NIST-traceable instrument that has specific accuracy and error requirements. Before- and post-calibration readings are required (commonly identified as “as found” and “as left” recordings). During calibration, a sensitivity check is required on equipment and is recorded as pass/fail. The periodic calibration procedure is carried out not only on test equipment but also on control and recording equipment, to ensure instrument precision.
Digital data collection is a broad term with many approaches in heat treatment. As mentioned, requirements are driven by industry standards such as CQI-9 and AMS 2750. Specifically when it comes to digital data collection, electronic data must be validated for precision; checked; and calibrated periodically as defined by internal procedures or customer standards. Data must be protected from alteration, and have specific accuracy and precision. Best practice tends to be plant wide systems that cover the electronic datalogging that promotes ease of access to current and historical data allowing use for quality, operational, and maintenance personnel. Best practices in many cases are defined by the standards within each company, but the hard requirements are often the AMS 2750 and CQI-9 requirements for digital data storage.”
Industry Guidelines and Requirements
Andrew Bassett (Aerospace Testing & Pyrometry) has provided us with a reminder of the industry guidelines for aerospace manufacturing (via AMS-2750E, paragraph 3.2.7.1 – 3.2.7.1.5)
The system must create electronic records that cannot be altered without detection.
The system software and playback utilities shall provide a means of examining and/or compiling the record data, but shall not provide any means for altering the source data.
The system shall provide the ability to generate accurate and complete copies of records in both human readable and electronic form suitable for inspection, review, and copying.
The system shall be capable of providing evidence the record was reviewed – such as by recording an electronic review, or a method of printing the record for a physical marking indicating review.
The system shall support protection, retention, and retrieval of accurate records throughout the record retention period. Ensure that the hardware and or software shall operate throughout the retention period as specified in paragraph 3.7.
The system shall provide methods (e.g., passwords) to limit system access to only individuals whose authorization is documented.
“One of the biggest issues I see with one of these requirements will be point 5,” says Bassett. “The requirement is to be able to review these records throughout the retention period, which in some instances is indefinite. I always recommend to clients who may be upgrading or purchasing new digital systems that they should consider keeping a spare system in place to be able to satisfy this requirement. Who knows — today we are working on Windows 10, but in 50 years, will our successor be able to go back and review heat treat data when everything is run on Windows 28?”
“This is a topic that yields great discussions,” adds Jason Schulze (Conrad Kascik). He directs us to a challenge he sees from time to time.
Within the Nadcap AC7102/8 checklist, there is this question: “Do recorder printing and chart speeds meet the requirements of AMS 2750E Table 5 or more stringent customer requirements?” This correlates with AMS2750E, page 12, paragraph 3.2.1.1.2 “Process Recorder Print and Chart Speeds shall be in accordance with Table 5”.
“To ensure the proper use of an electronic data acquisition unit used on furnaces and ovens, these requirements must be understood,” continues Schulze. “Because this system is electronic, it should be designated a digital instrument and not an analog instrument. In doing so, this helps determine what requirements apply in Table 5. The only remaining requirement in Table 5 for digital instruments is ‘Print intervals shall be a minimum of 6 times during each time at temperature cycle. Print intervals shall not exceed 15 minutes.’
With this in mind, it is important to realize that, if your time at temperature cycles are short cycles (such as vacuum braze cycles), the sample rate of data collection may need to be adjusted to ensure it is recorded 6 times during the cycle.
As an example, if the shortest cycle processed is 4 minutes at temperature, a sample rate of every 60 seconds would not conform to AMS2750E because, in theory, the maximum amount of recordings would be 4 times during the time at soak. Now, if the sample rate was modified to every 30 seconds, this would allow ~8 recordings during the time at soak, which then would be conforming to AMS2750E.
Within the realm of electronic data acquisition on furnaces/ovens, this seems to be a frequent challenge for suppliers.”
A Critical Variable: Process Temperature
Nathan Wright (C3Data) agrees and zeroes in on process temperature as a critical variable to be measured:
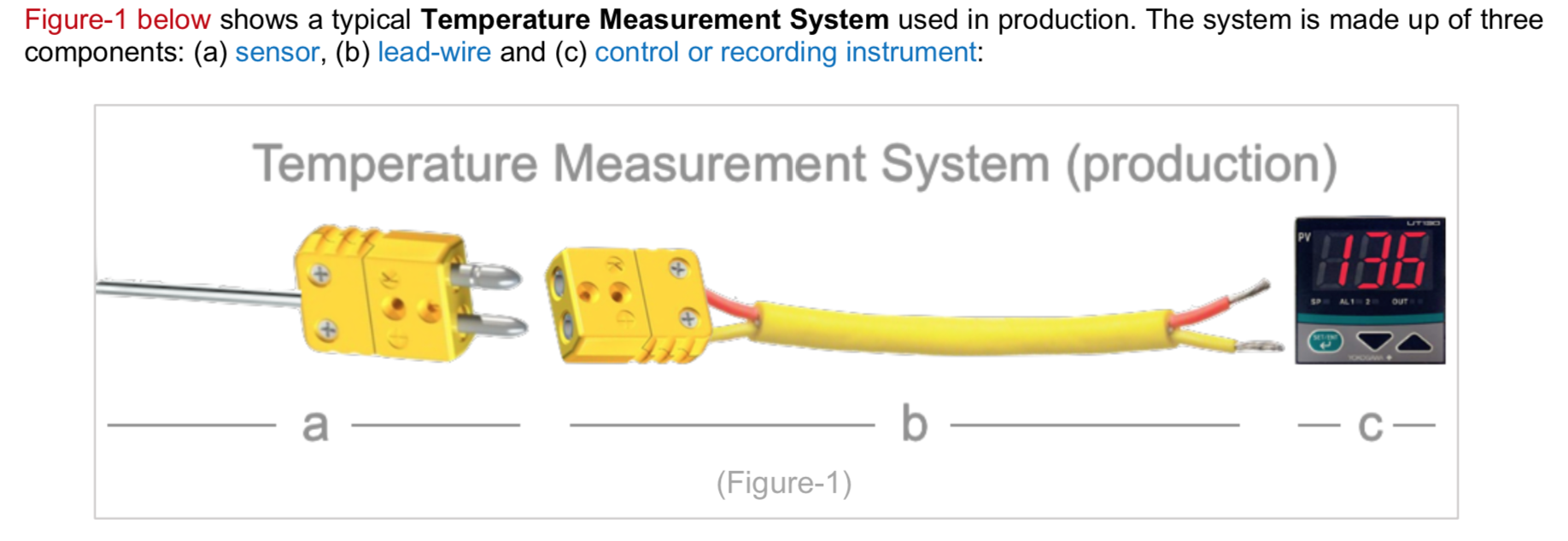
“No matter the heat-treating process being carried out, complying with AMS-2750 and/or CQI-9 requires that the heat treater measure, record, and control several different variables. One of the more common variables that must be measured, recorded, and controlled is process temperature.
Measuring process temperatures requires the use of a precise measurement system (Figure-1 below), and the accuracy of said measurement system must be periodically validated to ensure its ongoing compliance.”
“The validation process is carried out through a series of pyrometric tests (Instrument Calibration and SAT), and historically these validation processes are highly error-prone.
In order to help ensure process instrumentation, process temperatures, and any other variable that impacts quality is properly validated it is good practice to begin automating compliance processes whenever and wherever possible. C3 Data helps automate all furnace compliance processes using software.”
A “Standard” Mindset
Gunther Braus (dibalog) chimes back in with some pertinent wisdom: “It is not sufficient only to record, you must live the standards like CQI-9, AMS, Nadcap or even your own standard you have set up, so you must survey the data. However, in the old times, there was a phrase: the one who measures, measures crap. In the end, it is all about surveillance of the captured data.
Where you store the data is a question of philosophy: personally, I prefer local storage in-house. Yes, we all talk about IOT, etc., and I do not want to start a discussion about security; it is more about accessing the data. No internet, no data. So simple. We are overly dependent upon cloud usage on the internet.
The automation of the instrumentation precision is so much effort in terms of automated communication between testing device and controller, from my point of view we are not there yet.”
A Look at the Standards In and Outside the Industry
The aim is to record the true process temperature seen by the components being treated. However, there are many practical factors that can alter the accuracy of the reading. From the position of the thermocouple (TC), the TC accuracy (over time), suitability of the lead or extension wire, issues with CJC errors and instrument accuracy as well as electrical noise impacting the stability of the reading.
The standards do a good job to help by prescribing the location of TC, accuracies required for both TC and instrument, and frequent checks over time through TUS and SAT checks but note the specification requirements are maximum “errors”. And if you truly want to reach world-class levels of process control and reap the inherent benefits of better productivity and quality, you should aim to be well inside those tolerances allowed.
With 30yrs+ of data required to be stored (in certain cases, particularly aerospace), there should be some thought as to how and what form this should be stored in. There are many more options of storage when the data is in digital format.
Paper is very costly to store and protect.
The virgin data file should be secure and tamper-resistant and identical copies made for backup purposes held offsite.
The use of FTP is becoming more common to move files automatically from the instrument to a local server (with its own backup procedures to ensure redundant records in case of disaster).
Regular checks should be made to examine the availability and integrity of these electronic records.
Control and Data Instrument suppliers should ideally have many years of supplying instrument digital records with systems that can access even the earliest of data record formats.
We also look outside of the heat treat standards for truly best practices. The FDA regulation 21CFRPart11 and associated GAMP Good Automated Manufacturing Practice have been extended with the new document “Data Integrity and Compliance with Drug cGMP, Questions and Answers, Guidance for Industry”. These updates leverage A.L.C.O.A to describe the key principles around electronic records (see below). This industry is also leading the requirement for sFTP a more secure format of the FTP protocol.
Heat TreatToday will run this column regularly featuring questions posed to and answered by industry experts about controls. If you have a question about controls and/or data as it pertains to heat treating, please submit it to doug@heattreattoday.com or editor@heattreattoday.com.
Two projects involving controls upgrades were recently completed at a Dayton, Ohio-based, heat treating company that serves the medical supplies industry, as well as automotive, defense, firearms, and construction sectors.
Super Systems Inc. (SSi), located in Cincinnati, Ohio, announced two upgrade projects at American Heat Treating in Dayton, Ohio. Controls were upgraded on a Beavermatic integral quench furnace that included a Series 9205 with a 12.1” HMI for atmosphere and temperature control and datalogging, a Series 804 for oil quench temperature control (heating and cooling), and other ancillary items. A second project included a controls retrofit of a Lindberg 3000 SCFH endothermic generator with an SSi AutoGen control system.
“Our long-range plan was to upgrade the controls on the Beavermatic, but when the old controller failed without notice, Super Systems jumped into action and did the complete upgrade project quickly,” said Van Hatcher, Instrument Technician and project leader at American Heat Treating. “Our endothermic generator has been operating with the new SSi AutoGen controls with no issues since commissioning. We look forward to the operating cost savings that come with the automated turndown features.”
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Quenching, and today’s tips–#8, #38, and #81–are from three different sources: Dan Herring, “The Heat Treat Doctor®”, of The Herring Group; Combustion Innovations; and Super Systems, Inc.
Heat TreatTip #8
14 Quench Oil Selection Tips
Dan Herring, “The Heat Treat Doctor®”, of The Herring Group
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
According to Super Systems, Inc., there are one of three problems to consider if your quench is just not cutting it. Although SSI focuses more on atmosphere control systems, when parts come out soft, the problem isn’t always the atmosphere – sometimes it’s the quench. Here are three things to consider regarding your quench:
First, check the composition of the quench media. Is it up to spec? Does it need to be refreshed?
Is the quench receiving adequate agitation to thoroughly quench the load?
Is the quench at the right temperature? If the bath is too warm when the load enters, quenching won’t go well!
Photo credit: Heat Treat Today FNA 2018; Super Systems, Inc.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatTodaydirectly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.
A Cincinnati-based heat treat technology solutions provider recently completed a controls and software upgrade for the bearings brand of an engineering and manufacturing group at the latter’s facility in Dahlonega, Georgia, including instrumentation and software for hardening furnaces, quench, washer/rinse, and temper equipment.
Super Systems Inc. and JTEKT Corporation’s Koyo Bearings brand announced that the scope of the upgrade includes all engineering, installation, controls, and software for Koyo’s gas-fired hardening furnace line. The new automation included a turnkey retrofit of new control cabinets as well as software necessary for furnace control and historical process data review. The controls and software provide JTEKT with the confidence to heat treat parts to meet the highest standards with complete traceability for its Koyo brand bearings.
Michael Rebula, Heat Treat Supervisor at JTEKT
“We have been fortunate to work with JTEKT on a number of automation projects over the years and we are looking forward to participating in more innovative heat treating opportunities in the Dahlonega facility,” says Bob Fincken, Super Systems National Sales Manager.
“SSi’s ability to understand our needs and provide customized solutions has been a tremendous benefit to us,” says Michael Rebula, Heat Treat Supervisor at JTEKT.
A Baker's Dozen Quick Heat Treat News Items to Keep You Current
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Changes and Moves
Super Systems Europe recently announced that Rob Wilcox has joined the sales and engineering team, where he will also operate as a general consultant to help commercial and captive heat treaters improve the quality and efficiency of the entire operation, covering the UK and Ireland.
Brian Robbins, CEO of MidWest Materials, has been named Steel Man of the Year by the Association of Steel Distributors. "I am honored to be chosen for this prestigious award. My family has been associated with the steel industry for more than 65 years, and it is humbling to follow in the footsteps of my grandfather, Joseph Koppelman, founder of MidWest Materials, who was one of the earliest members of the ASD and served as its president 50 years ago," said Robbins, who served as president of ASD from March 2014 to April 2016. He led the association’s effort to rebuild the steel manufacturing sector by encouraging young talent to join the industry.
Ryan Kelly recently rejoined the team at Advanced Heat Treat Corp. (AHT) where he will be leading all quality initiatives as a senior quality specialist.
Senior Vice President Douglas Matthews has assumed day-to-day operations of Pittsburgh-based U.S. Steel’s Tubular division. He replaces David J. Rintoul, who retired to become the president and CEO of GrafTech, a graphite company that supplies technology to the steel industry.
Rob Wilcox, Super Systems
Brian Robbins, Steel Man of the Year
Ryan Kelly, AHT
Douglas Matthews, U.S. Steel
Dana Incorporated announced the election of two more members to its board of directors: Michael J. Mack, who recently retired from Deere & Co., where he had served as chief financial officer; president of the company's Worldwide Construction & Forestry Division; and most recently as group president of John Deere Financial Services, Global Human Resources, and Public Affairs; and Diarmuid B. O'Connell, who spent the last 11 years at Tesla, most recently as vice president of business development.
International Thermal Systems (ITS) recently announced Tom Stricker as the new president. Stricker joined ITS in 2015 as the general manager of the Metal Packaging and Parts Washer product groups and brings more than 20 years of professional experience to his new role.
Herbert J. “Hawk” Carlisle has been elected to the Allegheny Technologies Incorporated (ATI) board of directors. General Carlisle is president and CEO of the National Defense Industrial Association (NDIA) and is a retired four-star general from the United States Air Force (USAF).
Michael J. Mack, Dana
Diarmuid B. O\’Connell, Dana
Tom Stricker, ITS
Herbert J. “Hawk” Carlisle, ATI
Equipment Transactions
A supplier of the battery industry received shipment of a nine tube gas-fired immersion tube lead melting and holding furnace from Lindberg/MPH, to be used in the production of lead plates for automotive batteries. The furnace has over 28,000 square inches of heat transfer area for efficient heating of the metal without super heating and the resulting metal losses. In addition, Lindberg/MPH announced the shipment of a three-zone tube furnace to an American University with a footprint which makes it ideal for research facilities with limited space. The maximum temperature rating for this tube furnace is 2012°F.
Ipsen recently designed and built a vertical, high-pressure quenching furnace, complete with twin cooling systems and a work volume of 350 cubic feet. During the testing phase, the furnace quenched with 1,000 horsepower (.75 megawatts) – a remarkable achievement that began as an idea just months prior.
An aviation engine repair services facility located in the western region of the United States recently received shipment of two vacuum furnaces from Solar Manufacturing. The customer witnessed full testing at Solar Manufacturing and approved shipment in late 2017. Both new furnaces are tailored specifically to fit the needs of aerospace engine component repair processing to the aerospace specification AMS2750E and incorporate the new SolarVac® 5000 supervisory control and data acquisition system (SCADA). The system provides gas quench rate control utilizing a variable frequency drive and precise temperature control from ambient to 2400° F (1316° C) utilizing digital power trimming technology.
An aluminum manufacturer received shipment of two electrically heated standard horizontal aluminum quench systems from Wisconsin Oven Corp., of East Troy, Wisconsin. The systems guarantee temperature uniformity of ±10°F at 775°F and 1075°F, ensuring that the furnaces meet AMS 2750E, Class 2 furnaces and Instrumentation Type C requirements. Each system is designed to heat 1000 pounds of aluminum to a 950°F operating temperature.
gas-fired immersion tube lead melting and holding furnace from Lindberg/MPH
high-pressure quenching furnace, Ipsen
vacuum furnaces from Solar Manufacturing
horizontal aluminum quench systems from Wisconsin Oven
Accreditations, Certifications, Patents, and More
MedAccred has recognized Solar Atmospheres of Western PA for its commitment to continual improvement in medical device heat treat and brazing quality. In receiving the prestigious MedAccred Heat Treating accreditation, Solar Atmospheres has become only the eighth plant internationally and the fifth plant domestically to receive this certification.
H.C. Starck recently announced that it has received the certification for processing of “conflict-free” tantalum raw materials the seventh year in a row. The audit included the H.C. Starck Tantalum and Niobium GmbH subsidiary and the H.C. Starck Smelting GmbH & Co. KG associated company. This means all subsidiaries that process tantalum at the Goslar, Mito, Tokyo, Map Ta Phut, and Laufenburg locations remain certified. The audit was performed by the independent company SGS, acting on behalf of the Responsible Business Alliance (RBA, formerly Electronics Industry Citizenship Coalition EICC) and the Responsible Minerals Assurance Process (RMAP formerly Conflict-Free Smelter Program) as part of the Responsible Minerals Initiative (RMI, formerly CFSI).
The heat treat industry is one of people transitioning and companies executing business, achieving goals, and receiving acknowledgments. Heat TreatToday begins a feature highlighting representative moves, transactions, and kudos from around the industry.
Gabriel Giraldo, Sales Engineer, Solar Atmospheres of South Carolina
Personnel Changes and Moves
The Solar Atmospheres Greenville, South Carolina, facility recently announced that Gabriel Giraldo accepted the position of Sales Engineer and will be
Kip Bailey, Field Service Technician, Bloom Engineering
responsible for supporting relationships with existing customers and developing new business within the region. Prior to accepting this position, Giraldo worked in the heat treat industry as a mechanical engineer serving a broad spectrum of metalworking industry sectors, including aerospace and defense.
Bloom Engineering recently welcomed Mr. Kip Bailey as a full-time Field Service Technician. Mr. Bailey brings experience in both combustion and specific process knowledge via his work as a furnace builder.
Sue Harrod has been appointed chief operating officer (COO) of Diablo Furnaces LLC, a Machesney Park, Illinois-based, company that manufactures, refurbishes, upgrades, services, and supplies parts for atmospheric heat-treating equipment. Harrod has worked in the thermal-processing industry for 25 years in supporting and leading roles at BeaverMatic, Ipsen, and Diablo Furnaces.
Equipment Transactions
German heat-treating systems manufacturer IVA Schmetz received a new order for five vacuum hardening furnaces from Taiwan to be delivered to a leading steel supplier with
IVA Schmetz delivered five vacuum hardening furnaces
various locations throughout the country. IVA Schmetz is supported by the local partner Pan Folks, who is also responsible for commissioning the furnaces. The order is part of a larger investment project which also includes seven vacuum annealing furnaces delivered by IVA Schemtz's sister company BMI in France.
Hirschvogel Automotive Group from Denklingen in Bavaria and Sacotec Components Oy in Finland, a company specializing in
Cast link belt furnaces from Slovenian industrial furnace manufacturer Bosi
precision steel casting, each ordered cast link belt furnaces from Slovenian industrial furnace manufacturer Bosio, part of the Aichelin Group. A cast link belt furnace more than 22 meters in length with a performance of two tons of forged parts per hour went to Hirschvogel. Sacotec's order was for a shaft furnace for carburization of small parts.
An electrically heated, gas nitriding, pit furnace with an ammonia dissociator system for heat treating parts has been shipped to a technology manufacturer by Lindberg/MPH. The pit furnace has a maximum temperature rating of 1250°F and work chamber dimensions of 28" diameter x 36" depth.
Shougang Jingtang United Iron & Steel, China, contracted Fives to design and supply a new galvanizing line furnace and inductors dedicated to the production of ultra high-strength steels at its Caofeidian facility. This is the sixth Fives furnace at this location.
Pirson Refractories installed the hearth refractory lining of Blast Furnace 2 at Arcelor Mittal Bremen.
Accreditations, Certifications, Patents, and More
Solar Atmospheres Western PA adds tensile testing
Solar Atmospheres of Western PA expanded its mechanical testing capabilities to include tensile testing. In the summer of 2017, Solar tookdelivery of a new Tinius Olsen 300SL Universal testing machine, as well as a new Haas Model TL-1 CNC lathe in order to custom machine test specimens. Currently, many aerospace specifications demand at least one tensile test to be performed on each heat lot of material and/or for every furnace load of components being heat treated. Previously outsourcing tensile testing, Solar is now able to avoid delay due to shipping and transporting test specimens to these labora
Karen Stanton, owner and director of HTA Group
tories.
Heat Treatment Australia (HTA Group) and its corporate and strategy director Karen Stanton were recently featured in a news article, "Risks Paying Off in a New Age of Manufacturing", published in Australia's Courier-Mail, drawing attention to the firm's investment "in research and development and machinery to position itself to become part of the multinational Joint Strike Fighter program" as part of a nationwide growth in manufacturing.
High-performance tubing supplier Fine Tubes announced it received Nadcap accreditation for fluid distribution systems.
Phil Adderley, Director, Quality & Technical, and Rob Eatwell, QA Manager, for Fine Tues with fifth Nadcap Accreditation Certificate
The Plymouth, UK-based, company already holds accreditations for heat treating, non-destructive testing, fusion welding, and chemical processing, and the five achievements qualify Fine Tubes for the industry-recognized AS5620 industry standard required by Boeing for its suppliers of titanium hydraulic tubing.
Ipsen was awarded U.S. Patent No. 9,719,149 B2 for the development of a new load transport mechanism that can move a load within a multi-station heat-treating system. Named inventors on the patent, Chief Engineer Craig Moller, Director of Engineering and Supply Chain Kevin Woerner, and Dr. W. Hendrik Grobler began developing this design five years ago.
Dana Incorporated was named Supplier of the Year by Blue Bird Corporation, a leading independent designer and manufacturer of school buses. Dana earned this top honor by introducing new products that align with Blue Bird's commitment to delivering innovative, market-leading technologies. Dana supplies Blue Bird with a complete range of drivetrain solutions including Spicer® medium- and heavy-duty single-drive axles, SPL® Series driveshafts, and Spicer end yokes.
Wisconsin Oven Corporation announced the company is pursuing new patents for equipment most commonly used in the aerospace industry, as well as a patent for “intelligent” oven technology, where the oven is able to monitor certain processes.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
A manufacturer of products for the thermal processing industry recently received ISO9001:2015 Registration from the Performance Review Institute (PRI) Registrar while earning their ISO/IEC17025:2005 accreditation from ANSI-ASQ National Accreditation Board (ANAB).
Randy Daugharthy, Director of the Registrar Program at the Performance Review Institute
PRI Registrar recognized Super Systems, Inc., (SSi) based in Cincinnati, Ohio, for its commitment to continual improvement in their quality management system and becoming certified to the current ISO9001:2015 international quality standard for manufacturing, calibration, and servicing of sensors, analyzers, control systems, and SSI product support services used in heat-treating organizations. In addition, SSi received its ISO/IEC17025:2005 calibration accreditation while expanding their scope of accreditation.
“Our company and our customers benefit from our commitment to a solid quality management system and we are proud of our ISO9001:2015 and 17025 accreditation. This is a company-wide effort and every one of our employees plays a part in our continuous improvement plan,” said Steve Thompson, President of Super Systems, Inc.
Super Systems, Inc. received ISO9001:2015 registration for demonstrating its ongoing commitment to quality by satisfying customer requirements and industry specifications.
“Super Systems, Inc. has demonstrated its commitment to world-class quality management by implementing and becoming certified to the ISO 9001:2015 standard. They have joined an elite number of organizations worldwide who have achieved certification to this globally recognized quality standard,” said Randy Daugharthy, Director of the Registrar Program at the Performance Review Institute (PRI) Registrar.
Additionally, the SSi team renewed its ISO/IEC17025:2005 accreditation with its accreditation body, ANSI-ASQ National Accreditation Board (ANAB). During the renewal audit, the SSi production/calibration team demonstrated technical competence in the field of calibration that resulted in expanding its scope of accreditation in addition to reducing measurement uncertainties.
Callies Precision Engine Components of Fostoria, OH has installed an automated nitriding process control system from Super Systems Inc (SSi). Callies, a leading supplier to the high performance engine market for 28 years, is always looking at opportunities to invest in technologies that improve quality, reduce cost and collapse delivery time to the customer – and the SSI Nitriding system was a perfect fit. “Our goal has been to outfit all equipment with the latest technological controls to assure complete accountability with our in-house operations. This was the main reason we teamed up with Super Systems.”
The engineered control system from SSi provides Callies with the ability to perform tight nitriding process control using an easy-to-use recipe system that maintains tight tolerances on temperature(s), gas flows and nitriding potential. The relatively shallow nitride case delivers a tremendous improvement to fatigue life of every Callies crankshaft. The extremely hard nitrided surface also gives the crankshaft excellent wear resistance. The SSi control system provides the latest in sensor and flow technology for measuring the nitrding atmosphere and an operator-friendly interface to provide complete traceability to the process and load data.
The SSi control panel was retrofitted on an existing a Lindberg pit furnace previously used for nitriding. Delivering proper surface and case properties requires in-situ control of the nitriding potential (Kn) and control of the ammonia, dissociated ammonia and nitrogen gases. The system delivered by SSi also included the control of the Dissociated Ammonia (DA) generator. The controls for the DA generator provided gas flow monitoring and temperature control to ensure the ammonia is fully cracked prior to being used as process gas in the furnace.
Callies takes their heat treating seriously as illustrated by their investment in SSi which is just part of the million dollar plus investment in the department. Carefully controlled heat treating can be found throughout their manufacturing process which includes induction, neutral hardening, and carburizing.
One-day seminars will be held in both LA and Toronto this spring to cover heat treat topics such as CQI-9, AMS 2750 E, control of atmospheres during heat treating processes, troubleshooting both heat treat equipment and processes, as well as a recap of the latest technologies used by leading heat treat companies. Improving day-to-day operations, efficiency, and quality will be the focus of these two events,
Los Angeles Event: Thursday, March 16, 2017
Toronto Event: Tuesday, May 2, 2017
Events are produced and sponsored by Super Systems, Inc.






 and digital data collection:
and digital data collection: Andrew Bassett (
Andrew Bassett ( “This is a topic that yields great discussions,” adds Jason Schulze (
“This is a topic that yields great discussions,” adds Jason Schulze (

 Gunther Braus (
Gunther Braus (




 brand announced that the scope of the upgrade includes all engineering, installation, controls, and software for Koyo’s gas-fired hardening furnace line. The new automation included a turnkey retrofit of new control cabinets as well as software necessary for furnace control and historical process data review. The controls and software provide JTEKT with the confidence to heat treat parts to meet the highest standards with complete traceability for its Koyo brand bearings.
brand announced that the scope of the upgrade includes all engineering, installation, controls, and software for Koyo’s gas-fired hardening furnace line. The new automation included a turnkey retrofit of new control cabinets as well as software necessary for furnace control and historical process data review. The controls and software provide JTEKT with the confidence to heat treat parts to meet the highest standards with complete traceability for its Koyo brand bearings.




















