How often do you think about the intelligent designs controlling the thermal loop system behind your heat treat operations? With ever-advancing abilities to integrate and manage data for temperature measurement and power usage, the ability of heat treat operations to make practical, efficient, and energy-conscious change is stronger than ever. In part 1, understand several benefits of thermal loop systems and how they are leveraged to comply with industry regulations, like Nadcap.
This Technical Tuesday article by Peter Sherwin, global business development manager – Heat Treatment, and Thomas Ruecker, senior business development manager, at Watlowwas originally published inHeat Treat Today’sJanuary/February 2024 Air & Atmosphere Heat Treat print edition.
Introduction
Heat treatment processes are a crucial component of many manufacturing industries, and thermal loop solutions have become increasingly popular for achieving improved temperature control and consistent outcomes.
A thermal loop solution is a closed loop system with several essential components, including an electrical power supply, power controller, heating element, temperature sensor, and process controller. The electrical power supply provides the energy needed for heating, the power controller regulates the power output to the heating element, the heating element heats the material, and the temperature sensor measures the temperature. Finally, the process controller adjusts the power output to maintain the desired temperature for the specified duration, providing better temperature control and consistent outcomes.
Performance Benefits
Heat treatment thermal loop solutions offer several advantages over traditional heat treatment methods, including improved temperature control and increased efficiency. The thermal loop system provides precise temperature control, enabling faster heating and cooling and optimized soak times. In addition, the complete design of modern thermal loop solutions includes energy-efficient heating and overall ease of use.
Figure 1. Watlow Industry 4.0 solution (Source: Watlow)
Heat treatment thermal loop solutions are integrated with Industry 4.0 frameworks and data management systems to provide real-time information on performance. Combining artificial intelligence and machine learning algorithms can also provide additional performance benefits, such as the ability to analyze data and identify patterns for further optimization. Ongoing performance losses in a heat treatment system typically come from process drift s. Industry 4.0 solutions can explore these drift s and provide opportunities to minimize these deviations.
Heat treatment thermal loop solutions can be optimized using Failure Mode and Effects Analysis (FMEA). FMEA is a proactive approach to identifying potential failure modes and their effects, allowing organizations to minimize the risk of process disruptions and improve the overall efficiency of their heat treatment processes. Historically, this was a tabletop exercise conducted once per year with a diverse team from across the organization. Updates to this static document were infrequent and were primarily based on organization memory rather than being automatically populated in real time with actual data. There is a potential to produce “live” FMEAs utilizing today’s technology and leveraging insights for continuous improvement.
Th e effectiveness of heat treatment thermal loop solutions can be measured using metrics such as overall equipment effectiveness (OEE). OEE combines metrics for availability, performance, and quality to provide a comprehensive view of the efficiency of a manufacturing process. By tracking OEE and contextual data, organizations can evaluate the effectiveness of their heat treatment thermal loop solutions and make informed decisions about optimizing their operations.
Regulatory Compliance
Nadcap (National Aerospace and Defense Contractors Accreditation Program) is an industry-driven program that provides accreditation for special processes in the aerospace and defense industries. Heat treatment is considered a “special process” under Nadcap because it has specific characteristics crucial to aerospace and defense components’ quality, safety, and performance. Th ese characteristics include:
Process sensitivity: Heat treatment processes involve precise control of temperature, time, and atmosphere to achieve the desired material properties. Minor variations in these parameters can significantly change the mechanical and metallurgical properties of the treated components. This sensitivity makes heat treatment a critical process in the aerospace and defense industries.
Limited traceability: Heat treatment processes typically result in changes to the material’s microstructure, which are not easily detectable through visual inspection or non-destructive testing methods. Th is limited traceability makes it crucial to have strict process controls to ensure the desired outcome is achieved consistently.
Critical performance requirements: Aerospace and defense components often have strict performance requirements due to the extreme conditions in which they operate, such as high temperatures, high loads, or corrosive environments. The heat treatment process ensures that these components meet the specifications and can withstand these demanding conditions.
High risk: The failure of a critical component in the aerospace or defense sector can result in catastrophic consequences, including loss of life, significant financial loss, and reputational damage. Ensuring that heat treatment processes meet stringent quality and safety standards is essential to mitigate these risks.
Nadcap heat treatment accreditation ensures suppliers meet industry standards January/February and best practices for heat treatment processes. The accreditation process includes rigorous audits, thorough documentation, and ongoing process control monitoring to maintain high quality, safety, and performance levels.
The aerospace industry’s AMS2750G pyrometry specification and the automotive industry’s CQI-9 4th Edition regulations are crucial for ensuring consistent and high-quality heat treated components. Adherence to these regulations is essential for meeting the stringent quality requirements of the aerospace and automotive industries and other industries with demanding specifications.
Temperature uniformity is a crucial requirement of both AMS2750G and CQI-9 4th Edition, mandating specific temperature uniformity requirements for heat treating furnaces to ensure the desired mechanical properties are achieved throughout the treated components. AMS2750G class 1 furnaces with strict uniformity requirements +/-5°F (+/-3°C) provide both quality output and predictable energy use. However, maintaining this uniformity requires significant maintenance oversight due to all the components involved in the thermal loop.
Calibration and testing procedures are specified in the standards to help ensure the accuracy and reliability of the temperature control systems used in heat treat processes.
Detailed process documentation is required by AMS2750G and CQI-9 4th Edition, including temperature uniformity surveys, calibration records, and furnace classifications. This documentation ensures traceability, enabling manufacturers to verify that the heat treat process is consistently controlled and meets the required specifications.
Figure 2. Eurotherm data reviewer (Source: Watlow)
Modern data platforms enable the efficient collection of secure raw data (tamper-evident) and provide the replay and reporting necessary to meet the standards.
The newer platforms also offer the latest industry communication protocols – like MQTT and OPC UA (Open Platform Communications Unified Architecture) – to ease data transfer across enterprise systems.
MQTT is a lightweight, publish-subscribe-based messaging protocol for resource-constrained devices and low-bandwidth, high-latency, or unreliable networks. IBM developed it in the late 1990s, and it has become a popular choice for IoT applications due to its simplicity and efficiency. MQTT uses a central broker to manage the communication between devices, which publish data to “topics,” and subscribe to topics that they want to receive updates on.
OPC UA is a platform-independent, service-oriented architecture (SOA) developed by the OPC Foundation. It provides a unified framework for industrial automation and facilitates secure, reliable, and efficient communication between devices, controllers, and software applications. OPC UA is designed to be interoperable across multiple platforms and operating systems, allowing for seamless integration of devices and systems from different vendors. The importance of personnel and training is emphasized by CQI-9 4th Edition, which requires manufacturers to establish training programs and maintain records of personnel qualifications to ensure that individuals responsible for heat treat processes are knowledgeable and competent. With touchscreen and mobile integration, a significant development in process controls has occurred over the last decade.
Figure 3. Watlow F4T® touchscreen and Watlow PM PLUS™ EZ-LINK®
mobile application
By integrating these regulations into a precision control loop, heat treatment thermal loop solutions can provide the necessary level of control and ensure compliance with AMS2750G and CQI-9 4th Edition, leading to the production of high-quality heat treated components that meet performance requirements and safety standards.
Continuous improvement is also emphasized by both AMS2750G and CQI-9 4th Edition, requiring manufacturers to establish a system for monitoring, measuring, and analyzing the performance of their heat treatment systems. This development enables manufacturers to identify areas for improvement and implement corrective actions, ensuring that heat treat processes are continuously improving and meeting the necessary performance and safety standards.
To Be Continued in Part 2
In part 2 of this article, we’ll consider the improved sustainability outcomes, potential challenges and limitations, and the promising future this technology offers to the heat treat industry.
About the Authors
Peter Sherwin, Global Business Development Manager – Heat Treatment, WatlowThomas Ruecker, Senior Business Development Manager, Watlow
Peter Sherwin is a global business development manager of Heat Treatment for Watlow and is passionate about offering best-in-class solutions to the heat treatment industry. He is a chartered engineer and a recognized expert in heat treatment control and data solutions.
Thomas Ruecker is the business development manager of Heat Treatment at Eurotherm Germany, a Watlow company. His expertise includes concept development for the automation of heat treatment plants, with a focus on aerospace and automotive industry according to existing regulations (AMS2750, CQI-9).
For more information: Contact peter.sherwin@watlow.com or thomas.ruecker@watlow.com.
This article content is used with the permission of heat processing, which published this article in 2023.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
While this Heat Treat Radio episode about the advances in work flow planning software will be more interesting to our commercial heat treating friends, we think this topic is a fascinating one that speaks to Industry 4.0 and IIoT questions. The question: How are data and human machine interfacing technologies advancing to make the heat treat experience more efficient?
Watch, listen, or read about it in this Heat Treat Radio conversation between host and Heat Treat Today publisher, Doug Glenn, and Jeffrey Halonen, CEO of Steelhead Technologies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: We’re looking forward to talking to you today about what is a growing interest, I think, to a lot of people in this industry, primarily because of the growing of technology and data and things of that sort. I know your company is heavily invested in job shop, plant-wide, organization-wide operating systems. That’s basically what we’re going to talk about today.
Contact us with your Reader Feedback!
The first question I wanted to ask you is, what do you think are, for job shop-type businesses, the two or three main reasons that makes them less profitable than they might otherwise be?
Jeff Halonen Co-founder & CEO Steelhead Technologies
Jeff Halonen: Great question. A job shop is a unique business. They don’t have the luxury of centralized planning, or planning in advance and architecting a plant, like they might do if they are making Chevy Tahoes where an immense amount of engineering goes into build a highly efficient operation so it’s highly predictable.
A job shop, on the other hand, is the opposite of predictability. Down to what parts, what hour, what time of day, how many customers, by week, by month. . . everything changes constantly. That buys a lot of inefficiency, not because what they do is overly complicated; it’s the complexity that grows both with a high quantity of customers and a high quantity of specifications they need to build to. Then, obviously, being at the end of the end-customer’s production cycle, the lead-times are often very high pressure because you have to make up time for all of previous mistakes and missed deadlines. You’re the last step before it gets on a plane or a train or goes straight to the customer.
We’ve seen room to improve these operations from a profitability and a data standpoint. Data is not something you’re going to be able to sell out in the market. In your plant itself, it is not very valuable, but it’s the decisions you can make with that data. Specifically, this is the case when it comes to profitability. For example, if you have five to twenty different processes or lines, which one is more profitable than the other? That should be something that you understand. This is what your business does: different types of business, even different part numbers, different customers, different lead times that you offer for customers, what’s your cost versus return on that.
The other opportunity, aside from analyzing the commercial side of all of your work, is your production. If you’re a job shop, generally you are parts in and parts out, go, go, go. It’s more of a service business than a slow moving, very technical manufacture.
So, basically, every time a job comes through your shop, you should be studying — what does it take to make that job go? Anything from the quote, to closing the sale, to receiving the order, to the physical paperwork, to notifying the floor, to building a schedule, to scheduling capacity, to executing production, providing instruction information, how you collect that data, even something as simple as how do you notify customers. Are you notifying customers on the phone or an email? You do twenty to thirty orders a day, 100 orders a day — it adds up quickly.
Invoicing — how do you generate your reports? Aggregate data — that’s the other thing that we see in job shops very frequently. The actual cost of executing an order on a marginal basis can be extremely high if you have many systems; or it’s paper-based; or it’s not streamlined.
Doug Glenn: Not just the processing of the part, in the sense of thermally processing the part, but you’re talking all the way from preparing the quote all the way through to shipping and anything at the end.
Jeff Halonen: Absolutely, Doug. In our experience, the job shop manufacturers are pros at what they do — the actual process. They’ve been doing it for years or sometimes decades. They have it absolutely dialed. In the physical processing of the part, sometimes there is room for improvement; but a lot of times that is a fine-tuned machine. Generally, it’s the business systems that surround it.
One thing that we like to point to is the very heavy investments that the industry makes in physical, tangible goods: natural gas, land, equipment, people, automation systems (physical automation systems). Where we see a huge opportunity is all the things you can’t actually touch and feel. It’s the digital operating system that your plant runs on, all the systems and processes that makes your business tick.
Doug Glenn: You’re talking about data in, from the very beginning of the process, all the way through. I don’t know too many companies, especially job shops, that are actually gathering that type of data. Is it possible? What are the costs involved, let’s say, of starting to gather that data from that point all the way through? It seems like that would be expensive and difficult to do.
Jeff Halonen: Absolutely, Doug. It feels like an asymptotic target. You can try really hard, and you can make progress; but that rate at which you make progress drops off really quickly. It’s what we see as a balance of cost of data and value of the data.
It’s not that manufacturers don’t value the data; they often do make an investments to get the data. They realize quickly that, with help with the proper tools, cost ramps up really quick. They essentially hit that floor or that asymptote, if you will, really quickly. They say, “OK, we are clearly extending more effort than it’s worth; so we’re going to dial it back. We’re going to go right here. That’s where we’re setting the knob, and we’re going to run our plant.”
"They are rudimentary data systems, and the cost is very low." Source: Unsplash
Unfortunately, with the tools available, that setting or their status quo tends to be paper, Excel, systems like that. If you have no system at all, not even paper, it’s very obvious that we need something. We write on paper, we highlight, we put it here, we do this, we do that, we have a whiteboard for scheduling, and you see a lot of yield from essentially those data systems.
They are rudimentary data systems, and the cost is very low. You spend a week or two, and you deploy it. You make it, run it, and get the value. Then you say, “Now, I want to track what part was in what oven at what exact time and exactly what went through. Now I want to see all the parts that went through this or that type of process. We’ve run that part number forty times — I want to see its performance every single time from a commercial standpoint. All of a sudden, the cost of obtaining that data — now you just have a wish list. You look out and say, “That’s going to be impossible. That’s way too much time to get that data.”
That’s really where deploying a centralized platform that takes in everything from the business — anything from inventory, to quoting, to operator instructions, to timing each process, to part numbers, to shippers, to invoicing — it all really is intertwined. When you can track every single movement of every single part going through the entire process, the cost of that data drops precipitously. Especially if you have reporting integrated. Now you can generate reports that will passively collect data as your operations go on. Whatever you look at on a daily, weekly, monthly basis to essentially run your plant.
We like to say, “Digitize, automate, optimize.” To us, these are three core steps to reducing the cost of data. First, digital. If you have no system, or you have paper, it’s very difficult to obtain actual data and actual insights from your plant. Even if you do digitize successfully, but you just have a mass of huge databases, that’s very low usability because now you need to be essentially a data scientist to go in and make it useful.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Then, the last is optimization. The optimization itself often actually happens at the plant level where the management team is now in, what I would say is, a luxurious position of having a lot of their systems digitized then automated as well.
They have the data. They have the time to address it. Now they’re in the position of optimizing their facility. That could mean focusing on marketing; that could mean pursuing a new industry — developing a new process, training your operators. It could mean anything in the world — getting a new permit from the city, for example. These are things that optimize your plant to provide as much value as possible to the world. You have the ability to do that because you’ve done your homework to get your plant into a position to action that data and have the time available as well.
Doug Glenn: Right. You’re collecting the data that you need to make those types of decisions. I find it interesting some of the scope of the types of decisions you just mentioned, that job shops could make based on the data. That’s pretty interesting.
Let me ask you this, Jeff: do you have any examples in the heat treat world? Or where, for example, in the heat treat world do you envision there being some real business efficiencies here? Let me preface this one other way, too: a lot of the people that listen to this podcast are not necessarily job shops; they are what we call “captive heat treaters” who run high volume/low variability. But there are some who actually run high variability — a lot of different parts, maybe not exceptionally high volumes, or at least smaller volumes than our captive heat treaters. I guess, addressing those guys, or even the guys that run low variability - what are the business efficiencies we could see?
Jeff Halonen: It’s going to be different from plant to plant as far as the value you’re going to have because everyone has different proficiencies and profiles like you just mentioned. If you’re in a situation where you have a very high degree of mix, one of the huge inefficiencies that we’ve seen is they want to keep a really tight lead time; but they don’t have the ability to quickly and easily schedule efficiently. They keep all of their equipment at maximum capacity, so they keep as much throughput in the plant as possible. The inefficiency essentially shows itself in the quantity of ovens - they just simply invested in more equipment and just keep more ovens hot. They essentially overcapacitize which is both acap efficiency and an opex efficiency because you have to heat, maintain and run that much more equipment. That’s an environment where you have a lot of complexity, and the scheduling required or the inability to schedule efficiently is leading to capital inefficiency.
If you’re in a position where you’re on the other end of that spectrum, as you mentioned, Doug, where you have lower variability by part number higher volume; some of the inefficiencies there can definitely be more on the data systems — the data processes. Again, scheduling — if it’s a very simple schedule, you can schedule it very quickly and easily and very efficiently because you don’t have a lot of change. It is tracking that information — where are all the parts, for example.
A lot of times it’s the administrative time. People are walking out, still trying to find where the parts are. Simple things like order status or we ran this part with this lot number or purchase order or shipper number or whatever identifier you have — we ran this six months ago, what happened to that part? Often times, something as simple as that can turn into a 20, 30, 40-minute exercise instead of just quickly finding that information.
Doug Glenn: How about equipment inefficiencies? How can a system like yours that’s gathering all the data - how can it help us increase efficiency, just of the equipment that we have?
Jeff Halonen: The first step, as they say, to addressing an issue is knowing you have a problem. The first step is measuring what actually happens in the real world. You can walk out into any shop and just open your eyes and things are happening, right? But your knowledge of what’s happening is almost just instantaneous. As soon as you go to the ball game later, you’ve forgotten all about that pile of parts or that empty oven that you saw. If you have a situation where at the end of the day, week, month, quarter, you have the raw numbers - we know it can do X amount of parts or racks or pounds or whatever the metric is - and it did Y and that’s X percentage below that number, the numbers speak for themselves.
Jeff Halonen and Doug Glenn Source: Heat Treat Today
As far as what the team can do to address the problem, that could be any number of things from a plant management standpoint. That’s where it really gets into the optimization side. Although one thing might be scheduling efficiency. If we find that turnovers or essentially thermal profiles or run speeds or whatever it may be, if we have an opportunity to batch production, increase density which might be a scheduling exercise, we might explore that.
That could also come back into business strategy — it’s all very related. For example, you might offer to expedite fees — fast turnaround at a higher price — but then lower price for long turnaround time because that now gives you the privilege of organizing your work in a more efficient way and providing the same value at a lower price. If that end customer has the time in their schedule, they can say — hey, I want to save money and have my job done in a week or so instead of 24 hours where I’m ready to pay a huge premium. That cost multiple can be dramatic and for good reason.
Doug Glenn: I have two more questions for you. One is a little bit hypothetical. I want you to kind of take a guess about the rate at which software and digitization, of the sort that you’re talking about, is coming into job shops. That’s the first thing. The second and last thing I want to ask is for you to just kind of take us on a walk through, to the best that you know, a heat treat business. How might a system like yours look?
A lot of people say, “Listen, I’ve got my system in hand, I’m okay the way I am.” First, is it coming? Do you think people are going to have to get to this digitalization sooner or later?
Jeff Halonen: I believe so, yes. I understand you can definitely run a shop on paper. You can run it on Excel. As far as macrotrends out in the world, consider first the technology available. The team at Steelhead is obviously very competent with a lot of really great software engineers, but the tools available have progressed dramatically over the last couple of years. We’ve run into heat treating shops that are using a system they may have installed in the ‘90s. It does functionally work, but we do see a lot of symptoms, essentially adverse symptoms, to the business by choosing to use a less effective system. That usually comes in less actionable data. It does facilitate the physical paperwork needed to run your plant, but it’s not a competitive advantage. It just is kind of there, and it’s just kind of barely acceptable. The employee morale is not great - people don’t love using systems where they have to reenter data. They can’t work from home. There are so many different currents that are coming in there.
The other one is the end customers often like more and more visibility and more and more traceability into plants. Transparency, visibility, traceability. I don’t think it’s a situation where it’s going to become unviable to run a shop without really advanced technology. I do think, over time, it will be a situation where the competitive profile is one where there are clear advantages to the shops that embrace the wholistic business advantages that come with that.
Think about your customers — they’re buyers just like anyone else. Everyone loves shopping on Amazon or their favorite website. They get the notifications; they can track everything. You order a pizza at Dominos, and you can see them rolling out the dough and putting on the sauce. The predictability and the visibility is something that is really important.
I think, over time, it is certainly something that the end manufacturer is really going to continue to drive (even automotive, traceability and everything like that). As the requirements of data go up, and the competitive landscape starts to adopt more and more of this technology, it’s going to be more and more of a disadvantage in the competitive landscape to be not at the cutting edge of that technology.
Doug Glenn: Pretty soon it’s not going to be cutting edge, is my thinking. As more and more people are adopting it, it’s going to become easier to adopt. I’m assuming it’s going to be easier to install, easier to launch into any business.
Take us through that, as a job shop. Any of either our captive heat treaters that have a high variability of products or a lot of our commercial heat treat shops which have high variability of products — how would it look? Start us as early as you can in the process and walk us through it.
Jeff Halonen: Starting at the beginning of the process, if you say, “I’m interested. I need a system. I can just feel it. I can see it. I know there is opportunity to improve our business.” Or, “We feel like we really optimized everything about our business, but we still feel like we have restrictions on growth.” This could be — it takes a lot of energy from the management team, the ownership team that are involved. One question I like to ask is: if the business going through your business or business unit doubles, do your headaches double? Do the amount of hours you work double? To me, that’s symptomatic of room for system improvement.
Early on in the process it starts with some level of interest, some level of intrigue. I think this is something we can improve on; our plant manager is complaining that they can’t work from home. Whatever all these issues are that manifest themselves; or you’re losing jobs in quoting, and you’re not sure if you’re a high price or a low price or margins might be unclear; you’re not satisfied with the level of data. Basically, that’s generally where we start our conversations with plants.
We really take an approach of both informing about what’s possible on the tool and what’s impossible on a modern platform. Then we also do a value assessment. How do you do this? How do you do that? That kind of third party provides a great, almost, sounding board to say, “Okay, here’s an itemized list of room for improvement.”
Honestly, that’s what really makes it compelling. When we can sit down with a potential partner and identify how we can actually improve the business in very real and definitive terms, not just insights that you can use to drive your business. Also here’s how much time you spent here, how much time you spent there. It’s a combination of calculating hard costs and hard opportunities and then the upside with the actionable insights from the system.
From there are the deployments at Steelhead. [blocktext align="center"]We do direct-to-direct service, so no third parties. A Steelhead team member will essentially go through a lot of meetings and plant walks, in some cases, and essentially reverse engineer your plant.[/blocktext] Where do parts come in the building, and then what? Then they go here? Do they always go there? Sometimes. Can they be run together? We will ask a million questions to essentially reverse engineer the flow of your plant, and then we design the system to reflect your current operations. Not - here’s a software, now bend your plant over backwards to match the software. Whether it’s quoting, workflow automation, or reporting or any of the other parts of the system, we’re going to want to ask as many questions as possible to configure the system to match your plant.
Doug, you mentioned the cost is going to go down, over time, of technology. Absolutely. Because one thing we can do very quickly since our platform is essentially kind of like a build-your-own; it’s almost like Excel except it’s Excel that is highly, highly engineered to work for this specific industry. One thing we can do is we can prove it out really quickly. So, in just a few hours or a couple of days, we can essentially build your plant, or a part of your plant, and then run your work through your plant and say, “Okay, pick up a quote and let’s write this quote. Here’s a purchase order, let’s do the purchase order. Let’s take this tablet and go out to your plant and step it through your exact operator interfaces. Let’s collect that data. Let’s track it; let’s sit down in the conference room. Let’s pull up the reports, the inventory.
That’s one thing that we really like to do early on — whether it’s in the late sale cycle or evaluation or sale cycle or early on in deployments — is prove it works. Because one of the things we’ve seen time and time again are the horror stories with plant operating software: we’ve tried for 18 months and we put in tens or hundreds of thousands of dollars, and we pulled the plug. We went back to whatever we were using before. So, proof of concept really quick.
The other thing is the actual deployment going fast. We like to go hot and heavy, kind of rip the Band-aid off, not drag it out over months. We like to go 2-4 weeks, training the team, iterate, iterate, iterate, test, test, test, test, test, because everyone says how it should work. We build it, and we test it and then there are always a couple of tweaks.
From there, we have a customer success team, as well. Whether it’s a phone call, email, zoom call, or training, we like to have someone available to answer the phone. Our philosophy is that your digital infrastructure isn’t something that should be optimized for low cost because we feel that the service that comes along with it — including a team of experts — is critical. Like a wiring harness for your automobile, it runs your entire plant. When your plant changes and you have changing requirements, to have “pros on your bench” to make adaptations real time in your plant is highly valuable.
Our approach is full service. We kind of own the functionality of the system in your plant — anything from the deployment to ongoing support. We’re always one degree away from engineering, as well. Occasionally when there is a bog or something is not working properly, our engineers are right there on calls with customers to make sure everything is working properly.
Doug Glenn: They can jump into the system and reprogram, as necessary.
Jeff Halonen: Absolutely.
Doug Glenn: Run us through this one then, if you would: Let’s say there’s a company — and you’re going to have to take a very generic-type job shop — that has your system already. It’s fully integrated and everything is working well. What does it look like? The reason I ask this is question, is I think a lot of people have trouble envisioning what it would look like and how it would be different than what I’m doing now.
So, a company that has your system, they go to do a quote for a job, and they receive an inquiry. Is the process they follow any different than what they would have done before your system was there? Let’s just take that first step, process and RFQ: how is that going to change from if they didn’t have your system?
Jeff Halonen: Something like quoting can be a fairly dramatic change, depending on what the current system is. Current systems can be Microsoft Word and Microsoft Outlook and maybe an Excel sheet to track the quotes. A lot of time to administer them and then there is pretty limited visibility. The transaction that we’d see there with Steelhead is that you can actually build a fully automated quote so you can define the algorithm: all of your flow charts, your Excel sheets, square root functions, looking at the mass of the part, specific gravity, material, etc. We can even reference the current price of natural gas. So, you can build models to reflect how your business runs and reference the past performance of that job.
What that looks like for quoting is that you’re able to build the quote all in one system. You might have multiple people involved in the quote: one person is working with the customer to verify requirements, verify inputs, ask questions, gather more data, and then it lands in someone else’s inbox. Now, a streamlined workflow allows the owner or the plant manager or sales manager can now approve that quote and then sending it to the customer instead of sending it through email and downloading and moving things around, we can send it right out of the platform, attach a file. We can track and see when the end customer is opening the quote. Also, your sales team has a lot of tools. They can say, “Hey, what quotes have never been opened? Hey, we should probably make a phone call. We put a lot of effort into those quotes, why don’t we call them and see what’s going on?” There are a lot more analytics but also just speed.
Another thing we’ve heard a lot is that a customer calls, they send a purchase order that references a quote to go, and find that quote can be a challenge because it’s in someone’s inbox, unread. Instead, they can have one platform to grab the quote, convert it to an order, and now you’re running production! It’s all the same data, it’s your plant. You’re not going to start quoting using different laws of physics. It’s about streamlining what you do today and replicating what you do today, but improving the customer experience, improving your team’s experience, and quoting faster, which leads to more jobs.
Everyone wants the thing quickly. If you can go from two days to two hours or from five hours to five minutes, that can have a dramatic impact on winning deals. For example, I’m in Chicago on vacation, and a customer calls, asking, “Where are my parts?” or “What happened to these parts?” Option A is you’re making phone calls back to homebase, someone is rummaging around looking for the information, and it’s not very enjoyable for you, your team, or your customer. But, it could be you put that customer even on speakerphone or mute, look for 30 seconds, and just text them the file right off your phone in real time! It’s the speed of accessing data, customer service, and actual insights, but a lot of it is workplace satisfaction.
We’ve literally been in shops where people are threatening to quit saying, “Our system is so bad” right in front of the president of the company. . . “I’ve been saying for years, we need a new system. I’m at my wit’s end because what I have to do is so painful and repetitive every day just to make the plant go.” It can manifest in a lot of different ways.
Doug Glenn: Give me a quick history on Steelhead.
Jeff Halonen: Steelhead Technologies was founded early in 2021 by a team of software engineers, mechanical engineers and manufacturing engineers. We started with the need of a single customer who talked about their pain. This particular customer was running on paper; whether it was contacting customers, instructing operators, tracking information, finding information, even something as simple as a customer calling with a phone call asking for information on a job, all were huge disruptions in their day. It took half an hour and they had to physically go find people and paper. Everything was in a huge storage room at the end. What the Steelhead team heard was a high degree of pain and essentially a plea for a solution. So, we founded Steelhead Technologies to address that need.
Source: Steelhead Technologies
The team has grown really quickly, and we’ve raised 2.5 million dollars in investment capital here in 2022. The team went from an original team of about 6 to up to 16 now. As I mentioned, everything is kind of the direct service model. Whether it’s sales, deployments or customer success, it’s all team Steelhead across the board. Everyone is an expert in the platform, and everyone is one degree backed up by our team of engineers. We have six engineers that work fulltime on Steelhead making it the best that we can.
Our customers are amazing. Everything that we work on is driven by a customer request, someone out in the field, using the tool and saying, “Hey, what if. . . ?” or “Hey, this could be better” or “This extra effort. . .” or “We would really like to know this. We are trying to achieve this business objective, but we need that.” That’s really where the Steelhead team excels is taking essentially what we view as requirements and building a platform to meet those requirements.
It's really exciting. What we found is that [we can really help] the job shop industry, specifically, and also the high throughput — or even the high-mixed captive shops as you mentioned — where there is no build materials, no engineering team, no design release, and no supply chain. It’s go, go, go. The assumptions change by the day, hour, or minute, and everything is fast paced. We’ve seen a huge lack of automation and data in the space. With high quality, purpose-built technology for this fast-paced, almost, service type of manufacturing, with specifically built tools, we’re able to achieve minimal effort to achieve each job. To minimize all of the administrative effort, but also aggregate extremely detailed data down to operators, part numbers, and equipment, without driving up costs or sacrificing ease of use. That’s our core strategy.
Our customers are incredible, and a lot of our recent success has been just keeping up with our customers since they’re always pitching for a new tool or feature. We roll out a couple thousand lines of code to address this and they’re like, “This is good, but it needs that.” That’s the other thing — software is a service, so we’ve long accepted that we are never going to build the software and just ship it: it’s a continual living beast, whether it’s cybersecurity, speed, everything. So much of it is service because this type of software [requires] pros to extract the maximum value from it.
Doug Glenn: All right, last question. This is your challenge question for the session here. You, personally: What do you find most interesting and exciting about it? When you look into the future, what are you excited about?
Jeff Halonen: What excites me the most is the transition that shops can see by adopting technology and systems whether it’s impact to the bottom line — which we’ve seen in some shops, where it’s really stunning — or something else. A marginal labor cost where one customer’s job takes three minutes and another takes nine minutes. . . The manufacturer can now address that 3X marginal labor cost with the data where, before, they were just eating it. “This customer is not profitable; we’re not doing that; we are no longer accepting batch sizes below X, because we’re armed with the data.”
What really excites me personally is the journey that each of these plants are able to go on. I also get really passionate about when I’m able to see a difference between the way things are and the way they could be. That’s what every single interaction with our partners is: we see the way that they are and we work really hard to build the best one possible. So, it’s like, hey, look at this difference? Look what we can do? It’s that sense of accomplishment on a customer basis to really get as much as is possible out of their time, resources, people and their entire enterprise.
Doug Glenn: It’s kind of nice seeing the smile on your customer’s face, I think, right? When things go well, to be able to say, “Man, that was good!”
Well, Jeff, thanks. I really appreciate it. It’s very exciting. It sounds like you guys have got a lot of interesting things going on and, hopefully, some of our readers/listeners/viewers will be able to give you a call but thanks for joining us.
Jeff Halonen: Thank you, Doug. Thank you very much.
About the expert: Jeff Halonen is a co-founder and the CEO of Steelhead Technologies, a plant operating system provider serving job shop manufacturing plants in the USA. Jeff is a Mechanical Engineer by training and spent several years at General Motors before starting in technical sales and manufacturing software. Jeff most enjoys the personal impact that he can have on customers when they discover exciting new ways to run their business. Residing in South East Michigan, Jeff enjoys time with friends and family, being outdoors, and playing hockey.
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
Today, check out some posts on the convergence of EV and heat treaters, robots that can detect leaks, and algorithms that adjust temperature.
This August, we're seeing and hearing a lot about the convergence of heat treat and the automotive sector. In this news piece, read how EV assemblies will be able to include Canada-made products in Canada. For more on how EV will influence heat treaters, go to www.heattreattoday.com/radio on Thursday, August 11th.
2. What Are They Saying?
Everybody talks! That's for sure. But this week, what are they talking about? For starters, the cost of furnace downtime, metallurgical definitions, leak-detecting robots, and water quenching are on the docket.
True Cost of a Furnace Breakdown = $XXXXX?
What Your QA Is Posting on SM. . .
Leak Detector Automation with Robotics
The Red Glow. Never Gets Old.
3. What Are They Doing?
Actions speak louder than words. One company in Illinois has been acting out excellence since 1979. And if you are looking for a little action in October in the Pittsburgh area, check out Heat TreatToday's live at 2:30 PM EST to learn about a one-of-a-kind heat treat event.
Join the LIVE Heat Treat Boot Camp on LinkedIn!
Business Ambassadors Visit the Hot Side of Illinois
4. The Reading (and Podcast) Corner
Will EV be the end of heat treating in the automotive industry? Watch the video below to learn some answers to this question from the Metal Treating Institute. If you're in a listening mood, listen to this episode of Heat TreatRadio and discover some Industry 4.0 innovations for adjusting temperature.
2021 Predictions: EV and the Heat Treater
Listen to the Future of Furnace Compliance
Does it combust? Time to hear about Industry 4.0. . . again :). This time, see how this Industry 4.0 system uses algorithms to adjust temperature on Heat TreatRadio
Heat TreatRadio #77: Algorithmic Combustion Tuning with Justin Dzik and Ben Witoff at Fives. Click to –> Watch | Listen | Learn
5. Miniature Metal Masterpiece
To all the metallurgists and heat treaters out there, perhaps the metal you work with today will end up a mini-masterpiece in the hands of an electrolyte jet machining fanatic!
Heat TreatRadiohost, Doug Glenn, discusses the current state of robotics in the North American (and European) heat treat markets with ECM-USA, Inc. managing director, Dennis Beauchesne. Find out where robotics is currently being used as well as some future applications.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Dennis, thanks for joining us. It’s been a long time since we’ve talked about finally getting together on Heat TreatRadio to have a conversation about some interesting things. Today, we’re going to talk to Dennis Beauchesne of ECM USA about robotics. Dennis, welcome. I appreciate you joining us.
Dennis Beauchesne (DB): Well, Doug, thank you very much for having me on. We’ve been talking about it for quite a while and I’m really glad we could finally get our schedules together to make this happen.
Photo Credit: ECM-USA
DG: We’re recording just after the holidays. Both of us are sobered up and back to be able to think clearly. We do want to talk about robotics, but just to give the listeners and/or viewers a sense of Dennis Beauchesne, your background, just briefly, tell us where you’ve come from and how long you’ve been working in the North American heat treat market.
DB: My name is Dennis Beauchesne. I am the general manager of ECM USA which is the U.S. subsidiary of ECM Technologies working out of France. I’ve been with ECM Technologies for almost 21 years. About 10 years before that I also worked with other furnace companies and some in the heat treat business as well as selling alloy baskets, fans, and those kinds of things. I also had a rep organization for 3 years where I sold probes and a number of other heat treat-related items. I’ve had my share of crawling around furnace and heat treats and getting to know the applications, loading mechanisms and all or most of the processes. I’m certainly not an expert on a lot of the heat treat processes, but one, in particular (low pressure vacuum carburizing and especially with gas quenching) is something that I’ve been working with for over 20 years, but certainly hardening and other applications, as well, and vacuum furnaces is our forte.
DG: Based on conversations you and I have had in the past, we started talking about robotics. It’s almost an element of Industry 4.0 to a certain extent- augmented reality, virtual reality, and things of that sort. Robotics definitely fits into that some, let’s talk about that a little bit.
From your perspective, what is ECM seeing as far as the use of robotics. I’m curious about industry in general, but if you want to narrow it down also and talk a little bit about where are you currently seeing robotics used in heat treat, that would be great.
DB: Robotics, in general, and automation. Automation has always been a leading technology for ECM USA and ECM Technologies, worldwide. A lot of our vacuum furnaces, as you know, are large scale, high production equipment as well as single chamber systems. But automation usually plays a part in our offering, and that, before, was conveyers, walking beam tables, rolling tables and those kinds of things, where we automated the process so that you would have, obviously, time control over the process, when the parts went to temper, etc.
What we’re seeing more and more, and the reason that I’m here today, is that ECM is very much involved with the robotics handling of parts before and after heat treatment as well. We’ve come across quite a few applications in the industry where these are required. You and I were just at some recent fall meetings, and labor availability is the number one issue in the world today, as we know. I really feel that robotics can do a lot to help in that area. Where we’ve seen robotics work is loading/unloading alloy fixtures, loading/unloading CFC fixtures, taking parts out of bins and putting them in heat treat fixtures, and then you have either operators move them to the furnaces or load them automatically through the automation system (conveyers, walking beams, etc.). We’ve done those systems, especially in Europe, we’ve done a number of systems there.
We are installing a system here, this summer, in North America, and it will be fully robotic-integrated. So, the customer brings us parts that will be in particular totes and we would be loading them into CFC fixtures. The fixtures will be retained in the heat treat area and then the parts will be unloaded after heat treat and then loaded back into their bins, totes, or containers.
This is a fully, completely automated process. It’s not that it’s the same part every time; there are actually 175 different parts. I think that’s a really important piece of information. And they’re not all gears, they’re not all shafts; there is a mixture of a bunch of different parts. It’s a very challenging application but also one that, with today’s technology in robotic vision systems, is a doable situation. We’re looking forward to showing off more of that.
DG: And that was one of my questions, especially when you mentioned 175 different types of parts. Is the system that you’re speaking about or are the systems that can be made by ECM or others, I assume they are going to use vision recognition, right? They’re not just going to say, “Well, I’m going to take my robotic arm and I’m going to this position where they tell me there is this type of part,” or is that arm actually going to be able to say, “That’s that type of part, therefore I treat it thusly.”
DB: I would say in this application, if people saw the loading/unloading, they would say, “Well, of course, the part’s going to be in the same location, it’s going to be in the same tote, it’s going to be in the same plastic locking device that it’s going to be every time.” This is true and it is very true in this application.
I think that’s one of the things that’s a challenge in the heat treat business, especially for heat treaters, not the captive operations but even in captive operations, is that parts come in in different forms- they’re in bins, they’re in tins, they’re in bins with plywood covers or plywood covers with cardboard covers, with bubble wrap, and all the things that you see across the marketplace.
As you mentioned, vision is a big, big part of robotics. Actually has some eyes for the robot to know there’s no part there, I’m not going to go get it, I change my program, I go here, or I twist the wrist of the robot a different way to pick up that part, whether it’s flat or round or whatever. Vision plays a big part. The advancements in vision and the robotics are huge, and have been huge, as they have been in vacuum furnace technology, as well, and gas quenching. Those things, moving forward, are a lot of the part of research and development at ECM and ECM USA. Things are moving forward.
DG: Before we get too deep into what, exactly, these robots are and how they work, I want to question you about the motivation for why people are using them. You mentioned about labor shortage being one of the main reasons. I’m assuming that there are some benefits there. Are these robots replacing people or are they assisting people? What do you see?
DB: I think it’s across the board for both. You are replacing people but not really replacing people that aren’t present. That’s part of the labor shortage is you don’t have people to replace. That’s part of the situation. We’re really adding to the capability, or the versatility, of that heat treat shop or captive heat treat by adding a robot or adding a person, if you want to look at it that way. But they’re also working together with the people, on the line or in the heat treat, to assist them.
You could have a robot that merely lifts a bin and moves it to another location where you’re helping a person not having to pick up such a heavy load. You also have robots that are placing parts precisely in a fixture or placing parts precisely in a bin, whereas the quality of that part is not impaired: you’re not dropping it or you’re not scratching it along with another part, you’re moving it very carefully like a customer would want to handle that particular part with higher quality.
I think, what was best taken from one of our fall sessions was that one of the presenters, [who] indicated they were using robots, said that in their process they were using this robot to do some of the heat treat and they said that they really no longer can do that heat treat process any more with a human because the robot was so precise at getting them heat correctly on that part for what they were doing. In that way, you are increasing the quality and the value of your heat treat and the robot integration.
DG: Right. The repeatability is the issue and the real advantage there: precise placement and processing of that item which even the best of us humans can’t do.
Realistically speaking, from ECM’s perspective, can you give us a sense of what the growth in interest in robotics has been? Let’s take a snapshot: 10 years ago, what was it like? What was it like 5 years ago? What is it today? What kind of growth are we seeing? What percentage of your RFPs/RFQs are actually asking for it?
DB: That’s a great question. I would say that 10 years ago there were very few opportunities or very few discussions about robotics. We would have robotics discussions with, let’s say, large automotive companies that were doing thousands of parts a week or year, and they would, mostly, at that time talk to outside robotics companies and try to integrate robotics into a heat treat market, where a lot of robotics companies would say, “You mean this surface is going to be warped? It’s going to be changed the next time I go to put that same part in that same location?”
I can tell you that it caused a lot of havoc in the heat treat business. Also, with just handling parts in and out of the heat treat load, whether it was a new heat load that was green, or a heat treat load that was already hard — handling those parts differently, especially in a gas quench situation, knowing that they’ve been processed or not — that was also a new development in robotics.
So, 5 years ago, I would say, you started seeing more people where there were several robotic companies that were out there that were starting to say, “Hey, we can handle this.” Vision was coming along a lot faster and there was more presence of vision with the robotics.
Today, I would say in the last 18 months to 2 years, we’ve seen a real uptick in RFPs and RFQs coming in where they’re looking to a company like ECM where we have a lot of experience in automation to further that arm to get robotics involved with not only just processing a load of parts, but taking the parts single piece, building a load and then processing that, and then giving the piece part back to the operations. That’s been increasing quite a bit.
In an effort to take care of that, about 5 years ago we had purchased a company that was doing a lot of robotics internally with their furnace systems in the semiconductor industry. We had a lot of robotic technical expertise in that. If you know that industry, you’re handling a lot of thin parts and a lot of movement, very high volume, and also there is a lot of vision that’s being used in that and also vision in the quality control afterwards, as well.
So, we’re seeing requests for robots loading and unloading. We’re seeing requests for robots picking up parts, putting them in front of the camera, and actually measuring the part for distortion control. We’re also seeing parts that are being automatically hardness tested before they’re put into the finish part bins or totes, or wherever the next stage of processing is.
DG: I assume, at that point in time, they’re able to separate the sheep from the goats, so to speak. Well hardened, not well hardened, and that type of thing.
DB: Exactly. There are a lot more automated systems for process quality control, as well, as the parts come out of the furnace.
DG: Let me ask you this question: When some people think of robots, we start thinking of the Jetson’s or something like that, but I think most people with their feet on the ground and their head’s not in the clouds too much, when we think of robots, I tend to think of that robotic arm, that type of thing, right? Where it’s a stationary robot, if you will, with functions within its reach. Is this the type of robot we’re talking about now, is that what is most common, or do you anticipate that there’s going to be those, let’s say, “mobile” robots that are roaming around doing things, helping workers, or are they exoskeleton-type robots that are on the backs of people? I’m curious what your prognosticating is on that point.
DB: A very good question, again. When we look at robotics moving parts around the plant, we usually call those AGVs, or automatic guided vehicles. We’re working on a number of projects with those types of facilities and that reduces a lot of traffic, internally, for people moving forklifts arounds and it becomes a much safer facility.
DG: And these are not on tracks, right? They’re not on monorails or railroad tracks, it’s just free moving?
DB: Tracks are a thing of the past, now, with AGVs. There are a number of different ways of doing it. I’m not an AGV specialist, or a robotics specialist for that matter, but they do have AGVs now that are controlled by cameras up in the plant so that the cameras know exactly where the AGV is and is located.
Photo Credit: ECM-USA
There are also ways of putting tape down or some other line in the concrete where the AGV can follow. Those methods are out there for AGVs. Usually, the AGVs are used in some of the situations we’re into right now. They’re used to promote the accurate takt time through the plant. Whether they need a part every 20 minutes or every 10 minutes, it’s well designed in that fashion. There are usually tracks or pallets that are on these AGVs that move from machining center to heat treat center to post-machining heat treat center. Those things are very much out there. AGVs have, also, grown leaps and bounds, as well, in their own right.
As far as the robot being stationary or, as you spoke about, working together with other operators in a collaborative fashion, both of these methods are being used, of course. But we still see that the larger, single-arm robot, let’s say, can be multifaceted.
In other words, we can have 3 or 4 handling devices or grippers, as we would say, on the end of this robot. It could be picking up a part, then picking up a tray, then picking up a full load, with the same gripper or same handset that’s on the gripper. These are multifaceted robots. You’re not really looking at every time you need to pick up a different part you need to have a different tool. That’s what’s being done with those, as well as trying to reduce the footprint and making a much safer robot system with the collaborative design where, if you touch it, it stops. In addition, robot programming, also, has become far less tedious, let’s say, or far less required from a specific person to do the programming.
"In other words, we can have 3 or 4 handling devices or grippers, as we would say, on the end of this robot. It could be picking up a part, then picking up a tray, then picking up a full load, with the same gripper or same handset that’s on the gripper. These are multifaceted robots."
DG: And you mentioned the word I wanted to ask you about which is probably the hot topic, and we’ll have to make sure the lawyers get involved here. What about safety? It’s not just the mobile AGVs, I think you said, that are afraid of running somebody over or hitting somebody, but it’s also these stationary ones that have moving parts. Are there any safety concerns? What can you tell us about the safety and the advances in safety?
DB: Well, of course, safety is always a very, very important part. We’re trying to eliminate workers by not having to pick these parts, but we still need to be safe in that environment. There are a number of ways. A lot of people are trying to get away from the full cages with light curtains and those kinds of things. Using the collaborative robots, where they’re touch-sensitive and can be shut off instantaneously, are probably the best way to go. With the AGVs running through the plant, there are a number of sensor systems on those AGVs that would stop them, as well as they move at a very slow pace, as well, throughout the plant.
There are a number of safety devices depending on the installation. Whether it’s a stand-alone system or it’s something working collaboratively with a person, safety is always important and can be working, l would say, much more advantageous these days with other workers.
DG: In one sense, there are people who resist robotics because they may be afraid of it replacing people or hurting people and things of that sort, but in a sense, the whole advantage here is that ultimately it is better for the human worker to have these machines doing it. Typically, the robotics are taking away some of the redundant, tedious work. Would you agree with that?
DB: I agree and that’s typically what we discuss with the customers. It’s where in your plan do you have difficulty hiring people to work? I would say 90% of those customers answer: I can’t hire anybody for a long period of time when they’re taking the part from a bin and putting it in a fixture or taking a part out of the fixture and replacing it in the bin properly. They say that those people last a few months, and they move on. The worst case is if you have someone that’s been there a long time and you put them in that position, it’s a negative for them. They finally feel like, “okay, they’ve got something on me and I have to go down and build loads.”
Like you said, people are thinking about robots and they’re a little bit hesitant, but I would say that, and maybe you’ll get to this question but, it’s more the possibilities and the way people think about robots. I would have to say the most that I’ve heard, especially from heat treaters, is, “Well, it’s not going to do what I need it to do.” “I can’t use a robot because I don’t have that many of the same part every year.” Really, that is changing. What we’re planning on doing is having a demo site here, hopefully before the end of this year, where we could have certain bins of parts and show how, with vision, we can pick up different parts and put them in heat treat loads and move them around.
DG: Let’s go there because that actually was a question I wanted to ask: To a certain extent, we’re limited in our willingness to use robotics because we’re probably limited in our understanding of what they can do. I’m quite sure, as much as ECM has dedicated resources to developing current capabilities, there are some dreamers in your group that say, “You know, we could get robots to this if only someone would say ‘okay’.” Can you share with us maybe some of the things that you are currently doing that are a little "cutting edge" or at least useful to our captive heat treaters? And also, some of those things that could be done? I’m curious as to the extent of where we might be able to go in the next 10 years.
DB: I am, even myself, learning as we go along, as well, of the technologies that are out there. What I’m impressed with robotics is they not only help once they’re installed, but before the concept is even put together. I’ve put on VR glasses and walked through a heat treat and you can understand exactly what the robot’s function is, what it sees, where it goes. We can actually also walk through a furnace installation and see what the height of everything is, what the level of everything is, how it moves around. Those are some of the applications even before you get the robot installed.
The other possibilities that people do think that “Oh, this is going to be expensive, first of all." They think it’s not going to work on my parts in my situation. There will be some concessions that everybody is going to need to make. For instance, the heat treat fixtures, maybe the ones that are really warped, you’re going to have to not use those as much anymore. Or, you may have to a more standard basket or a more standard fixture for all the parts. You may not get your million parts in one load (like everybody wants to get), but you would get them done more efficiently and faster.
Some of the applications we’ve done where we’ve taken very thin ceramic material and put it on setters and put them in some brazing furnaces and sintering furnaces, and then move the loads around, unstack the load, stack the load, restack the load, and done that all completely in a robotic cell, without touching the parts, ever. And then, as the parts come out, they’re electrically tested to make sure they’re good.
Like I said, in this other application or several other applications, we’ve also done bulk filling of CFC fixtures. You would have a CFC fixture that needed to be bulk loaded with small pieces, we actually have them go through a vibrating machine, fill the CFC fixture to a certain level, the robot comes over and puts a screen on top, moves the CFC fixture onto a heat treat load and does that continuously.
DG: Is that done by weight or by vision?
DB: Both. Because you can have the weight, but you may not have it even.
DG: Right, the distribution -- it would vibrate it out until it’s acceptable and then the screen would come in.
DB: Exactly. And, like I said, the possibilities of heat treat robotics is what it’s coming down to. Heat treat robotics, today, is to educate and have everybody understand that it is and could be capable of taking flat parts out of bins and putting them in fixtures properly and removing them and doing the reverse action. We need to educate people that these things are available out there. And it doesn’t have to be any particular type of furnace or any particular type of size of load of the furnace, it is a matter of setting up a station, maybe a loading/unloading station that you might have an area in your plant, to do the robotic handling of it, with our expertise in heat treating, understanding the facets of what happens to the parts and the fixtures during the heat treat process.
Those are the kinds of things that we see. Like I said, right from the design of the system and the layout, understanding how everything is going to work on a VR standpoint, all the way to implementation in a facility that takes in many different parts on a daily basis and processes them. I think that’s true to form in what’s moving forward in robotics today.
DG: I want to throw this one at you and see what your input is on this: Let’s think about robotics for the whole way through a process. I want to think, just for a minute, about a mesh belt furnace, let’s say. I know you guys do a lot in vacuum and things of that sort, but it could be the same type of thing.
Could we use, on the frontend, robotics to do, not only placement of the product, but product inspection, let’s say, making sure it’s a clean surface (with nitriding, for example), making sure impurities are off and things of that sort? I assume we could us robotics on that end to inspect the product, making sure it’s good to go in the basket, then we put it in the basket or in the fixture, goes through the furnace, comes out the other end, is picked up and inspected at that time for whether it be hardness or distortion or whatever, and then placed on where it needs to go. I assume all that’s possible, correct?
DB: You assume and yes, it is possible. I, personally, haven’t seen anybody install that particular system, but I would love to be part of it. We have designed a system and quoted on a system that was using a mesh belt where the customer of the heat treat department felt that the parts (these were coin-shaped type parts) and it felt better that the parts were processed better vertically rather than just in a pile on the belt.
So, these parts were put in small fixtures on the belt (and this fixture was maybe 6" x 6" and took up a 4'-wide belt) and those were loaded in place very properly and then also on the outside on the outlet of the furnace belt were also unloaded. Then, of course, the design was for them to inspect them by coloration and then also by hardness. And I didn’t share that with you before this meeting, but that was one application that we quoted on and it’s something that is very doable.
DG: A couple final questions for you: We talked earlier about the companies who, for example, if they high diversity of product and not high quantity of those products, I assume, and you’ve mentioned it, that robotics probably is not as likely to be helpful to them as to a company who has low variability of products but high volume of those products. Do you have any comments on that? For example, a commercial heat treater who does all kinds of crazy things and doesn’t have a lot of any one thing, is it safe to say robotics probably would not be as useful to them?
DB: I would have to say that that is the thought that we’re trying to change. We’re trying to change that thought because I’ve sat at a number of tables during the lunches and dinners at some of these presentations and that’s exactly what I hear from the heat treaters: “Robotics isn’t for me; I don’t do enough of the same part.” In reality, a lot of these robotics systems now are easily programmable by grabbing the gripper and moving it to where you want it to go. And if you have repeatable parts (maybe you don’t have a hundred million of these parts in the same month, but maybe you have ten thousand of them over 12 months) once that’s programmed in the robot, then you have that program for the next time. There may be some initial programming time that you have to apply to it. We don’t see that that is a big downside because the vision system will understand what the part looks like before the robot picks it up. The programming has become much easier and simpler for everybody so that you don’t have to have a big staff just to take care of the robots.
I think that’s the other misnomer that companies have is that if I get a robot, I not only have to pay for the robot, but I must have the five support-staff for that robot, when, in fact, that is not something that’s becoming a thing. In one of the cases, the same person that was talking about the quality of the robot was also talking about the excitement of his team to work with the robot and to be able to learn to program that robot, and that being their job rather than loading and unloading the fixtures. To them, that was more exciting and made them come to work, wanting to come to work every day, and was also a lead-in for them to hire more people, to say, “Hey, we’re implementing robotics in the plant and as an opportunity to work in that department eventually or eventually we’ll bring robotics into your department.” There are those incentives, as well, with some of the employees.
DG: You may have hinted at this before: You’re saying that programming of the robots, sometimes, can be as easy as showing it what to do by moving it, saying, “Here’s what you do: Grab this, put this here, grab this, put this here." That’s as easy as it can be?
DB: It’s becoming that way, yes. I’m not a programmer, but I’ve seen a lot of demos, as a lot of other people have, but yes, those things are possible. Get it in a general location and then you tweak it a little bit here and there- yes, those things are much easier to do.
DG: Probably, to say to those who are "robotic doubters," let’s say, it would be good to not assume it’s as difficult as what you might think and to keep an open mind.
Let me ask you this: You could be a commercial heat treater, but most of our audience or a lot of our audience are the manufacturers with their own in-house heat treat or what we call captive heat treaters. What questions should they be asking themselves about robotics, whether or not it makes sense for them? Is there a list of questions they ought to be asking or considering before they even consider robotics?
DB: I think that when you’re doing repetitive operations in your facilities, whether it’s captive or heat treat shop, that’s where you get the most benefit from a robotic system, obviously. That’s one thing. The other one is: Are you doing similar operations in that repetitiveness? Are you always building the same type of fixture? Are you always building it for the same furnace load? Those things.
"The more similarities you can get that robot to work with, the more cost effective it becomes. But there are also a lot of benefits to having that robot be very versatile in working with a number of different size furnace loads as well as part dimensions."
The more similarities you can get that robot to work with, the more cost effective it becomes. But there are also a lot of benefits to having that robot be very versatile in working with a number of different size furnace loads as well as part dimensions. I can’t say that there’s a specific set of questions, but certainly would love to work with any customer that has even a thought that maybe they should look into this.
DG: I think the high repeatability is critical. I would imagine, Dennis, that if they’re dealing with high-value parts, even if there’s not a huge number of them, and they’re looking to eliminate the potential for human error, even if it’s simply in the placement of that product or if they’re looking for single-part traceability, perhaps, robotic systems, definitely, it seems to me, would be also something that would be of interest.
DB: Absolutely. In-process defects is something that it would be very good at eliminating. Also, as you said, if you were looking for traceability, I can tell you that we can build a robot system that can trace, even if you have 500 parts in a heat treat load, it can tell you exactly where that part came from in the load, where you put it in the load, where it came from and where it went after it came off of the heat treat rack.
Traceability is a good point that I didn’t bring up, thank you for that, Doug. Traceability is really important, as well- we can do that with the furnaces. And that’s for a single-piece part flow whereas a lot of people are going to that method. A single piece gets to the heat treat furnace, not a bin of parts. Then, you can trace every part through the heat treat load and back out of it.
DG: The other thought I was having while you were talking was, and this may be only in a number of very minor cases, but a lot of times there are situations where a part has got to come out of a hot furnace, it’s got to cool off in order to be moved to the next process — it seems to me with any type of automation, robotics included, you could eliminate the amount of heat loss between furnace one and temper furnace or the next process.
DB: I think another application is operating press quenches where you’re moving a hot part over the end of a furnace and moving it over to a quench, it’s an extremely hot part that you don’t want to touch. Obviously, there are gantry systems for that and there are a number of robot systems that can be installed to get those people out of those hazardous jobs. Also, in terms of quality because timing is very important, as well.
Photo Credit: ECM-USA
DG: You mentioned about maintenance of these systems a little bit, or at least the programming of them. I’m assuming maintenance is somewhat of an issue. If there are moving parts and things of that sort, there is probably going to be some maintenance on it, whether it be hardware maintenance and/or software maintenance. Any comments on the amount of money or time that a person would spend maintaining these systems as opposed to maintaining a human being doing those systems?
DB: That’s a very good question, again, and it should be something that’s part of your machine maintenance. It is a machine tool; it is going to need some maintenance, so it’s part of your maintenance requirements. If people use this same maintenance priority that they do for the heat treat furnaces, thank goodness robots work really well, as well, in hazardous environments. I would say that they hold up very well. Robots have been around a number of years and they’re very industrialized. Maintenance is not as critical as it used to be, but it is, obviously, still required.
DG: And I’m sure they can handle the environments, too. Hopefully, the environments in the heat treat shops are getting better and not so smokey and oily and that type of thing. I’m assuming that any robots you put in would be able to handle whatever environment it’s in.
DB: That would be part of the requirements, as well.
DG: Any concluding thoughts? Anything I’ve missed that you want to hit on, Dennis?
DB: When you think, “Robotics isn’t for me,” spend a little time and look into it. I’ve been blown away with the technology of today. Look at our cellphones — they aren’t even phones anymore. We use them for many, many more things than just a phone. Robotics have come to be that way, as well. There are so many more things that can be used in conjunction with the robotics to help you get your job done and service your customer appropriately and with good quality parts.
DG: I’ve got one other question I just thought of: I perceive that a lot of times companies in Europe are a bit ahead of us on technology or at least the adoption of some of these technologies. With ECM, the mothership of which being in France, are you seeing that there is a wider acceptance of robotics from companies in Europe than here in the States?
DB: I wouldn’t call it acceptance, but there are many more applications and customers looking into it in Europe than there are here, yes. I think that, maybe, we haven’t realized that the people aren’t there we’re not going to find them. Then, I think in Europe, where they realized, even just a few years ago, that they’re just not going to find these people and they need to automate. Or the operators that they can find are not going to get the job done the way they need it to get it done because technology has grown so fast with the quality of the parts necessary, especially with EV products today, dropping a part or having a part nicked by something, or even continuous productivity is important.
So, yes, we’ve seen more in Europe, and that’s another reason we’ve been on the leading edge of this technology and now bringing it to the U.S. in North America in a more simpler fashion with the same people having this inexperience as over in Europe.
DG: Being somewhat facetious, the other things robots give you that humans don’t is they don’t have to pass drug tests. I’m pretty sure that the robots are okay.
DB: They don’t have to pass drug tests and they don’t have to get COVID tests either!
Welcome to Heat TreatToday’s This Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
We’re looking at the holiday posts, origami metal, and dad jokes about aluminum this week. Check it out!
“This technique uses lasers to apply highly localized heat treatment to temper-rolled stainless steel. It focuses on softening areas where material will need to bend. Robots then form the temper-rolled sheets into complex 3D shapes. The final forming hardens the structure in order to regain the original flat sheet’s strength.” (Thomas.net)
Click the image to watch or read about the heat treatment
2. Fascinating Heat Treat Comments and Discussions
I didn’t know social media could foster such in-depth content and comments! Have you seen these posts/shares from across social media?
3Din30: The Scary Truth About Heat Treatment Innovation
.
Hyundai Heat Treat Case Study
.
Nitriding Layers, from Pro Microstructure Photographer
3. And What Did You Do for New Year’s?
We saw a lot of you hard-working heat treaters posting on LinkedIn and Twitter during the break. Tsk tsk. Take the break! But we get it: we’re excited for 2022 with you, too!
4. What to Read
Want to have a heavier read for the weekend? Well okay. . .
An Overview of Heat Treatment in the Refining, Power, and Petrochemical Industry – Part 2: The Importance of Heat Treatment to Mechanical Integrity.
.
Heat Treat Radio Special Videos
Did you watch the videos or just listen to these two podcasts? There is something different about when you watch something versus just listening. Sometimes, one is better than the other! Other times, you’re scratching your head waiting for the transcript to load. . .
Take a look at these two widely shared podcasts from 2021.
Heat Treat Tomorrow – Hydrogen Combustion: Our Future or Hot Air?: Click to –>Watch | Listen | Learn
The Future of Heat Treat, a Conversation with Piotr Zawistowski: Click to –>Watch | Listen | Learn
.
“Industry 4.0 Implementation for Small and Medium-Sized Shops”
Planning 2022 heat treat goals would be lacking without considering at least one of the major heat treat shows in North America. In Heat Treat Today's Medical & Energy December 2021 print edition, the Metal Treating Institute highlights the biannual Furnaces North America show that happens in quarter three. Read about the three main reasons to attend in the article below!
Image 1
Furnaces North America 2022(FNA 2022), presented by the Metal Treating Institute, in partnership with its media partner, Heat Treat Today, is the heat treating industry’s marquee event every other year, and will be held October 3–5, 2022 in Indianapolis, IN. FNA 2022 will attract attendees from over 40 states and 20 countries, including attendees from Fortune 500 companies. For three days, attendees take part in networking, connecting, and learning about the vast changes taking place on emerging technologies, industry trends, and advances in equipment.
FNA show producer Tom Morrison said, “The 2020’s will provide unbelievable opportunity, but not without challenges. Change is happening at such a rapid pace in today’s economy, both commercial and captive heat treat plants can’t afford to miss a show like FNA 2022. Demographic shifts, emerging technologies, a shortage of workers, plant automation, and consumer buying habits are driving what is manufactured . . . when . . . and how. At FNA, leaders in heat treating companies can connect with the content and executives that can deliver the solutions and ideas they need to thrive this decade.”
The answers to your most pressing challenges in your heat treat operation can be found at FNA 2022, by attending technical sessions with suppliers you meet, connecting at a booth with another heat treater, or while enjoying one of the social events.
FNA 2022 has three dynamic elements that will deliver the answers you and your team need to maximize your productivity, people resources, and profits.
Image 2
ELEMENT #1:
Learning that LASTS
FNA 2022’s technical conference, designed by a team of heat treaters and suppliers, has 35 key sessions that focus on a wide array of technical issues including:
Industry 4.0 and Automation
Productivity and Data
Processes
Equipment
Standards and Pyrometry
Controls and Materials
Maintenance
Emerging Technologies
FNC/Nitriding
Quenching and Cooling
ELEMENT #2:
Image 3
Business that CONNECTS
The most active part of any FNA experience is the trade show. With over 170 top suppliers in every facet of heat treating, this is where the daily needs of heat treaters are fulfilled. On the show floor, heat treaters and suppliers connect to learn about each other, challenges heat treaters are facing, and how suppliers can solve those issues. FNA’s expo is a must for any owner, GM, plant manager, or manager in maintenance, quality, or production. FNA 2022 encourages companies to bring key management team members to help introduce them personally to the new trends and technologies shaping the future of heat treating.
ELEMENT #3:
Networking is KING
At FNA, attendees experience a set of exciting social functions that allow heat treaters and suppliers alike to connect with one another to discuss the new ideas they learn during the conference and trade show. They also share their daily experiences in dealing with issues like energy, employee recruitment/retention, maintenance, audit compliance, plant safety, and equipment purchases. FNA social events also help suppliers to take a break from the trade show booth and listen to the heat treater’s needs in a more informal environment. This provides suppliers an opportunity to serve the heat treater better and develop products for their specific needs.
Image 4
Furnaces North America 2022 provides the networking, technical training, and business connection that heat treaters need to build a bright future within their operation. Mark your calendar now and take the opportunity to attend FNA 2022 in Indianapolis, IN, October 3–5, 2022.
On this Technical Tuesday, dive deep into this article to learn Industry 4.0 heat treating solutions to enduring problems. As author and captive heat treater Joseph Mitchell, director of Operations & Technology for The Miller Company, says, "These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry." Let's take a closer look at Industry 4.0 solutions to the problem of coil wraps "sticking" during batch annealing.
Joseph Mitchell Director of Operations & Technology The Miller Company
As US manufacturing recovers from the ill effects of a seemingly unremitting pandemic and corollary supply chain challenges, the advance of Industry 4.0 and Industrial Internet of Things (IIOT) necessitates manufacturing industries reevaluate their business practices. For maximum profitability, business "as usual" simply will no longer suffice. Jason Ryska, global chief engineer at Ford Motor Company, suggests even production behemoths overlook the obvious:
In many production processes, data analytics provides the agility to keep up with market trends and technology advancements. An exception to this trend is automotive production, a multi-billion-dollar industry that is underutilizing data collection and underestimating the potential improvement that may come from understanding the data being collected.
This quote is from a technical article written by Ryska in which he discusses current state and offers a glimpse of future state that is gained by a manufacturer investigating potential new solutions for old process problems by applying Industry 4.0 technologies.1
Metal industry leaders may ask, to the quote above, could we replace "automotive production" with "heat treating?" I believe there is a strong argument against such an exchange of words; however, in-depth examination at the plant level indicates deficiencies exist for the heat treating industry related to acceptance of IIOT technology and application of data analytics. Where do we observe the shortcomings? Perhaps, as suggested by Ryska, in our day-to-day comfort zone: "over reliance on employee experience and interpretation vs. physical measurements."
This keen insight into the current state of automotive manufacturing can be equally applied to different manufacturing landscapes throughout U.S. industry. Reviewing a familiar heat treating problem will help to illustrate the need for and applicability of digital monitoring and data collection for decision making and future development of advanced analytics like machine learning and AI. These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry.
Yellow brass finished width coils; alloy C26800
Heat Treat Industry
In manufacturing, the same problems often occur again and again. In the metals industry, casting and thermal processing, in conjunction with continuing operations, present daily challenges to product quality. Troublesome and costly conundrums – like residual stress, distortion, cracking/poor forming in downstream operations, and poor surface quality/coating adhesion – occur regularly, causing waste, rework, late delivery, and lost profit.
Metallurgists, engineers, and technologists all understand the frustration of untold hours devoted to researching solutions to material processing problems. Some already have well known solutions while others may randomly appear seem, after causing much angst, to disappear (sometimes not as quickly as would be preferred). Regardless of that type of problem, the time, effort, and resources put into finding the solution cannot be redeemed.
The advance of Industry 4.0 and, more specifically, IIOT into modern manufacturing can provide our metal production sector the ultimate tools for unraveling costly and recurring quality issues. We understand this progression will be gradual and very slow.
Nonetheless, implementation of digital technologies is critical for our heat treating/materials processing industry. The fact CQI-9 4th ed. requires all instrumentation and process controls be digital by June 2023 supports the emphasis placed on eliminating analog based instruments and reengineering manufacturing processes for implementation of digital data collection and, thereby, steering heat treaters (automotive suppliers and, hopefully, non-automotive industrial heat treaters) toward eventual adoption of Industry 4.0 technologies.
In this article, we review a specific quandary typically encountered during batch annealing and examine why application of digital monitoring and data collection, and eventual integration of Industry 4.0 technologies, would facilitate understanding and assist in resolving the problem.
Typical gas fired bell annealing furnace; inner cover on base
Gas fired annealing furnace; heating bell being lowered into place
The Problem (Define)
A report, written in 1940 by T.J. Daniels, titled "The Prevention of Sticking in Bright Annealing Sheet Steel" is interesting for many reasons, and, for purpose of this article, provides an example of an early 20th century heat treating headache which, unfortunately, is still with us in the present century.2
The report consists of two parts:
Part I - Investigation of Factors Influencing Sticking
Pressure
Annealing temperature
Length of time at temperature
Part II - Prevention of Sticking
Multiple varieties of trial suspensions tested
Temperature, pressure, and time held constant for each test
Trials performed 2x each
Trials performed 3x for promising suspensions
Despite the efforts and subsequent process improvements in heat treating and manufacturing processes as discussed in Daniels' report, we find the following, equally interesting 21st century report, addressing the same subject in Hot and Cold Rolling Processes, Sticking and Scratching Problems After Batch Annealing, Including Coil Compression Stress Effects, by J.J. Bertrandie, L. Bordignon, P.D. Putz, and G. Volger.3
This 2006 report discusses the same sticking phenomenon (coil wraps adhering together after batch annealing) and expands its research into an accompanying quality problem that may occur in conjunction with or subsequent to batch annealing: material scratching. The report documents field trials and laboratory investigations.
The amount of investigative work described in this second report is noteworthy and the results provide data-backed conclusions. However, the problem addressed, potential causes studied, and solutions prescribed did not eliminate the phenomenon of sticking following batch anneal of ferrous and nonferrous coils. Fast-forward fifteen years to 2021 and the sticking phenomenon remains a topic of discussion (and source of grief) for heat treaters across continents.
My experience with a heat treater located in the Midwest, who occasionally encountered coil wraps sticking together during batch anneal of sheet steel, resulted in experiments with anti-sticking agents applied using a spray system, as well as studies for improved control of cooling the furnace charge. The cooling temperature gradient influences contraction of outer wraps which, if pressure is excessive, may result in wrap adhesion (cementation): growth of crystals across material wraps.
Although sporadic, costs were significant when sticking occurred. Unfortunately, the success of our experiments was limited due to time constraints and production requirements (nothing new here). As we know, a hit-or-miss success rate is not good for business; consequently, continuous improvement (CI) must be built into the system. Fortunately, technology is allowing this CI business approach by way of Industry 4.0.
Per CQI-9 rev. 4, analog process monitoring is coming to an end
Descriptive Analytics (Measure)
I first will acknowledge many industrial processing plants operate using, shall we say, not exactly new or sufficiently updated equipment. Also acknowledged is the necessity of skilled and experienced personnel for monitoring and performing critical tasks. Nonetheless, with all else being equal, the fact this quality defect persists suggests industrial heat treaters need new solution for this old and burdensome problem. In short, transformation to digital technologies must occur in the metals processing industry for improved understanding and resolution of regularly occurring problems coming from complex manufacturing/processing systems.
At minimum, for study and resolution of our sticking problem, I recommend a supervisory control and data acquisition system (SCADA). Management should have "eyes" on the process at all times. SCADA allows digital process monitoring (real-time), process alarms (out-of-spec parameters), and automatic control (process adjustment) that will help improve process control at site location or via remote access. Likewise, data acquisition for historical review is critical for answering the question, "what happened and when?"
Digital collection and transfer of data (cloud-based or in-house server) and use of statistical analysis (data analytics) will help a company improve production through the development of predictive maintenance models, building understanding of equipment capability for effective and efficient processing, and defining key process parameters for best quality.
SCADA may be incrementally introduced into a manufacturing system (e.g., a single bell/box annealing furnace) and scaled accordingly. Another strategy is investment in IIOT technology software/apps/system. My experience includes investigation of IIOT as a service with MindSphere. This technology is scalable and can be integrated with legacy equipment for eventual connection with both old and new machines/processes. This is a more practical option considering few small-to-midsize heat treaters have cash for an all-at-once approach.
During initial installation stages, be sure to capture key process variables and the need for strategic placement of data gathering sensors based upon best opportunities for process impact like:
furnace atmosphere / time / temperature
material cleanliness / required microstructure / coil tension
strip thickness / strip width / process routing / pre & post processing
Data input from locations other than annealing furnace are of equal concern:
As noted earlier, I understand use of equipment that is in disrepair or outdated is a reality for some heat treaters; fortunately, use of SCADA system would provide necessary data to justify purchasing new equipment and/or upgrading old equipment. A data driven proposal presented in unbiased digital format is an advantage for showing upper-management current state-of-affairs and possible return on investment (ROI) if funding is provided and investments are made.
Digital monitoring of process variables: easy access of data for historical review and troubleshooting
Diagnostic Analytics (Analyze)
At this point, we have a SCADA (or similar) system in place, either for a given furnace/machine, work-cell, or eventually for an entire manufacturing/processing system. In our case, the process parameters associated with sticking, and therefore the ones which need to be monitored, include temperature, time, pressure, surface condition, and reactivity.4 The stage for descriptive analytics is set; data is collected/summarized, but no direct decisions/predictions develop from this digital data stream. We learn "what happened” and proceed with the question, "why" did "X" happen? Thereby, we enter the world of diagnostic analytics in the quest for root causes, seeking to understand unusual events: why did no sticking occur when we processed alloy "A" last week, but this week alloy "A" exhibits sticking?
Following our statistical study used in descriptive and diagnostic analysis that was performed using data analysis software, we continue applying statistical methods for our investigation. The objective is discovery and confirmation of relationships and/or trends, which may relate to, or show causes for, sticking (coil wraps adhering together).
Predictive Analytics (Improve)
Rarely in a heat treating/material processing dilemma is the root cause readily disclosed; my experience in heat treating is that "bad" phenomenon often occur and disappear with impunity, leaving root cause analysis a moot point. We breathe a sigh of relief and enjoy the quiet before the next storm.
In the past, this unfortunate scenario likely resulted from one of two things: first, the inability to measure multiple variables simultaneously; and second, if a system is in place identifying and monitoring key variables, then management's inability of correlating (note: correlation may not ≠ causation) effects of multiple process variables. This inability leads to dependency and/or relationships preventing meaningful and/or accurate interpretation of data. At best, this does no more harm than allow the continued ill-effects of current problem, but at worst, it leads to incorrect conclusions, possible worsening of the problem at hand, and new problems.
Here is where management of forward-thinking companies -- focused on developing optimal manufacturing efficiencies, equipment effectiveness, increased profit, and competitive advantage --differentiate themselves by advocating application of digital technologies. In this case, it means moving toward artificial intelligence (AI); smart machines/machine learning.
Many options related to machine learning software and machine connectiveness are available (e.g., Siemens, GE Digital, Samsara, etc.). Your SCADA system provider is a great place for beginning investigation into predictive/prescriptive software solutions using machine learning tools.
Another example of a systems approach for digital transformation is Smart Prod ACTIVE. Profiled in Foundry Trade Journal last winter, this information and communication technology (ICT) platform, designed for optimizing foundry production, illustrates the growing possibilities for increased competitive advantage and profit growth based upon implementation of digital technologies, such as EnginSoft - smart ProdACTIVE.5
Prescriptive Analytics (Control)
Heat treating consists of many interrelated processes and/or systems. Prescriptive analytics, by way of simulation software/modeling tools, leads to applicable solutions; as Luigi Vanfretti, an associate professor of electrical, computer, and systems engineering at Rensselaer Polytechnic Institute, states, "You need to have a way to understand the interaction of the systems, and, in an integrated way, you need to optimize them together."6
Digital data collection and advanced analytics open the door for data-driven decisions and improved understanding of a process. When we are able to investigate cause-effect relationship(s) and our modeling tools suggest appropriate/optimal adjustment for non-normal process variation, we can achieve standardization of a given heat treating process, possibly even aimed at specific equipment in a manufacturing system.
In other words, the optimization factors of bell furnace "A" may not be optimal for bell furnace "B." The parameters for various aspects of the manufacturing system may need adjustment based on equipment performance/condition or other factors (e.g., coil mass, time at soak temperature, surface roughness (rolls), incoming strip cleanliness, etc.).
In this manner, continuous improvement throughout the manufacturing system becomes a part of our day-to-day business.
Chart recording; still valid, but not user friendly for data retrieval and statistical analysis
Digital Integration/Transformation
We examined a 21st century approach for resolving a 20th century problem: coil wraps sticking together post-anneal. This material processing phenomenon typically encountered when batch annealing ferrous or nonferrous materials may result from many interrelated process variables; that is, one or more sources of non-normal variation within a thermal processing system and/or manufacturing process.
The heat treating system, as well as the manufacturing system which is comprised of numerous material processes both upstream and downstream, requires continuous monitoring. As supported by CQI-9 (4th ed.), digital instrumentation is deemed necessary (for automotive suppliers) for surveillance and documentation of thermal processing parameters. Acquisition of digital data (e.g., SCADA) facilitates advanced analytics for predicting process outcomes and thereby prescribing optimal solutions which lead to process improvements.
Thus, application of digital monitoring/data collection, advanced analytics, and integration of Industry 4.0 technologies will enhance understanding, provide heretofore unknown process correlations/relationships, and thereby lead to problem mitigation.
As we close this article, some may ask, is digital transformation essential in our heat treating industry? Is IIOT and the all-encompassing Industry 4.0 a necessity for industrial heat treaters and others involved in material processing?
Perhaps a well-worn quote from W. Edwards Deming provides our answer: "It is not necessary to change. Survival is not mandatory."
About the Author: Joseph Mitchell is director of Operations & Technology for The Miller Company, a service slitting center which supplies bronze and specialty copper alloy precision metal strip. With a BS in Industrial Management and MBA from Lawrence Technological University, his interests include metallurgy and practical application of Industry 4.0 concepts/digital technologies for developing business strategy that provide optimal use of assets, energy, and process controls within the metals and automotive industry.
References
1 J. Ryska, Industry 4.0 Meets the Stamping Line - Ford Motor Company's stamping division looks to leap into Industry 4.0 the same way Henry Ford led the transformation from Industry 1.0 to 2.0, Advanced Materials and Processes, Feb/Mar 2020, Vol 178, NO 2, p 25-28.
2 T. Daniels, "The Prevention of Sticking in Bright Annealing Sheet Steel,” Thesis; submitted for degree requirements, MS Chemical Engineering, Georgia School of Technology.
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today’s Heat TreatFringe Fridaybest of the web article evaluating how your jobs may look a little different as general manufacturing adopts Industry 4.0 trends.
A question this article asks -- and you should, too -- is "What talent and skills do manufacturers need in order to succeed in the factory of the future?" With interconnected digital and physical developments through internet technology, heat treaters may fear that a "robot" will replace them. Armed with this article, you'll be able to identify what skills are needed for the future of five manufacturing roles: production planner, industrial engineer, operator, line leader, and quality engineer.
An excerpt:
[blockquote author="" style="1"]The smart factory of the future will perfectly blend human capabilities with technology. Manufacturers can get ahead now by understanding how critical manufacturing roles will evolve and how to hire, train and upskill for these roles. Getting it right in talent development will ultimately separate the leaders from the laggards.[/blockquote]
If you are interested in how the heat treating industry is affected by artificial intelligence (AI), the industrial internet of things (IIoT), and other subjects related to Industry 4.0, check out this article. Here's an excerpt:
"According to Aymeric Goldsteinas, project development manager at Ipsen, customers are becoming more willing to implement Ipsen’s Industry 4.0 endeavors, even cloud-based solutions, a willingness that was not present just one decade ago. So how is the heat treat market responding? We asked suppliers how they implemented Industry 4.0. . ."
State of Industry 4.0 in the North American Heat Treat Market: What’s Being Done and Who’s Using It?
What is “Industry 4.0” and how is this new technology being used in the heat treat industry? Industry experts spoke with Heat Treat Todayabout their involvement with this cutting-edge application of technology. To learn how you can implement Industry 4.0 at your plant, read what experts have to say about the problems, solutions, and the future of Industry 4.0.
In this Heat Treat Today Original Content article, Peter Sherwin at Eurotherm, AymericGoldsteinas at Ipsen, Robert Szadkowski at SECO/WARWICK Group, and Dan Herring at The HERRING GROUP, Inc. bring varied perspectives as they tackle this topic.
“I think IoT should be better applied – period!”
– Peter Sherwin, Global Business Development Heat Treatment Executive, Eurotherm
Industry 4.0 and “the internet of things” (IoT) were hot topics in the crammed online chatrooms of this year’s heat treat events. But exactly what are these technologies in the world of heat treat? What are the current applications that three leaders in Industry 4.0 have applied? What are some problems and solutions that this new tech brings? And lastly, what is the future of Industry 4.0?
This article will begin by explaining and defining a few prominent technologies before answering each of these questions. Then, read a few thoughts from The Heat Treat Doctor® as you think about application to your heat treat process.
What Is It and Why Does It Matter?
Basically, the term “Industry 4.0” refers to the Fourth Industrial Revolution. See the chart for a breakdown of major topics of the first three industrial revolutions.
Infographic of the four industrial revolutions. Source: Heat Treat Today (images ref. 11)
The idea of new communication is sometimes referred to as cyber-physical connections. This is occurring right now! For example, a sensor (cyber) can monitor a furnace (physical) and send information about the furnace’s conditions to a central data sorting location (connection) for a human to synthesize and respond. The Fourth Industrial Revolution – Industry 4.0 – refers to how the communication between the physical world and the digital world are seamlessly connected.
Click the image to learn more
A key feature of Industry 4.0 is the internet of things (IoT), but other technologies like artificial intelligence (AI), augmented reality (AR), virtual reality (VR), and machine learning also play a part. Let’s define a few of these Industry 4.0 terms that you will see later in the article:
IoT: refers to the physical networking of objects via internet-supported software. Similarly, the “industrial internet of things” (IIoT) refers to these systems supporting industrial purposes, like synthesizing information from furnace sensors on a central app.
artificial intelligence (AI): machines which can process and perform complex directions in a way that mimics natural intelligence.
augmentedreality (AR): digital enhancement of a real-world environment. Think of phone apps which can portray a digital overlay on a video feed, like Snapchat lenses.
virtual reality (VR): digital experience that may be interactive with the real-world environment, or completely simulated.
machine learning: an extension of AI, machine learning describes the result of computer algorithms which modify their performance based on repeated input.
While engineers have been pursuing these new applications for several years, COVID-19 has been a driving factor for businesses to pursue technical options in their daily operations due to limits on travel and physical contact.
[blockquote author=”Robert Szadkowski, VP of Aftermarket Sales, SECO/WARWICK Group” style=”1″]Remote acceptance testing is a highly requested service today. I could say that the financial rationale for such action has always existed, while the epidemiological threat has been the catalyst for change. It is a win-win action.[/blockquote]
According to Aymeric Goldsteinas, project development manager at Ipsen, customers are becoming more willing to implement Ipsen’s Industry 4.0 endeavors, even cloud-based solutions, a willingness that was not present just one decade ago. So how is the heat treat market responding?
Current Applications
We asked suppliers how they implemented Industry 4.0. What follows is how they responded.
Ipsen | PdMetrics
PdMetrics Dashboard Source: Ipsen USA
Ipsen launched a software system in 2016. The company continues to develop and improve its predictive maintenance capabilities to service many of their current customers.
Part of the system’s customer appeal, said Aymeric Goldsteinas, product development manager at Ipsen, is that it can “minimize high-cost events and maximize furnace up-time.”
This is done by using sensor technology and gathering data in their PdMetrics database, which then anticipates future furnace problems. This reduces unplanned downtime and could help heat treaters avoid scrapping loads of high-value parts.
From a consumer perspective, this IoT technology solution leads to improved part quality and part performance.
How it works: PdMetrics assigns a variety of sensors to each system in the heat treat process. For example, a quench system sensor checks vibrations, cooling motor temperature, and water temperature.
Source: Ipsen Harold Click the image to read 5 case studies on PdMetrics.
On Ipsen’s client digital dashboard via PdMetrics, Goldsteinas showed the heat treating systems depicted with a green-yellow-red gauge to portray the working condition of that system. Green indicates that the system is well-maintained, yellow indicates a system needs to be maintained soon, and red means that maintenance is needed immediately. This easy-to-use display is also an example of how Industry 4.0 technologies create user-friendly experiences and cut out excess human input.
This product was used by an aerospace manufacturer to update their systems, integrating this software with their heat treatment process. The results were noticeably increased efficiency of parts and less unplanned downtime. The company was able to schedule maintenance at off-peak hours and plan for future needs by using the platform’s ability to identify maintenance trends, deteriorating conditions, and more.
Check out the post to the side to see how a heat treater was able to save thousands to tens of thousands of dollars with PdMetrics system.
While this company has set the pace with their early adoption of IoT in the heat treat industry, it is worth noting that other companies also offer similar products.
In 2013, Eurotherm began their transition to IoT technologies.
“One of our first true cloud-based solutions focused on improving the efficiency of the calibration process,” said Peter Sherwin, global business development heat treatment executive of Eurotherm. He continued, “This system connects third-party calibration providers with their end-customers and provides an enterprise-wide web view of the calibration status (via dashboards) and access to reports. The smart-tablet app provides an easy-to-follow workflow for conducting a compliant calibration and produces an instant report along with the associated QR-code label.”
Referring to their web-based systems and use of cloud platforms, Sherwin said, “along with our parent, Schneider-Electric, we have developed a range of edge-computing solutions to allow simple transfer of data from the plant-floor to cloud-based advisors and visualization software.”
Sherwin says that their systems are being used globally. “Our enterprise calibration platform,” he shared, “is being utilized by several partner companies as well as in Schneider Electric GSC (Global Supply Chain) Manufacturing plants worldwide.”
Sherwin also noted a variety of IoT applications that Eurotherm provides:
A cloud-hosted digital services platform, EcoStruxure™ Manufacturing Compliance Advisor uses asset compliance to “reduce testing costs, increase productivity and be audit-ready with a robust scheduling and testing process.”
A system called EcoStruxure™ Machine Advisor “allows OEMs to track, monitor and fix equipment remotely.” Additionally, operators can predict and execute maintenance schedules, which improves machine availability.
On a mobile device, EcoStruxure™ Augmented Advisor combines “contextual and local information… creating a fusion of the physical, real-life environment with virtual objects.”
Case in point: “An OEM machine manufacturer in the ceramics industry helps customers reduce their energy consumption by 30% by leveraging our IoT software,” Sherwin shared.
SECO/WARWICK | Remote Factory Acceptance and Activation Tools
Remote Control Source: SECO/WARWICK
Recently SECO/WARWICK publicized the fact that they successfully conducted several international and remote factory acceptance tests. Two customers from China, one from South Korea, and one from Mexico all participated. Each customer was able to remotely approve the furnace construction and performance work of their new furnaces while the furnaces were still on the shop floor in SECO/WARWICK’s European manufacturing facility. No customer engineers were involved on-site at the factory.
Recordings from individual cameras, sensors and viewfinders were downloaded to secure servers and made available to customers. The tests were successful, and the adopted procedures guarantee the reliability and completeness of the data, according the company report.
The company has been using these technologies for “internal device supervision for at least ten years,” according to Robert Szadkowski, VP of Aftermarket Sales at SECO/WARWICK. “In our work,” he continued, “we use remote supervision tools and applications, we report overall equipment efficiency (OEE) indicators, and we conduct optimization processes in terms of batch queuing or energy factor consumption.”
Szadkowski at SECO/WARWICK remarked that for most systems, distance furnace commission is very likely. He explained, “It starts at the stage of making arrangements regarding the expected technical and technological parameters, continues throughout the production and commissioning period, and then during the warranty and post-warranty period. The participation of the customer, the end user of the furnace, in the acceptance tests is required, as is training of the operating personnel […]. There are exceptions to this when dealing with high-risk systems, but for many systems this would be perfectly acceptable.”
Still, Szadkowski noted that “this will be primarily a challenge to our ideas and internal acceptance, rather than to technical limitations.”
C3 Data | End-User System Compliance
Finally, the C3 Data application for furnace compliance is an example of an interrelated, stream-lined, digital solution that provides customers with clear, “real-time” data.
Digitizing data ahead of time integrates testing processes. The system scheduler allows compliance tests to be planned ahead of time. Digitizing the calibration data allows for technicians to scan QR codes attached to test instruments and test sensors to access that data as they test for compliance.
When compliance is tested, the results are immediate for the technician and the quality assurance manager (QAM). The technician uses a portable device to complete these tests, scanning the test instrument and the test sensor, and then inputting the stabilized temperatures from the test instrument and the furnace instrument. In twelve seconds, a technician can complete a system accuracy test (SAT); watch the video above to see the SAT Additionally, the system automatically populates paperless reports to be signed and sent to the QAM. This allows the quality assurance manager to check the reports in real time.
Similar to earlier products, a digital dashboard depicts furnace compliance data. The graphic visualizations allow users to quickly evaluate which furnaces are in compliance, and, if not, why.
Problems // Solutions
Businesses have experienced a few problems with integrating the technology. But there are solutions.
Aymeric Goldensteinas Product Development Manager Ipsen Source: padtronics.com
The first problem is data storage. Like all storage, data storage is finite, and therefore costly. The use of interrelated systems that require high volumes of data to flow between sensors and central systems necessitates investment on the front end for storing data. Additionally, having limited bandwidth to keep digital communication lines open can cause blackouts and connectivity issues. But after acquiring storage, there are practices to use that storage as efficiently as possible.
A solution that Ipsen implements to alleviate this active/working storage stress is “the frequency rule.” This rule establishes a rate of data movement to allow data to move across system memory.
A second issue is privacy/security. It is necessary that the heat treater’s product or process data is properly secured, and while the supplier has certain responsibilities to mitigate this issue, heat treaters should be aware of ways to safeguard their intellectual property. One option, which Ipsen suggests, would be to purchase a unique VPN to ensure better data security. Some companies, including Ipsen, use a stand-alone system that works independent of the PLC, which ensures proprietary data is kept private while following secure industry software standards.
A third issue is user acceptance or, simply put, how comfortable you are with 4.0 technologies. If a heat treater is not comfortable with the technology itself, then Industry 4.0-related tech can be more difficult to implement. On the flip side, suppliers — regarding all processes — must be ready and able to meet the customer’s demands for new products, as Dan Herring, The Heat Treat Doctor®, has indicated. (Ref. 5) An example of digital demands is the AMS2750F requirement that paper chart recorders be replaced with digital data acquisition systems by June 29, 2022.
User acceptance relates to the final problem: relationship with the supplier. While not a bad thing in and of itself, if your relationship with your supplier is not good, then it will be a challenge to develop an effective Industry 4.0 solution process. Be sure you develop an open, communicative relationship with your supplier so that they can offer you unique solutions for your plant’s operation.
The Future of Heat Treat
Here are some interesting applications that people in the industry are looking to with the progression of Industry 4.0:
1. Increased Servitization
Robert Szadkowski Director, Vice President of the Aftermarket Sales Segment SECO/WARWICK Source: Robert Szadkowski
Szadkowski at SECO/WARWICK emphasized that these rapid changes to heat treat systems makes it likely that the servitization — the selling of services rather than products — of the heat treat industry is likely to develop in the near future.
“I am strongly convinced,” Szadkowski wrote, “that sooner or later the servitization will cover the heat treatment industry. When looking at the potential benefits, it’s basically inevitable. The customer, user of the furnace, will be able to focus on their core business instead of worrying about the operation of the furnaces. The manufacturer of the device will be keenly interested in ensuring that its furnace works flawlessly (so that the availability is as high as possible) and brings business benefits to the user. What’s more, with a correctly prepared PaaS (Product as a Service) contract, the OEM will also be interested in improving the operating parameters of such a device after delivery.”
He continues that “Such solutions have existed in the industry for years, e.g. the Rolls-Royce model of selling aircraft engines known as Power-by-the-Hour. The benefits are on both sides; both parties can focus on what they are best at and what is their core business, reducing costs and increasing efficiency. Both parties are interested in long-term cooperation, not a one-off transaction. In light of global problems with access to service engineers, including maintenance staff, the shift of responsibility for the operation of devices from the user to the manufacturer is a natural direction of change.”
There are a few hypotheses revolving around the use of AR service glasses. SECO/LENS augmented reality is currently being explored. This would help in providing remote field service support to the heat treater.
Ipsen’s Goldsteinas has also noted several benefits. He explains the application working by connecting a customer or field service engineer who is at the site with an expert from Ipsen or another service provider. This remote assistance wherein an informant is able to see a problem and give first-hand direction is a common example used to describe the benefits of AR. This application could, for example, decrease the down-time if a furnace were to unexpectedly fail.
Additionally, Goldsteinas envisions training sessions that are conducted in mixed reality. Using virtual reality with an oculus — a type of goggle that digitally enhance or recreate a digitally interactive, environment — companies could reduce training time by recreating experiences, like meetings or practical training sessions, that could be collaborative or solitary. Mixed reality devices like the HoloLens may also be integrated for similar purposes. (Watch video to the right to see examples of Microsoft’s HoloLens and other enhanced reality examples.)
The future could also involve virtual collaboration in the form of an augmented reality meeting room to allow employees from across different Ipsen facilities to discuss and interact with the same content in real-time
3. Efficient Cloud Capabilities
Peter Sherwin personally foresees that attention to the Cloud’s abilities and security will be leveraged in new ways: “An example of this is looking at some of the cost-effective modern-day instrument SCADA [supervisory control and data acquisition] offerings that can provide an on-premise hub for certain applications while managing security policies for linking to cloud based IoT offers.”
4. Increased Systemwide Application
Specifically looking at IoT technologies, Sherwin shared, “I think an expanded view of IoT that encompasses automation across the enterprise (termed as Intelligent Automation or Hyperautomation) is more useful if you really want to achieve significant returns on investment [of IoT technologies]. IoT solutions can improve speed and reduce costs across sales, operations, maintenance, quality, service and administration.”
Advice: To Use or Not To Use
Dan Herring The Heat Treat Doctor®
Dan Herring, The Heat Treat Doctor®, has written about Industry 4.0 and how thinking about seven considerations in any continuation of or change to one’s heat treating process is essential. Ask yourself:
Do I understand what I want to accomplish metallurgically?
Can I predict the outcome of the heat treatment operation?
Can I build repeatability into the process?
Am I using state of the art heat treating equipment?
Am I aware of changes to manufacturing operations?
Am I compromising on quality?
Do I know the costs?
At the end of the day, noted The Heat Treat Doctor®, heat treaters need to know that what they are doing is being done the right way, the first time with the best procedures and processes for their particular operation.
Reflections on The Heat Treat Doctor®
Peter Sherwin of Eurotherm commented on the seven-part advice of The Heat Treat Doctor®, noting, “I think it is very appropriate to look at the value of IoT through the seven considerations that [he] outlines. Building these solutions requires heat treat know-how and an understanding of the data to be captured in order to provide valuable solutions. Value is unlocked in the following categories:
“Right first-time quality improvements. A good heat treater will have quality costs <1% of turnover. The MTI suggests that the cost of quality (all activities) can hit $750k for a decent-size heat treat operation. The knock-on [effects] of poor quality impacts customer satisfaction through delayed deliveries and costs in rework/rejects.”
“Maintenance. These costs can fluctuate – but lets assume a well run plant with fairly modern equipment has costs around 5% of turnover. Significant purchase/cost savings can be made via remote support as well as an understanding of remaining useful life of key components (and avoiding panic purchases).”
“Energy. Again this can fluctuate, but let’s say 10% of turnover. Modern efficient solutions (gas or electric) can significantly reduce the cost of energy and this can be further optimized via IoT solutions.”
“Labor Costs. Say an average of 20% of turnover. Some of the modern XR offers (Extended reality – covers AR, MR, VR etc.) can definitely speed up training, help retention of knowledge, and reduce the time and costs in troubleshooting as well as aiding remote support.”
“It won’t be too long before IoT offers enhanced decision support to heat treaters to aid making profitable decisions,” Sherwin concludes.
Concluding Thoughts
Peter Sherwin Global Business Development Heat Treatment Executive Eurotherm
Whether we like it or not, Industry 4.0 related digital integration is becoming essential rather than simply a better option. Again, the recently published AMS2750F revision highlights this shift for heat treaters.
[blockquote author=”Peter Sherwin, global business development heat treatment of Eurotherm” style=”1″]I think it is important that we use IoT where it can truly bring value and don’t view it as a silver-bullet for everything.[/blockquote]
That does not mean you need to scramble to jump on the bandwagon, but strategically assess your position, your operations, and your options to identify what option is best. Look to other examples in the industry and heat treating tech insiders to inform these new, powerful realities.
Read/Watch More:
Pascal Bornet, Ian Barkin, Jochen Wirtz, Intelligent Automation. Suggested by Peter Sherwin at Eurotherm.
Lindsay Glider, “Rockwell Automation’s 4-Step Guide to Starting Your Digital Transformation Journey,” com (13 October 2020). https://tinyurl.com/yynfoufs.
This brief reference guide is composed in response to insights on Industry 4.0 from Robert Szadkowski, VP of Aftermarket Sales at SECO/WARWICK. The list contains pertinent terminology to consider when speaking about Industry 4.0.
If this or any other article piques your interest and/or you would like to contribute to aHeat TreatToday article, please contact editor@heattreattoday.com.
Additive Manufacturing – “a disruptive technology trend that is continuing to influence the future of the manufacturing industry and will continue to provide additional opportunities for heat treaters going forward.” (“Heat Treating, Additive Manufacturing, and Serialization” by Ron Beltz, Bluestreak)
Augmented Reality – Digital enhancement of a real-world environment. For example, phone apps which can portray a digital overlay on a video feed, like Snapchat lenses. This can be used for the following (examples provided by Robert Szadkowski)
OEM internal training of new employees
remote training of the client’s employees
remote reviews
first line of support, direct from OEM for the customer
second line of support, OEM internal service support
“step by step” maintenance instructions
access to documentation directly on site
access to technical data directly at the device
access to technological data of the device operation bypassing the control cabinet
access to the knowledge base
possibility of multi-person interaction (furnace user, furnace OEM, manufacturer of the affected component)
Autonomous Robots – Machines which have “decision-making” computers and can carry out precise actions from that computation (“What are Autonomous Robots?”)
Big Data and Analytics / Big Data Analytics – The use of analytical software to comb through huge data sets in order to find trends and other useful insights that will enable a user to better understand a process in their control (“Datamation: Big Data Analytics”)
The Cloud – a network of servers where a user can store information — versus their hard drive — and access it via the internet (“What is Cloud Computing”)
Cybersecurity – Security of privacy and security of devices; “digital viruses threaten not only computers and phones, but together with industry cybernetics, all devices, including industrial furnaces, e.g. PLC, HMI, SCADA and even single intelligent sensors.” (Robert Szadkowski, SECO/WARWICK.
Industrial Internet of Things (IIoT) – The physical networking of objects via internet-supported software is what is commonly known as the internet of things (IoT). Similarly, the “industrial internet of things” (IIoT) refers to these systems supporting industrial purposes, like synthesizing information from furnace sensors on a central app.
Simulation – The technological imitation of a real-world process for the sake of education, experimentation, training, etc. (“Computer Simulation”)




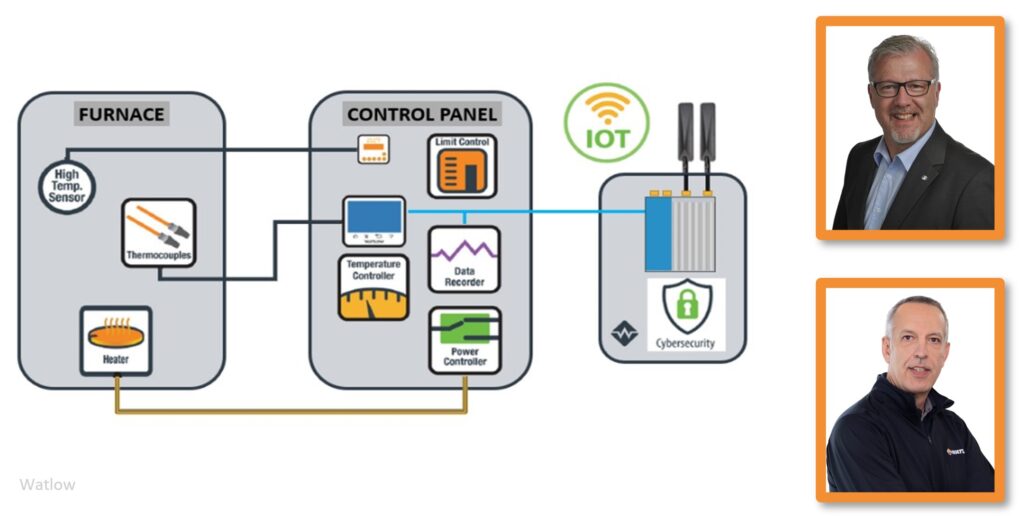

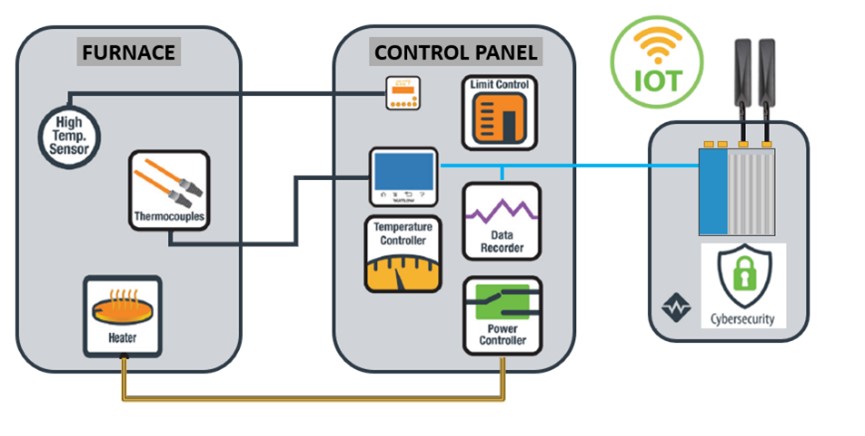








 Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.
Next is automation. We need to automatically tailor the data to present profit margin. We need to automatically tailor the data to track reworks. That’s the next step because that gets us to actionable data information.





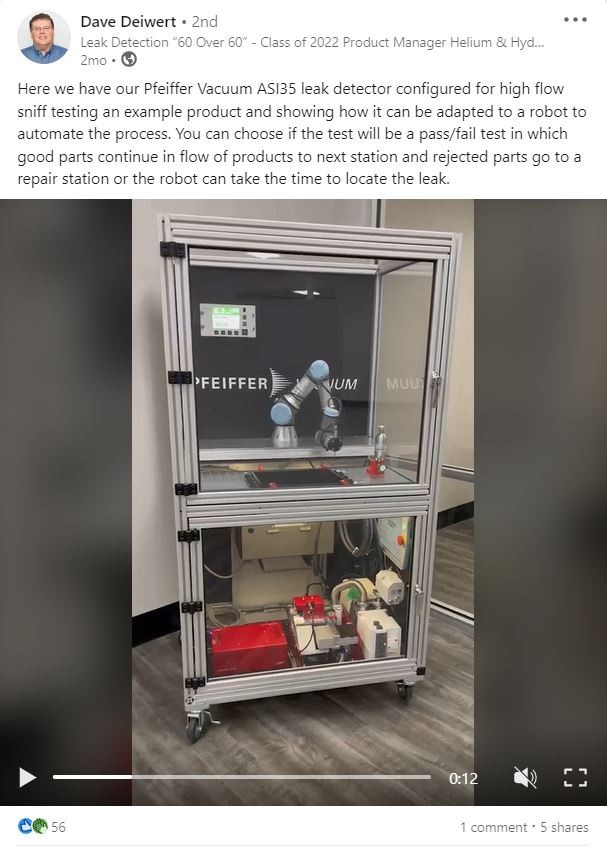
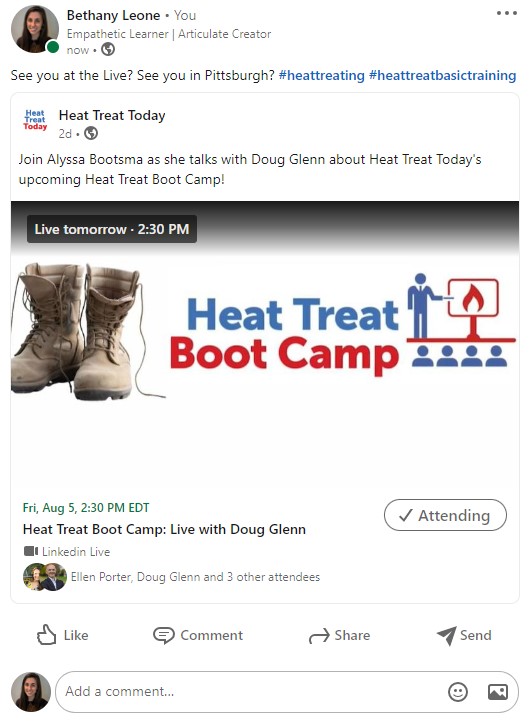

















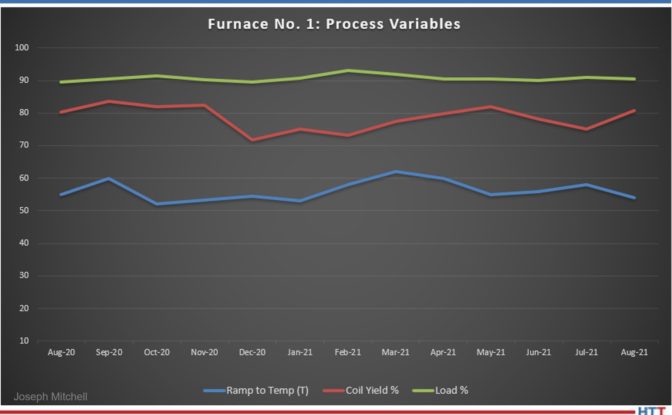
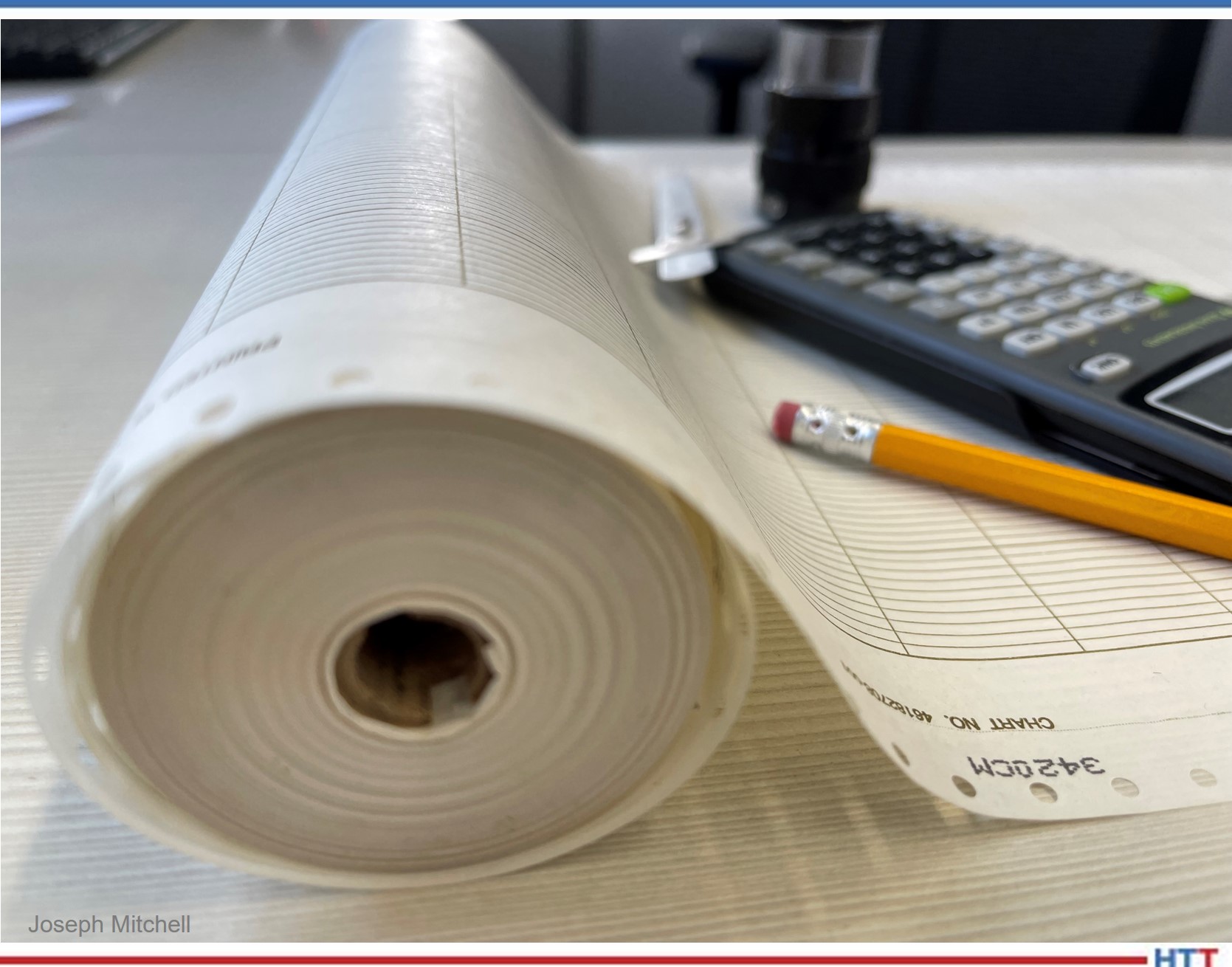
















{kind=link}