Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 17 news items.
Equipment
Pomini Tenova, which manufactures advanced roll shop equipment, recently signed two contracts for fully automatic roll shop equipment with Baowu of China. The first contract includes a set of four automatic CNC roll grinders with two automatic inspection stations, to be installed at a plant where two new cold rolling mills for silicon steel will be in operation. The second contract includes two automatic CNC roll grinders and an automatic inspection station, equipped with an automatic roll loading system, which will be installed in the roll shop of a new cold rolling mill for silicon steel production.
Nucor Steel has commissioned SMS group for the modernization and expansion of its Steckel mill at its site in Tuscaloosa, Alabama. The existing Steckel mill will be converted into a tandem Steckel mill, designed to produce high-strength thin strip as well as to boost capacity.
A global car window manufacturer’s European branch has purchased two SECO/WARWICK technological lines for two of the company’s locations. The order includes RHLE units for bending car windows.
Jiangsu Dongpu Fine Ceramics Technology Co., Ltd., has installed a hot isostatic press (HIP) from Quintus Technologies. The HIP model operates company’s production line for Si3Ni4 bearing balls in its manufacturing facility in Lianyungang, China.
Zhang Qing, chairman of OBEI, the Industrial Products Purchasing Company of Baowu, and Paolo Gaboardi, executive vice president of Pomini TenovaSteckel mill commissioned by Nucor and delivered by SMS groupQuintus HIP line for Jiangsu Dongpu Fine Ceramics Technology Co., Ltd
Company & Personnel
Inductotherm Group has appointed Mick Nallen and Satyen Prabhu as co‐leaders, a transition which became effective July 1, 2024, when Gary Doyon stepped down from his role as CEO. Mick and Satyen have a combined experience at the company of nearly 70 years.
Vincent Lelong of ECM USA presented on low pressure carburizing with vacuum furnace technology at Purdue University’s School of Materials Engineering undergraduate seminar. This seminar regularly features industry speakers, some of whom are members of the Purdue Heat Treating Consortium.
The direct reduction plant at Nucor Steel Louisiana achieved a world production record of 330.3 tons per hour of high-quality cold direct reduced iron (CDRI), yielding an outstanding 7,928 tons per day (tpd). A high-quality direct reduced iron (DRI) output with 95% metallization (%M) and a carbon content of 3.3% (%C) was measured. The ENERGIRON technology was jointly developed by Tenova and Danieli.
Jabil Inc, which designs and manufactures supply chain solutions, announced its acquisition of Mikros Technologies LLC, which engineers and manufactures liquid cooling solutions for thermal management.
Aerospace Testing & Pyrometry, Inc., (ATP) recently opened its Pacific Northwest office in Seattle, Washington. With this new facility, the company will now have a footprint in all four corners of the United States.
Satyen Prabhu Co-Leader Inductotherm Group Mick Nallen Co-Leader Inductotherm Group Vincent Lelong of ECM USA presents seminar for Purdue Heat Treating ConsortiumNucor achieves a World Production Record with ENERGIRON, developed by Tenova and Danieli Mikros Technologies facilityAndrew Bassett, President; John Hollman, Regional Manager, and Edwin Rosales, Pacific Northwest Manager Aerospace Testing & Pyrometry, Inc.
Kudos
Solar Atmospheres‘ Greenville, SC, facility recently announced it has been awarded Parker Aerospace approval. Its five facilities are now able to assist clients with Parker Aerospace thermal processing requirements.
Furnace manufacturer Grieve Corporation has reached its 75th year in business. Begun in 1949 as a small job shop in Chicago, the company now occupies a 100,000 square foot facility in Round Lake, Illinois
StandardAero, an independent provider of engine maintenance, repair and overhaul (MRO) services, recently celebrated the tenth anniversary of its Singapore facility, a Pratt & Whitney Canada Designated Overhaul Facility (DOF) for the PW150A turboprop engine. This anniversary coincides with the company’s redelivery of its 500th PW150A engine, which powers the popular Bombardier Dash 8-400 regional turboprop.
Paulo’s Cleveland Division was recently awarded approval from GE Aviation for hot isostatic pressing, specifically GT193 Process Code FF.
C3 Data has achieved SOC 2 Compliance, which ensures stringent standards for handling sensitive data.
Tennessee Society of Association Executives recently honored Tom Morrison of the Metal Treating Institute (MTI) with the Industry Marketing Award for its Jobs of Tomorrow Workforce Development Program.
Solar Atmospheres of Western Pennsylvania announced that it has been awarded Pratt & Whitney‘s PWA 11, “Heat Treatments” approval. The facility is now certified to perform heat treatments for P&W’s Suffix 17, “Precipitation Harden,” and Suffix 22, “Austenitize, Quench, and Temper.”
Grieve Corporation Board of Directors Left to right: Frank Calabrese, vice president; Tony Caringella, president; Doug Grieve, chairman of the boardLeft to right: Jamie Flynn, Executive Director of Tennessee Society of Association Executives, and Tom Morrison, CEO of Metal Treating Institute (MTI)
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 18 news items.
Equipment
A Canadian automotive components manufacturer recently expanded its operations with an electrically heated small batch oven to be used for curing arts. The small batch oven was manufactured by Wisconsin Oven, designed to utilize combination airflow to maximum heating rates of 650°F and temperature uniformity.
With the successful conversion to a four-stand finishing mill, Henan Yirui New Materials Technology Co, Ltd, officially began production. SMS Group converted an existing hot rolling mill into a tandem finishing mill by adding three new finishing mill stands, developed for refurbishing and integrating components.
KALLER, a manufacturer of gas springs and gas hydraulic systems based in Sweden, recently launched its fully automated line of hardening furnaces for surface coatings on gas springs. The hardening systems were supplied by Ipsen International.
Electrically heated small batch oven to be used for curing arts at Canadian automotive components manufacturer. Source: Wisconsin OvenFully automated line of hardening furnaces installed at Kaller Source: LinkedInFAC Signing Ceremony L-R: Rüdiger Roger Wiechmann, Project Manager at SMS group, with Zheng Guoqiang, Project Manager at Henan Mingtai Aluminium). Source: SMS Group
Company & Personnel
Steve Fuller has joined the team at Nitrex HTS as the new plant general manager at their Michigan location. He brings 45 years of experience in commercial heat treating, machine tool manufacturing, fabrication, quality management, and more.
Bobby Boom, Tim Litchauer, and Wade Sholmire, have been added to the Superheat team as business development managers. Wade is the new National BDM, Tim will oversee the Greater Houston Area, and Bobby will manage the Southeast Texas, Louisiana, and Arkansas regions.
Chris Martin has been promoted to regional sales manager for the Southeast by Ipsen. Chris will be responsible for leading a team of seven that includes six field service engineers and one service administrator.
Adam Woelber has been promoted to manager of aftermarket parts and service at AFC-Holcroft.
Ethan Castle has been appointed the St. Louis plant manager for Paulo Heat Treating, Brazing, and Metal Finishing, recognized for his leadership, technical capability, and mentoring role, in addition to representing the company within the North American Diecasting Association and National Tooling and Machining Association. Ethan has also been named to Heat TreatToday‘s 40 Under 40 Class of 2024.
Gary Doyon has stepped down from his role as CEO of Inductotherm Group, after 15 years in the position and 38 years with the company. Mick Nallen and Satyen Prabhu have taken as co‐leaders at the company, which provides thermal processing technologies. Mr. Doyon will remain actively involved with the company, assisting with specific operational needs of other businesses owned by the Rowan family and pursuing new business avenues and opportunities for the Inductotherm Group.
Ipsen USA has launched its Field Service Engineer Academy, designed to be a 20-week in-depth program with classroom training and experience in the field with veteran service technicians. Darci Johnson, program and transformation manager at the company, is leading the implementation of the FSE Academy. Content will focus on the fundamentals of vacuum furnace repair.
Industrial furnace equipment manufacturer Gasbarre welcomed Dan Hill as product development manager; he will be based at the company’s Livonia, Michigan, facility. A licensed professional engineer, Dan brings a diverse background in capital equipment, spanning material handling, control systems, boilers and furnaces, combustion systems, and industrial washing/deburring equipment.
The U.S. Navy recently selected StandardAero to serve as its engine depot-level repair prime contractor to perform Rolls-Royce T56-A-427A engine MRO services, supporting the Navy’s fleet of E-2D Advanced Hawkeye aircraft. The aerospace aftermarket service supplier has also announced that Turkish and European Boeing 737 Operator Corendon Airlines has extended its contract for the support of CFM LEAP-18 engines.
Ipsen USA recently announced the formal launch of its Service HUBmodel, marking a significant shift in how the company delivers customer service and support across the United States. The program has been under the direction of Geoffrey Somary, the company’s global CEO. Currently being led by John Dykstra, chief service officer, the HUBs now provide services across a large portion of the Midwest and Southeastern United States. Lu Chouraki, manager of business development, is leading the implementation of the HUBs.
Steve Fuller Plant General Manager Nitrex HTS Source: Nitrex Wade Sholmire National Business Development Manager Superheat Source: SuperheatTim Litchauer Business Development Manager for the Greater Houston Area Superheat Source: SuperheatBobby Boom Business Development Manager for Southeast Texas, Louisiana, and Arkansas Superheat Source: Superheat
Chris Martin Regional Service Manager for the Southeast Ipsen Source: IpsenAdam Woelber Manager of Aftermarket Parts and Service AFC-Holcroft Source: AFC-HolcroftEthan Castle St Louis Plant Manager
Source: PauloGary Doyon Retiring CEO Inductotherm Group Source: Inductotherm Group The launch of Ipsen USA’s Field Service Engineer Academy Source: Ipsen USADan Hill Product Development Manager Gasbarre Source: Gasbarre
Kudos
James Wellborn, gas nitride manager at Advanced Heat Treat Corp, celebrates 25 years with the company.
Patricia Miller, director of technical services at Uddeholm, has been named the Technical Committee Member of the Year by North American Die Casting Association (NADCA).
Denise Blaubach, who is known as the resident flow meter assembly expert at UPC-Marathon in Wisconsin, recently celebrated 35 years with the company.
Constellium today announced it has achieved Aluminum Stewardship Initiative (ASI) Performance Standard Certification for all its operations, and for its corporate office in Paris.
Sinosteel E&T and Tenova have successfully completed the performance test for the ENERGIRON DRI Plant at the Baosteel Zhanjiang site in China. The sustainable hydrogen-based 1,000,000 tonnes/year ENERGIRON Direct Reduction (DR) plant demonstrated the nominal production of DRI, reducing carbon dioxide emissions and marking a significant step in the green steel industry.
James Wellborn Gas Nitride Manager Advanced Heat Treat Corp Source: Advanced Heat Treat Corporation Patricia Miller Director of Technical Services Uddeholm Source: UddeholmDenise Blaubach celebrates 35 years at UPC-Marathon Source: UPC-MarathonENERGIRON DRI Plant at the Baosteel Zhanjiang site in China where Sinosteel E&T and Tenova complete performance test Source: Tenova
Inductotherm Group, which provides thermal processing technologies, has announced a significant leadership transition as part of a planned succession strategy of the company. After 15 years as CEO and 38 years with the company, Gary Doyon has stepped down from his role as CEO, effective July 1, 2024, coinciding with Mick Nallen and Satyen Prabhu taking over as co‐leaders.
Although he is stepping down as CEO, Mr. Doyon will remain actively involved with the company. He will continue to serve as the only non family member on the parent company Board, assisting with specific operational needs of other businesses owned by the Rowan family and pursuing new business avenues and opportunities for the Inductotherm Group.
Gary Doyon retiring CEO Inductotherm Group
“We greatly appreciate and thank Gary Doyon for his exceptional leadership over the past 15 years,” said Virginia Rowan Smith, chairman of Inductotherm Group. “As we move forward with our succession plans, we are confident that the new leadership will continue to uphold the high standards and legacy that Gary has established.
“We are pleased to announce that Mick Nallen and Satyen Prabhu have been selected to be co‐leaders,” added Ms. Smith. “This management strategy fits perfectly with the fact that our business is large, growing fast, and becoming wider in product technologies around the world. Mick and Satyen have come up with strong business plans that meet our family’s goal of maintaining a stable, customer‐focused, and technology‐centric business. We have an exciting future ahead of us.”
The unique co-leadership arrangement of Mick Nallen and Satyen Prabhu is designed to leverage their complementary strengths and experiences. In their new roles, they will focus on thought leadership, market comprehension, and a deep understanding of the thermal processing industry’s various sectors. with a goal to preserve the core values and vision of the company’s founder, Henry Rowan.
Under Doyon’s tenure as CEO, Inductotherm Group, which offers advanced technology for the engineering, manufacturing and service of thermal processing equipment used in the melting, heating, heat treating, forging, galvanizing, coating, cutting and welding of metals, has diversified its product offerings. In addition, the company has expanded its global footprint, bringing together 40 companies with 38 manufacturing facilities located in 19 countries under the brands Inductotherm, Inductoheat, Thermatool, Radyne, Consarc, and others.
The press release is available in its original form here.
Heat Treat 2019 is coming, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features 10 Tips from a variety of categories, including SCR Power Controls (56), Cooling Systems (64), Combustion (66, 101), Induction Heat Treating (71), Thermocouples (79), AMS2750 (86), Vacuum Furnaces (92), and Miscellaneous (41, 87). These tips come from the 2018 list of 101 Heat TreatTips published in the FNA 2018 Special Print Edition. This special edition is available in a digital format here.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com—or stop by to see us at Booth #2123 in Detroit!
Heat TreatTip #41
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
When we buy a pint of beer we don’t expect the head (or foam) to be ½ the glass. We can get this situation when we pay for our plant’s electricity; we pay for both the working power that drives the process (analogy: beer) and reactive power that doesn’t directly drive the process (analogy: foam/head). The lower the Power Factor the worse this situation. The latest SCR devices can help combat this while maintaining precise control and reducing overall peak load demands (using flexible firing methods).
Plan for future growth. It is more cost-effective to provide additional capacity while equipment is being installed. Simple planning for the addition of future pumps (e.g. providing extra valved ports on tanks) and space for heat transfer equipment (e.g. pouring a larger pad or adding extra piers) can save considerable money down the road with little upfront expenditure. Consider installing one size larger piping for the main distribution supply and return. If this is not possible make sure you can add an additional piping run on the hangers you will install now.
Above all, be sure to include all necessary drains, vents, isolation valves, and plenty of instrumentation. These items are critical aids in maintenance and troubleshooting and future system expansion.
Don’t neglect burner tuning—a 1% reduction in excess O2 in the flue products can save you $1,000.00/year on your IQ batch or $2,000.00/year on a 2000-pound/hour continuous furnace—not to mention consistent temp uniformity, better heat-up rates. Pretty good payback for a couple of hours’ work.
Tube & Pipe Heat Treatment Is Different Than Solid Cylinder Heat Treating
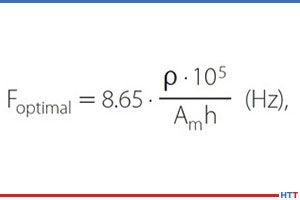
Induction heating of tubes and pipes is somewhat different from the heating of solid cylinders. There is a difference in the frequency selection that would maximize energy efficiency for heating tubular products as compared to solid cylinders. In tube and pipe heating, the frequency, which corresponds to maximum coil efficiency, is typically shifted toward lower frequencies providing larger current penetration depth than the tube wall thickness (except for heating of tubes with electromagnetically small diameters). This condition can produce an improvement in electrical efficiency of 10–16 % and even higher. One simplified formula that is used in industry for rough estimate of the electrically efficient frequency is shown in the image, where:
ρ – electrical resistivity of heated metal (Ω*m)
Am = average diameter; Am = (Tube O.D. – h) (m)
h = wall thickness (m)
In cases when induction heaters cannot be considered to be electromagnetically long coils, the values of the optimum frequency will be higher than the values suggested according to formula, and computer modeling can help determining its exact value.
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
When loading parts, carefully place the workload on the center of the hearth (front-to-back and side-to-side). Make sure it is stable and no part of the load is close to or touching the heating elements. This can create arcing and damage your parts. Tip: Once the load is in place, mark the hearth posts with a hacksaw to quickly find the front and back measurements each time.
Perfect combustion is based upon the concept of neither excess oxygen or a deficiency of oxygen in the combustion process. This is known as stoichiometric or theoretical combustion. Why is this considered as theoretical and not possible under normal field conditions? Consider the factors that can affect your combustion process: temperature of air or gas, pressure fluctuations, gas composition or supply changes, operating conditions, etc. Therefore theoretical combustion is just that: perfect combustion is only possible in a lab setting. Burner adjustment and calibration normally maintains a minimum of 10% excess air to compensate for these variables and avoid operating gas-rich with high levels of CO in the combustion process.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post is the second in a discussion on equipment selection for one of four popular induction hardening techniques focusing on single-shot hardening systems.
The first part on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatToday as well as other news about Dr. Rudnev, click here.
Traditional Designs of Single-Shot Inductors
Figure 1 shows a typical shaft-like component (Figure 1,top-left) suitable for a single-shot hardening inductor, as well as a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces. Sometimes, these inductors are also referred to as channel inductors.
A conventional single-shot inductor consists of two legs and two crossover segments, also known as bridges, “horseshoes,” or half-loops [1]. The induced eddy currents under the legs primarily flow along the length of the part (longitudinally/axially) with the exception of the regions of the workpiece located under the crossover segments where the flow of the eddy current is half circumferential. Unlike scanning inductors, traditional designs of single-shot inductors can be quite complicated.
Figure 1. A typical shaft-like component (top-left image) suitable for a single-shot hardening and a variety of traditionally designed single-shot inductors for surface hardening shaft-like workpieces (Courtesy of Inductoheat Inc., an Inductotherm Group company)
With a predominantly longitudinal eddy current flow, the heat uniformity in the diameter change areas of the stepped shafts is dramatically improved and the tendency of corners and shoulders to be overheated is reduced significantly compared to applying a single-turn or multi-turn solenoid coils commonly used in scan hardening and continuous/progressive hardening.
Because the copper of single-shot inductors does not completely encircle the entire region required to be heated, rotation must be used to create a sufficiently uniform austenitized surface layer along the workpiece perimeter. Upon quenching, a sufficiently uniform hardness case depth along the circumference of the part will be produced. For single-shot inductors, the rotation speed usually ranges from 120 to 500 rpm.
Different types of magnetic flux concentrators (also called flux intensifiers, flux controllers, flux diverters, magnetic shunts, etc.) complement the copper profiling of an inductor, helping to achieve the required hardness pattern. Flux concentrators may provide several considerable benefits when applied in single-shot inductors. This includes an increase of coil electrical efficiency, a noticeable reduction of coil current, and a significant reduction of the external magnetic field exposure.
As an example, Figure 2 shows a transverse cross-section of a single-shot inductor and a straight shaft. Computer-modeled electromagnetic field distribution of a bare inductor (Figure 2, left) compared to an inductor with a U-shaped flux concentrator (Figure 2, right) is shown. Note that the magnitude of magnetic field intensity on both images is different. The use of U-shaped magnetic flux concentrators in single-shot hardening applications typically results in a 16% to 27% coil current reduction compared to using a bare inductor while having a similar heating effect. A reduction of the external magnetic field exposure while applying flux concentrator is even more dramatic (Figure 2, right).
Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].Different applications may call for various materials used to fabricate magnetic flux concentrators including stacks of silicon-steel laminations, pure ferrites, and various proprietary multiphase composites. The selection of a particular material depends on a number of factors, including the following [1]:
applied frequency, power density, and duty cycle;
operating temperature and ability to be cooled;
geometries of workpiece and inductor;
machinability, formability, structural homogeneity, and integrity;
an ability to withstand an aggressive working environment resisting chemical attack by quenchants and corrosion;
brittleness, density, and ability to withstand occasional impact force;
ease of installation and removal, available space for installation, and so on.
It should be noted that, though in most single-shot hardening applications flux concentrators will improve efficiency, there are other cases where no improvement will be recorded, or efficiency may even drop. A detailed discussion regarding the subtleties of using magnetic flux concentrators is provided in [See References 1, 2.].
Sufficient rotation is critical when using any single-shot inductor design. As an example, Figure 3 shows the sketch of a single-shot induction hardening system.
Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].Taking advantage of symmetry, only the right side of such a system was modeled using finite-element analysis. Figure 4 shows the result of computer simulation of initial, interim, and final heating stages, taking into consideration the shaft rotation. Insufficient part rotation resulted in a non-uniform temperature distribution along the shaft perimeter (Figure 4, left). Proper shaft rotation results in a sufficiently uniform temperature pattern (Figure 4, right).
Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].There should be at least eight full rotations per heat cycle (preferably more than 12 rotations), depending on the size of the workpiece and the design specifics of the inductor, though, as always in life, there are some exceptions. Shorter heating times and narrower coil copper heating faces require faster rotation during the austenitization cycle.
An appropriate inductor design with a closely controlled and monitored rotation speed will produce a hardness pattern with minimum circumferential and longitudinal temperature deviations, which will result in sufficiently uniform hardness patterns (Figure 5, left four images). Failure to ensure proper rotation as well as the use of worn centers (lacking grabbing force resulting in slippage and excessive part wobbling) could lead to an unacceptable heat non-uniformity, severe local overheating, and even melting (Figure 5, right). Manufacturers of induction equipment such as Inductoheat have developed various proprietary tools, holders, fixtures, and monitoring devices to ensure proper rotation and high quality of single-shot hardened parts.
Figure 5. Inductor design with closely controlled rotation speed will produce a hardness pattern with minimum circumferential temperature deviations (left four images). Failure to ensure proper rotation speed as well as the use of worn centers (lacking grabbing force resulting in slippage) could lead to unacceptable heat non-uniformity and can even cause a localized melting (right image).
The next installment of this column, "Dr. Valery Rudnev on . . . ", will continue the discussion of design features of induction single-shot hardening systems.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Six previous installments in Dr. Rudnev’s series on equipment selection addressed selected aspects of scan hardening and continuous/progressive hardening systems. This post continues a discussion on equipment selection for induction hardening focusing on single-shot hardening systems.
The first part on equipment selection for continuous and progressive hardening is here. The second part in this series on equipment selection for single-shot hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatTodayas well as other news about Dr. Rudnev, click here. This installment continues a discussion on equipment selection for continuous and progressive hardening applications.
Why Single-Shot Hardening?
With the single-shot method, neither the workpiece (cylinder shaft, for example) nor the coil moves linearly relative to each other; the part typically rotates instead.¹ The entire region that is to be hardened is heated all at once rather than only a short distance, as is done with scan hardening.
With conventional scan hardening of cylindrical parts, induced eddy currents flow circumferentially. In contrast, a single-shot inductor induces eddy currents that primarily flow along the length of the part. An exception to this rule would be the half-moon regions (also called the crossover or bridge sections) of a single-shot inductor, where eddy current flow is circumferential.
Normally the single-shot method is better suited for hardening stepped parts where a relatively short (1.5–2 in. [38–50mm] long heated area is commonly minimum) or moderate length area is to be heat treated. This method is also better suited to cylindrical parts having axial symmetry and complex geometry including various diameters.
When scanning these types of parts, improper austenitization of certain areas may occur due to localized electromagnetic field distortion, for example. Insufficient quenching due to the deflection of quench flow not allowing it to properly impinge on the surface in various diameter regions may also occur. Both factors are considered undesirable and can cause low hardness, spotted hardness, or even cracking. For example, the use of scan hardening on stepped shafts with large shoulders, multiple and sizable diameter changes, and other geometrical irregularities and discontinuities (including fillets, flanges, undercuts, grooves, etc.) may produce severely non-uniform hardened patterns. In cases like this, a scan hardening inductor or progressive/continuous hardening system would be designed around the largest diameter that would have sufficient clearance for safe part processing.¹ However, variations in the shaft’s diameter, to a significant extent, will result in a corresponding substantial deviation in the workpiece-to-coil coupling in different sections of the shaft, potentially causing irregular austenization.
Besides that, sharp corners have a distinct tendency to overheat owing to the buildup of eddy currents, in particular when medium and high frequencies are used. The electromagnetic end and edge effects may also cause the shoulders to severely overheat while the smaller-diameter area near the shoulder (including undercuts and fillets) may have noticeable heat deficit. These factors may produce a hardness pattern that might grossly exceed the required minimum and maximum case depth range, making it unacceptable. Single-shot hardening is usually a better choice in such applications. As an example, Figure 1 shows some examples of components for which single-shot hardening would be a preferable method of heat treating.
Examples of components for which a single-shot hardening would be a preferable method of heat treating. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
In some not so frequent cases, when hardening larger parts, there are advantages to the single-shot method over the scanning method, such as the reduction of shape/size distortion, enhanced metallurgical quality, and increased production rate.
Single-shot hardening may also be the preferred choice when shorter heat times/high production rates are desired. For example, in some applications, the time of heating for single-shot hardening can be as short as 2 s, though 4 to 8 s is more typical.
However, the single-shot method has some limitations as well. One of them is cost. Single-shot inductors are typically more expensive to fabricate compared to the coils used for scanning. This is because the single-shot inductor, to some degree, must follow the contour of the entire region required to be heated. Additionally, a single-shot inductor is usually able to harden only one specific part configuration, whereas a coil used for scanning may be able to harden a family of parts.
Besides that, in some case hardening applications using a scanning method, it is possible to apply certain pre-programmed pressure/force on a workpiece during heat treating. This allows distortion to be controlled. Single-shot hardening might also permit applying this technique but there might be some limitations.
Design Features of Single-Shot Inductors
Single-shot inductors are made of tubing, either 3-D printed or CNC-machined from solid copper to conform to the area of the part to be heated. This type of inductor requires the most care in fabrication because it usually has an intricate design and operates at high power densities, and the workpiece’s positioning is critical with respect to the coil copper profiling. Figure 2 shows several examples of induction heating of different components using single-shot inductors.
Several examples of induction heating of different components using single-shot inductors. (Courtesy of Inductoheat Inc., an Inductotherm Group company)
In order to provide the required temperature distribution before quenching, heat is sometimes applied in several short bursts (pulse heating) with a timed delay/soaking between them to allow for thermal conduction toward the areas that might be difficult to heat.
Single-shot inductors typically require higher power levels than used in scan hardening because the entire area of the workpiece that needs to be hardened is austenitized at once. This is the reason why single-shot hardening normally requires having a noticeably larger power supply compared to scan hardening, resulting in increased capital cost of power source. Additionally, the increased power usage and power densities combined with complex geometry can reduce the life of the inductor. For this reason, single-shot inductors often have shorter lives than scan inductors.
It is always important to keep in mind that, electrically speaking, the inductor is typically considered the weakest link in an induction system. For this reason, most single-shot inductors have separate coil-cooling and part-quenching circuits. The inductor will fail if power is increased to the point at which the water cannot adequately cool it. Additional cooling passages may be needed with high-power density, single-shot inductors. A high-pressure booster pump is also frequently required.
The next several installments of Dr. Valery Rudnev on . . . will continue the discussion on design features of single-shot inductors and equipment selection.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Heat Treat Radio: Heat Treat Megatrends with Gary Doyon
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Gary Doyon, president and CEO of the Inductotherm Group, based in Rancocas, New Jersey on megatrends in heat treating. Inductotherm Group develops and manufactures advanced technologies, products, and systems for the heat-driven transformation of metals and specialty materials, providing localized manufacturing, engineering, service, and support in every region of the world through 40 full-service companies providing 50 individual product lines organized into 10 global brands. In addition, Doug asks Gary talk about a broad range of heat-treat related topics, including design change, electric vehicles, recycling materials, Brexit, immigration’s impact on U.S. manufacturing, a younger workforce, USMCA, and cybersecurity.
Click the play button below to listen.
Transcript: Heat Treat Radio: Heat Treat Megatrends with Gary Doyon
The following transcript has been edited for your reading enjoyment.
Extra support for this episode of Heat Treat Radio is provided by the Industrial Heating Equipment Association, IHEA, where leading companies in the thermal processing industry meet to discuss ways of advancing the industry. IHEA, on the web at www.ihea.org.
THERMPROCESS, the largest heat treating trade show in the world is just around the corner, as of the original airing of this Heat Treat Radio episode in mid-June 2019, and there is no better way to prepare for that event than to spend some time talking with someone in the heat treat industry who has a uniquely global perspective.
Hi, and thank you for joining us. I’m your Heat Treat Radio host and publisher of Heat Treat Today, Doug Glenn, and the gentleman we are talking to today has been in the industry for over 30 years and is CEO of over thirty metals-related companies around the globe, many involved directly in the North American heat treat market. You’d recognize many of the company names. Take, for example, Inductoheat, Radyne, Thermatool, Banyard, as well as Consarc and PVT. Today we’ll talk about international heat treating megatrends with our guest, Gary Doyon, president and CEO of the Inductotherm Group.
Before we get to Gary, let me remind you that you can keep current with all things heat treating by visiting Heat Treat Today’s website: www.heattreattoday.com or by receiving one of our many E-newsletters. You can subscribe by visiting our website. And, if you’d like more information on THERMPROCESS, that huge heat treat show I mentioned above, jump on your browser and go to www.thermprocess-online.com. You can also Google “Heat Treat Radio THERMPROCESS” and be taken directly to a previous episode of Heat Treat Radio where we interviewed Eva Rowe from Thermprocess.
DG: On today’s episode, in anticipation of THERMPROCESS, which is being held in Dusseldorf, Germany, on June 25–29, we’re going to talk with Gary Doyon, one of the most qualified individuals in the heat treat industry to discuss international megatrends. Our conversation is fast-paced and wide-ranging, covering topics as diverse as cybersecurity, immigration, the impact of electric vehicles on the heat treat supply train, and Brexit.
First, let’s learn a bit more about the man, Gary Doyon.
GD: My name is Gary Doyon. I’ve been with Inductotherm Group for 33 years. I started off in sales in Connecticut at a company called Thermatool and progressed up through operations. I took over a Thermatool group which was a number of companies and then eventually got into the management of the Inductotherm group which is some 40 companies around the world, and today my title is president and CEO of that group.
Global Growth of Heat Treat Industry
DG: First question for Gary: Geographically, where do you anticipate higher than average and lower than average growth in the heat treat world over the next 5 to 10 years?
GD: Geographically, I think the above average is going to be seen in the next 5 to 10 years in North America for sure, Asia—India especially, and Brazil if it can get its political identity issues under its belt. Not above average are Europe, Middle East, and Africa.
DG: In the above average group, you said, “especially India.” Why is that?
GD: India right now is a 6% GDP growth, year-on-year, and it’s going to grow up from there. If you visit India, you’ll see the infrastructure is poor and they are investing a lot in it. They are making a ton of cars. They are getting into the possibility of aerospace manufacturing of parts, land-based turbines, and things of that nature. They want to become more self-sufficient on all the infrastructure needs which means metal production of the utmost volume, and their foundry and steel-making businesses are rising incredibly fast.
Technology Trends in Heat Treating
DG: Let’s move from geography to technology. Where do you see above-average activity? And where below average activity?
GD: Technically, powder metallurgy and 3D printing probably have the largest potential impact on thermal processors from a disruption standpoint. The composition of the steels and metals used in 3D or powders affect the heat treating practices because what’s good for part making may not be good for heat treating. Today the regular methods of part making like forging or casting are cheaper in volume, but they are not as flexible in the design change of parts. I see that the pace of design change is slowing down, especially in automotive, because the automotive producers seem to be actually practicing standardization in power train and frame and engine programs, so this may mean that the flexibility of 3D powders is less valuable while volume producing by traditional methods will stay more economical. We’ll have to see what happens about that.
DG: Interesting. You say the pace of design change is slowing down, especially in the automotive industry?
GD: I believe that, yes. I believe that the carmakers internationally have decided to standardize and do less design changes which means it will increase the volume of parts per their vehicle spectrum. That’s good for thermal processors today because they may be able to use the same processes they have in place for years to come.
Environmental Concerns
DG: How about the evolution of electric vehicles?
GD: The evolution of electric vehicles I think will cause a shift in the types of metal parts that are heat treated. You will go to much more gears versus crankshafts, camshafts, and things like that. But it seems to me that the EV progress is going to be dictated more by the two larger issues. One is the ability to produce better battery technology for longer trips and for faster charges, and what comes with that is the faster you charge, the larger the electrical peak load is needed. The whole issue of the electrical grid sizing for peak load or how to charge for the higher demand charge that comes with rapid charging—this all remains to be seen. If they can’t get over those subjects, then I think EV evolution is going to be stagnated. Then there is the big one which is recycling of the batteries. As far as thermal processors getting into gear heat treating, etc, that may or may not elevate as fast as they may think, depending on these issues, in my opinion.
I think another technical/situational event that is happening is the worries of legislation on climate change. I think it may have an impact on the thermal processors, especially the gas-fired or the flame-type systems people. Despite the science that they’ve put in for minimizing any sort of output from those kinds of processes, perception is reality on furnaces. So, again, on that we will see what happens.
The other issue I think we should bring up is composites. I think composites will always have a place, but the recycling ability of these also flies in the face of climate change worries. The ability to recycle metals easily, in my opinion, will always be a natural positive for metals, which then affects metal processors.
DG: It sounds like environmental concerns will act more as a restraint than a stimulant on the growth of electric vehicles in the next decade, due primarily to the recyclability issue?
GD: I believe so. I think the excitement about getting into electric vehicles and composites causes a lot of upfront research and development, but then it hits into the face of the reality of the electrical grid, environmental considerations—the realities of living in America especially, where no one wants more power lines in their backyard, etc. In a lot of ways, it’s the same as renewable energies and how that stagnated a bit when people don’t want to have windmills in their backyard. I think these are real situations that could cause stagnation of these technologies for the next 5 or 10 years.
DG: Beyond 5 to 10 years, do you see us ultimately moving to electric vehicles?
GD: Yes, it’s inevitable. I think the race is going to be between creating good hydrogen or another fuel type of engine, and if they can’t do that economically, they’ll have to go to electric vehicles, no question.
Growth in North America Heat Treat Industry
DG: Let’s focus in on North America for a moment. Where do you see North America excelling throughout the next decade or two?
GD: If you want to talk about America, I think the real growth is in aerospace. The design changes in aerospace, especially in the jet engine, the turbines, the gearing components, and how these metals are made to get the weight out and how they’re heat treated to give the fatigue strength and the strength that it wants for that application. I think automotive trends will still likely be led by American companies, both the traditional companies and others like Tesla and Rivian. I think that’s another important consideration going forward. As far as America goes, leadership, medical devices, medical procedures using electron beam laser therapies, induction—these are technologies used by heat treat processors. These will be led by Americans and this is a new business for some of these companies to get into at the end of the day. I believe firmly that manufacturing will keep returning to the U.S. as the trend towards these fair trade raises the want to invest in America in manufacturing. The renewed interest in good jobs that you hear from politicians also bodes well for America’s growth.
DG: Which driver do you think is more important for America’s growth: low energy costs or the political trade climate?
GD: I think the political trade climate is absolutely the most important thing. If you take China, for instance. I look at the China trade war as not really a war, but it’s finally heightened public discussion on what should have always been happening and that a continued robust negotiation between the U.S. and China on specific trade items should have been happening and is happening now. I think the U.S. is putting their foot down harder than we have before. Once that settles down, I think a better trade situation benefiting both countries can become a reality.
As we continue below, we’ll talk about some really interesting topics such as Industry 4.0 and the big warning that Gary has for companies getting involved, as well as cybersecurity and working with the younger generation. But first, a special thanks goes out to Anne Goyer and all of the good people over at the Industrial Heating Equipment Association (IHEA) for their support of Heat Treat Radio. In case you didn’t know it, IHEA provides top caliber training for many of your heat treating needs. In fact, on September 24th and 25th, IHEA is bringing three of their most popular training courses to the home of the rock and roll hall of fame, Cleveland, Ohio. Whether it’s their combustion seminar, their safety standard seminar or their process heating seminar, someone on your heat treating team will find one or more of these seminars valuable. You can find out more about these seminars by visiting IHEA’s website at www.ihea.org.
DG: I next asked Gary about how the heat treat business world has changed over the past decade. Here’s what he had to say:
A Decade of Changes in Heat Treating
GD: One, I think customers have far less technical staff than they had 10 years ago and that pushes companies like ours to offer much more services and technical support and maintenance throughout the life of the machinery that we sell.
I think that a huge issue is the legal issues forcing companies to pay more attention to terms and conditions and safety and contractual issues. I think that has become much more prominent over what, when I was younger, the handshake type climate of 20 years ago.
Industry 4.0—and Over-Digitization?
I think that the push towards Industry 4.0 has companies approaching us wanting a lot more automation connectivity while simultaneously, they want to increase the digitization of data. This trend towards smart factories could provide a rush to provide a lot of data without understanding if it is productive or not, and that could lead to a very costly system and mass amounts of nonproductive data. This happened in the early days of ERP and ISO implementation, and I see it happening again.
DG: Perhaps we are swinging too far with data collection and collecting data just because we can.
GD: Yes, usually what happens, I think, is that companies that are not used to data collection will hire people that are used to data collection and so they won’t be as concerned about getting the key points of their process to make sure the process is robust, but they want to just capture every piece of data. That is a very costly thing for people to both implement on the machinery and implement on their factory floor. I think people should measure twice and cut once, and you should really think hard about what your goals are before you lay out that smart factory.
The Industry 4.0 was driven by the Germans back in the mid-2000s, and in a lot of ways, it was driven to give a competitive edge to European companies over low-cost countries like China or India. The thought there was that their advantage in science and computerization would give them the ability to have a factory with far fewer people or more knowledge. It’s been a top-down approach pushing different manufacturers into the Industry 4.0 so they can get this production data. I would believe that heat treaters would be very concerned about people coming in and telling them they need 30 data points on every part that they make when only 15 are relevant to the quality of that part. I think that is tantamount in what the heat treaters need to push back on, which is information that is useful and productive versus information for just information sake.
They will say to us, “Okay, on this crankshaft, we need these 40 data points,” and they will force people to do that. Then we will say, “In order to do that, we have to destructively cut every fifth piece, we have to do this, we have to do that.” And then they will say, “No, no no, this is what our R&D people want, so you have to do this.” Then we’ll say, “OK. This is the cost to do this. What do you want for maintenance?” And they will say, “Well, for maintenance, we don’t want to have anybody that knows about the machine, so we want you to prepackage all of the power supply in three boxes so if there is a problem with part of the power supply, you’ll take this part out and just slip a new part in—without having maintenance intelligence.” And we will say to them, “Well, okay, we get that, so instead of a $500 capacitor, now you give us 30K to redo the inside of the power supply.” That’s where their engineering and production people want to push you. Then you get with purchasing and the purchasing person says, “What are you talking about? We aren’t doing any of that. We want the lowest cost equipment and a $500 capacitor; we don’t want to have ‘the works in the drawer.’”
I believe we are at this cross point. In Germany, because they invented Industry 4.0, they put a lot more muscle into this, and I think that’s why some of their competitive disadvantage is happening. If you come into America, they are asking for it, but they’re not killing you yet, but they’re going to.
Remember when ISO came in and everybody made the same mistake with ISO. They let the ISO auditors tell them that they needed to document every little thing they did in their entire company, and most people’s companies got brought to a standstill. Over time, they developed it down to just the most important things you needed for processes, and then your plant ran better. That is where we are right now in some of this Industry 4.0. I don’t want to sound too negative because it has a lot of positives to it, but the implementation of it will make it or break it, for sure.
DG: But that is the way new technologies are adopted. It’s like when a child gets a new toy for Christmas, the first several days they spend 100% of their time with it because it is shiny and new, but later on they either forget about it completely or strike a more sensible balance of when to play with that new toy.
GD: That is 100% correct. But if you’re setting up a $100 million factory, and you get it wrong, that’s a big problem.
Lower Costs and Customer Support
DG: Let’s jump back to the question about how the heat treat business world has changed over the past decade. You mentioned customers have far less technical expertise. You mentioned the more litigious environment that we live in and the importance of those terms and conditions. And then the demand for data and the emergence of Industry 4.0 and perhaps our somewhat mindless collecting of data. Does anything else jump to mind?
GD: I think the difference between companies that are so-called full-service companies and ones that aren’t is a huge issue for heat treaters to be selecting equipment from. One of the negative trends has been a huge separation between engineering and production departments and purchasing departments, especially in the larger companies. That puts more emphasis on price than the real needs of what that company looked for, and in the short-term, that can favor the price-leading suppliers—on the short run, the people that give it a lower price. But in the longer run, these customers need support. They just don’t have the people in there, and it cannot serve them well if they don’t work with the right company.
Geopolitics and Trade
DG: Let me throw out some geopolitical names and tell us what pops to mind. Brexit—
GD: I don’t think Brexit has very much effect. It certainly is not going to affect the way the media says, because at the end of the day, I believe European Union regulations have added costs and dissuaded innovation in Europe, therefore I believe Brexit is good for the British because it possibly leads to more pressure for other people to leave the union, and they’re going to open up to have less regulation and cost. It is very costly to do business in Europe.
DG: China. Any additional thoughts on China?
GD: I think China is a huge trading partner for us today, but I think it’s going to be a much more equitable one in the future, once we get over this short-term tension between them and once we get our “win-win” attitudes in line with each other, I think it’s going to be a phenomenal trading partner going forward.
DG: North Korea.
GD: I don’t think they have any effect on us today economically. It could become a new market in the future, but today they have no effect on us economically whatsoever.
DG: How about Venezuela?
GD: When I was younger, Venezuela was a serious energy player. We sold a lot of equipment in Venezuela and Venezuela was obviously one of the major energy exporters in the world, so reviving their economy and becoming a market, if they can do that, I think would be good for especially the South American hemisphere area. But, unless they get their political stances straight, they’re just going to remain where they are.
DG: Brazil?
GD: Brazil sort of lost its way in the last couple of years from a manufacturing standpoint and a socialist trend in Brazil took away a lot of the desire to invest in Brazil. They had lots of union issues, a tremendous amount of union issues, especially with things like pensions and extra costs like that. And then secondarily, their stance on imports and how they stop other countries from exporting to Brazil has turned off a lot of people from investing in Brazil. The new president there says he’s going to bring back fair trade, and if he does that, I think Brazil could become a world player again.
Immigration, Labor, and Retaining Younger Employees
DG: Let’s talk for a minute about U.S. immigration and how it’s impacting your business and the heat treating economy generally.
GD: U.S. immigration is mostly a southern border issue, in my opinion, and it is mostly an issue with people from South America, not really people from Mexico. I think this has to be worked out by Congress, and Congress is just being silly in the view that it isn’t an issue. It’s been an issue for 40 years, and they have no answers for it. I think we have to have a system in place, as we have for years and years and years, and outside of asylum, anybody that wants to come in should enter through this system.
DG: How about the U.S. labor market for you? And what are you hearing from your customers regarding their ability to find qualified workers?
GD: For my customers, I hear that all the time. I have been with this company for 33 years and many of the people that are in our group have more years than I do. I think we have 3200 in our group and I would say half of those employees have over 12 or 15 years with the company. One way we’ve been able to hang onto people is, by having 40 companies globally, we give the people the opportunity to travel to these companies or relocate to another area of the U.S. or to another part of the world. I think if you can keep the younger people challenged, give them this ability to try another area of their life, pay them fairly, and most importantly, if you can show them a future through a well-developed succession planning effort so that they think they have a chance to get promoted in the future, I think they’ll stay with you for a long time.
United States-Mexico-Canada Agreement (USMCA)
DG: Let’s talk about two more topics. The new North America trade agreement—USMCA—and then cybersecurity. What are your thoughts on USMCA?
GD: I think the USMCA, the way I understand the legislation, is that a big part of it is raising wages in the lower cost areas of Mexico, and I think evening the wages out will even out the flow of trade between the three countries versus just flowing to the lowest cost country because of the low wages. Personally, I think that wage increase is a good thing. Henry Ford proved that out a long time ago when he gave his workers unheard of type wages. I think that at the end of the day, it will create a better middle class and that feeds into the economy like a gas pedal and becomes self-sustaining, even if inflation rises a few percentage points. I think people shouldn’t buy the media hype about things like robots doing away with a lot of jobs in the United States. To me, all this talk stems from academics and politicians who haven’t spent much time of their life in the business. We have a situation right now where our unemployment is below 4%, so that means that most people that want to work are working. How do you grow that economy? I think you grow that economy by paying people more money and then they can use that money to buy what they want and it becomes a self-fulfilling prophecy.
Cybersecurity
DG: Last question: Cybersecurity—What are you seeing?
GD: We’ve seen a tremendous increase in email intrusions with people tricking our customers into remitting payments to scammed accounts. This is especially bad because it strains our relationships with our customers. At the end of the day, there is no clear person to blame: it is this unknown person on the internet. As an example, we had a customer recently that gave us a $900,000 down payment, and he remitted it to a bank account that he had received on a scammed email where they had taken our invoice that we had put into the email, and they had changed it to their bank number, and so the $900,000 was put into that scammer’s bank account, and they withdrew about $120,000 of it before the proper government officials could shut it down. We have got that back now and there have been some arrests made, but I can think of 20 or 30 of these situations happening just in the last 5 or 6 months.
DG: Have you changed the way you do business because of it?
GD: Yes, what we’ve done is we’ve gone out to try to tell our customers that we will no longer put any sort of remittance information in email form anymore. We will only do that in an encoded or encrypted manner which we will send directly to their accounts payable people. We will also duplicate a message to them of what the bank they should be using is, not the account number and what have you, and so when things line up correctly, they should remit the payment. Otherwise, they should treat everyone that has some skeptical information, and not pay us. We’d rather not get paid than give it to a scammer.
The other problem I see on cybersecurity is again going back to Industry 4.0. I think the people that are trying to implement this smart factory, or what people like to call “the internet of things.” It is a highly digitized handshake between machinery and then up and down to management, from shop floor management all the way through upper management of the company. These are easy targets for pirates. I think that’s an important thing to think about. Most companies do not have the capabilities of really protecting themselves from these kinds of threats, so I think simpler is better in any of these areas.
Just as a little bit of color, I am an autonomous vehicle skeptic and I am this way for two reasons: One is that the sensors needed for these truly autonomous vehicles and roads being all autonomous and transportation being autonomous, they’re definitely not good enough yet in all weather conditions. But I think the most important thing, unlike airplanes where you can afford to have multiple systems, people are never going to be able to afford a vehicle that has multiple computer systems. I think the potential for hacking, for economic reasons, political reasons, and terrorism reasons are just because some bad behavior on some kid in his back yard can affect this autonomous vehicle information grid. I have my doubts about autonomous vehicles because of cybersecurity.
DG: Gary was very gracious with his time and answered a boatload of questions, many of which were able to include in this podcast. You’ll notice that I asked Gary to keep this noncommercial, so he hardly ever mentioned any of his company names or any specific products. We would, however, like for you to know, that Inductotherm Group is exhibiting at THERMPROCESS and GIFA in Hall 10 Stand B42 which perfectly straddles both of those shows. If you’re headed to Dusseldorf this year, I’d strongly encourage you to stop by and meet Gary and take a look at all the products he so politely refrained from mentioning in this podcast.
If you’d like to get in touch with Gary Doyon, feel free to email me directly at doug@heattreattoday.com and I’ll put you in touch with him.
If you’d like more Heat Treat Radio, you can simply Google “Heat Treat Radio”. Believe it or not, we are the first thing that comes up. Apparently, no one else is using those three words. From there, you’ll be able to link over to our website where you’ll find 18 other Heat Treat Radio episodes, including one on Inductotherm founder, Hank Rowan. Also, if you have a topic you’d like to see covered on Heat Treat Radio, please contact me directly by email. Again, that’s doug@heattreattoday.com.
Don’t forget that additional support for Heat Treat Radio is provided by the Industrial Heating Equipment Association (IHEA), where technical training is on the schedule for this September 24th and 25th in Cleveland, Ohio. Check out their website: www.ihea.org and learn more about the combustion seminars, safety and standard seminar, and their process heating seminar.
This and every other episode of Heat Treat Radiois the sole property ofHeat Treat Today and may not be reproduced in part or in full without prior written approval from Heat Treat Today.
Jonathan Lloyd from Butler, Pennsylvania, produced and mixed this episode. I am your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Dr. Rudnev previously reviewed equipment selection for scan hardening in three parts. The first part on equipment selection for continuous and progressive hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat TreatTodayas well as other news about Dr. Rudnev, click here.
Frequency Selection
Depending on the application specifics, continuous and progressive hardening lines may use the same frequency for various in-line coils. In other cases, power levels and frequencies may be different at different heating positions. The presence of three general process stages (described in Part 1) makes a marked impact on a selection of process parameters and the design of an induction system.
When using different frequencies for the various heating stages, the coil design may need to change as well (e.g., a number of coil turns may need to be adjusted for load matching purpose). Just as the eddy current penetration depth in the heated part is affected by the frequency, the current flow in the inductor is affected as well. The wall thickness of the inductor turns (i.e., copper tubing wall) might need to be adjusted to accommodate different frequencies to maximize the coil electrical efficiency.¹
The wall thickness of an inductor’s heating face should be increased as frequency decreases. It is highly desirable for the current-carrying copper wall thickness to be 1.6 times greater than the current penetration depth in the copper (δCu). Increased kilowatt losses in the copper, which are associated with reduced electrical efficiency and greater water-cooling requirements, will occur if the wall is thinner than 1.6∙δCu. In some cases, the copper wall thickness can be noticeably thicker than the recommended value of 1.6∙δCu. This is because it may be mechanically impractical to use a tubing wall thickness of, for example, 0.25 mm (0.01 in.).
As an example, Figure 1 shows a number of continuous in-line multi-coil systems for induction heat treating wire products.²
Several continuous in-line systems for heat treating wire products (Courtesy of Radyne Corp., and Inductotherm Heating & Welding, UK. Both are Inductotherm Group companies.)
There are noticeable benefits of compact induction systems compared to fluidized beds, infrared heaters, and gas furnaces, such as quick response and the ability to provide a rapid change in the process operating parameters to accommodate the required temperature of the wire/cable being processed at speeds up to 5 mps. Frequencies that are in the range of 10 to 800 kHz are commonly applied. A dual-frequency concept can be beneficial to enhance electrical efficiency of while heating different diameters/thicknesses or it can be advantageous for through heating of metallic alloys that exhibit low toughness/high brittleness.
According to the dual-frequency concept, a lower frequency is used during the initial heating stage when the steel is magnetic. In the final heating stage, when the steel becomes nonmagnetic with significantly increased current penetration depth δsteel and becomes substantially more ductile, it is beneficial to use a higher frequency.
Case study¹:
As an example, consider the induction heating of a 1/8 inch-diameter (3.2 mm-diameter) steel rod from ambient to 2000°F (1100°C) using both a single 10-kHz frequency and dual 10-kHz/200-kHz frequencies (see Figure 2). When using the single frequency of 10 kHz (Figure 2, left), the rod’s final temperature experiences very little change regardless of the coil power that is increased more than fivefold (from 17 to 90 kW). The only noticeable difference is related to the initial slope of the temperature-time curve, where the steel is ferromagnetic. Upon reaching the Curie point, there is no noticeable temperature rise. This is the result of severe eddy current cancellation making the steel rod transparent (practically speaking) to the electromagnetic field of the induction coil.
Illustration of the dual-frequency concept when induction heating a 1/8 inch-diameter (3.2 mm-diameter) carbon steel rod from room temperature to 2012°F (1100°C) using both a single frequency of 10 kHz (a) and dual frequencies of 10 kHz/200 kHz (b). (Source: V.Rudnev, Systematic analysis of induction coil failures, Part 11c: Frequency selection, Heat Treating Progress, January/February, ASM Intl., 2008, pp. 27–29.)
In contrast, Figure 2, right, shows that a dual-frequency approach provides a remarkable improvement in the ability to heat the rod above the Curie temperature. A power of 14 kW/10 kHz was used to heat the rod below the Curie point and a power of 19 kW/200 kHz was used above it. The total required power is only 33 kW, compared with 90 kW using just 10 kHz, which was still unable to provide the required temperature rise.
Note: The target temperature of 2000°F (1100°C) is above typical target temperatures when hardening plain carbon or low alloy steels and it is more suitable for hot forming applications. This temperature was selected here to better illustrate a dual-frequency concept and the importance of avoiding eddy current cancellation when choosing operating electrical frequencies. It should be noted though that it is not unusual that the heat treating protocols/recipes for some alloyed steels and stainless steels may require target temperatures of 1900°F to 2100°F (1050°C to 1150°C) range.
In some not too often cases, three frequencies may be used. Lower frequency is applied for preheating inductors, a medium frequency is used for mid-heat inductors, and a high frequency is used for final heat inductors.
Sometimes, it is required that the induction system should be able to heat a variety of sizes using a single frequency. In these cases, in order to provide efficient steel heating, it is necessary to choose a frequency that will guarantee that the “diameter-to-current penetration depth (δsteel)” ratio exceeds 3.6 for any workpiece diameter or heating stage. Thus, it is important to remember that when calculating δsteel, the values of electrical resistivity and relative magnetic permeability of the heated material should correspond to their values at the highest temperature that occurs during the entire heating cycle.
The next installment of this column will review a variety of styles of inductors used in continuous and progressive induction hardening applications.
J.Mortimer, V.Rudnev, D.Clowes, B.Shaw, “Intricacies of Induction Heating of Wires, Rods, Ropes, and Cables”, Wire Forming, Winter, 2019, p.46-50
Dr. Valery Rudnev, FASM, IFHTSE Fellow, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.




































 Discolored Part—Who’s to Blame?
Discolored Part—Who’s to Blame?
 AMS2750 Is Golden
AMS2750 Is Golden

![Figure 2. Computer-modeled EMF distribution in the transverse cross-section of a bare inductor (left) compared to an inductor with U-shaped flux concentrator (right). Note: the scale of magnetic field intensity on both images is different [1].](https://www.heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-2.jpg)
![Figure 3. Sketch of single-shot induction hardening of an axle shaft. Note: The right half of this induction system is computer-modeled in Fig. 4 [3].](https://www.heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-3.jpg)
![Figure 4. Results of numerical simulation of heating an axle shaft by using a single-shot inductor [3].](https://www.heattreattoday.com/wp-content/uploads/2019/08/Rudnev-Part-2-Fig-4.jpg)






