An isostatic press manufacturer based in Columbus, Ohio, has expanded its operations facility to increase its heat treating capacity and technological capabilities.
Amercian Isostatic Presses, Inc., which manufactures temperature and pressure products, including hot isostatic pressing (HIP), cold isostatic pressing (CIP), warm isostatic pressing (WIP), SinterHIPs, vacuum furnaces, and other equipment and accessories, serves the aerospace, automotive, energy, defense, and medical sectors.
Hot isostatic pressing (HIPing) is most commonly used in the medical and aerospace industries. The HIPing process is a high pressure, high temperature technique that can be used for both composite materials and powder metals. HIPing results in the decreased porosity in parts and a densification in powder metals.
HIPing is in an autoclave style furnace, where parts are exposed to high temperatures and high gas pressure and later cooled. Parts made of tool steel, duplex, martensitic, and austenitic stainless steels, nickel-based alloys, cobalt-based alloys, titanium and even some carbon steels are frequently HIPed. The combination of temperature and pressure reduces the part’s porosity while maintaining its original shape. Decreased porosity gives the finished component part increased mechanical properties.
Hot isostatic press (HIP) processing is a manufacturing technology used to densify metal and ceramic parts to improve a material’s mechanical properties. It is based on applying high levels of pressure (up to 2,000 bar/200Mpa) and temperature (up to 3632°F (2000°C)) through an inert atmosphere in order to densify parts and components, mostly of metallic and ceramic material, and to give them improved mechanical properties.
HIP technology has become the decisive tool for aerospace parts and components to certify materials and parts with the strictest quality and safety controls. These developments require highly advanced, complex, and processed materials capable of withstanding the demanding work they will be subjected to.
There are strategic materials and components in the space sector that can only be manufactured by advanced manufacturing in a specific way. Rubén García, project manager of HIP at Hiperbaric, noted that “These developments need very advanced, complex, and processed materials that are capable of withstanding the demanding work they will be subjected to. Therefore, advanced processes are needed to ensure and certify that these materials can be part of a satellite or rocket.” In addition to elements that form part of satellites and rockets and their respective engines, turbomachines, burners, and more intended for space also see benefits from HIP processing.
Rocket engine treated by HIP Technology Source: Hiperbaric
An X-ray inspection of each part evaluates the suitability of the component and ensures that it will not fail during the combustion process. “If we find any pores in the part, they are repaired with HIP technology, which repairs and densifies the component,” explains García. The HIP technology supplier uses Fast Cooling technology to cool materials very quickly, especially in materials whose capabilities may be impaired if they are not cooled quickly.
Emphasizing how HIP is the key that takes components to space, García describes, “The more complex qualification components are required to go through a HIP process to ensure that the component will not fail. Materials engineering and the metallurgical process are closely tied to these innovations to ensure what some processes can’t do 100%. That is where HIP becomes our best ally.”
Hiperbaric has devoted a HIP press for its HIP Innovation Center in Spain for companies worldwide for the purpose of investigating and developing HIP products with a particular focus on the aeronautical sector. Here, companies will find the help and knowledge required to achieve success.
About the Expert:
Rubén García Reizábal HIP Project Manager Hiperbaric
Rubén García Reizábal is an industrial engineer with a master’s degree in Material Components and Durability of Structures and has recently obtained his PhD. After his first stage in Hiperbaric, where he held the position of Quality Manager, he has been working as project manager of several R&D projects for more than 11 years. In this role, he leads all the actions of the Spanish-based company related to its hot isostatic pressing (HIP) business line, including R&D and business development efforts.
In December 2022, the first HIP batch on Latin American soil was performed. The journey to success in HIP, as any HIP user will agree, is a bumpy road. What are the challenges that aerospace manufacturers with in house heat treating should be aware of when considering HIP processing? Learn how HT-MX Heat Treat & HIPing — the heat treater who ran the first HIP batch in Latin American history — navigated the transition from small tooling jobs to HIP processing for aerospace parts.
Read the English version of the article below, or find the Spanish translation when you click the flag above right!
This original content article, first published in English and Spanish translations, is found in Heat Treat Today's March Aerospace Heat Treatingprint edition.
Writing this story as the first Latin American company to offer Nadcap accredited hot isostatic pressing brings a flood of memories and images to mind. HT-MX’s beginnings were simple, but also filled with challenges, failures, and lessons. When the company began, we were certain that, though small, we were still a “heat treat plant” and not just a shop.
Contact us with your Reader Feedback!
Being located in Mexico means that there were large companies with headquarters located far away — potential customers — that would be deciding on their heat treat supplier close to their location. We worked hard to be and to present ourselves as being very professional. But a lesson soon learned was that achieving trust with partners takes a lot more than a good speech and a clean plant.
Unsurprisingly, the first jobs were simple tooling work, like quench and tempering tooling and carburizing gears. A junior engineer and I would drive around in my old hatch-back to local machine shops and pick up a small shaft or gear and bring it back to the plant. We would get so excited when we got the case depth right.
With minimal resources, we decided to complete quality control ourselves. We became friends with a quality manager from a local company, and he came over to help on weekends and after 6:00pm until the audit date came. His knowledge is still in use at HT-MX to this day. I remember celebrating with a “Carne Asada” (a Mexican style barbecue) when we finished that first audit, thinking we had just made a huge step forward, not realizing how far away we still were from our vision.
HT-MX Team
Source: HT-MX Heat Treat & HIPing
But as time passed, we turned our attention to the aerospace industry in Chihuahua, a city with four OEMs. We received the AS9100 certification and started working on Nadcap accreditation. This required time, but by then, a pretty strong engineering team was in action, and successfully obtained Nadcap accreditation in late 2019. Again, we celebrated with a Carne Asada, this time, with a better understanding on where we were and what future challenges we needed to face.
Taking On Hot Isostatic Pressing
HIP system at HT-MX
Source: HT-MX Heat Treat & HIPing
The pandemic hit. Boeing’s 737 Max crisis continued to impact the industry. Moving into aerospace was slow with limited volume, especially compared to what we had seen in the automotive and oil and gas industry. But by now, international companies were more willing to transfer heat treat operations to Mexican suppliers, and we were ready, beginning with running aluminum batches, precipitation hardening, annealing, and other standard processes. It was during this early start to serve the aerospace industry that we heard about hot isostatic pressing (HIP).
Around 2019 during an aerospace cluster event, an OEM with a local presence approached us with their HIP requirements. I had only heard of HIP, but I was immediately interested — until I found out how much one of those machines cost!
But good financing through government programs helped make this HIP project a reality. Timing was not the best, as the federal election in Mexico caused a temporary Mexican currency depreciation, handicapping the project at its beginning.
Getting the proper certifications and validations proved to be a long and complex process, too. Theoretically, we knew what to expect, in terms of getting the Nadcap checklist approved, but the reality was a little different. Gaining Nadcap certification slowly builds a certain culture into any company in its day-to-day activities. Translating that culture into a completely different business unit, new crew, and new process proved to bring its own challenges.
HIP Challenges: Pressure, Temperature, Thermocouples, and Argon Supply
Heat treating usually handles temperature, atmosphere control (or lack of), and regular traceability requirements. HIP, however, adds a few new dimensions to what we usually see: internal pressure, very high temperatures — up to 3632°F (2000°C) — and argon supply. It was the first time HT-MX dealt with a process that incorporated up to 30,000 psi and also used a lot of high purity argon.
Pressure has its own challenges, though the HIP press takes care of those challenges. Still, the internal workings on these kinds of presses are fundamentally different than that of a regular heat treat furnace. Yes, you need to heat it up, but apart from that, it’s not even a furnace but a press. Understanding how the machine works, what happens inside with all that pressure, how it affects the components undergoing hot isostatic pressing, and how it affects the baskets you’re using is a critical learning curve.
High temperatures change everything about running these types of cycles. We work with metals, which means temperatures range between 1832°F and 2372°F (1000°C and 1300°C). This has an impact on thermocouple selection, calibration, and more; with the company’s thermocouple product suppliers based in the U.S., this entails more challenges and extra costs. I have lost count on those urgent same-day trips to the border to retrieve critical spares in time. It’s an 800-km/498-mi roundtrip! We have fortunately found a great supplier that has offered the technical feedback we needed, and we have started to finally understand and control our thermocouple consumption. Although, I must be honest here, we still have a lot to learn in this aspect.
Then, there’s the argon supply. HT-MX never expected it to be a challenge, but it turns out getting the proper supplier — one that understands the requirements and is willing to work with you from validation to production — is key. You might be able to start your validation process using argon transported in gas containers but eventually you will need to switch to liquid argon. That proved to be more difficult than expected. There are not many projects requiring these kind of alliances locally. Getting the right supplier was key and more of a challenge than expected. And then came the lessons on efficiently using the liquid argon, avoiding excessive venting of the tank, and being all around smart with the HIP schedule. This has been a constant learning process, one that has high costs.
Final Hurdles: Certifications, Current Events, and Energy Costs
Once our company had the Nadcap certification, we still needed to get the OEM’s approval for the HIP process, then the approval for the specific version of the HIP process, and then the actual approval for the part numbers.
These approvals were handled by the headquarters’ engineering department and not locally. It was a time-consuming process, with several test runs, lab testing, multiple audits, visits, and more testing, etc. And while all of this was happening, we still had to design the operation, locate critical suppliers not available in Mexico, create alliances with suppliers, etc. Writing this down in a few lines makes it seem simpler and quicker than it really was.
Additionally, in instances like this, Mexican companies, especially small ones, face much more scrutiny than U.S. or European-based companies, and must prove themselves in every single step. It makes sense, even if it feels a little unfair, as HT-MX had no proven track record of high tech processes such as HIP. It does cost extra time, extra care, and sometimes extra testing, but it is the reality we face and we must overcome the extra hurdles.
While navigating HIP approval, the pandemic hit. Months later, the war in Europe began with significant impacts on the cost of energy. Our main clients were high volume and low margin, and with energy prices rising, our competitiveness began to diminish. To adapt and evolve, we decided to add some smaller furnaces for smaller parts, invest in training and increased sales efforts, and focus on AMS/Nadcap-based customers, letting go of major clients. Slowly, things began to turn around.
The First Official HIP Batch in Latin America History
In December 2022, HT-MX ran the first official HIP batch in Latin American history. It was a long time coming. I always thought that running that first batch would feel like reaching the Everest summit. When the day came, it just felt like reaching Everest’s base camp. We still have a long way to go to be truly an established HIP supplier. Now, it’s back to climbing and shooting for that summit, that summit that will perpetually precede the next summit.
There are still several challenges: stabilizing new processes and improving established ones. But I am confident we will move forward in this new stage. And I am so looking forward to the next Carne Asada.
About the Author: Humberto Ramos Fernández is a mechanical engineer with a master’s degree in Science and Technology Commercialization. He has over 14 years of industrial experience and is the founder and current CEO of HT-MX Heat Treat & HIPing, which specializes in Nadcap-certifi d controlled atmosphere heat treatments for the aerospace, automotive, and oil and gas industries. With customers ranging from OEMs to Tier 3, Mr. Ramos has ample experience in developing specific, high complexity secondary processes to the highest requirements.
Hot isostatic pressing. . . What is it? How is HIPing benefiting the medical industry? What is its place in additive manufacturing? In today's Technical Tuesday, Heat TreatToday is doing a deep dive into HIPing and its benefits. Check out these resources for some hot takes on HIPing.
What exactly is HIPing? It's taking over the additive manufacturing world. In this article, written in 2020 by Derek Denlinger, corporate lead metallurgist at Paulo, find out the answer and also discover the applications, materials, and advantages of HIPing.
"HIP was initially developed as a diffusion bonding technique. In diffusion bonding, high heat and pressure work together to weld similar or dissimilar metal surfaces without filler materials."
Product efficiency, reduced environmental impact, and improved process reliability are becoming more and more important everyday. HIPing's future has never been brighter. It's about to see a renaissance. To explore HIPing in depth, read this free ebook from Heat TreatToday and Quintus Technologies.
"Modern HIP machinery is an extremely good fit with the traditional heat treatment market, offering the opportunity to further adjust material properties through tailored HIP cycles."
Check out what Chad Beamer and Magnus Ahlfors at Quintus Technologies had to say about HIPing. Shrinkage, gas porosity, and lack of fusion between layers are all things that do not belong in medical implants. Implants manufactured with metal injection molding and casting often still contain defects, but HIPing eliminates those defects and produces a 100% dense material. HIPing is widely used across the medical industry to reduce the occurrence of these issues.
"The elimination of defects results in improved fatigue properties, ductility, and fracture toughness. For this reason, HIP is widely used for orthopaedic implants like hip, knee, spine, ankle, wrist as well as dental implants to ensure quality and performance and prevent early failure of the implant inside the patient."
High temperatures, high pressures. That's HIPing. Cliff Orcutt of American Isostatic Presses, Inc. describes HIPing as "pressurize sintering." Because of the high pressure, HIPing is faster and leads to less part deformation. In this episode of Heat Treat Radio, learn the many applications of HIPing (including ceramics) and learn if outsourcing is right for you.
"In HIP, since you’re starting with powders that are solid, you can blend things like graphite powder and steel. You couldn’t blend them very well in a molten state, but in here, you can. And, you can squeeze it to solid, you can get interlocking and bonding and diffusion bonding materials that you couldn’t otherwise. So, you can make things you couldn’t make any other way."
In the age of new technology, KarenGantzer, managing editor of Heat Treat Today, reflects on a year of "pivoting" to make heat treating content deliverable over the best media. If you don't know about the ebook library and podcast videos on the website, find out what Karen has to say about launching these helpful products.
This article first appeared inHeat Treat Today's December 2021 Vacuum Furnacesprint edition. Feel free to contact Karen Gantzer at karen@heattreattoday.com if you have a question, comment, or any editorial contribution you’d like to submit.
Karen Gantzer Managing Editor Heat TreatToday
Several years ago, I remember hearing glowing reviews about the Barnes and Noble Nook. How wonderful it was to take one device that could hold numerous full-length books instead of actually having to physically carry all of them! Wow, little did we know then how the advent of the Nook, and eventually the Kindle, would not only revolutionize reading for pleasure, but also the way in which we learn and take in information.
As you know, Heat Treat Today believes that people are happier and make better decisions when they are well informed. That often includes pivoting to ensure we are covering all bases to get the information out there. It was with that belief that Heat Treat Today jumped into the ebook realm. There is always excellent technical information to share that will be helpful to you, and ebooks provide a beneficial and user-friendly platform. It’s a win-win for both the authors and readers. And an added bonus is that you don’t even need an e-reader or app to read any of our ebooks. Just download the book on your device and you’re set to go.
There are two titles currently in the Heat Treat Today ebook series. The first one is Hydrogen Generation and Its Benefits for Heat Treaters. It shares useful information about generating your own hydrogen, a key reducing agent in thermal processing atmospheres. Presently, it has almost 350 downloads. The second, High Pressure Heat Treatment: Leading the Renaissance of Hot Isostatic Pressing, explores high pressure heat treating through the many facets and advances of hot isostatic pressing and has 225 downloads. Both were written in cooperation with Nel Hydrogen and Quintus Technologies, respectively.
Keep an eye out for new titles because coming soon to your virtual ebook shelf are books covering AMS2750F and CQI-9 Rev.4. Both are based on the highly popular Heat Treat Radio episodes that discuss these relevant and important standards.
Not only do we have options for the readers, but we also have compelling and informative video formats for those who like to watch and listen. Heat Treat Radio has recently produced special video episodes. One, with close to 300 interactions, is Heat Treat Tomorrow: Experts Look Forward 10 Yearsthat Heat Treat Today partnered with Eurotherm to produce. It includes a panel of 5 experts who address questions about the next 5–10 years in the heat treat industry, specifically focusing on the trends.The latest video, with 71 downloads, is Heat Treat Tomorrow – Hydrogen Combustion: Our Future or Hot Air? In it, Doug Glenn talks with 5 industry experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. In fact, you can read part of the transcript on page 34.
Heat Treat Todayis here to help you in whatever way we can. So, if you’re interested in collaborating on an ebook or video or have a topic suggestion that is a must for everyone to hear about, please contact me at karen@heattreattoday.com.
Heat TreatToday publisher Doug Glenn discusses hot isostatic pressing with Cliff Orcutt of American Isostatic Presses, Inc. Learn about the revolution that is occurring in the heat treat industry and how it is being used across various manufacturing industries
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): First off, Cliff, I want to just welcome you to Heat Treat Radio. Welcome!
Cliff Orcutt (CO): Thank you.
DG: If you don't mind, let's give our listeners just a brief background about you.
CO: It's been 43 quick years in the industry. I, actually, did start as a child. My father was one of the original people at Battelle where it was patented in the '50s, so, I grew up under that. Right out of school, I went to work for his company, after he and another gentleman left Battelle, Mike Conaway, and they formed Conaway Pressure Systems. By the time I was 20, I had already installed 10 HIP units around the world and helped design and build the Mini Hipper.
I was involved in 1978 in moving the world's largest HIP unit from Battelle to Crucible Steel in Pittsburgh, which is now ATI. Also, in 1979/80, we installed the very large system for Babcock and Wilcox at the Naval Nuclear Fuel Division in Lynchburg, VA. Both of those units, 40 years later, are still running.
I'm also past president of the Advanced Materials Powder Association, part of MPIF, and I was also a director of their Isostatic Pressing Association. I am currently the chairman of the International HIP Committee. We put on the triennial HIP conference every 3 years.
DG: Is that part of APMI?
CO: It's actually its own group. It was formed by all of the people in HIP around the world, in Europe and Japan and the United States back in, maybe, 1983 or so.
DG: What's the name of the organization?
CO: It's called the International HIP Committee. It's kind of a loose organization which the only thing that we do is put on this conference and we bring in speakers from around the world and promote HIP technology, basically. Our last one was in Sydney, Australia in 2017. We were supposed to have one in October 2020 and now it's pushed until September of 2021.
DG: Where will that be?
CO: It's going to be in Columbus, Ohio because that was the original founding city. Every other conference, we move to the United States, Europe or Japan. So, it's coming back to the US. I'm in charge of it. We have some other good people on the board, including Mike Conaway, who was one of the original Battelle people. Victor Samarov is on the board helping us with the meeting, programming and so forth. People can visit www.hip2020.org to see information on that.
DG: I got you a little distracted on that. Keep going with your background.
CO: Personally, in these 43 years, I've installed over 200 units, hands on. I've flown about 5 million miles, I've been to 38 countries; you name it, I've been there, good ones and bad ones. In my early years, when my father started this company, they pulled about 6 people out of Battelle and they were, basically, my teachers. So, instead of going to educational school, I went to HIP school. We had some of the top people: Roger Pinney, Hugh Hanes, Don Woesner, Gary Felton and another gentleman, Bob Tavnner, all came out of there.
In 1979, my father passed away, and his company then sold to ASEA who then became ABB who then became ABB Flow and then they became Quintus now. That's how they have a location in Columbus, as well.
A couple of people, including Bob Tavnner, left and formed International Pressure Service. That was in 1983. They hired me as operations manager, and we grew to be a force to be reckoned with and the Japanese then bought us. At that time, Rajendra Persaud, or Reggie we call him, left and formed AIP (American Isostatic Presses) and I said, “Hey, Reggie, let's have a two person company again rather than two one-person companies.” That was 1992 and so, 28 years later, now we're a force to be reckoned with again.
DG: Tell us a little about AIP.
CO: American Isostatic Presses, when the Japanese bought us, we had a lot of technology and a lot of good people. Then they hired a new CEO and he decided he didn't want to continue building HIP units, he wanted to do something else. So, Reggie formed AIP and I joined him and we pulled 5 other people back from ITS. We sold our first big job in 1994 to Horus in Singapore, a multimillion dollar job, and took off from there and haven't looked back. We started on a shoestring, no venture capitalists, no dollars, and now we have 4 buildings and locations around the globe.
"We're just a high tech blacksmith, that's all it is. Instead of hitting something with a hammer, we're using gas pressure to squeeze on it."
DG: How many units do you think you guys have installed since 1994?
CO: As AIP, around 150. It's snowballing. In the last 5 years, we've sold 5 big units. Up until that time we were mainly mid and small. We had orders for some big ones but, unfortunately, we couldn't get export licenses for them. The technology that grew out of Battelle was based on nuclear fuel rods for the submarines. Admiral Rickover wanted to extend the life of the sub, so it was protected for quite some time. And then they also had missile nose cone technologies it was used for and that's still what they're protecting it for is missile nose cones.
We had some orders in the late '90s early 2000 through China for large equipment and we were denied. Then we were denied in India, so we kind of just got stuck with the smaller to mid-size units. Here recently, it's starting to expand. Things are loosening up a little bit.
DG: AIP today is selling not only in North America, obviously, but you're pretty much selling around the world, anywhere where it is legal to sell, you'll do it.
CO: Yes, if we can get an export license, we will put it in. Some of the rules have relaxed a little bit, and, with some countries, we're more friendly with them now.
DG: I think a lot of our listeners are probably not going to be as familiar with HIPing, hot isostatic pressing, as other more common “heat treat operations” like carburizing, hardening, annealing and that type of thing. Take us back, class 101: What is HIPing?
CO: We're just a high tech blacksmith, that's all it is. Instead of hitting something with a hammer, we're using gas pressure to squeeze on it. We heat it up hot, we put pressure on it, and we're basically densifying it, making it more dense, and getting rid of imperfections in the metal.
A lot of what's done is castings. When you have a casting, the metal is hot, so it's expanded. When it cools, it cools from the outside in, so it freezes on the outside first and then the center starts to shrink. It creates internal porosity. Most of that porosity is thermal shrinking which is a void. So, you put it back in our heat treatment, apply pressure to it and you get rid of the voids that are left. You make the casting dense and better grain structure and more homogenous. It increases fatigue in property strength. That's the number one use of it right now.
Second is probably powder metallurgy where you take powder metals and you can blend powders and you can start with different grain sizes and different materials. You put them in a container because the gas would go through the container if you didn't have something around it. So, you squeeze on the container and it densifies whatever is inside of it and you make a solid part. For example, a lot of powder metallurgy billets which are then used for extruding into other products or rolls and different things. We do a lot of pump bodies and valves for deep sea work, extruder barrels, you can bond things; there are a whole lot of applications.
DG: The two things I understand with HIPing are high temperature and high pressure. Give us a sense of high temperature. What does that mean? Is it hotter than a typical heat treat operation? And how about the pressures? Give us a sense of what the pressures are looking like.
CO: A lot of people are familiar with sintering. That's where you just take the metal up, you sinter it and the grains merge together by melding and attractive forces. What we're doing is: we're not taking it up to those high temperatures to where the part actually is molten or melting, we're taking them up below that and applying pressure. Because of the pressure, we're basically pressurize sintering; we're adding force to make it sinter faster or better or at lower temperatures.
Usually, it's about 150 C degree less than sintering temperature. Again, it depends on the process of what we're trying to do with it. Typically, most parts are done around 15,000, some parts 30,000. Here, at AIP, we actually have test units up to 60,000 PSI and we've actually built 100,000 PSI HIP units. You're above the yield strength of some of the metals you're using. Most of the majority, again, in like castings, titaniums around 970, steels around 1225, but we go up to 2200 C for some things, even higher for like half-in carbide with people pushing it to 2300. It's pretty hot, a lot of pressure. Unfortunately, high temperature and high pressure costs money. You want to use the lowest pressure and the lowest temperature you can get by with, but sometimes you can't.
DG: It's harder, I would imagine. The way I've always heard it said is that the hotter it is, the more difficult it is to keep, let's say, that cylinder container that you're talking about. If it becomes hotter, it's harder to keep it together. I would guess you're right, when you've got higher temperatures, things tend to blow apart easier?
CO: Not so much. The temperature is contained in the middle of the pressure vessel, so you've got plenty of insulation around it and you keep your container cool. The goal there, in a HIP unit, because it's the expensive piece of item, you want maximize your work zone, that's where you have to have good engineering to make sure you do keep the container cool.
DG: Are most of those units water cooled jackets, or are they cold wall?
CO: They're almost all hot wall, but some of them are cooled internally and some of them are cooled externally. You still have loss to the metal, whether it's internal or external cooled, but internal gives you faster cooling than the external.
The big advantage of HIPing is, like with some materials like titanium, you can eliminate a lot of machining. Making chip that you can't really reuse real easy makes a lot of economic sense. Titanium is a very high melting temperature, so you can't take those chips and melt them cheaply. Aluminum, you can. A lot of aluminum, people can't afford to HIP it because you can just recast it.
HIP is an expense process. The equipment is expense. It uses argon gas. Swinging a hammer is cheap, but using gas pressure, it's so compressible, that you have to put a lot in. You can reclaim some, but the cost is still high. You're talking medical, aerospace and military, basically. Forty years ago, I thought every car would have HIP pistons. It's just not going to happen. They can't afford it. I do see Edelbrock and Trickflow both have HIPed aluminum race heads, though. If you get into where you have the economy of doing something like that, you can apply it. You're definitely going to get a better product, it's just price versus performance.
Watch an "oldie but goodie" on what HIP is.
DG: As far as why people want to do the HIPing, I guess, primarily, it's an elimination of, let's say, defects or inclusions or whatever, either cast parts or powder metal parts, you're increasing fatigue strength, and things of that sort.
Are there any other major reasons why people want to HIP?
CO: Well, there are some things you can't make other ways. In other words, it's like water and oil, you can't mix them very well and some metals you can't melt them and just make a molten bucket and pour it. In HIP, since you're starting with powders that are solid, you can blend things like graphite powder and steel. You couldn't blend them very well in a molten state, but in here, you can. And, you can squeeze it to solid, you can get interlocking and bonding and diffusion bonding materials that you couldn't otherwise. So, you can make things you couldn't make any other way.
Also, you can eliminate machining. For instance, you're making a titanium fitting that has a lot of holes on the inside, it might even be curved and really hard to drill, but you can lay it up and do powder metallurgy around it and make shapes that you couldn't make otherwise. A lot of parts are pressed and sintered for years, for instance, for transmissions. Something like that is real easy because it's a small disc and it's not very long. But, if you're trying to make a real long part that is a strange shape, you can't just press and sinter it. You can do it from HIPing. You can do big shapes that you couldn't get enough force on or you can't fit into a press dye. You can do big shapes that you couldn't get enough force on or you can't fit into a press dye. It opens up a lot of options. A missile nose cone, for instance. There is just almost no way to press and sinter a cone, but with HIPing you can make that shape and you can make it very uniform. There's really no other way to do it.
DG: I think that is one of the benefits of HIPing, from what I understand, it is absolutely equal pressure on all parts when you increase the pressure. It's not like you're only pushing on one part, like with a forge press, or something like that – equal pressure all round.
CO: Yes. And it gives you uniform density throughout the part, which is very difficult.
DG: HIPing is primarily used on castings, powder metal and things of that sort, helps us get a very clean part, if you will, to eliminate inclusions, and minimize the porosity.
You may have mentioned this before, but the actual history of HIPing. It started at Battelle?
CO: It started at Battelle [Memorial Institute], I think in '55 or '56. Again, for the nuclear fuel rods for cladding of the fuel rod. Four people were involved in the patent, two of them, Ed Hodge and Stan Paprocki, "the two others on the patent were Henry Saller and Russell Dayton" I worked for both of them over my years. It grew out of Battelle and then in 1975 is when my father and Mike Conaway left and formed Conaway Pressure Systems. That was kind of like the beginning of the commercialization of it. There were some other companies, like Autoclave Engineers, that were building high pressure equipment, but they weren't really offering packaged HIP units. Conaway Pressure, CPSI we called it, was really the origination of commercial HIPs as we know it.
DG: You hit on this a little bit, but I want to make sure that we're clear on it. You mentioned the industries that are using it, but let's just review that real quickly, and maybe if you can give any example of parts. You said, they've got to be higher value parts because the process is expensive, so we're looking at aerospace, medical and that type of thing. What primarily, at least in those two industries, and other industries if you want to list, are the parts being run?
We’re seeing a lot of application now in ceramics. We see pump plungers and ceramic bearings. Here, at AIP, we do a lot of military work for armor, boron carbides, spinell (21:03), things that are really hard, ceramics. . . You want them perfect because if they have a defect in it, that’s a starting point for a crack. A lot of brakes for jets and fighter jets.
CO: A lot of extruder barrels. What happens is you can use a solid steel chunk of metal for the barrel portion but then you can HIP or diffusion-bond powders on the inside of that barrel that might be very expensive. If you're doing something like a crane or something where the teeth are outside, you can weld on. A lot of times they'll weld on hard brittle materials that help you dig things with a digger. But on an extruder barrel, it's on the inside, it's internal; it's very hard to coat down on the inside. So, we can actually bond those powders to the inside of extruder barrels.
Another big application is sputtering targets. I don't know if you're familiar with sputtering targets, but they're basically sacrificial material that you plate onto other materials. The target is just something that is being hit with an electron beam inside a vacuum furnace. It creates a vapor and by charging the different particles you can attract them and plate things out. All of your mirrored windows, all of your hard drives, all of your CDs and DVDs, when you see that mirrored finish on there, that is a sputtered coating and those coatings come from these things we call targets. What happens is, if say, you're doing a chromium target, at the end, if you try to molten cast it, if you had a bath or a melt of chromium, it would get oxides in it and be terrible. But, you can make very pure powders. That's one of the good things about HIPing is they can make very pure powders by blowing argon through a stream and it makes nice pure powder. Then, we can put it in and squeeze it into a solid billet and make a target which then can be evaporated in the vacuum chamber for coating.
We're seeing a lot of application now in ceramics. We see pump plungers and ceramic bearings. Here, at AIP, we do a lot of military work for armor, boron carbides, spinell (21:03), things that are really hard, ceramics. . . You want them perfect because if they have a defect in it, that's a starting point for a crack. A lot of brakes for jets and fighter jets.
We have a process inside the HIP that we call carbon-carbon impregnation. We take pressure and we push the carbon into the 3D woven graphite fibers and make brakes and nose cones. Other materials like beryllium, it's very hard to make beryllium and machine it because it's kind of dangerous, and so forth. Again, they take powders and the HIP the beryllium to make things like space mirrors and other jet parts.
Now, we've got into more things like teeth and braces are being done with ceramics- new transparent braces made out of aluminum and different materials, zirconia caps for your teeth. Again, if you don't HIP them and they've got a defect in it, it will be like a plate when you drop it. But, if you get rid of that defect, now you've got something harder than steel. On the other end we're doing jewelry such as gold and platinum rings. The benefit there is you don't have porosity. If you have porosity, it's like trying to sand a sponge and you can never find a nice perfect surface. But if you've got rid of that and the sponge is now hard, then you can polish it and you're not taking off any material.
It hasn't really happened too much, but we're seeing rumblings on phone cases. A lot of those have been metal in the past, but now they want to do the magnetic charging and it doesn't work real well.
DG: It's got to be glass of some sort, right?
CO: Yes. We're competing with Gorilla Glass. Some companies are looking at transferring that to zirconia. The iPhone watch, or iWatch, they were making it in zirconia, and that's one of the applications and things like that. Ceramic rings, ceramic knives, ceramic scissors – they're all being HIPed.
On the diffusion front, like the vacuum plates for the fusion reactor, like ITER, they can bond copper to tungsten and different things. You couldn't really weld them, because if you try to weld tungsten, it gets real brittle and cracks, but you can diffusion bond materials and you can do things you couldn't do otherwise.
DG: Those are great examples, and I think that gives folks enough. Are there any other examples that jump to your mind that you think people ought to know about, or is that it?
CO: The big one right now is 3-D printing. There is a lot of interest in 3-D body parts, titanium, stents, spines, implants for teeth and screws. Just about anything you can put in 3-D, they're trying to print. The problem with 3-D is, it's not perfect yet. Maybe in 10 years it will be perfect, but they're making imperfect parts when they print them. If you put them in the HIP and squeeze on it, not you've got a pretty much perfect dense part that's bonded better, stronger, improved properties.
It also allows you to print faster, so maybe you'll want to print an imperfect part, but you can just print twice as fast, so you increase the range between the particle and speed up your process. Again, price versus performance. You look at what the benefits of the two ways are.
DG: I've got a question. In heat treating, a lot of times after heating, you have to worry about dimensional change of the part, right? So, I'm thinking to myself, you've got a cast part with some innate porosity and you put it in a HIPing unit. Do you have to compensate, or do you have to be careful about dimensional change, most notably, I would think, with pressure shrinkage of the part?
CO: Very little because it's isostatic and we're talking about micro macro small porosity. If you had a 1 inch hole in the center and you were squeezing that out, you might give it up, but microscopic particle size is really not that much. Now, in the powder metallurgy, we say it's isostatic but then you do have some of the stresses in the container that you put around it. You might see some distortion at the corners where you welded a container, and so forth. But, there's good software out there, there's good programming and things and a lot of empirical data. People can pretty much design to shape within a couple millimeters.
DG: You mentioned this earlier, but the gas that's used is predominantly argon, because it's a heavy gas?
CO: The reason we use argon is the furnaces we use can't run in air or oxygen. We have a choice of nitrogen or argon, the two commercial grade gases. Nitrogen also embrittles materials like molybdenum. It tears up our furnaces, so argon is the preferred choice. Also, it has poor thermal conductivity which is good for the insulating portion of the HIP unit and when you get it dense enough then it does conduct good enough that it works for the part. It's the all around cleanest, best gas but it's an inexpensive gas. We do use nitrogen on some things. A lot of ceramics like silicon nitride we'll use nitrogen, for different reasons.
One of the biggest issues right now is we see a lot of interest in oxide ceramics. I've got many customers that want us to build a real high temperature oxygen furnace and we're real close to issuing that. What it will allow is to actually sinter in the HIP unit at high temperatures under partial oxygen which hasn't been done yet.
DG: Let's change gears just a little bit. You actually have two sister companies. I want to ask you two questions and you can incorporate information about those sister companies with this: One, why would a company want to outsource a HIPing process? And, two, on the flip side of that, why would a company want to purchase their own HIPing equipment and do it in-house? Maybe you can address both of those, because you've got experience on both sides, based on your sister companies.
CO: The outsourcing is really easy. If you've only got one part to HIP, you're not going to buy a HIPing unit. It's quantity versus can you support the operation of the HIP unit. And, you've got to do it profitably. You've got to do everything profitably or you're not going to do anything. You've got to look at the capital equipment cost and the space. Maybe you don't have space in your building or you don't want to build a new building, or, maybe you just don't have the people that have the knowledge in HIPing and you don't want to hire and train a maintenance crew, and so forth. Even some big companies like Pratt &Whitney and Wyam-Gordon both owned massive HIP units at one time and they decided it was cheaper to sell the HIP unit to Bodycote and then outsource it.
Sometimes economics may play in there, but sometimes maybe you want to have in-house sourcing. Maybe your part is so heavy, you can't afford to ship it. Then, you look at that and say you might want to have your own HIP for that reason, or you've got so many parts, you just can't afford to box them all, ship them out and bring them back. So, there are reasons why you'd want to own your own HIP unit.
DG: You've got sister companies that do the service, right? AIP, American Isostatic Presses, the company that you're with specifically, they build the units. But you've got sister company that actually does the service. Tell us about them a little bit.
CO: When we started out, we were just going to build HIP units and we were selling to a lot of the toll companies and we still do. But, around 2004, after the economic downturn of 2001, we decided we would get into building our own pressure vessels. We hired an engineer, Dan Taylor from Hydropack, and started building pressure vessels because we thought we could do it better. Then we were looking at toll. A lot of people would come to use and say they were not happy with turnaround or other things and they asked if we could help them toll HIP? We kind of got drug into it. We didn't, again, want to step on our customer's toes, so we came out with a different name and sort of hid behind that a little bit and didn't really even market it for a long time. But then again we kept getting dragged in, so we opened another plant and now, this last year, we opened another one. I've never seen a toll HIP company go out of business yet or lose money. Equipment building is up and down, you're riding the waves. It helped us flatten the curve a little bit. It flattened out the cash flow curve and it helped us a lot. Our competitors weren't doing it. They still aren't really doing it like we're doing it. The original name was Isostatic Pressing Services (IPS), then when we did our plant in Oregon, we called it ITS, Isostatic Toll Services. The family wanted to have different names and different people involved and there are different investors. It's AIP, basically, but there are other family members in the Persaud family. In Spain, the big one we opened last year, it kept the ITS name, but there are five players in that one, so we're one of the players.
DG: So, the sister companies have Toll Services, I know one in Oregon. And one in Ohio?
CO: The other is in Mississippi and then one in Spain. The Ohio one is under the AIP name. Basically, what we do in Ohio is we do more research. We, again, are expanding here in Columbus. We are getting ready to build again and we'll start heading a little more into the production toll. We've got a couple customers that are, again, pulling us that way. But, right now, Columbus has 5 HIP units, up to abut 500 mm in diameter. Most of it is high temperature. In Columbus, we concentrate on 2000 C. All of our other plants are doing production work which is medical implants and turbine type parts and those are all 1225 C roughly.
DG: Let's talk about some of the more latest advances, some of the newer things that are coming onto the scene. You mentioned one, I know, and that was the ceramic oxides. Let's talk about that a little bit more, and also, are there any other advances in the HIPing world that we should know about.
CO: I've been in it from almost day one, and it hasn't changed much. If you look at HIP from 40 years ago and today, they'd look the same. We still use the same valves and fittings. The big thing that has changed is computer control. AIP was one of the very first, I won't say the first because, again, back at Battelle in 1973, they had a Foxboro PDP that was in the whole room and had tape reels in it. I remember seeing it run a HIP unit, you'd type in STOP and START. It was like a movie.
Around '93 or '94, AIP branched into computer control pretty hard and we've kind of led since then. It allows us to do a lot of things, number one is that we can run it remotely. So, in Mississippi, we actually run our plant from Columbus. They load it and we take it over here. Our guys here in Columbus, they run our units all night by staying at home and watching them. Computers really help us there. As for service, we were able to get on the computer and look at a piece of gear in Singapore and fix it. That's the thing that really helped us.
"Where we're advancing things is in furnace technology for high temperatures, getting these furnaces to last longer, making them more reliable. . . We're trying to hit the everyday guy and make him profitable, get parts in and parts out."
Where we're advancing things is in furnace technology for high temperatures, getting these furnaces to last longer, making them more reliable. That's kind of one of the keys because, again, with costs and the economics of HIP is you want not to have to be repairing it and replacing things all the time. That's what we concentrate on. We don't try to push the edge. I think some of our competitors really try to push the edge and do things that may or may not be beneficial or even needed, but they're just trying to push the edge of things. We're not. We're trying to hit the everyday guy and make him profitable, get parts in and parts out.
As far as the oxygen, that's because ceramics has been coming for a long time and it's still coming. It's just never really taken off yet, but sooner or later it has to because they're higher temperature, stronger materials in steels, it's just we are competing against forgings and we re competing against casting companies. That's kind of the whole thing with all the HIP companies. There are basically only four main players in the world. We are all kind of small. We all kind of try to work together as much as we can and we all make good equipment to try to advance HIPing technology. More than beating up on each other, we try to beat up on the forging companies and the casting companies. We want to take their business.
In the research here, a lot of what we're doing is trying to work on the higher temperatures and higher pressures. If you can go to higher pressure, you can drop the temperature which then minimizes grain growth. In many materials, that improves either clarity of the material, if it's a transparent ceramic, or it can improve the strength of a steel because you have better interlocking between small particles. We're trying to do a lot more in high pressure, high temperature than some of the other companies. A lot of the companies are just in the metals only; they really focus on that. We're doing some really odd things here. We do stuff that nobody else wants to fool with.
DG: And you have fun while you do it! I'm curious, just from my own purposes. I envision these things as kind of like bell furnaces, a cylinder. Is that true? And, how big, on average, is a HIP unit? What's the work zone dimensions, let's say?
CO: They start with our smallest one which is about the size of a desk and it has a work zone of about 3 inches x 4 inches. We can build a little bit smaller, but economy-wise, we just built that one small model and that is the smallest that anyone uses. It's the size you need for a tensile bar. Just about every university and lab has an AIP small unit. Then, they can go up to massive units. The large one in Japan that Quintus built is 82 inch hot zone. That's a big diameter. They're talking about a 100 inch or 110 inch hot zone.
DG: That's diameter. How tall was it?
CO: 3 meters. Some people are looking at 4 meters or even longer. I've been told that the Army said if you can put a whole tank in one, they'd do it. One of the drivers there is turbine blades. As the blades get bigger, like on jet engines, your turbo fan is the outer blades and so forth, those big shrouds as they get bigger, the gas economy gets better, so they would like to build massive engines and they would like some of those parts HIPed. They want really big HIP units. Another one is in nuclear reactors for small modular nuclear power. They'd like to replace some forgings and if they could do it with powder metallurgy lids, and so forth, and those need a 3mm diameter HIP unit. The majority of the work is in the 1 meter range.
Canada’s Burloak Technologies will use hot isostatic press (HIP) technologies to push the limits of additive manufacturing (AM) to deliver new levels of mechanical performance and strength properties in parts for mission-critical applications. Providing rapid cooling under pressure will minimize thermal distortion and non-uniform grain growth in components, producing finished parts with optimal material properties and allowing Burloak to significantly increase production.
Peter Adams Founder and Chief Innovation Officer Burloak
As a full-service additive manufacturer, Burloak works with innovative companies in the space, aerospace, automotive, and industrial markets to rapidly transition their most challenging part designs to be additively manufactured at scale. The High Pressure Heat Treatment™ (HPHT™) capability of the new QIH 60 M URC™ HIP from Quintus Technologies facilitates this rapid transition. Combining high pressure, heat treatment, and cooling in a single process makes it possible to remove several operations from the AM production line, generating significant savings in both cost and time. Additionally, the press’s highly customizable cooling cycle can be programmed to stop at a specific temperature while maintaining the desired pressure set point.
The press's capability to rapidly cool under pressure, "is critical for Burloak as a full-service supplier for all customers, and, in particular, for the development of high-strength flight components," comments Peter Adams, founder and Chief Innovation Officer at Burloak. "Without this in-house capability, outsourcing this process would slow down our project timelines, add complexity to our processes, and risk damaging critical customer components as they would need to be shipped internationally."
The model QIH 60 press features a hot zone of 16.14 x 39.37 inches (410 x 1,000 mm), an area large enough to process any component printed on most powder bed machines, Mr. Adams notes. It operates at a maximum temperature of 2,552°F (1,400°C) and maximum pressure of 207 MPa (30,000 psi).
"We are very pleased to be chosen as their strategic partner in furthering the development of additive manufacturing," says Jan Söderström, CEO of Quintus Technologies, "and we look forward to sharing our applications expertise through our Quintus Care program."
Pulse plasma nitriding systems deliver uniform case-hardening and increased speed of processing when treating high wear parts.
Did you think purple was just a fashion statement? Explore the advantages, applications, and future of advanced pulse plasma nitriding in this Technical Tuesday.Heat TreatTodayhopes you enjoy this original content piece by technical writer Jeff Elliott in cooperation with PVA TePla.
Jeff Elliott Technical Writer Source: Jeff Elliott
When case-hardening the surface of steel, or steel alloy parts, commonly used in the transportation industry, such as gears, crank pins, dies, camshafts, the options have traditionally included one-of-three processes: carburizing, salt-bath nitrocarburizing and gas nitriding. Each process has advantages and disadvantages, but those seeking more precise control of the diffusion layer formation, depth of case hardening, and preservation of component dimensions are increasingly turning to plasma nitriding.
Although pulse plasma has been utilized for decades, advanced pulse plasma nitriding offers absolute control of the DC (direct current) pulsing signal. In addition, improved chamber design and construction allow for more precise temperature control and uniform distribution of the heat zone throughout the hot-wall chamber. The result is extremely consistent and uniform nitriding batch-to-batch and part-to-part, with less gas consumption.
“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum,” says Thomas Palamides, senior product and sales manager at PVA TePla America.
In addition, commercial heat treat shops and high-volume part producers can now select from multiple system configurations that offer flexibility, efficiency, repeatability, and throughput optimization. As a result, global manufacturers in machined parts, tool design, die forming, die cutting, medical device manufacturing, additive manufacturing, electric vehicles, trains, electric generators, and land-based power systems are now leveraging these systems to run a cleaner, more efficient operation.
Pulse Plasma Nitriding Advantages
For steel and steel alloys, case-hardening can be achieved by carburizing, nitriding, cyaniding, or carbonitriding. Although carburizing is a traditional approach, the part has to be raised above the A3 temperature (727°C or 1341°F) on the Iron-Carbon diagram, usually in the temperature range of 900-930°C (1652-1706°F) or higher. Since the solubility of carbon is higher in the austenitic state, than the ferritic state, a fully austenitic state is required for carburizing.
Along with the high temperatures and time-at-temperature associated with carburizing, parts can be distorted. Depending on the part, and its geometric tolerances, limited machining may also be required.
An alternative to carburizing is nitriding, a lower-temperature, time-dependent, thermo-chemical process used to diffuse nitrogen into the surface of metal.
Superior controls for the DC pulsing signal and improved chamber design allow for more precise temperature control. Source: Jeff Elliott
One method is salt bath nitriding. In this process, liquid immersion is required, and is typically conducted at 550 to 570°C (1022 to 1058°F). The source of nitrogen is a nitrogen-containing salt, such as sodium cyanide, often greater than 50% in concentration. However, with salt bath nitriding, post-bath cleaning is required to remove the residual cyanide-based treatment. In addition, there are disposal costs for salt and washing , also known as sodium hydroxide, environmental handling costs, as well as safety and operational liabilities.
Gas nitriding (500oC or 932°F) and gas nitrocarburizing (540-580oC or 1004-1076°F) are universally accepted procedures, and typically require a high concentration of ammonia (NH3), and a high amount of carrier gas flow (normal pressure process) compared with pulse plasma nitriding. The elemental nitrogen gas constituent diffuses into iron and forms hard nitrides. Because of the reduced temperature compared to carburizing, no quenching is necessary, and therefore the chance for distortion and cracking are lower.
Several disadvantages of gas nitriding are that it requires the use of flammable gases like ammonia, and high gas consumption compared to pulse plasma. Gas nitriding is also not able to treat rust- and acid-resistant steels (i.e. stainless steels with greater than 12% Cr content) due to the impenetrable layer of the protective surface oxide layer. Where as the energized pulsed plasma signal, during heat up, allows for the dissolution, or breakdown, of this thin protective layer, in effect cleaning the surface, allowing atomic nitrogen to penetrate.
With recent advancements in pulse plasma nitriding, however, a new level of precision and control is possible which results in uniform and consistent case hardening. Together with the advantages of using environmentally friendly gases only – in contrast to the use of ammonia in gas nitriding – plasma-based nitriding has become a focal point for additional innovations and a requirement for those that seek a more environmentally and safe solution.
In pulse plasma nitriding, parts are loaded into a heated vacuum chamber. After evacuating the chamber to a working pressure of 50 to 400 Pa, on a supporting fixture, to be covered by a bell chamber. The chamber is evacuated to below 10 Pa (7.5 x 10-2 Torr) prior to heating and a pulsating DC voltage of several hundred volts is applied between the charge (cathode) and the chamber wall (anode). The process gas in the chamber is then ionized and becomes electrically conducting. For this type of process, nitrogen and hydrogen gas mixtures and gases with carbon additions, like methane are often utilized.
Depending on treatment time and temperature, nitrogen atoms diffuse into the outer zone of components and form a diffusion zone. This can be is atomic nitrogen, dissolved in the iron lattice, as well as in the form of included nitrate deposition.
With recent advancements in pulse plasma nitriding, a new level of precision and control is possible. Source: Jeff Elliott
Adding further precision, innovators in advanced pulse plasma have discovered methods to optimize the process through better control of the pulses. In the PulsPlasma® process developed by PVA TePla AG Industrial Vacuum Systems, for example, a precision regulated gas mixture of nitrogen, hydrogen, and carbon-based methane is used. A pulsating DC voltage signal of several hundred volts is delivered in less than 10 microseconds per pulse to ionize the gas. This serves to maximize the time between pulses for superior temperature control throughout the chamber.
“If you have a temperature variance of plus-minus 10 degrees within a batch, you will get completely different treatment results,” says Dietmar Voigtländer, sales manager at PlaTeG – Product Group with PVA Industry Vacuum Systems (IVS), Wettenberg, Germany, the manufacturer of PulsPlasma nitriding systems. “However, by controlling the pulse current by means of an exact pulse on and off time management, the overall temperature can be precisely managed with a uniform distribution, from top to bottom, throughout the hot wall chamber.”
A unique feature with this approach is that the system can be switched on to a stable glow discharge at room temperature. Most systems cannot do this because the generators do not supply stable plasma. To compensate, those systems must first be heated to 300-350°C (572-662°F) before plasma can be applied, adding time to the process.
[blocktext align="left"]“The benefits are more precise control of the diffusion layers, and its broader appeal to heat treat more diverse materials, beyond steel, that include titanium, stainless steel, and even aluminum." -Thomas Palamides, PVA TePla America.[/blocktext]Even the materials of construction used to manufacture the nitriding systems furnace itself have been optimized. In all systems, PlaTeG uses insulative materials developed in the aerospace industry to create a furnace wall as thin as 40 millimeters, compared to the industry standard of 150 millimeters. With less wall mass, the furnace requires less energy and time to heat, while still protecting workers that may accidentally touch the outside of the chamber.
With better overall control, advanced pulse nitriding furnaces offer multiple heating and cooling zones with each controlled by its own thermocouple. “This will create a very uniform temperature distribution within plus or minus 5 degrees Celsius (9 degrees Fahrenheit) from the bottom to the top of the furnace,” said Voigtländer.
Uniformity of temperature within a chamber pays a dividend beyond the consistency of nitriding results. With an even temperature throughout the chamber, the entire space is available for loading components which effectively increases the chamber’s capacity.
Stainless Steel – a Softer Steel
One of the key advantages of pulse plasma nitriding is that it is more suited to heat treating of high alloy materials such as stainless steel. When working with steels that have a higher chromium content, liquid nitriding can react with chromium and other elements, resulting in a loss of corrosion resistance.
Stainless steel has a natural passivation layer of chromium oxide, which inhibits corrosion. To bring nitrogen into the material, the chromium oxide layer must first be removed. With gas nitriding, removal of the passivation layer requires the application of a special gas chemistry, stainless steels can also be nitrided in salt baths, but only with a sacrifice of some level of corrosion resistance.
In the case of PulsPlasma nitriding, the treatment is applied directly through controlled ionic bombardment of the surface. By choosing a nitriding temperature below 450°C (or 842°F), and with exact control of the gas mixture, the material surface can be treated without reducing the corrosion resistance of the material.
Dies, Stamping & Injection Molds – a Harder Steel
Today, various molds and dies are used to shape everything from plastic bottles, to automobile quarter panels, to extruded wire, to metal injection molded (MIM) parts. Depending on the intricacy of the mold and die, it can cost a customer hundreds of thousands of dollars to fabricate. Customers require die longevity, while maintaining part tolerance, throughout the life of the die to ensure return-on-investment (ROI).
Despite being made of hardened steel, however, injecting melted resins at high temperatures and pressure into cavities over thousands of cycles begins to wear away and erode die edges, cavities, and moving components. Even the thermoplastic material can be abrasive, acting like sandpaper or leaving residue that wears down the surface. With the ever-increasing utilization of even more abrasive material, in the form of long glass and composite fibers, the amount of abrasion and friction within molds is increasing.
According to Voigtländer, pulse plasma nitriding is an ideal solution both to protect molds against damage and corrosion, but also because the diffusion of nitrogen increases the lubricity of the surface, facilitating quick removal of parts. “The diffusion of the nitrogen into the mold surface," he explains, "increases the fatigue strength of the material. In doing so, you can protect the surface against scratches… and increase the lifetime of the mold or die."
Sintered Parts
Pulse plasma nitriding also represents a strong option for sintered, or sinter hot isostatic pressing (HIP) components manufactured though additive manufacturing.
Salt baths have historically been used to nitride sintered components. However, the process of immersing components in molten salt makes it very difficult to remove the salt from open surface porosity. When gas nitriding is used, the nitriding atmosphere permeates all open pores resulting in the entire component, the surface, and the core, being completely nitrided.
“With pulse plasma nitriding, the atmosphere goes through the pores and only the surface area is affected, leaving the core or base material soft,” said PVA’s Voigtländer. “Most designers prefer having a wear-resistant surface with a soft, elastic core.”
Increased Production Throughput
Nitriding is a batch process. Innovation in furnace design, through an optimized mechanical operation, can increase efficiency and increase production capacity. While the actual time for nitriding does not change, efficient loading and unloading scenarios plays an important part. The PlaTeG plant design can use any one of a Mono, Shuttle or Tandem footprint, to manage throughput, resources, and operations costs.
As a batch process, nitriding typically requires waiting for the prior batch to be treated, cooled, and unloaded before a new batch can be started. Shuttle and tandem extensions are now available to streamline the batch process.
Multiple system configurations can offer flexibility, efficiency, repeatability, and throughput optimization. Source: Jeff Elliott
With a shuttle extension, an additional vacuum chamber bottom may be added to a furnace. During a running nitriding process, the unloading of an earlier batch and the loading/preparing of a subsequent batch on the second vacuum chamber is possible. The cycle time therefore for two consecutive batches is reduced because of the overlapping of the time for unloading/loading of a vacuum chamber with the treatment time of the running process.
With a tandem extension there are two complete vacuum chambers which are operated alternately by the vacuum pumps, the process gas supply, the plasma generator and the control unit of the system. In situations such as unmanned weekend operations, an automatic process can be started and controlled for both batches in succession. With this type of operational structure, “it is possible to increase overall nitriding capacity by 30-60% annually,” according to Voigtländer.
Because plasma nitriding uses environmentally friendly nitrogen and hydrogen, the furnaces can be collocated with the machining of components without requiring a separate room. Moreover, the pulse plasma nitriding systems produce no polluting gases. This makes nitriding more efficient as part of an overall manufacturing process as an operator can locate the furnaces beside their drilling machines.
Pulse plasma offers significantly more precision in nitriding through the control of the mixture of gases, the controllability of glow discharge intervals, the design of the Pulsed signal, and the use of a highly insulated hot wall nitride furnace. Together with innovations in the design of the furnaces to streamline batch management in nitriding operations, manufacturers who depend on nitriding components can benefit from greater uniformity of results, better-protected materials, and increased throughput.
About the Author: Jeff Elliott is a Torrance, California-based technical writer. He has researched and written about industrial technologies and issues for the past 20 years. He wrote this article in cooperation with PVA TePla.
Magnus Ahlfors Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies AB
Chad Beamer Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies LLC
I’m sure we all know someone, or you may be that someone, who has had a knee or hip replacement. It seems to be commonplace today to have reconstructive joint replacement.
In this Technical Tuesday article by Magnus Ahlfors, Applications Engineer and Chad Beamer, Applications Engineer both in Hot and Cold Isostatic Pressing at Quintus Technologies LLC, explore new developments within hot isostatic pressing (HIP) that can offer opportunities to improve the performance and quality of the implant, while cutting production costs and lead times.
This Original Content article will be released in the upcoming Heat Treat Today Medical and Energy magazine this December 2020. Check here after December 14, 2020 to look at the digital edition.
Introduction
The development of new production technologies over recent years has brought a range of possibilities to manufacturers of orthopaedic
implants for reconstructive joint replacement. Old truths have been challenged, and new ways to increase product performance, quality and cost efficiency introduced. Additive manufacturing (AM) is one of the technologies that have added new flexibility and value in implant manufacturing and is now an important manufacturing method for orthopaedic implants. Perhaps less known is the development within equipment for hot isostatic pressing (HIP) that offers great opportunities to improve the performance and quality of the implant, while cutting production costs and lead times.
Hot Isostatic Pressing of Orthopaedic Implants
Orthopaedic implants are commonly manufactured by casting and additive manufacturing. Metal injection moulding (MIM) is also widely used for dental implants. Implants manufactured by these technologies will contain internal defects such as shrinkage and gas porosity, lack of-fusion between layers and residual porosity after sintering. These internal defects will act as stress concentrations and crack initiation points in the material, which will negatively influence the material properties.
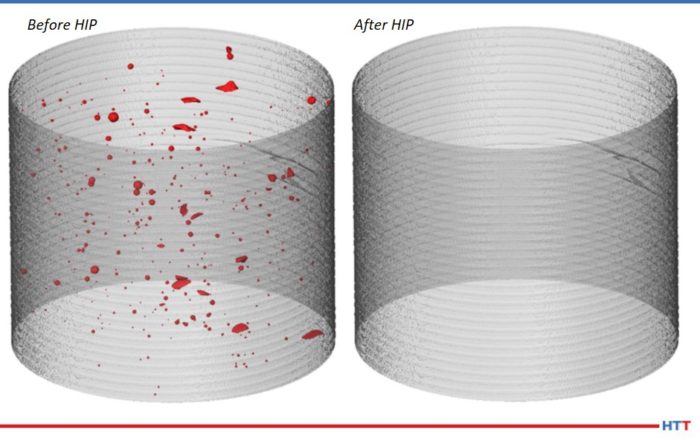
Figure 1. Defect elimination by HIP for E-PBF Ti-6Al-4V [8] (Photo source: Quintus Technologies)Hot isostatic pressing uses a high isostatic gas pressure, up to 207 MPa (30,000 psi), and elevated temperature, up to 3632°F (2000°C), to eliminate these internal defects and achieve a 100% dense material. The elimination of defects results in improved fatigue properties, ductility, and fracture toughness.1-7 For this reason, HIP is widely used for orthopaedic implants like hip, knee, spine, ankle, wrist as well as dental implants to ensure quality and performance and prevent early failure of the implant inside the patient. Common materials are cobalt-chrome alloys like ASTM F75, titanium alloy Ti-6AL-4V, and stainless steel 316L. The densification by HIP for additive manufactured (E-PBF) Ti-6Al-4V is shown in Figure 1 where a printed coupon has been analyzed with X-CT before and after HIP.
New Possibilities with Additive Manufacturing
Developments within additive manufacturing of metal parts have opened up possibilities for patient-specific orthopaedic implants where the implant is tailor-made based on X-ray imaging of the patient for a perfect fit. AM makes patient-specific implants economically viable since there is no tooling such as casting moulds or forging dies; therefore, it is easy to make new unique designs without adding significant cost and lead time to the production process.
Patient-specific implants offer many benefits to the patients and doctors, including better fit to the existing bone structures, shorter surgery times, faster recovery times, and less risk of implant loosening inside the patient.9 The demand for patient-matched implants produced by AM is growing steadily and is predicted to accelerate as production costs are coming down. A fundamental change with personalized implants is that there is no possibility for the healthcare system to stock implants since every implant is unique and made to order. This results in shorter lead times in getting the implant made, which is very important because that is also the wait time for the patient. Minimizing the lead time for the different steps in the manufacturing process, including HIP and heat treatment, is a huge driver.
Optimized HIP and Heat Treatment for AM
The nature of the additive manufacturing process is quite different from conventional casting and forging manufacturing resulting in different microstructures in the as-manufactured condition. For example, the solidification and cooling rates in powder bed fusion (PBF) are several thousand degrees per second, while the casting rate can be a few degrees per minute resulting in microstructural differences even for the same alloy. Despite the differences, most HIP and heat treatment protocols used for AM parts today are developed for cast and wrought material and might not be optimal for AM material. One reason is that these traditional standard HIP protocols are often the only option available in industry today, like at a HIP service provider.
Figure 2. Quintus® QIH48 HIP system (Photo source: Quintus Technologies)
Studies have shown that there is potential to achieve significant improvements in material properties when optimizing the HIP process specifically to AM material. One example is presented in Optimizing HIP and Printing Parameters for EBM Ti-6Al-4V, HIP1710 where an optimized HIP cycle for E-PBF Ti-6Al-4V was investigated as an alternative to the traditional cycle used in industry today of 1688°F, 14.5 ksi (920°C, 100 MPa) and 2 hours soak time. In this study it was found that a modified HIP cycle with lower temperature and higher pressure gave significantly higher yield and tensile strength with retained ductility compared to the traditional HIP cycle. A similar study presented in Evaluation of HIP-Parameter Effects on AM Titanium Ti-6Al-4V 11 shows that that the modified HIP cycle with lower temperature and higher pressure also leads to improved fatigue properties compared to material treated with the traditional HIP cycle for L-PBF Ti-6Al-4V.
A New Era of HIP Equipment
A lot of developments and improvements have been made within equipment for hot isostatic pressing in recent years. A modern HIP system today is space and cost effective and easy to operate and maintain. Quintus Technologies offers HIP systems in a variety of different sizes suitable for a wide range of production volumes. Such product offerings enable the appropriate fit for many business cases.
One important innovation within HIP technology is the rapid cooling capability available in Quintus® HIP systems (Figure 2). The high cooling rates are achieved by a forced convection cooling of the highly pressurized argon gas in the HIP process with a maximum cooling rate up to 7200°F/min (4000°C/min).
Rapid cooling significantly shortens the HIP cycle time since the cooling segment of the cycle takes minutes instead of several hours as compared to a conventional HIP system. This makes the modern HIP system very productive with a lower initial capital expenditure because smaller HIP units can handle higher throughput.
Combining HIP and Heat Treatment
Fast cooling and quenching directly in the HIP system also make it possible to perform many conventional heat treatments for metals, allowing for integrated heat treatment with the HIP cycle.
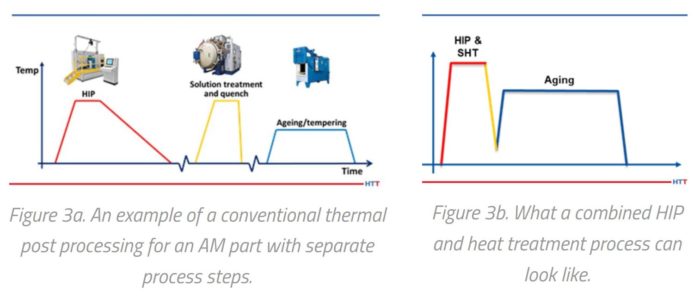
The main purpose in combining HIP and heat treatment is to eliminate process steps to achieve a shorter and more cost-effective post processing. In Figure 3a, a schematic visualization shows how conventional thermal post processing for a cast, AM or MIM implant, could look when the thermal treatments are performed separately. These steps are often performed in different equipment and sometimes even at different physical sites.
The possibility to do rapid cooling and quenching in the HIP system enables the combination of the HIP and solutionizing step to be performed at the same time in the HIP furnace. Other potential steps such as stress relief, aging, or tempering can also be incorporated into the HIP cycle. In Figure 3b, a potential combined post processing route is shown for the same case as shown in Figure 3a.
When more process steps can be included into the HIP cycle, the total processing and production lead time is reduced. The transfer operations between different steps, for example, from the HIP to a vacuum furnace, are also eliminated saving time and cost. Another benefit is that energy consumption can be reduced by running the combined process, since the parts don’t have to be heated up and cooled down as many times. When combining the HIP and solutionizing step, as seen in Figure 3b, the time at the elevated temperature for the implants can be significantly reduced; that means that potential grain growth during the post processing can be minimized, which is often desired.
HIP and Heat Treatment of CoCr ASTM F75
A good example for combined HIP and heat treatment is cobalt chrome alloy ASTM F75, which is a common material for orthopaedic implants. This material is prone to form carbides during the processing that have a detrimental effect on the mechanical properties.12 The standard HIP cycle for this material is 2192°F, 14.5 ksi (1200°C, 100 MPa) with 4 hours soak time, and at these conditions the carbides will dissolve. However, the carbides will form again during the cool down from the HIP temperature unless the cooling is done fast enough to prevent reprecipitation. The minimum cooling rate required to avoid precipitation of carbides during the cool down is around 360°F/min (200°C/min), according to standard ASTM F3301-18.
Since conventional HIP systems without rapid cooling capabilities will cool much slower than 360°F/min (200°C/min), the material will contain these detrimental carbides after HIP. To correct this, a homogenization or solution anneal treatment is added after the HIP step. Treatment parameters typically consist of a soak at 2192-2246°F (1200-1230°C) for 4 hours in a vacuum furnace where the minimum cooling rate can be achieved. Therefore, the parts are moved to a different type of furnace and heated up to the same temperature and soak time as the HIP process with the sole purpose to achieve a high enough cooling rate to obtain the desired microstructure and properties.
Thanks to the rapid cooling in a modern Quintus® HIP system, ASTM F75 components instead can be cooled directly in the HIP system at a high enough rate to avoid carbide formation and thereby completely eliminating the need for a separate homogenization/solution treatment. The result is that only one thermal treatment is needed instead of two, one piece of equipment needed instead of two, and the material will spend 4 hours at elevated temperature instead of 8 hours, which is beneficial. This is applicable on both cast and AM implants as well as MIM.
Figure 4. Size of femoral knee implant used for case study (Photo source: Quintus Technologies)
The Productivity of a Modern HIP System
The rapid cooling capability of these systems lead to a significant reduction in the HIP cycle time and thus, improved productivity of the production chain. To demonstrate the high capacity of these HIP systems, a production case is presented below where two Quintus® HIP systems, the QIH15L and the QIH48, have been compared.
For this case study, a femoral knee implant made of ASTM F75 has been chosen. The size of the implant can be seen in Figure 4 represented by a cylinder. It is assumed that the implants are not allowed to be in contact with each other during the HIP cycle, so it calculates how many cylinders can fit in each furnace, making the calculation conservative. The HIP parameters for this case are 2192°F, 14.5 ksi (1200°C, 100 MPa) and 4 hours with rapid cooling, which will determine the HIP cycle time. The production conditions in this case are chosen to be 24 hours/day, 5 days/week and 48 weeks/year with a 90% uptime of the HIP system. All input data is summarized in Table 1 and the results are presented in Table 2.
As can be seen in Table 2, the QIH15L can process 58,300 implants per year while the QIH48 can produce 611,200 in the same time frame. These numbers are quite high considering these two HIP models belong to the Quintus® Compact HIP series and are relatively small units aimed at in-house production lines. The HIP cycle time is around 8 hours and the larger HIP system, the QIH48, has a slightly longer cycle time compared with the smaller QIH15L. This cycle time is calculated with the assumption that rapid cooling is used. If a conventional system without rapid cooling is used instead, the total HIP cycle time can be as much as twice as long, close to 16 hours total, showing the impact of the rapid cooling capability on system productivity. Of course, this would be reflected in half the number of parts per year. A more comprehensive productivity and cost analysis for modern HIP systems have been made in Cost-Effective Hot Isostatic Pressing – A Cost Calculation for MIM Parts.13
The Benefits of Insourcing the HIP Process
Traditionally, most orthopaedic implant manufacturers have been outsourcing the HIP process to external HIP service providers rather than having the HIP process in-house, and that is still the situation today. A benefit of using a HIP service provider is that it is a cost-effective alternative even for relatively small annual volumes. This is possible since the service provider can consolidate different lots from different customers together in one HIP cycle, so called coach cycle, making it a cost-effective route.
However, insourcing the HIP process is becoming more interesting and some implant manufacturers have already invested in HIP equipment to facilitate the HIP process in-house. One reason for this trend is the strong technical development of the modern-day HIP equipment, as already discussed in the previous chapter.
Insourcing the HIP process has several positive aspects and some are discussed here below:
Shorter production times – Since the time of transport to and from the service provider is eliminated along with the turnaround time at the service provider, the lead time for HIPing the implants can be significantly reduced. When HIP with in-HIP heat treatment capability is fully integrated into the production process, process steps can be eliminated and time waste can be minimized.
Eliminate risks – Since the transporting to and from a service provider is eliminated, so are the risks related to transport delays and damaged/lost goods.
Production flexibility – Full control over the production schedule and lead times result from the flexibility to run cycles when needed and possibly to fast-track time-critical deliveries through the internal schedule. This can be important for patient-specific devices where short lead time is always a requirement.
Control over quality and process improvement – With the full HIP and heat treatment process in-house, the quality system can be further developed to avoid mistakes and non-conformities, while good-receipt inspection can be minimized. Typical issues can include loss of implant traceability, parts being treated with the wrong HIP parameters, and surface contamination such as surface oxidation and alpha casing etc. Internal know-how and expertise on how to run the HIP process will be developed over time to avoid quality issues and delays, all with the help of the Quintus Care® program.
Optimized HIP and HT protocols – When operating the HIP process in-house, one is not limited to the standard coach cycle generally offered by the HIP service industry. Instead, the HIP process can be tailored for the needs and requirements of specific parts and materials made by casting, AM, or MIM to achieve maximum performance and quality of the implants. This possibility is extra important for parts produced by additive manufacturing (AM) since optimized HIP cycles, specifically for AM material, can result in significantly improved material properties compared to the standard HIP cycles as has been shown. Opportunities include integrating different heat treatments into the HIP cycle that are enabled by rapid and steered cooling to achieve the most effective production route, facilitating in-house R&D to continuously improve HIP processing, and optimizing for new products and applications. Today, there are HIP service providers on the market who have modern HIP systems with rapid cooling capabilities that can also offer optimized cycles and combined HIP and heat treatment.
Lower total production cost – Having a high utilization rate on an in-house HIP system yields the lowest operating cost for the HIP process. The cost for heat treatment can potentially be eliminated completely if the combined HIP and heat treatment approach can be used. Since transportation to external sub-contractors can be avoided, the cost of transportation is eliminated as well as the cost of insurance during transport. There are also potential indirect cost savings from improved quality control routines, more flexible planning, and shorter delivery times.
So, overall control of the process when operating in-house is one of the key benefits when coupled with better properties of the implants, short lead times and low cost for the process.
Conclusions
In this paper we have discussed the development of modern HIP technology such as the possibility to perform rapid and steered cooling directly in the HIP, which gives a significantly improved production capacity of the HIP system. The rapid cooling capability of modern Quintus® HIP systems also makes it possible to include heat treatment processes directly into the HIP cycle with the purpose of eliminating process steps for shorter lead times and more lean production.
AM is growing as a production method for orthopaedic implants with a potential for modifying and optimizing the HIP cycles for AM-produced components. Such optimized approaches offer a product with enhanced material properties compared to traditional HIP cycles, which were often developed for cast and wrought material.
The advantages of operating the HIP process in-house include minimal lead time, control over quality, process improvement, flexibility in production planning, the possibility to use optimized HIP cycles, and a lower total production cost from direct and indirect cost savings.
References
[1] JJ. Lewandowski and M. Seifi, Metal Additive Manufacturing: A Review of Mechanical Properties, Annual Review of Materials Research 46, pp. 151-186, 2016.
[2] J. Kunz et al., Influence of HIP Post-Treatment on the Fatigue Strength of 316L-Steel Produced by Selective Laser Melting (SLM), Proceedings WorldPM2016, Oct. 2016, Hamburg, Germany.
[3] S. Leuders et al., On the Fatigue Properties of Metals Manufactured by Selective Laser Melting: The Role of Ductility, J. Mater. Res. 29, 1911–1919, 2014.
[4] N. Hrabe et al., Fatigue Properties of a Titanium Alloy (Ti–6Al–4V) Fabricated Via Electron Beam Melting (EBM): Effects of Internal Defects and Residual Stress, International Journal of Fatigue vol. 94, pp. 202–210, Jan. 2017.
[5] J. Haan et al., Effect of Subsequent Hot Isostatic Pressing on Mechanical Properties of ASTM F75 Alloy Produced by Selective Laser Melting, Powder Metallurgy vol. 58 no. 3, pp. 161–165, 2015.
[6] V. Popov et al., Effect of Hot Isostatic Pressure Treatment on the Electron-Beam Melted Ti-6Al-4V Specimens, Procedia Manufacturing, vol. 21, pp. 125-132, 2018.
[7] R. Kaiser et al., Effects of Hot Isostatic Pressing and Heat Treatment on Cast Cobalt Alloy, Materials Science and Technology, Vol. 31, No. 11, Sept. 2015.
[8] S. Tammas-Williams et al., The Effectiveness of Hot Isostatic Pressing for Closing Porosity in Titanium Parts Manufactured by Selective Electron Beam Melting, Metall. Trans., Volume 47, Issue 5, pp 1939–1946, May 2016.
[10] M. Ahlfors et al., Optimizing HIP and Printing Parameters for EBM Ti-6Al-4V, HIP17 – 12th International Conference on Hot Isostatic Pressing, Dec. 2017, Sydney, Australia.
[11] T. Kosonen and K. Kakko, Evaluation of HIP-parameter Effects on AM Titanium Ti-6Al-4V, AeroMat19, May 2019, Reno, Nevada.
[12] M. Chauhan, Microstructural Characterization of Cobalt Chromium (ASTM F75) Cubes Produced by EBM Technique, Master Thesis at Chalmers University of Technology, 2017.
[13] M. Ahlfors et al, Cost-Effective Hot Isostatic Pressing – A Cost Calculation for MIM Parts, Metal Injection Molding International, Vol 12 No. 2, June 2018.
About the Authors:
Magnus Ahlfors works as application engineer in hot isostatic pressing where he is heavily involved in the development and optimization of HIP processes for different industries, especially for metal additive manufacturing. Magnus has a MSc in Materials Engineering from Chalmers University of Technology, Sweden and has worked at Quintus Technologies since 2013.
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation years and as a technical services manager with Bodycote. In February, Chad began working with Quintus Technologies as an applications engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
Hot isostatic pressing (HIP) has been a player in heat treating for 50 years, but recent advances in its technology are providing cutting edge opportunities for new applications in the thermal processing industry.
Heat Treat Today asked two experts in the HIPing world about the state of hot isostatic pressing: What are the latest technologies and where are its potential growth markets in the thermal processing industry? They represent both sides of HIPing – one from a HIP equipment manufacturer and the other from a HIP process/service provider. Each gives a unique perspective on the HIP market and the industry itself.
Our expert contributors are Chad Beamer, an applications engineer in Hot Isostatic Pressing, at QuintusTechnologies, a high pressure technology company, and Derek Denlinger, a corporate lead metallurgist at Paulo, a thermal processes and metal finishing operations company. This Original Content Technical Tuesday article was taken from 2020 Q4 Heat Treat Todayprint magazine.
What is HIP?
Derek Denlinger Corporate Lead Metallurgist Paulo
Paulo’s Derek Denlinger says, “Hot isostatic pressing is fundamentally, when parts simultaneously see high temperature (in some cases as much as 2500oF) and very high pressure (up to 30,000psi) from all directions for a duration of time.”
Chad Beamer Applications Engineer – Hot and Cold Isostatic Pressing Quintus Technologies LLC
Chad Beamer of Quintus adds, “Pressure-based compaction processes can be used to establish density by applying a uniaxial pressure within rigid dies. Such mechanical or hydraulic approaches can produce non-complex parts or ‘green’ compacts. Although a cost-effective and high-throughput technique, these conventional presses exhibit geometrical limitations and compressibility constraints, yielding product that is not uniform in density and microstructure.”
“Isostatic pressing was developed with the desire to improve upon these shortcomings,” continues Beamer. “Such compaction techniques leverage Pascal’s law by using a fluid contained in a pressure vessel, either in the liquid or gas state, to transmit equal pressure in all directions on the surface of a workpiece.”
Beamer further explains, “Various isostatic pressing techniques exist today such as cold isostatic pressing (CIP), warm isostatic pressing (WIP), and hot isostatic pressing (HIP). HIP is a heat treatment process that utilizes isostatic pressure via a gas at high temperatures. It is commonly used to consolidate metal or ceramic powder and to reduce defects present in castings and additively manufactured parts. The output is a product with improved mechanical properties, workability, and reliability.”
Pore eliminated before and after HIP process
What happens in the HIPing process?
Denlinger explains, “In the HIPing process, parts are heated to a temperature high enough to weaken material strength. High pressure, usually applied through a pressurized gas medium such as argon, applies a compressive stress onto the part from every direction. Given a hold period of time, this compression effectively allows for internal voids or pores to close up due to a mixture of mechanical deformation, creep, and metallic diffusion. The part consolidation sets the stage for any other heat treatment that may follow in order to maximize material performance.”
Since the densification of the workpiece is achieved by the simultaneous application of pressure and elevated temperature during HIP, Beamer adds, “Temperatures are usually in the range of 900oF-3600oF (500o-2000oC) depending on the material being HIPed. A good rule of thumb is a temperature targeting approximately 80% of the materials solidus temperature. Pressures in the vessel can reach twice that of the pressure at the bottom of the Mariana Trench, generally in the range of 15,000-30,000 psi (100-200MPa). The combined temperature and pressure applied should be capable of exceeding the yield strength of the material.”
Latest HIP Technologies
Both Beamer and Denlinger share optimism about the new HIP advancements, especially the new high pressure heat treatment (HPHT).
Beamer states, “A recent development in HIP technology is the ability to perform rapid gas cooling and quenching in the HIP system. Originally developed to shorten cycle time, this advancement is now being leveraged to perform many of the standard heat treatments for metals in the HIP furnace. Now a single piece of equipment can be used to apply both HIP and heat treatment, all carried out in one cycle. This approach is referred to as high pressure heat treatment (HPHT). Benefits to this new treatment include:
the ability to remove an additional process step and piece(s) of equipment
more cost-effective manufacturing path
fewer times a component must be heated up
less time spent at elevated temperature
elimination of the risk of thermally induced porosity (blistering) in additively manufactured parts
“These modern systems are continuing to evolve with other promising advancements such as steered cooling. This controlled cooling approach within a HIP vessel allows cooling rates for a component to be optimized in order to achieve the desired microstructure. These advancements are quite exciting for many industries as they are expanding the design windows for material systems and creating new opportunities within a HIP system.”
“HIP has been around commercially for around 50 years,” Denlinger points out, “but more recent technology has been focused on better control of thermal aspects of the process. This is opening the doors for more fine-tuned ‘high pressure heat treatment’ processing that can offer speed and, in some cases, performance benefits that were previously not possible. These types of processes have often been coupled with the ever-growing additive manufacturing processes, though applications to more traditional manufacturing methods are gaining momentum. The influence of pressure on diffusion and transformation in materials has been identified, but not fully explored for many alloys, so new high pressure heat treatments are now being considered to compete with traditional HIP and heat treatment methods.”
What is HIP’s niche in the thermal processing industry? Who are its customers? Where do you see potential growth markets?
HIP implants
According to both men, the future is bright for HIPing.
Beamer explains why specific industries choose HIPing: “HIP is often desired where the risk of failure is not an option. Therefore, it is not surprising that HIP is commonplace in aerospace, energy, and medical industries. Applications within these industries include densification of products, consolidation of powder, diffusion bonding, as well as HPHT. For the aerospace industry, HIP is used to remove porosity from nickel-base and titanium-base castings as well as defects present in additively manufactured parts. The medical industry applies HIP to improve the quality and durability for cobalt chrome and titanium implants. HIPing of large and complex near-net-shape powder metal components to achieve fully densification is routine in the energy industry.”
Denlinger agrees, “HIP has most often been used for fatigue benefits, which is an important performance criterion in the aerospace industry. This remains in the scope, but applications in other sectors are growing due to the adoption of additive manufacturing. Oil and gas, medical, manufacturing equipment, space, firearms, and other industries are increasing their use of HIP and high-pressure heat treatment. Partnering with companies to explore additive manufacturing solutions with both HIP and traditional heat treatment in our arsenal has been very successful; challenging the status quo with the latest HIP technology and our expertise in heat treatment has been a great learning experience.
Regarding market expansion for HIP, Beamer shares, “Potential growth markets for HIP include medical, defense, space, automotive and the ongoing developments with additively manufactured applications. The medical industry is showing growth with an aging population coupled with a cultural shift to living a more active lifestyle. Another trend within the medical industry is to insource HIP versus going through a supplier, which can offer process optimization opportunities and increased quality control.”
The future of HIP technology is likely to include the automotive industry.
Beamer continues, “Growth for HIP in the defense industry can be attributed to strong government funding, such as the development work being done through America Makes. One of the most exciting growth markets here in the US is space, in which many high-profile companies are showing interest in HIP and HPHT technologies.
“Although the HIP process is not typically characterized as a high-volume process,” Beamer concludes, “the automotive industry is finding its benefits useful for cast engine blocks and emerging technology such as binder jet applications. Despite the present challenges due to the Covid-19 pandemic, specifically within the civil aerospace industry, there are many exciting growth opportunities for HIP.”
(All photos in this article provided by Quintus Technologies)
About the Authors:
Chad Beamer has a MS from the Ohio State University in Material Science and has worked as a material application engineer with GE Aviation for 7 years and as a technical services manager with Bodycote for 5 years. In February, Chad began working with Quintus Technologies as an application engineer for the Advanced Material Densification division focusing on hot isostatic pressing (HIP). As an applications engineer, he manages the HIP Application Center located in Columbus, Ohio, educates on the advancements of HIP technologies, and is involved in collaborative development efforts both within academia and industry.
Derek Denlinger is the corporate lead metallurgist at Paulo. Derek has a Bachelor of Science in Metallurgical Engineering from Missouri S&T in Rolla. He started in the foundry industry before transitioning to heat treatment at Paulo where he has been for the past 5 years. The past two years, Derek has been focused on additive manufacturing and hot isostatic pressing assisting with Paulo’s entry into the HIP market.