Heat Treat Today has launched its 2026 Helium Leak Detection Seminar series, with the first stop held on March 25, 2026 in Charlotte, North Carolina. The one-day, hands-on training event brought together vacuum furnace users, OEMs, and industry suppliers for practical instruction on leak detection methods and equipment used in thermal processing environments.
Dave Deiwert leads with a focus on real-world application, showing off leak detection equipment during the Charlotte seminar.
Led by Dave Deiwert of Tracer Gas Technologies, the seminar focused on helping attendees better understand the challenges associated with helium leak detection and how to troubleshoot common issues encountered in vacuum furnace operations. Participants included both end users and manufacturers of vacuum furnaces, reflecting broad industry interest in improving leak detection practices.
The program combined classroom instruction with live demonstrations and hands-on experience using multiple helium detection systems. Onsite sponsors included Aaron Barton of Busch Vacuum Group, who demonstrated the Pfeiffer Vacuum ASM310 helium leak detector and guided attendees through hands-on use. Additional demonstrations were supported by Bob Delabio and Bryant Crisp of Edwards Vacuum, who provided access to the Edwards ELD500 Dry Helium Leak Detector for live testing and application-based learning. Deiwert also incorporated an Inficon Protec 3000 helium sniffing leak detector into the training, offering attendees exposure to multiple leak detection approaches used in vacuum furnace environments.
Dave Deiwert engages attendees with live demonstrations of helium leak detection equipment.Hands-on training walks attendees through leak detection equipment and troubleshooting methods.
Attendees were encouraged to engage throughout the session, with open discussion around common frustrations in leak detection and strategies for improving accuracy and efficiency. According to Deiwert, many participants identified leak detection as a persistent challenge in their operations, underscoring the value of practical, experience-based training.
Dave Deiwert and Karen Gantzer at the first session of Heat Treat Today’s Helium Leak Detection Seminar in Charlotte.
The event was organized by Heat Treat Today, with coordination led by Publisher Doug Glenn and Director of Events Karen Gantzer, who also managed onsite execution in Charlotte.
Deiwert emphasized a service-oriented approach to the training, encouraging attendees to continue the conversation beyond the seminar. “If you help people when they have problems, business seems to take care of itself,” he said, noting that responsiveness and technical support play a key role in building long-term relationships across the industry.
The Charlotte seminar marks the first of four planned stops in Heat Treat Today’s2026 Helium Leak Detection Seminar series, which aims to provide accessible, application-focused training for professionals working with vacuum furnaces and related equipment.
A manufacturer has placed an order for a vacuum furnace system designed to replace multiple heat treating processes, consolidating operations into a single device to streamline thermal processing. The furnace will be used to heat treat components for high-precision small arms intended for civilian markets, including sport shooting and hunting, as well as versions adapted for uniformed services.
Image Credit: SECO/WARWICK
Initial production plans called for four separate units — an oil quenching furnace, tempering furnace, cryogenic unit, and washing system. Following a joint technological analysis, SECO/WARWICK, a global manufacturer of industrial furnaces with operations in North America, demonstrated that these processes could be performed within a single vacuum furnace with gas quenching. Trials confirmed the approach met the client’s requirements while simplifying the overall process.
The system is a horizontal Vector vacuum furnace designed to support multiple heat treating operations in one unit. It features a round heating chamber with temperature uniformity of approximately 5°C (9°F), a convection heating system for improved low-temperature efficiency, and a vacuum pumping system combining mechanical and Roots pump for stable operation.
Additional capabilities include partial pressure control system to limit alloy element evaporation and a 15-bar gas quenching system with inverter controlled to stabilize cooling and reduce power demand peaks. The furnace also supports vacuum carburizing (FineCarb), pre-nitriding (PreNitLPC), low-pressure carbonitriding (LPCN), and deep cryogenic treatment down to −80°C (−112°F) within an automated cycle.
By consolidating these processes, the system is expected to improve repeatability and production efficiency, while eliminating the need for post-quench oil cleaning.
Maciej Korecki Vice President of Vacuum Business Segment SECO/WARWICK
“Initially, several separate devices were considered, each handling subsequent stages of the process. After analysis and technological testing, it turned out that all these operations can be carried out in a single vacuum furnace with gas quenching. This means not only substantial investment savings but also simplified production, shorter process times, and reduced labor requirements. For the [client], it is also the first step toward modern vacuum processes and moving away from the atmospheric technologies previously used,” said Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK.
Press release is available in its original form here.
General Motors announced plans to invest more than $150 million in its Saginaw Metal Casting Operations facility in Michigan to support production of V8 engine blocks and cylinder heads used in full-size trucks and SUVs. The project includes new and upgraded equipment for casting and machining operations, enabling the facility to increase production capacity and maintain output for current engine programs. The Saginaw site has supplied engine components for multiple generations of GM vehicles.
This new commitment builds on the approximately $5.5 billion in investments GM made in 2025, underscoring GM’s support for U.S. manufacturing, while securing the future of this facility and its employees.
“By enabling the production of next-generation engine blocks and cylinder heads for full-size trucks, the plant is well-positioned for the future. This not only secures existing jobs but also strengthens the local economy, and ensures the plant continues to be an integral part of the automotive supply chain,” said John Lancaster, plant director.
Press release is available in its original form here, where readers can also watch an embedded video providing additional context on the investment.
Solar Atmospheres has provided thermal processing services for materials and components used in the Artemis II mission, supporting aerospace applications that require precise control of material properties and performance under extreme conditions.
Image Credit: Solar Atmospheres
The heat treater specializes in thermal processing of a range of materials, including raw stock, nickel-based tubing, and other aerospace components that play a vital role in bringing next-generation space technology to life.
Click on the image above to learn more about high-temperature materials used in space applications.
At the core of some of these components is the 6AI-4V titanium Launch Abort System (LAS), which is a complex safety system. The LAS aboard the Orion spacecraft functions as a rocket capable of outrunning another rocket in an emergency. In the event of a catastrophic launch anomaly, its manifold enables the abort motor to ignite and safely propel the crew module away from the rocket.
Components used in these applications must meet strict requirements for precision and reliability, with little margin for error in performance.
Press release is available in its original form here.
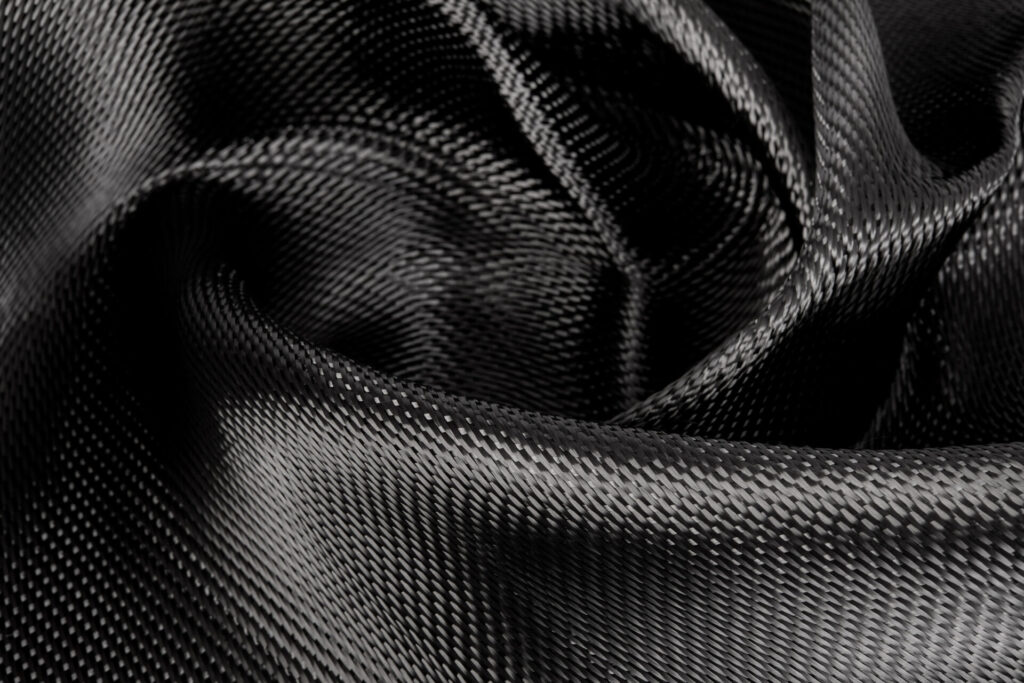
Carbon and graphite-based materials are among the few engineered materials capable of withstanding the extreme thermal, mechanical, and environmental demands of space travel. In this Technical Tuesday installment, Kimberly Thompson, technology manager at Morgan Advanced Materials, examines how carefully controlled heat treatment directly governs the structure, purity, and performance of these materials and emphasizes the importance of furnace design, atmosphere control, and temperature precision required to achieve reliable properties for aerospace and space exploration applications.
This informative piece was first released in Heat Treat Today’sMarch 2026 Annual Aerospace Heat Treating print edition.
Space travel presents one of the most extreme operating environments encountered by engineered materials. Launch, orbital operation, atmospheric reentry, and deep space exposure all impose combinations of extreme temperature, rapid thermal cycling, oxidative attack, mechanical stress, and radiation. Among the limited class of materials capable of performing in these challenging conditions, carbon and graphite-based materials have played a critical role for decades, continuing to enable and innovate modern space exploration.
From carbon ablatives, which play a crucial role in heat shields and propulsion systems, to structural graphite components and ultra-pure graphitic elements, carbon materials are uniquely suited to survive and perform in extreme temperature regimes that exceed the limits of metals and ceramics. The performance of these graphite/graphite-like materials is directly linked to the heat treatment (aka graphitization) and processing steps used during their manufacture. The relationship between processing conditions and final product performance is driven by the technical foundations for heat treating carbon and graphite materials for space travel through the conversion, graphitization, and purification steps.
Carbon Materials in Space Applications
Carbon-based materials, such as those produced by the Performance Carbon division of Morgan Advanced Materials (see Figures 1-3), have a long history of being utilized in spaceflight systems due to their exceptional thermal stability, low density and mass, and resistance to thermal shock. Common applications include:
Ablative thermal protection systems for atmospheric re-entry
Nozzle throats and rocket motor components
High temperature insulation and support
Structural graphite parts
Ultra-pure graphitic components for sensitive electronic or propulsion systems
The performance outcomes required in these applications are diverse but share common demands: survivability at extreme temperature exceeding 2000°C (3630°F) and down to -270°C (-450°F), predictable thermal behavior, low outgassing, and controlled erosion or sublimation rates. Achieving these characteristics relies heavily on heat treatment processing conducted through both low and high temperatures.
Figure 1. Carbon cloth | Image Credit: Morgan Advanced Materials
Figure 2. Felted rayon billets | Image Credit: Morgan Advanced MaterialsFigure 3. Rayon felt | Image Credit: Morgan Advanced Materials
As the material is heat treated and temperatures increase, the carbon structure will undergo progressive stabilization. Precursor conversion or pre-carbonization will occur during low temperature thermal processing. Fundamental transformation will occur as the disordered carbon structure reorganizes into graphitic planes through realignment of aromatic carbon layers. The planes become progressively ordered in the presence of elevated temperatures, increasing crystallographic alignment. The transition from carbon to graphite is gradual and highly reliant on heat treatment process capability to maintain thermal uniformity throughout all process stages.
The extent of graphitization is typically tailored to meet specific application requirements, as carbon and graphite structures each offer distinct performance advantages. In certain applications, a predominately carbon structure is preferred due to its higher bulk density and superior mechanical strength as compared to graphite. These characteristics can be advantageous in space applications where structural integrity, load bearing capability, or erosion resistance under mechanical stress are primary concerns. However, carbon materials generally exhibit slightly lower carbon yield and may experience higher erosion or mass loss when exposed to extreme thermal flux or oxidative stress.
In contrast, materials processed to a graphitic structure offer enhanced thermal stability at elevated temperatures, improved resistance to thermal shock, and reduced impurity content due to high temperature volatilization of contamination. Graphite materials typically demonstrate superior performance in applications requiring sustained exposure to ultra high temperature or rapid thermal cycling. This benefit, however, is often accompanied by lower density and reduced mechanical strength relative to their carbon counterparts, which can limit their use in mechanically demanding roles.
Ultimately, the selection of a carbon- or graphite-based structure involves balancing thermal performance, mechanical requirements, erosion behavior, and environmental exposure. Heat treatment parameters must be carefully engineered to achieve the desired degree of structural ordering, ensuring that the final material delivers optimal performance for its intended spaceflight application.
Low Temperature Thermal Processing
Most engineered carbon precursors, such as cellulose, phenolic resin, acrylic (polyacrylonitrile), or pitch-based materials, require conversion into carbon through a sequence of controlled thermal processes. The first conversion process is considered low temperature in terms of graphite processing. During this process, hydrogen, oxygen, and nitrogen content decreases, volatile species are driven off, and the aromatic carbon structures begin to form. The thermal processing profile through this low temperature conversion is critical. Careful control of heat treatment parameters, tailored to the material system, supports uniform carbon conversion and minimizes defects as the foundational microstructure is established.
At these processing temperatures, a wide range of conventional heat treatment equipment can be effectively used. Because the operating temperatures remain below the limits of most metallic alloys, furnaces equipped with metal-based heating elements, structural components, and containment systems are generally suitable for this phase of processing. Additionally, these furnaces may be configured as batch or continuous systems, depending on part geometry, production volume, and process control requirements. Heat input is achieved through established industrial thermal processing approaches, with system selection guided by requirements for temperature uniformity, process control, and operational considerations. Regardless of the configuration, the selected furnace must be capable of maintaining stable inert or reducing atmospheres to prevent oxidation of the carbon precursor during thermal decomposition.
Successful low temperature processing demands a strong foundational understanding of carbonization mechanisms combined with sound materials science principles. As organic precursors are heated, complex chemical reactions occur that result in the formation of increasingly ordered carbon structures. The heating rate and soak durations must be carefully engineered to accommodate these reactions while minimizing internal stresses, distortion, or excessive porosity. Improper ramp rates or insufficient soak times can result in non-uniform shrinkage and irreversible defects that propagate through later processing stages.
Equally critical is the furnace’s ability to execute the programmed temperature profile with a high degree of precision and repeatability. Accurate control of heating ramps, dwell temperatures, and cooling rates is essential, as even modest deviations can alter the evolving microstructure of the material. Temperature overshoot, uncontrolled gradients, or localized hot spots can lead to uneven carbon yield, variations in density, and inconsistent mechanical or thermal properties in the final product. Consistency of temperature accuracy within the furnace ensures that the entire product load processes uniformly, reducing variation in the material to allow for uncompromised performance in demanding aerospace applications.
High Temperature Thermal Processing
Materials that have completed precursor conversion or pre-carbonization are subsequently subjected to high temperature thermal processing to complete carbonization or to initiate and advance graphitization, thereby establishing the final material structure and properties. Although the carbon microstructure continues to evolve significantly during this stage, the material experiences minimal additional mass loss, shrinkage, or chemical decomposition compared to earlier processing stages. Most volatile species have already been removed, resulting in a comparatively stable structure that is less susceptible to distortion, cracking, or dimensional change. As a result, parts processed in this temperature regime typically exhibit improved dimensional stability and reduced sensitivity to heating rates when compared to low-temperature carbonization operations.
High-temperature processing can be conducted at temperatures well above the lower temperature processing. At these elevated temperatures, the available furnace technologies become significantly limited. Conventional metal or ceramic based furnace systems are no longer suitable due to material degradation, contamination risk, and structural instability under these conditions. Instead, furnaces designed for high-temperature carbon and graphite processing are typically induction or resistance (i.e., vacuum furnace) heated and constructed primarily from graphite-based components.
These furnace systems are specifically engineered to withstand extreme temperatures while maintaining thermal uniformity and chemical compatibility with the carbon materials being processed. The use of graphite heating elements, insulation, and structural components minimizes contamination and allows operation in inert or controlled atmospheres required for carbon and graphite processing.
As relatively little chemical decomposition occurs during this phase, high-temperature processing cycles can often be completed more rapidly than low-temperature carbonization cycles. Additionally, moderate temperature variations within the furnace are less likely to produce significant variability in final material properties. However, precise temperature control remains critical, as the peak temperature achieved during processing largely determines the degree of carbonization or graphitization and, consequently, the final microstructure and performance characteristics of the material.
Continuous monitoring and accurate measurement of operating temperatures are therefore essential. Even small deviations in maximum temperature can lead to meaningful differences in crystallinity, density, thermal conductivity, and mechanical behavior. For space applications, where consistency and reliability are paramount, ensuring that each component reaches the intended peak temperature is a defining requirement of high-temperature thermal processing. As space missions continue to demand materials capable of performing in the most extreme environments, advanced heat treatment remains a critical enabler of reliability and innovation.
About The Author:
Kimberly Thompson Technology Manager Morgan Advanced Materials
Kimberly Thompson holds a bachelor’s degree in chemical engineering from Purdue University and a master’s degree in materials engineering from Auburn University. With nearly nine years with Morgan Advanced Materials, she currently serves as technology manager leading new product development and has spent six years as the technical resource for rayon-based carbon and graphite materials supporting space industry applications.
Bodycote announced plans to open a new heat treatment facility in Apodaca, Mexico, expanding regional capacity for case hardening and nitriding processes used in automotive, industrial, and medical components. The additional capacity is expected to support growing manufacturing activity by improving supply chain responsiveness and access to localized thermal processing services.
Extending its network to better support clients across Mexico and the southern United States, the site is intended to reduce logistical complexity and strengthen supply chain resilience while supporting ongoing near-shoring efforts. The new facility will complement existing operations in Silao, San Luis Potosí, and Guaymas, providing additional flexibility for clients requiring regional heat treating services. Scheduled to open in 2026, the site will support both new and existing programs as demand grows across key manufacturing sectors.
Operations at the facility will include a range of precision heat treatment capabilities, including carburizing, carbonitriding, and nitrocarburizing. These processes are used to improve surface hardness, wear resistance, and fatigue performance while maintaining core strength in critical components.
Bodycote is engaging with clients early to support future capacity planning and qualification activities, with site tours planned for Q2 2026. The facility is expected to ramp up operations in phases as demand increases.
Press release is available in its original form here.
There is much that may burden the soul, be it war, the orphan and widow, or the personal antagonisms of the mind. The frustrations of seeking goodness and finding injustice are disheartening. Yet as we head into Easter weekend, I consider the powerful words of fellow Christians in Kenya: “All our problems, we send to the cross of Christ. All our difficulties, we send to the cross of Christ. All of our hopes, we set on the risen Christ.” For myself and many at the company, we rest in this hope: that all our striving will be redeemed for good because of this truth.
Wherever this Easter weekend finds you, may you find rest from the agitations of this world and deep renewal in spirit.
Thank you for being part of the Heat TreatToday community. Our offices will be closed on Friday, April 3, and will reopen — renewed, recharged, and ready to continue serving our readers — Monday morning, April 6.
Vacu-Braze, a commercial heat treater specializing in vacuum heat treating and brazing, has added a large-capacity nitriding furnace to support processing of oversized components requiring enhanced surface hardness, wear resistance, and fatigue performance.
The furnace features a working chamber of 48″ in diameter and 108″ in depth, more than doubling the company’s current processing volume. It can accommodate larger workloads while meeting AMS2759/6 requirements for aerospace nitriding applications that require strict control of compound layer formation, case depth, and process uniformity.
In addition to conventional gas nitriding, the new furnace enables ferritic nitrocarburizing, providing an additional surface engineering option in many alloy steels. Along with advanced pyrometry and temperature uniformity controls, these features ensure compliance with AMS2750 for critical applications.
With this addition, Vacu-Braze can process a broader range of part sizes while maintaining process control and consistency.
Press release is available in its original form here.
Is your combustion equipment truly compliant? In this guest column, Mesa Wentling, Marketing/Field Service at PSNERGY, explores two mandatory annual requirements introduced in the latest edition of NFPA 86: Standard for Ovens and Furnaces. The updates — Safety Train Verification and Radiant Tube Integrity Inspections — directly affects combustion-based heat treating equipment. Wentling breaks down what each requirement entails, how to achieve compliance, and the risks operators face if they don’t.
NFPA 86: Standard for Ovens and Furnaces establishes the minimum safety requirements for equipment that uses heat to process materials. The standard is designed to prevent fires, explosions, and hazardous operating conditions in industrial heating systems.
Although there are many updates in the most recent edition, these two mandatory annual requirements directly affect combustion equipment in use by most heat treating operations: Safety Train Verifications and Radiant Tube Integrity Inspections.
Safety Train Verification
The annual Safety Train Verification requirement focuses on confirming that each component of the fuel safety train is present and functioning correctly. Often in older furnace installations, components like gas line drip legs or wye strainers were omitted. Combustion systems rely on a sequence of valves, switches, regulators, and interlocks that must function in a precise way for safe furnace operation. These devices can drift out of adjustment, wear mechanically, or fail electrically over time.
Verifying the gas safety train annually ensures that all protective devices respond when necessary. This procedure confirms valve functionality, switch setpoints, regulator performance, and the integrity of wiring and interlocks. The goal is to identify any signs of degradation of the gas safety train before it becomes a safety hazard.
Radiant Tube Integrity Inspections
RTI Inspection | Image Credit: PSNERGY
Radiant Tube Integrity Inspections are now another required annual check. Radiant tubes operate in severe thermal environments that can lead to cracking, oxidation, warping, or weld deterioration. A tube that loses integrity can leak products of combustion into the furnace chamber, which can contaminate products, affect temperature uniformity, and create unsafe operating conditions. Loss of integrity can occur through thermal cycling, corrosion, or mechanical stress. The annual inspection ensures that any failing tubes are identified before they compromise safety or performance.
Three common ways to perform Radiant Tube inspections are with (a) digital combustion technology, (b) pressure testing, and (c) visual inspection. Digital combustion technology uses furnace atmosphere and O₂ data to identify failing tubes. This method significantly reduces downtime and manpower, improves safety, and increases accuracy. Pressure testing includes furnace shutdown, tube sealing and pressurization, pressure verification, and final seal removal and reassembly. Visual inspection requires furnace shutdown and multi-day cooling, confined space entry with elevated risk, and offers limited accuracy due to restricted access, typically identifying only major cracks in cold tubes.
Noncompliance Is a Liability
It has been observed through industry interactions that many heat treaters have not yet come into compliance with these updated NFPA 86 requirements because of the long-standing belief that their equipment was effectively grandfathered in. Historically, older furnaces and ovens were not always required to meet new verification or inspection criteria. That is no longer true. Due to the grandfather clause being eliminated, every furnace or oven, regardless of installation date, must comply with the current standard.
Failure to comply with the annual requirements can have significant consequences. Noncompliance increases exposure to safety incidents, unplanned outages, and equipment damage. Insurance carriers and auditors are placing greater emphasis on documented conformance to NFPA 86, and missing these verifications can affect coverage or lead to corrective actions.
In the event of an incident, lack of compliance presents substantial liability. Connect with industry experts in combustion like PSNERGY who can provide resources that help heat treaters and metal processors meet these requirements efficiently. You should expect detailed guidance, inspection procedures, and combustion technology for Safety Train Verifications and Radiant Tube Integrity Inspections, along with service options for facilities that need support. These resources assist operators in building compliant, safe, and reliable operations. For more information on the recent edition of NFPA 86, be sure to visit www.nfpa.org.
About The Author:
Mesa Wentling Marketing/Field Service PSNERGY
Mesa Wentling specializes in industrial marketing, with hands-on experience supporting furnace efficiency, combustion, and manufacturing-focused initiatives. She works with engineers and furnace specialists to help communicate complex combustion and performance data in a clear, accessible way.
Linamar Corporation, a North American manufacturer with in-house heat treating capabilities, has acquired select assets of Winning BLW, strengthening its capabilities in warm forging and precision gear manufacturing for automotive and industrial applications. The acquisition supports production of bevel and helical gears, components that typically require controlled heat treating to achieve the hardness, wear resistance, and fatigue strength needed for drivetrain systems.
The facilities included in the transaction are located in Remscheid and Penzberg, Germany, bringing established expertise in forging and gear production into Linamar’s global manufacturing network. The Remscheid facility handles mass production of high-performance precision bevel and intermediate gears for light vehicle market, while the Penzberg facility specializes in helical gears and high-precision components serving the commercial and off-highway sectors. Through these acquisitions, Linamar expands its offering of precision bevel and helical gears, as well as small- to medium-sized drivetrain and transmission components.
Jim Jarrell CEO and President Linamar Corporation
“These acquisitions are a great strategic fit for Linamar. They strengthen our technology and manufacturing capabilities in products where we are already strong, deepen relationships with key global [clients], and position us for continued growth by increasing our content per vehicle across multiple markets,” said Jim Jarrell, CEO and president of Linamar.
The additions strengthen Linamar’s position in designed and machined gears, deepen its forging capabilities, and support its vertically integrated manufacturing approach.
Press release is available in its original form here.