For the seventh year in a row, Heat TreatToday shines the spotlight on a remarkable cast of rising young leaders in the North American heat treat industry. Forty men and women who have already made their mark on the field through innovation, service, communication, and expertise. It’s an honor and a pleasure for us to present theHeat TreatToday 40 Under 40 Class of 2024, and we hope to see all of you at this year’s Furnaces North America Show in Columbus, OH, October 14-16.
A tool supplier has boosted its production capabilities with the installation of a new nitriding/nitrocarburizing system, expanding its heat treatment services with a large-capacity batch furnace to perform advanced nitriding, nitrocarburizing, and post-oxidation treatments.
Belgin Mert General Manager Volkan Steels Source: kalypdunyasi
Volkan Steels Powders Metal San. Tic ve Ltd. Şti. (V’Steels) acquired the nitriding/nitrocarburizing system from North American furnace manufacturer Nitrex to match the company’s current production capacity and to accommodate future expansion. The Nitrex turnkey system has a 2,000 kg (4,400 lb) capacity for processing tooling loads, including aluminum extrusion dies, die-casting dies, forging dies, and plastic injection molding dies, for industries such as energy, petrochemistry, defense, and maritime.
“Our heat treatment services, which began in 2023, have been strengthened by our recent investment in a Nitrex furnace. This enhancement allows us to comprehensively meet the heat treatment needs of our long-standing business partners in the tool steel industry, enabling them to achieve higher performance,” said Belgin Mert, general manager of V’Steels.
Utku Inan Nitrex Sales Representative in Türkiye BDI Source: Nitrex
“The decision to integrate a Nitrex system was influenced by the expertise of the V’Steels team, several members of whom have prior experience with Nitrex from their previous roles. Our strong relationship and the team’s deep understanding of Nitreg® technologies made this an easy choice,” said Utku Inan of BDI Metal, Nitrex sales representative in Türkiyee. “We managed the installation and startup seamlessly, ensuring optimal performance from the start. V’Steels’ positive feedback underscores their satisfaction with both the Nitrex system and our comprehensive support.”
Marcin Stokłosa Project Manager NITREX Poland LinkedIn.com
“The integration of the Nitrex system will significantly enhance the performance and reliability of tool steels, resulting in longer-lasting and more efficient tooling for V’Steels’ customers,” said Marcin Stoklosa, technical sales manager – EMEA region at Nitrex. “By utilizing Nitreg® technologies, V’Steels is set to offer finished tooling that endures longer under operational stress, translating into increased throughput and reduced downtime for their clients. This advanced treatment not only boosts tool durability but also improves operational value, giving V’Steels’ customers a competitive edge through superior tool steel quality and consistency.”
The press release is available in its original form here.
An automotive supplier has acquired a vacuum furnace for brazing aluminum components. The VAB furnace was designed according to the client’s guidelines and will be used by the R&D department to conduct development tests in the field of aluminum vacuum brazing.
SECO/WARWICK previously provided vacuum technology systems to the automotive parts manufacturer and built the VAB furnace based on the design of a single-chamber VECTOR furnace.
Maciej Korecki Vice President of Vacuum Business Segment SECO/WARWICK Source: SECO/WARWICK.com
“Orders requiring a specific approach always make us happy, because it builds, inspires, and develops both our body of knowledge and the technology. This project was certainly a challenge for the entire SECO/WARWICK Team, because the partner’s assumptions, in relation to the requirements placed on our furnace, were really high,” said Maciej Korecki, vice president of the vacuum furnace segment at SECO/WARWICK. “They required a very complicated and individual solution in the form of a cuboid shape of the heating chamber equipped with flat, large-surface heating elements. They were arranged in twelve independent temperature control zones, ensuring very high dynamics of load heating and ideal temperature uniformity.”
“We were tasked with creating a VAB furnace with unique solutions: a special square heating chamber equipped with flat heating elements made of Inconel 600 material, arranged in twelve independent temperature control zones” said Lukasz Chwiałkowski, sales manager at SECO/WARWICK.
The press release is available in its original form here.
Furniss & White has partnered with a stainless steel technology company to produce its castings at its heat treatment facility using a new series of high-performance alloys. The foundry, which specializes in high-integrity stainless steel castings, fabrications, and precision machining, has signed a long-term agreement to manufacture its cast products using the high-performance alloys.
The castings are solution heat treated at approximately 1100°C (2012°F) and above and then water quenched by the company’s lift-off cover-type furnace with a load capacity of 5.3 tons (11,684.5 lbs). The N’GENIUS SeriesTM was developed by N’GENIUS Materials Technology and represents the total reinvention of conventional austenitic stainless steels, commonly known as the 300 Series.
Furniss & White will continue to produce its castings now using high-performance alloys under the N’GENIUS Series license for engineering products made using these advanced materials to its clients, serving the pump, valve, filter and engineering industries with castings from approximately 0.5kg to 2,600kg finished weight in a range of materials including carbon and low alloy steels, stainless steels, and nickel alloys. The firm manufactures an extensive selection of cast products for wide application in sectors including oil and gas, chemical, petrochemical, mining, marine, defense, and power generation.
Dr. Ces Roscoe CEO of N’GENIUS Materials Technology Source: LinkedIn
“For more than 44 years we have built a strong reputation as a high-quality British manufacturer of high integrity castings made in our modern foundry in the UK,” said Sam Scholes, managing director at Furniss & White. “Now, as an approved licensed N’GENIUS manufacturer, we are writing an exciting new chapter in our history and to be the first foundry in the world to have this capability makes us extremely proud. We expect these game-changing N’GENIUS materials will be extremely popular with our existing customers and help open up new opportunities in other markets including the U.S. and Canada and in clean energy industries such as hydrogen.”
“Furniss & White is a company that shares our own passion and drive for innovation, and we are absolutely delighted to be collaborating with them on what is destined to be an industry changing technology,” said Dr. Ces Roscoe, CEO of N’GENIUS Materials Technology and inventor of the N’GENIUS Series. “With a long history of steelmaking, Sheffield is widely regarded as the birthplace of stainless steel and it seems befitting that it will essentially be ‘reborn’ in the same city more than a century later.”
Furniss & White has successfully completed a range of Manufacturing Procedure Qualification Tests at its facilities in various grades from the N’GENIUS Series.
Main image: Furniss & White casting an N’GENIUS grade alloy.
The press release is available in its original form here.
Laser heat treating overcomes issues of distortion that are frequent in conventional heat treating methods. Read this Technical Tuesday by Aravind Jonnalagadda (AJ), CTO and co-founder of Synergy Additive Manufacturing LLC, who examines how the automotive industry is achieving desirable dimensional tolerance while avoiding finishing operations like hard milling or grinding.
This informative piece was first released in Heat Treat Today’s August 2024 Automotive print edition.
Technology Overview
Laser heat treatment is a process in which a laser, with a typical spot size from 0.5” x 0.5” to 2” x 2”, illuminates the surface of a metal part to deliver very high energy flux with extreme precision both in time and geometry. This brings the metal’s surface up to the desired temperature very rapidly. Movement of the laser across the surface of the working piece produces hardened tracks.
The phase transformations induced by laser hardening of steels proceed according to the following stages:
Formation of austenite from pearlite-cementite (hypereutectoid steels) or from pearlite-ferrite (hypoeutectoid steels) aggregate structure, during the heating stage.
Martensite transformation from austenite, during the cooling stage.
During this process the short interaction time, in the range of 0.1–0.2 seconds, brings the surface temperature to 1337°F –2732°F (725°C –1500°C). Under these conditions, the original pearlite colonies transform into high-carbon metastable martensite due to self-quenching. This martensite phase increases the hardness.
Key Benefits of Laser Heat Treating
Consistent Hardness Depth: Laser heat treatment delivers consistent hardness and depth by precisely applying high energy to the metal. Millisecond-speed feedback control of temperature ensures specifications are met, as shown in the metallographic cross-section view of laser heat treated D6510 cast iron (Figure 3).
Minimal to Zero Distortion: The high energy density of laser heat treatment minimizes distortion, benefiting components like large automotive dies, gears, bearings, and shafts.
Precise Application of Beam Energy: The laser spot precisely heats the intended area, avoiding unnecessary heating of surrounding areas. This is particularly advantageous for surface wear applications, allowing for surface hardening while maintaining the rest of the material in a medium-hard or soft state, thus combining hardness and ductility.
No Hard Milling or Grinding Required: Laser heat treatment’s low-to-zero distortion reduces or eliminates the need for hard milling or grinding. Post-treatment material removal is minimal and can be managed with polishing. This reduction in finishing operations can save up to 20% in overall manufacturing costs.
Laser Heat Treatable Materials
Any steel with ≥ 0.2% carbon content is treatable by laser heat treatment. In real-world applications, the areas of dies that have been treated with laser heat treatment are generally as hard as, or harder than, the same areas of identical dies treated by conventional hardening treatment.
Common heat treatable automotive materials are indicated in Table 1. This is not a comprehensive list.
In automotive tooling, the conventional practice is to mill the dies in soft state, intentionally leaving an extra 0.015” to 0.020” of material on the surfaces. This excess material acts as a buffer to accommodate distortions from subsequent heat treatments like flame or induction processes. After this initial phase, the dies undergo heat treatment and are then hard milled to achieve the specified tolerances before assembly.
Figure 1. Conventional die construction process vs. the process that utilizes laser heat treating
An alternative method gaining traction, however, is laser heat treating (Figure 1). In this approach, the dies are machined to final tolerance from the beginning and then laser heat treated without causing distortions. This eliminates the need for a secondary hard milling operation. Automotive tool and die clients have reported cost savings exceeding 20% due to this streamlined process.
New Advancements
A Promising Application: Hardening Sharp Edges on Trim Dies
Figure 2. Trim die being laser heat treated using Synergy’s Multi-Point Temperature Control System
Within the automotive industry, trim dies hold a pivotal role in shaping sheet metal stampings (Figure 2). These dies are instrumental in cutting the metal sheets after forming operations. Typically, a trim die comprises numerous smaller steels assembled onto a die shoe. Ensuring the durability and hardness of these trim dies is imperative, as they must withstand considerable shear and fatigue loads.
Traditionally, heat treatment methods like flame or induction have been employed for treating trim inserts. However, these conventional techniques come with inherent drawbacks. Issues such as rolled edges and high heat input often lead to significant distortion in the dies. To compensate for this distortion, die makers commonly leave approximately 0.020” of stock material, which then requires hard milling to meet specifications. This process consumes substantial time and resources.
To address these challenges effectively, many die makers have recently turned towards laser heat treating for their trim inserts.
Multi-Point Temperature Control System (MPTC)
Figure 3. Cross-section of test sample demonstrating laser heat treated trim edge and the hardness of the cutting edge
Another innovation has been the use of more advanced temperature control units. The need to overcome temperature control challenges led to the development of the Multi-Point Temperature Control System (MPTC). This system enables Synergy to regulate laser power and temperature distribution over the entire cutting edge, ensuring consistent and controlled heat treatment without melting the cutting edge.
Case Study: Press Brake Tooling Hardening
High precision press brake tools are essential for the metalworking industry, providing the necessary precision and durability for bending and shaping sheet metal. These tools are crafted from a variety of materials, including 4140, S7, A2, and D2 steels, each known for their unique properties and performance characteristics. However, hardening these tools presents significant challenges due to their lack of mass, which often leads to serious distortion, especially in longer pieces.
Traditional hardening methods can cause substantial distortion in press brake tooling. This is particularly problematic for long tools, where uneven heating and cooling can lead to warping. The need for precise dimensions and smooth operation in press brake tooling makes any level of distortion unacceptable, as it can affect the accuracy and quality of the final product.
Laser hardening of press brake tooling at Synergy has demonstrated remarkable results. For tools less than 10 inches in length, the recorded distortion is less than 0.001 inches. Even for longer tools, measuring up to 10 feet, the overall distortion was maintained at less than 0.050 inches.
Case Study: Hem Die Laser Heat Treatment
Hemming is a critical operation in the production process and has a significant impact on the overall quality and performance of a vehicle. Hemming involves bending the edge of a sheet metal over itself, and it is performed on various components such as hoods, doors, tailgates, and fenders. Hemming dies, also known as anvils, play a crucial role in this process and are compact compared to conventional stamping dies, but this presents a new set of challenges for die makers.
Figure 5. Hem die laser hardening on the perimeter edge (material D6510 cast iron, typical hardness 58-62 HRC)
Conventional heat treating methods, such as induction and flame hardening, can cause substantial distortion in hemming dies and result in inconsistent hardness across the profile. Additionally, the dies require a great deal of post-machining to bring them back to the desired tolerance. This not only results in substantial cost but also adds time to the production process, leading to increased time to market (TTM).
Laser heat treating offers a solution to these challenges and helps to maintain the quality of hemming dies. With Synergy’s laser heat treating process, the die is laser heat treated after it is machined to its final dimensions, resulting in minimal to no distortion and consistent hardness. This eliminates the need for additional hard milling processes and helps to reduce the TTM. Extensive testing by Synergy’s clients has shown that laser heat treated anvils exhibit consistent hardness within ±1 HRC and do not require additional hard milling operations.
Uniform laser heat treating of punch pins with distortion of less than 0.0005” can be achieved with laser heat treating on pins and other cylindrical components. A demonstration of this application on a 4140 alloy steel part is depicted in the Figure 6. Laser hardening resulted in a surface hardness of 60 HRC with a case depth of 0.010”.
The automotive industry increasingly requires precise, repeatable methods to not only meet standards but also remove steps for manufacturers creating these components. As the three case studies demonstrate, laser heat treating is a key tool that heat treaters should use to improve energy efficiency, avoid distortion, and increase overall quality.
Asnafi, Nader, Tuve Johansson, Marc Miralles, and Andreas Ullman. “Laser Surface-Hardening of Dies for Cutting, Blanking or Trimming of Uncoated DP600.” Recent Advances in Manufacture & Use of Tools & Dies and Stamping of Steel Sheets, Olofström, Sweden (October 5-6, 2004).
Beyer, E., F. Dausinger, A. Ostendorf, A. Otto. “State of the Art of Laser Hardening and Cladding.” Proceedings of the third International WLT-conference on Lasers in Manufacturing, (2005): 281–305.
Pashby, I.R., S. Barnes, and B. G. Bryden. “Surface hardening of steel using a high power diode laser.” Journal of Materials Processing Technology, University of Nottingham, Nottingham, UK b Warwick Manufacturing Group, University of Warwick, Warwick, UK,139, (2003): 585–588.
Selvan, J. Senthil, K. Subramanian, and A. K. Nath. “Effect of laser surface hardening on En18 (AISI 5135) steel.” Journal of Materials Processing Technology 91, 1–3 (June 1999): 29–36.
Aravind Jonnalagadda (AJ) has over 20 years of expertise in laser material processing. Synergy provides high power laser-based solutions for complex manufacturing challenges related to wear, corrosion, and tool life specializing in laser systems and job shop services for laser heat treating, metal based additive manufacturing, and laser welding.
We’re celebrating getting to the “fringe” of the weekend with a Heat Treat Fringe Friday covering news about a Class A safety batch furnace delivered to a supplier to the medical industry. The components manufacturer needed equipment that would accommodate the doorway dimensions of its facility and found a Pennsylvania-based international industrial and laboratory furnace manufacturer able to design one to fit the specs.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
A supplier to the medical industry recently purchased a Class A safety oven from an international industrial and laboratory furnace manufacturer. The Pennsylvania-based provider designed the batch furnace for ease of move-in and installation, modified to an overall height of 79 inches and width of 45” to accommodate the ceiling height and doorway dimensions at the client’s facility.
Blue M® manufactured the furnace with a temperature range of 15°C (59°F) above ambient to 316°C (601°F). The temperature is controlled by a Watlow EZ Zone PM controller with advanced PID control algorithm. The controller offers TRU-TUNE™ adaptive control for tight control and auto-tune for a quick, efficient start up.
“Blue M offers customers the flexibility to request engineered-to-order modifications to our standard oven designs,” said Jonathan Young, product manager at Blue M. “This Class A oven features custom exterior dimensions to accommodate the customer’s facility ceiling height and doorways. This is the second unit with these special dimensions that this customer has ordered.”
The interior chamber has dimensions of a 48″ W x 24″ D x 48″ and is constructed with 304 stainless steel. All of the seams and ports of the interior chamber are Heli-Arc welded vapor tight to prevent fume infiltration and buildup of flammable materials between the chamber walls. The unit includes five (5) 304 stainless steel slotted shelves with rolled fronts for ease of product loading. Each shelf is capable of holding a 75lb product load.
Blue M is located in New Columbia, PA, owned by Thermal Product Solutions.
The press release is available in its original form here.
Today’s News from Abroad installment examines strategies global manufacturers are investigating and enacting to move the industry toward the next generation of production efficiency and sustainability through decisive equipment investments, cooperative research efforts, and innovative processing breakthroughs.
Heat TreatTodaypartners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets, and Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe.
Extruder Expands Production With Additional Homogenization Line
Continuous homogenization furnace installed at Exlabesa at its A Coruña plant Source: SMS Group
“The recently commissioned state-of-the-art melting furnace is specifically designed to produce recycled billets from post-consumer aluminum scrap that has reached the end of its life cycle. The subsequent expansion of the foundry, which focuses on Hertwich’s new continuous homogenization plant, will once again significantly increase the capacity for processing new scrap. This makes Exlabesa less dependent on the procurement of primary aluminium and at the same time conserves resources. These investments underline Exlabesa’s commitment to greater sustainability and the reduction of CO2 emissions by promoting a cleaner and more efficient industry based on the principles of the circular economy.”
Breakthrough: World’s first successful industrial-scale hydrogen Casting
First successful industrial-scale production of aluminium slab using hydrogen combustion explores the performance of hydrogen as a substitute for natural gas at an industrial scale Source: Unsplash
“Constellium announced the successful completion of its first industrial-scale hydrogen casting at C-TEC, Constellium’s primary R&D center. This casting was performed in a 12-ton furnace following strict internal procedures. . . . ‘The 12-ton aluminium slab produced using hydrogen will be further processed at our Neuf-Brisach site in France for use in electric vehicles. This milestone is significant in our roadmap towards decarbonising our industrial activities, as we have begun exploring the performance of hydrogen as a substitute for natural gas at an industrial scale, provided that hydrogen is green, more accessible, and cost-effective for industrial applications.’”
New Production Line Moves Steelmaker Closer to Next Generation
Curved section of Primetals Technologies’ Stelmor Conveyor for future in-line direct solution treatment (DST) processing Source: Primetals
“A further benefit for Yantai Walsin was the fact that the bar-in-coil outlet realizes in-line quenching for austenitic and ferritic stainless products, leading to a reduction of subsequent post-processing annealing. Moreover, Primetals Technologies has designed the equipment to accommodate a future addition of an in-line solution for the direct treatment of wire rod products, which also reduces subsequent post-processing annealing. For bar products, the producer now uses a rapid transfer system to slow cooling bins for martensitic grades.”
Toward Climate-Neutral Steel Production: Replacing Blast Furnace With Direct Reduction Plant
Dr. Heike Denecke-Arnold (left), Chief Operations Officer Executive Board of thyssenkrupp Steel Europe AG, and Gretta Stephens, Chief Executive for Climate Change and Sustainability at BlueScope Steel (right) Source: thyssenkrupp
“thyssenkrupp expands its research activities in the field of CO2 low-carbon steel production in cooperation with BlueScope Steel. At the heart of this collaboration are the smelting units, which are a central component of the first transformation step towards climate-neutral steel production: the replacement of the first blast furnace with a direct reduction plant (DR plant) with downstream smelters. . . . As part of the research cooperation with BlueScope Steel, which is scheduled to run for four years, the process understanding and plant management are to be optimized in the run-up to the commissioning of the smelter. These include electrode management, furnace operation, process parameters, refractory material and maintenance.”
PAI Industries, a manufacturer of parts to the heavy-duty truck industry, has expanded its in-house heat treatment with a NANO vacuum furnace system.
The Georgia-based company partnered with vacuum furnace manufacturer ECM USA to transition its production line from out-sourced heat treatment to in-house vacuum technology in order to perform low pressure carburizing and through hardening around the clock.
The upgraded system will increase capacity and expedite production at PAI’s 112,000 square foot manufacturing facility. The NANO furnace system is comprised of one module with three stacked up heating cells (which can be extended to six heating cells, corresponding to two heating modules) and gas quenching cells to quench the parts. The carburizing cells are stacked up to reduce the footprint’s installation as much as possible. The furnace system integrates directly into the production line which allows it to reduce the cycle time while simplifying the flow between the machining and heat treatment.
The press release is available in its original form here.
The automotive industry is going electric — electric vehicles are a popular choice for consumers. To continue sustainable efforts for a healthier planet, heat treaters need to seriously consider energy recovery technologies for their equipment and processes. In this Technical Tuesday article, Harb Nayar, founder, president, and CEO at TAT Technologies, examines the use of combustible burner technology (CBT), specifically CBT technology retrofitted on conveyor furnaces that utilize some level of combustible produced by synthetic or generated atmospheres, and that have peak temperatures above 1400ºF (760ºC).
This informative piece was first released in Heat Treat Today’s August 2024 Automotive print edition.
The reality is that rather than just neutralize these emissions, heat treaters can use them to heat their parts, even before preheating. The focus of this article is to examine the use of combustible burner technology (CBT) and more specifically, CBT technology retrofitted on conveyor furnaces for processes that has the following:
Here’s a 20-second video of “dancing” flames exiting a conveyor furnace that is sintering PM parts in a N2-H2 atmosphere at 2050°F (1,000+ lb./hr.). Source: TAT Technologies
Recovering Latent Heat Energy
A typical conveyor furnace found on the shop floor has three distinct zones, a preheat zone, a high heat zone, and a cooling zone. Since it is desirable in these units to have a forward atmosphere flow (toward the entrance end of the furnace and opposite the direction of part travel), combustibles emitted while processing the parts exit at the entrance and are typically burned off before entering the room or exhaust system. Often, flames can be seen burning at the front of the furnace.
PM processing is very specific and often more difficult to adopt compared to other continuous atmosphere furnaces. Given the large percentage of PM parts used by the automotive industry, it offers a good example of how heat treaters can achieve energy and cost savings via energy recovery technology.
A Close Look at the Process
Sintering is commonly performed in continuous atmosphere furnaces. In the sintering process, powder metal is combined with a binder, often solid wax (Acrawax®) or stearate-based lubricants are used in the compaction process to make green parts. Delubrication (aka delube, debindering) then takes place in the preheat section of the furnace. There are three phases during PM sintering:
Typical door-to-door time varies between one to five hours, depending upon the material being sintered.
The most common atmosphere used in sintering processes is N2 with 7–20% H2. In other shops, the atmosphere used is Endothermic gas, which has (approximately) 40% H2, 20% CO, with the balance primarily N2 or dissociated ammonia (DA) with a composition of 75% H2 and 25% N2. In some sintering operations, a mixture of DA and N2 is used.
The atmosphere with all the combustibles travels from the high heat section to the preheat section and finally exits from the front of the furnace where the various pollutants are burned off before entering the exhaust system. The total amount of combustibles varies between 10% and 50% depending on the type of atmosphere and material being sintered.
For example, CBT units have been installed for the delubing of tungsten-based alloy parts prior to sintering in high temperature pusher furnaces.
Figure 3. CBT unit called “LBT-I.” (Left) main body before installation and (right) control panel. Source: TAT Technologies
CO: approximately 0.12 KW per cubic foot of CO or 0.4 KW per cubic meter of CO
Wax lubricant: approximately 5 KW per lb. or 11 KW per kg of lubricant going into the furnace
How CBT Works
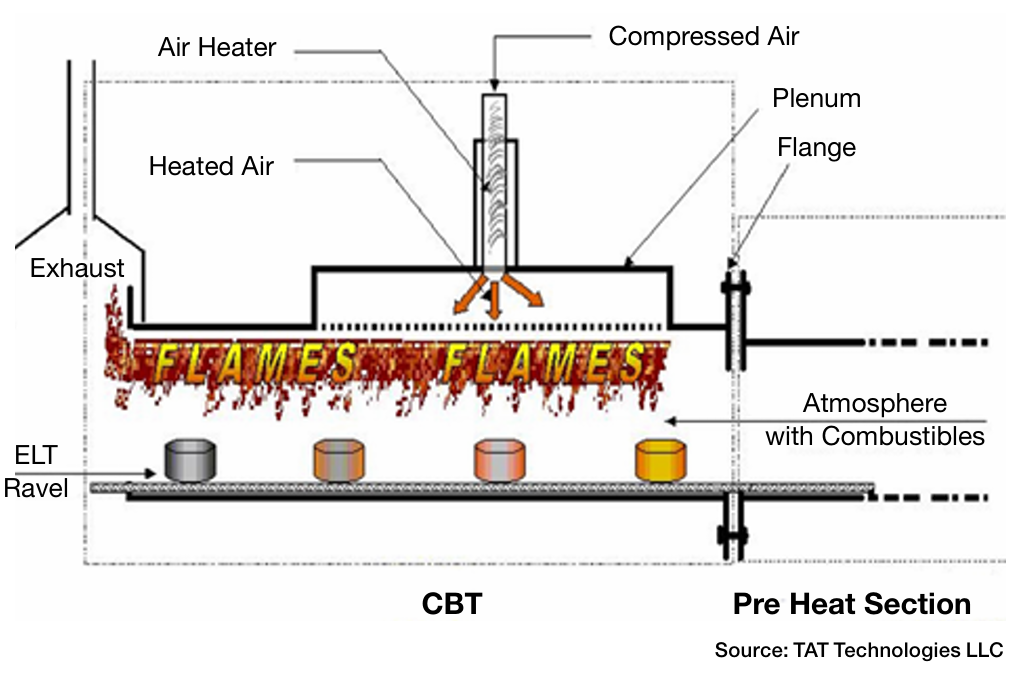
The CBT unit retrofits to the flange of the preheat muffle of the sintering furnace. In its reaction chamber, the furnace atmosphere gases enter from the heating sections carrying the various combustibles. These are circulated in the chamber in which preheated air at 1000–1600°F is introduced through vents in the roof of the chamber (Figure 1).
When the furnace atmosphere and air mix, a combustion reaction takes place with flames being produced over the incoming load of parts that are traveling on the belt towards the preheat section. Heat from theses flames helps vaporize the lubricant and any oils present at a high rate. The lubricant vapors flowing out of the parts are instantly and continuously consumed within the CBT chamber before leaving to enter the exhaust system in the front of the furnace. However, the energy released from the burning lubricants and oil vapors remains, adding to the energy from combustion within the CBT chamber. Enough total heat is generated to heat the parts and the belt to temperature above 930ºF (500ºC) before entering the preheat section. This “recovered” heat energy is essentially free as it is generated from the combustibles and lubricant and oils (e.g., H2 for oxide reduction and lubricant for ease of compaction).
Figure 4. Illustration of the energy generated within the CBT reaction chamber. Parts are moving from right to left. Source: TAT Technologies
Another Case Study Illustration
Energy recovery in a CBT reaction chamber from fully combusting H2 coming from the preheat section of the furnace at a flowrate of 400 CFH (11.3 m3/h) and lubricant coming with the green parts at a rate of 7.2 lbs (3.3 kg) per hour is approximately 235,000 Btu/hr (248 MJ/hr) which is equivalent to an energy savings of approximately 70 KWh of electricity.
Additional Heat Treat Applications
Many other heat treating processes benefit from CBT technology. Some examples follow next.
Annealing often utilizes continuous furnaces.
The percentage of H2 in the atmosphere is generally much higher — in some cases 100%.
Materials and annealing practices vary from plant to plant.
Prior to annealing, the material often has surface oxidation and/or some type of coating (e.g., oils, dry lubricants).
The goal is to avoid decarburization and produce an acceptable microstructure, which highly depends on the time/temperature cycle.
Brazing is another thermal process that benefits from CBT technology.
Brazing of most automotive parts is done in either in Exothermic or Endothermic gas or N2-H2 or H2-Ar atmospheres.
Materials being brazed are typically low carbon steels or stainless steels. In some instances, other special materials are used.
The goal is to have clean, oxide, and soot-free joint surfaces just before the filler metal (commonly copper or nickel-based alloys) melts, flows into the gap between the parts by capillary action, and solidifies producing a homogeneous part.
Summary
Figure 5. Photo shows the main body of a CBT unit. Different product models vary in length and flow capacity, but all produce improvements in product throughput up to 25–50%. Source: TAT Technologies
Increased productivity. The technology increases throughput up to 50% depending upon the model used since incoming parts are heated prior to entering the preheat section of the furnace.
Energy savings. The power requirements in the preheat section are reduced and throughput increases up to 50% depending upon the model used.
Improved heat transfer. Parts can be heated to a higher temperature in a shorter amount of time for faster removal of organic materials prior to subsequent reduction of metal oxides.
Decreased unit cost. The energy consumption is lowered and overall cost of parts produced in reduced.
Environmental benefits. Ambient temperature in the front-loading area by 10–30°F is lowered since the burn off flames are significantly smaller. Processes being run are less sensitive to air infiltration in the vicinity of the furnaces.
About the Author:
Herb Nayar President & CEO TAT Technologies Source: TAT Technologies
Harb is an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry, and what he anticipates for the future of the industry, especially where it bisects with heat treating.
A defense industry manufacturer has purchased an inert atmosphere batch oven for processing stainless steel parts in a reduced oxygen environment to prevent scaling. The furnace is designed to use a nitrogen atmosphere system to reduce surface oxidation of parts and includes a flow meter calibrated for nitrogen and controlled via closed loop to maintain the reduced oxygen level.
Wisconsin OvenCorporation shipped the system, which has a maximum temperature rating of 1,250°F with the capacity to heat and cool approximately 6,000 lbs. of steel per load in an inert atmosphere. The temperature is controlled by a Watlow F4T digital recorder/controller with ethernet communication capabilities. Temperature uniformity of +/- 10°F at 1,000°F and 1,200°F was verified with a nine-point profile test.
Mike Grande Vice President of Sales Wisconsin Oven Corporation Source: Wisconsin Oven Corporation
The oven features a “CAN” style construction with a heavy plate exterior, a total of six inches of insulation, and an 18-gauge 304 stainless steel interior. To maximize throughput and productivity, the oven is designed with a pneumatically operated vertical lift door and powered load/unload table capable of handling up to 6,000 lbs., along with a water cooling system to reduce the cooling time, to allow for faster production cycles.
“This inert atmosphere oven includes several state-of-the-art features that increase production throughput and provide reduced surface oxidation,” said Mike Grande, vice president of sales at Wisconsin Oven. “These include water cooling to reduce the cooling time at the end of the cycle, closed-loop nitrogen control to prevent nitrogen overconsumption, oxygen and humidity sensors to provide real time data, and an industrial IoT system to connect the unit to the Wisconsin Oven aftermarket team for remote data monitoring and tech support.”
The press release is available in its original form here.