We’re celebrating getting to the “fringe” of the weekend with a Heat TreatFringe Fridayinstallment: Woodward, Inc, a manufacturer with in-house heat treat operations which serves the aerospace industry, has announced its plan to build a precision manufacturing facility in Greer, South Carolina, in Spartanburg County. The new site is a strategic investment for the company. The 300,000-square-foot facility is set to open in 2027 and will focus on production of servo-hydraulic actuation systems, which are critical components used in aircraft flight control.
While not exactly heat treat, “Fringe Friday” deals with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing.
Woodward’s Nadcap certification Source: Woodward, Inc.Chip Blankenship Chairman & CEO Woodward, Inc.
Initially, most of the factory’s capacity will be dedicated to producing spoiler actuation for the Airbus A350. These critical control systems are mounted on the upper surface of aircraft wings and play a vital role in managing lift and enhancing flight performance and safety. The site has potential to expand capacity as the company meets growing demand for its aerospace technologies.
The facility is expected to create approximately 275 high-quality jobs in manufacturing, engineering, and business operations, with potential for significant workforce expansion in the future.
“The selection of Woodward to supply Airbus with spoiler actuation systems and our investment in South Carolina represent a major milestone for Woodward and our commitment to delivering leading controls solutions to our customers,” said Chip Blankenship, chairman and CEO of Woodward, Inc. “It will be a showcase manufacturing site, much like our Rock Cut campus, vertically integrated, highly automated, and built on the capabilities and methodologies in operational excellence we’ve developed through our LEAP and GTF aircraft engine programs.
“Beyond supporting the Airbus A350, this facility positions us to extend our hydraulic flight control design and industrialization expertise to additional applications as well as other commercial aircraft manufacturers. We’re proud to bring jobs and economic opportunity to Spartanburg County as we fulfill our purpose to design and deliver energy control solutions our partners count on to power a clean future.”
Henry Dargan McMaster Governor of South Carolina Source: South Carolina Office of the Governor
After an extensive nationwide search, Woodward selected Spartanburg County for its robust manufacturing infrastructure, access to highly skilled aerospace talent, and proximity to key suppliers. The investment is supported by an incentive package from the State of South Carolina, Spartanburg County, and local economic development organizations.
“When global companies like Woodward, Inc. decide to invest in our state, it further solidifies South Carolina’s impressive reputation in the manufacturing industry. We look forward to creating a long-standing partnership with the company and seeing the strong impact of these approximately 275 new jobs in Spartanburg County,” said Henry McMaster, Governor of South Carolina.
Press release is available in its original form here.
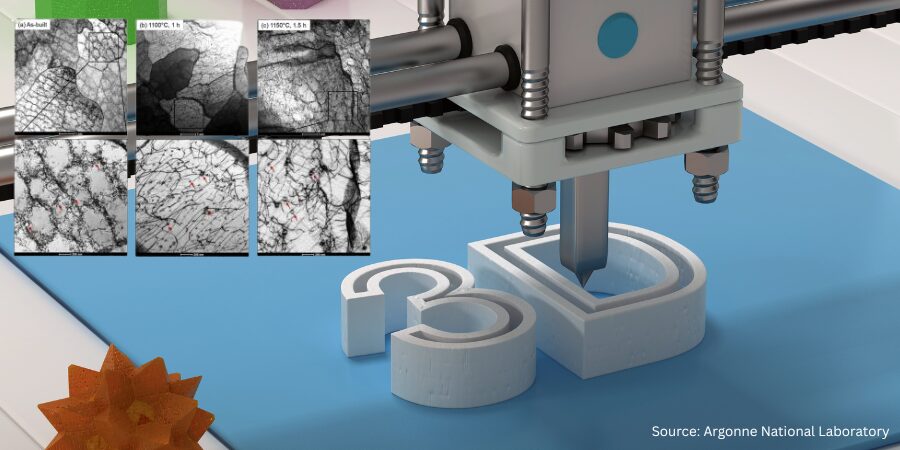
Argonne scientists have been investigating 3D-printed steels for use in next-generation nuclear reactors. In two studies, they used X-ray diffraction and electron microscopy to reveal how heat treatments can help 3D-printed steels endure nuclear service.
Heat Treat Todayhas added additional resources for heat treaters, those in the nuclear energy sector, and new professionals in the industry who would like to learn more throughout this release. Make sure to click the links throughout to access all of the information!
Crucial components within nuclear reactors are often made using stainless steel; it fortifies falls and withstands decades of extreme heat, pressure, and irradiation. Additive manufacturing — or 3D-printing — offers a way to produce complex stainless steel parts more efficiently, however it can leave behind defects in the microscopic structures of steel parts, impacting their performance. Two recent studies have shown how additively manufactured steels compete with their conventional counterparts.
Scanning transmission electron microscopy images of 3D-printed 316H stainless steel before (a) and after (b and c) two heat treatment techniques. Red arrows indicate nano oxides, which greatly impact the steel’s response to heat treatment. Source: Argonne National Laboratory
Researchers at the U.S. Department of Energy’s (DOE) Argonne National Laboratory used X-ray diffraction and electron microscopy to discover nanostructures of steel made with an additive manufacturing method called powder bed fusion (LPBF).
They printed two samples of stainless steel alloys with LPBF. In one study, they focused on 316H, an established type of stainless steel for structural components in nuclear reactors, and in the other they focused on Alloy 709 (A709), a newer alloy designed for advanced reactor applications. Both studies revealed the differences between 3D-printed steel and conventionally wrought steel, and also highlighted how printed steels responded to various heat treatments.
Before these steels can be relied upon in reactor environments, the nuclear industry has discovered their growing need for a deeper understanding of how to control 3D-printed steels.
“Our results will inform the development of tailored heat treatments for additively manufactured steels,” said Srinivas Aditya Mantri, an Argonne materials scientist who co-authored both studies. “They also provide foundational knowledge of printed steels that will help guide the design of next-generation nuclear reactor components.”
Using Heat Treatment for Repair
In LPBF, a laser melts precise designs into a metal powder one layer at a time until a solid, 3D metal object is formed. The repeated heating and cooling caused by the laser changes the microstructures of the steel.
Printed steels, for example, show higher numbers of dislocations — a defect of non-uniform shifts in a steel’s structure. Dislocations strengthen steel, but they also increase its internal stress, leaving it more vulnerable to fracture.
Heat treatment is a way to relieve this stress. Heat treatment changes the microstructures of a metal and can repair dislocations as high temperatures allow atoms to shift. Recrystallization is a product of heat treatment where new, strain-free grains replace the original structure. However, keeping some dislocations can have benefits of promoting precipitation of particles that can improve a material’s performance.
3D-printing 316H, a Standard for the nuclear industry
In one of the studies, researchers focused on 316H, comparing the microstructures of wrought and LPBF-printed samples by scanning electron microscopy (SEM) and scanning transmission electron microscopy.
Transmission electron microscopy images of 3D-printed and heat treated Alloy 709 stainless steel. The experiments revealed a high number of dislocations in their microstructures. Source: Argonne National Laboratory
At a second office, they used in situ X-ray diffraction experiments. At beamline 1-ID, the team evaluated the samples using high-energy X-rays while they underwent varying heat treatments of solution annealing.
“The high flux of photons provided by the APS allowed us to track the evolution of the microstructures in real time during the dislocation recovery process,” said Xuan Zhang, another materials scientist at Argonne and co-author on both studies. “That’s something you can only achieve with a synchrotron X-ray facility like the APS.”
What was revealed is that recrystallization was inhibited by nano oxides, which are nanoscale defects common in 3D-printed steel.
“Nano oxides act as a sort of barrier to the movement of dislocations and the growth of new grains, causing some dramatic differences between the response of LPBF-printed and wrought steels to heat treatment,” Zhang said. “For example, the printed samples started to recrystallize at temperatures several hundred degrees higher than their wrought counterparts.”
The effects of these discoveries on the mechanical properties of the metal are essential, particularly strength under tension and resistance to creep. Creep is the slow deformation of a material under consistent mechanical load, which is relevant for nuclear applications.
3D-printing A709, An Up-And-Coming Heavy-Hitter
The other study focused on A709, a newer advanced stainless steel designed for high-temperature environments such as inside sodium fast reactors. Researchers studied samples of A709 printed with LPBF, making it the first experimental look at an additively manufactured form of the alloy.
While investigating the strengths of the heat treated samples under tension, both at room temperature and 1022°F (550°C) — a temperature relevant to sodium fast reactors — the printed A709 showed higher tensile strengths than the wrought A709. This is most likely on account of the printed samples beginning with more dislocations, which also led to the formation of more precipitates during heat treatment.
“Our research is providing practical recommendations for how to treat these alloys,” said Zhang, “but I believe our biggest contribution is a greater fundamental understanding of printed steels.”
Press release is available in its original form here.
A leading aviation technology company will receive two new furnaces from a manufacturer of metal heat treatment solutions with North American locations. The furnaces will be used in the production of engine components, particularly directionally solidified and single crystal castings.
Sławomir Woźniak CEO SECO/WARWICK Group
SECO/WARWICK will provide a Vector vacuum furnace and a VIM JetCaster furnace with a capacity of 25 kg, enabling the melting of nickel and cobalt alloys at temperatures up to 1700℃ (3092°F) to the Chinese aviation manufacturer.
“The device ensures a low percentage of casting defects, both macro and microstructural, as well as a significant reduction of the directional solidification casting process compared to the classical process due to increased mold withdrawal speeds,” said Sławomir Woźniak, CEO of SECO/WARWICK Group.
The latest jet engines use advanced blades cast produced by single crystal technology. The control system meets the needs of precise processes: casting, temperature control, as well as comprehensive data collection.
The Vector vacuum furnace is designed for aging and solution heat treatment processes. It achieves a maximum temperature of 1400℃ (2552°F) with a uniformity of ±5℃ (9°F) and can handle components with a total mass of up to 800 kg. Due to a high level of vacuum (up to 10⁻³ Pa), processes take place without intergranular oxidation, resulting in a quality surface for the components.
Press release is available in its original form here.
In this Technical Tuesday installment, Jim Roberts, president of U.S. Ignition, examines various flame profiles in heat treat operations. Today’s Combustion Corner compares gravitational lift, premix burners, fuel nozzle fixed air mixing burners, and nozzle mixing burners, while exploring design improvements to keep you well informed.
This informative piece was first released inHeat Treat Today’sAugust 2025 Automotive Heat Treating print edition.
A furnace guy walks into a bar and shouts, “Straighten UP!” The other furnace guys respond, “It won’t work!”
Thus begins another wander down combustion lane where we try to figure out what I’m talking about. We have discussed in other articles how various fuels and sources of air (and everything else) can affect the heating rates produced by our combustion equipment. We have talked about fire. We haven’t talked about what fire looks like.
So, in the following column and subsequent releases we are going to talk about flames and fire, and why there are a fairly substantial number of flame profiles available to heat treaters, steel makers, and all of you high-temp-type people. Why are there different flame shapes, and what does flame color do for you?
Burner Types
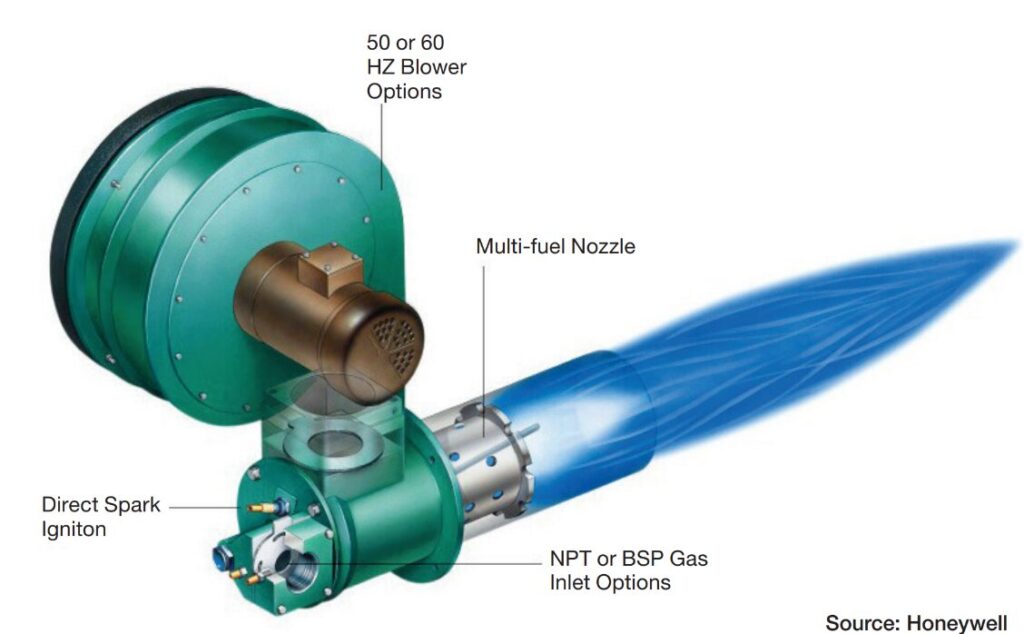
Figure 1. Nozzle-mixing burner ThermJet cutaway
Firstly, let’s start with the various types of burners commonly used in the art of high-temp processing work.
Gravitational lift: This type of burner is exactly what it sounds like; it works just like a candle. The fuel/air mix is naturally rising with the thermal current of the flame and combusting as the flame rises, climbing the heat column.
Premix burners: This is where the fuel and air are mixed together and then ignited. By controlling the percentages of fuel and air in the mixture, we control the characteristics of this flame.
Fuel nozzle fixed air mixing burners: This is where a steady stream of oxidant (air) is flowing, and the fuel is throttled up and down to affect ignition and capacity of fuel.
Nozzle mixing burner: Finally, and by far the most used in our industry, this is where the fuel and oxidant mix internally in the burner, and a flame configuration is determined by the burner outlet or the mixing nozzle. (See Figures 1 and 2.) You may hear burner nozzles referred to as a cup, a spinner, flame retainer, just about any type of reference. You may also hear them referred to as a danged hot thing — an accurate description as well — so don’t touch.
Design Improvements
With development of the nozzle mixing burner 60+ years ago, design improvements began in earnest. One of the first patents for nozzle mixing industrial burners was issued to Eclipse Fuel Engineering in 1967. Pretty soon there were all sorts of designs and patents, as burner companies raced to improve reliability, performance, and heat delivery characteristics.
Figure 2. Nozzle-mixing burner Eclipse Thermair
Some of the concepts that came along in the subsequent years were “air staged” burners. In this design feature, the fuel is delivered in the center of the flame nozzle. Progressively changing air holes in the nozzle stages the combustion of the fuel as it makes contact with the air. As the gas burns and the exhaust gas expands, it will often increase volumetrically by up to seven to eight times its cold state condition. That’s a lot of expansion, and it forces the pressure in the burner body to increase at an amazing rate. As the flame progresses through the burner and seeks the exit point (the part we see, you know, the fire), it can be moving along at — get this — flame speeds up to 400 feet per second!
That’s enough for today. We’ll pick this conversation back up next month.
On Wednesday, September 24, Heat Treat Today, in cooperation with the Metal Treating Institute (MTI), presented the 2025 Master Craftsman Award (also known as the Commercial Heat Treater of the Year Award) to Braddock Metallurgical, Inc.
The award was presented at the formal awards presentation banquet at the Metal Treating Institute Fall Meeting and Conference in Napa, California. Pictured above from left to right is Natalie Littler, Jason Kusher (Plant Manager, Braddock Metallurgical), Grace Blasco, Erik Gieger (Quality Manager, Braddock Metallurgical), Mary Braddock, Griffith Braddock (VP, Braddock Metallurgical), George Gieger (CEO, Braddock Metallurgical), Rose Gieger, Roy Adkins (Corporate Director of Quality, Braddock Metallurgical), Christine Adkins, and Doug Glenn (Publisher, Heat Treat Today).
This award, whose applicants are judged by a panel of previous recipients, is given to the company that demonstrates making a positive impact on their community and their industry. Recognition is based on quality programs, pollution and hazardous waste control, community involvement, and industry leadership.
At the award presentation, Doug Glenn highlighted how “the company’s commitment to quality and innovationis evident in the numerous quality certifications and its approach to assisting customers. To name just one quality system accomplishment, the company has achieved Merit Standing for their AS9100 Rev D Quality System for four of their locations.”
He continued, “When it comes to the company, it has been actively working towards reducing its carbon footprint, promoting resource conservation, and adopting sustainable sourcing practices by: Monitoring asset utilization to reduce wasted energy, recycling oil and wastewater, performing thermal surveys of electrical panels, tuning combustion systems, using only Federal and state regulated waste removal companies, and monitoring storm water activities at all facilities.”
Commercial Heat Treater of the Year CertificateGeorge Gieger shaking hands with Doug Glenn
Braddock Metallurgical, Inc. received a plaque commemorating this auspicious recognition and a scholarship fund of $1500 from Heat Treat Today that was matched with another $1500 from MTI’s Education Foundation. The heat treater will award this $3000 to a high school or college student who is pursuing an education in heat treat.
Congratulations to Braddock Metallurgical, Inc. on this award.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 13 news items, featuring the Nitrex/AICHELIN Group merger, Super Systems 30th Anniversary, Heat TreatToday’s40 Under 40 Honorees, and more!
Equipment
1. Tenova continued its collaboration with Topy Industries Ltd., starting a Phase II integration of the Tenova acoustic water detection system on the EAF shaft panels.
2. Rheintmetall and Lockheed Martin presented a world first in the field of combat vehicles at the DSEI UK trade fair: the Fuchs JAGM is a highly mobile combat vehicle designed to combat a wide range of threats on land and in the air.
3. SMS Group received final approval from WISCO for the successful modernization of its high-capacity hot strip mill. The project focused on automation upgrades, including X-Pact® Profile, Contour and Flatness Control (PCFC), and new CVC® blocks.
4. Kanthal, a global resistance materials producer, expanded its wire production capacity in Hosur, India. The new 1,980 square meter facility will more than triple its production capacity at the Hosur plant.
Tenova acoustic water detection systemRheinmetall and Lockheed Martin reveal vehicleSMS receives final acceptanceKanthal new facility expansion
Company & Personnel
5. NITREXwill soon be part of the AICHELIN Group. AICHELIN signed an agreement to acquire the NTS & UPC business divisions of NITREX.
6. Phoenix Heat Treating announced their acquisition of Mesa Custom Machining. Mesa Custom will continue to operate as an independent company.
7. Solar Atmospheres of California announced the addition of Eric Cavenee to their Western Region Outside Sales team.
Aichelin acquires NitrexPhoenix Heat TreatingSolar Atmospheres welcomes Eric Cavenee
Kudos
8. Super Systems celebrated their 30th anniversary, which included Bill Thompson (Founder), Steve Thompson (CEO), and Will Thompson (Employee), who are father, son, and grandson.
9. Advanced Heat TreatCorp achieved a 24-Month Nadcap® merit status for heat treatment. The renewed status is valid until November 30, 2027.
10. Wirco celebrated 20 years since acquiring the foundry in Champaign, Illinois. They honored long-tenured retirees at the occasion.
11. Heat Treat Today announced its 40 Under 40Class of 2025 Honorees. The 40 Under 40 initiative is an opportunity for the heat treat community to give loud applause to the ladies and gentlemen rising up as leaders in the North American heat treat industry.
12. The MTI Educational Foundation announced that 17 outstanding students have been awarded scholarships totaling $80,000 to support their pursuit of education and careers in materials science, metallurgy, engineering, and related industrial and technical fields.
13. Trinity Forge — one of Mansfield’s oldest active manufacturers — is celebrating 70 years in business! Founded in 1955, Trinity Forge has grown from a small forging shop into a versatile manufacturer serving industries from aerospace and defense to transportation and heavy equipment.
Relevant Industrial, LLC (Relevant), an industrial equipment and engineered solutions company, has announced its acquisition of Lindberg Process Equipment (Lindberg), a provider of industrial heating and combustion systems. The acquisition adds to Relevant’s geographic presence in the Midwest while expanding its ability to support its clients.
John Carte CEO Relevant Source: Relevant Industrial, LLC
Lindberg’s operations will combine with Relevant’s New Brighton, MN location, adding an established thermal solutions operation. The move allows the company to provide faster response times, improved product availability, and more tailored support to industrial clients across the Midwest.
“This acquisition reinforces our commitment to being close to our customers and equipping them with the products and solutions they need to keep their operations running efficiently,” said John Carte, CEO of Relevant Industrial. “By expanding our thermal solutions capabilities in a key geography, we’re better positioned to deliver timely, practical support.”
Lindberg Process Equipment specializes in industrial heating and combustion systems, including burners, valves, pipe trains, controls, and custom control panels.
Press release is available in its original form here.
An aerospace manufacturer is expanding with a vacuum furnace for brazing fuel system components for aircraft engines. The single-chamber vacuum furnace has a molybdenum heating chamber and gas cooling up to 1.5 bar abs.
SECO/WARWICK, which has U.S. locations, spent years in collaboration with this manufacturer to ensure it met their high precision needs.
Maciej Korecki Vice President of Business of the Vacuum Furnace Segment SECO/WARWICK
“This partner is one of the most specialized production centers in Europe when it comes to precision elements of fuel installations for aircraft engines. The fact that they once again chose SECO/WARWICK technology is the highest form of appreciation,” says Maciej Korecki, vice president of the Vacuum Segment at SECO/WARWICK. “Our solution is the result of technical dialogue, adaptation to the client’s requirements and optimization for process cleanliness, high vacuum, and the size of the parts to be manufactured.”
The vacuum furnace has been significantly modified to meet the client’s specific technological requirements. It includes a molybdenum heating chamber with shield insulation, which reduces heat loss and provides purity for thermal processes. A temperature uniformity of ±6°C (±11°F) ensures uniform conditions throughout the heating zone, which is crucial when brazing tubular components for fuel systems.
The device’s vacuum system, built on mechanical pumps, a roots pump, and a diffusion pump, maintains a stable and deep operating vacuum at the level of 10⁻⁴ to 10⁻5 mbar. A partial pressure system for protective gases (hydrogen, argon) has also been implemented, preventing the sublimation of alloying elements and protecting the quality of the load. A dew point sensor installed at the gas inlet secures the process against contamination from the atmosphere.
The new furnace will provide full production capabilities, handling an increased number of components for fuel systems in aircraft engines. Its implementation will have an impact on the efficiency, quality, and stability of brazing processes.
Press release is available in its original form here.
Ferritic nitrocarburizing (FNC) has emerged as a powerful, low-distortion heat treatment solution for automotive components, especially brake rotors, thanks to its wear resistance, corrosion protection, and compatibility with tight dimensional tolerances.
In this Technical Tuesday installment, adapted from a recent Heat Treat Radio conversation, Mike Holly, a retired GM metallurgical engineer, shares how FNC reshaped brake rotor technology at General Motors (GM), and what its future may hold for commercial and in-house heat treaters alike.
This informative piece was first released inHeat Treat Today’sAugust 2025 Annual Automotive Heat Treating print edition.
A Brake Rotor Problem Worth Solving
Ferritic nitrocarburizing (FNC) may not be new to the thermal processing world, but its potential is still unfolding, especially for heat treaters working with automotive components. With over four decades in the automotive and heavy truck industry, 32 of those with GM, Mike Holly’s perspective is forged in real-world experience. In the mid-2000s, he and a colleague tackled a costly issue: brake rotor warranty claims due to pedal pulsation and corrosion. The solution? FNC, if it could be controlled tightly enough to meet the dimensional demands of finished machined rotors.
From Concept to Production
Working with Kolene (in salt bath) and later Woodworth (in gas), the GM team optimized the process to FNC rotors after finish-machining without subsequent grinding. Stress relieving the castings ahead of machining helped eliminate dimensional shifts. This process innovation led to multiple patents and debuted in the 2009 Cadillac DTS and Buick Lucerne. Today, it’s used widely across GM platforms and by other OEMs.
Figure 1. Doug Glenn and Mike Holly discussing laser cladding, grinding, and carbides in FNC
Initially, implementation required close collaboration with external heat treaters and careful process validation. GM chose to pilot the technology on low-volume, premium platforms before expanding to high-volume vehicles like trucks.
“Eventually,” said Holly, “the best setup was to co-locate FNC operations with machining and casting facilities. That reduces shipping costs and protects dimensional tolerances.”
Why FNC Works
“FNC is a thermal chemical case hardening process,” Holly explained. “It diffuses nitrogen and carbon into ferrous materials at subcritical temperatures, typically 560 to 590°C (1040°F to 1090°F). That creates a hard, wear- and corrosion-resistant surface with minimal distortion.”
The benefits are compelling: compressive residual surface stress improves fatigue life; resistance to adhesive and abrasive wear boosts durability; and there’s virtually no hazardous waste. For heat treaters managing precision parts or looking to support sustainability goals, FNC checks several boxes.
Unlike carburizing or carbonitriding, FNC operates below the critical transformation temperature of steel. This means fewer dimensional changes and minimal phase transformations, making it ideal for components that have already been finish-machined. Parts emerge from the process with a compound layer and a diffusion zone that enhances performance without requiring post-processing.
Figure 2. Close up photograph of a disc brake. Source: Pexels/Agustin Olmedo
Still, it’s not for every application. “The shallow case depth (10 to 20 microns) limits FNC’s use in high-load or rolling contact fatigue applications, like ring and pinion gears,” said Holly. “But for lightly loaded gears, brake backing plates, clutch discs, and now brake rotors, it’s a great fit.”
To make FNC viable for finished parts like brake rotors, precise control over fixturing and orientation is essential. “Vertical orientation in the furnace is crucial,” said Holly. “And you must stress relieve parts, at least where the geometry or casting process warrants it.”
Fixturing strategies are typically proprietary to commercial heat treaters, but OEMs require dimensional accuracy to be statistically validated. Proper stress relief, careful racking, and consistent atmosphere control are all part of ensuring tight tolerances and minimizing scrap.
Applications Beyond Brakes
FNC isn’t just for brake rotors. It’s used in numerous applications where wear, corrosion resistance, and dimensional control are critical. Lightly loaded gears, hood struts, locking mechanisms, clutch pack discs, and brake backing plates all benefit from FNC.
In non-automotive sectors, FNC has been applied to hydroelectric gates, military components, and even stainless steels where added surface strength and wear resistance are needed.
Opportunity for Heat Treaters
For in-house and commercial heat treaters, the expanding use of FNC presents an opportunity. Whether supplying OEMs or developing in-house capability, the process can offer a competitive edge in applications requiring low distortion and enhanced surface properties.
Figure 3. Hydroelectric gates can benefit from being FNCed
However, Holly emphasizes that consistency and precision are paramount. OEMs, he explained, don’t need to know the proprietary fixturing methods used by commercial heat treaters, just that the finished parts meet all dimensional specifications.
“Show us statistically that your lateral runout, your thickness and your wheel mount surface meet our specs,” he said.
In-house heat treat operations should prioritize tight process control, consistent dimensional outcomes, and scrap minimization. As with most thermal processes, success lies in mastering the details.
Preparing for Euro 7
The process’s low temperature and environmental profile are key drivers. And now, its role in upcoming regulatory changes could make FNC even more relevant. The European Union’s Euro 7 regulation, expected to begin rolling out in 2026, includes strict limits on brake dust emissions. Holly sees two viable solutions on the horizon: FNC and laser cladding.
“FNC with niobium alloying is the low-cost alternative,” said Holly. By alloying gray iron brake rotors with niobium before FNC, Holly’s team is developing enhanced surface hardness through niobium carbides, without post-process grinding or exotic feedstocks. It’s a scalable path for meeting wear and emission goals while keeping costs in check.
Alloying for the Future
In response to Euro 7 and increasingly aggressive friction materials, Holly is working with clients to improve the case properties of FNC rotors through alloying. Niobium, a known carbide-former, is added during the casting phase to enhance both case and core properties.
“There is a heavy truck rotor application that was niobium alloyed for many years, and that was advertised as a 1-million-mile rotor,” said Holly. “In the heavy truck industry, it’s all about uptime — keeping the trucks out of the shop and on the road.”
This alloying strategy leverages existing infrastructure and doesn’t require major capital investment, a significant advantage over competing technologies like laser cladding, which demands specialized equipment, multiple process steps, and expensive materials.
Cladding vs. FNC: The Economic Equation
While laser cladding offers impressive wear resistance, it brings substantial cost and environmental considerations. The materials involved (nickel, chromium, molybdenum) are expensive and volatile. Post-process grinding generates nickel-laden swarf, which requires special handling and disposal.
FNC, by contrast, uses common gases like ammonia and natural gas. It’s performed in batch processes that are well-suited to high volumes and heavy parts. And it can be integrated into existing facilities without massive investment.
While cladding may be necessary for extreme-duty applications, FNC, especially with niobium alloying, offers a highly competitive solution for most mainstream automotive needs.
The Road Ahead
As regulatory pressure increases and OEMs push for performance and sustainability, FNC is well-positioned to meet the challenge. Holly continues consulting with clients in North America, Europe, and South America, supporting FNC development and publishing papers at industry events like SAE Brake Colloquium and EuroBrake.
For heat treaters, whether in-house or commercial, staying ahead means understanding not just the metallurgical fundamentals but also the evolving regulatory and performance landscape. FNC presents heat treaters with a scalable, efficient, and regulation-ready solution to meet evolving performance and emissions demands.
About The Expert:
Mike Holly Lead Consultant Mike Holly Metals LLC
Mike is currently a consultant with Mike Holly Metals LLC, specializing in heat treatment, coating, casting, metal forming and joining operations. He has 42 years of experience in industry, including 32 years at the General Motors Materials Engineering department where he was assigned to support automotive and truck chassis applications. He holds 15 patents and was key in the development of Ferritic Nitrocarburizing Brake Rotors. Mike has a bachelor’s degree in metallurgical engineering from Wayne State University and a master’s degree from Purdue University.
For more information: Contact Mike Holly at mike.holly72@att.net.
To listen to Heat Treat RadioEpisode 117: How GM Started & Grew FNC for Brake Rotors click here.
Last weekHeat Treat Todayhosted its annual conference, Heat TreatBoot Camp, at the Drury Plaza Hotel in Pittsburgh, Pennsylvania. The two day event was chock-full of learning, networking, and enjoying the best Pittsburgh has to offer. Learn more about Heat Treat Boot Camp’slargest year ever below!
Monday, September 15
Monday’s events featured an extravagant rooftop reception where those from the heat treatment industry were able to network, get to know the staff and lecturers on a personal basis, and compete in a lighthearted putt-putt game for a free ticket to next year’s Heat TreatBoot Camp.
The Drury Plaza Hotel is a former Federal Reserve building, and its rooftop patio provided a beautiful view of the city. Some individuals gathered around tables laughing about their shared experiences working with Heat Treat Today’scolumnist Jim Roberts from U.S. Ignition (who everyone agrees is very funny). Others enjoyed cocktails and gazed out over the city, relaxing from their travels into town. Still others collaborated over roast beef and horseradish sauce on how to invent a zippo-style lighter in the shape of a vacuum furnace with 3D printing.
The reception provided a wonderful opportunity to break the ice and ease into the full days of sessions.
Heat Treat Today staff and guests connecting during rooftop receptionDoug Glenn & Thomas Wingens, main speakers for HTBC 2025Rooftop reception dinner and charcuterieA group of representatives from Idemitsu, this year’s Title SponsorRooftop reception at Drury Plaza HotelThomas Wingens greeting groups of attendees
Tuesday, September 16
There were 62 attendees who participated in the sessions, which were located in one of the former bank vaults of the building. The information covered the players, products, processes, markets, materials, and future trends in heat treating. Thomas Wingens of WINGENS CONSULTANTS and Doug Glenn of Heat Treat Today led the sessions.
Tuesday evening included a ride up the Duquesne Incline — one of the few remaining inclines in the country — in a one-hundred year old cable car to Mt. Washington. From there, the group was able to take in Steel City’s amazing views on an observation deck. A short walk from the incline, the group enjoyed a delicious meal at the LeMont, one of Pittsburgh’s iconic restaurants, where its floor to ceiling glass windows dazzled diners with additonal stunning views of downtown Pittsburgh.
Duquesne InclineDuquesne Incline and cable carLeMont Restaurant
Wednesday, September 17
Three additional sessions were held on Wednesday prior to an afternoon of certificates being awarded. The group had one final field trip: an opportunity to visit Penna Flame, a local commercial heat treater in Zelienople, PA. Penna Flame is a third generation family-owned business serving the steel, mining, railroad, and automotive industries among others where they specialize in flame hardening, robotic induction hardening, additive manufacturing, furnaces, and cryogenics. It was a helpful hands on approach, bringing to life some of the processes discussed in the sessions, and enabled those present to see the value of sessions’ information in real time.
At last, the group had to disperse to their hometowns and businesses all over the U.S., Mexico, and Canada. Heat Treat Boot Camp was an informative event in which participants enjoyed all aspects of boot camp. Many individuals shared that they would be sending people next year, noting the good balance of learning and networking which took place.
Heat Treat Today staff at Heat Treat Boot Camp 2025
Keep your eyes peeled for information about next year’s Heat Treat Boot Camp2026!
Heat TreatToday original press release, last updated on 09/22/2025 at 4:43am








")