A Chinese partner has purchased two vacuum induction melting (VIM) furnaces for melting and producing castings that will support the aerospace and energy industries.
Sławomir Woźniak CEO SECO/WARWICK Group
SECO/WARWICK Group will be providing the two VIM furnaces, which will be shipped to China. The first of the two furnaces on order is a 50 kg VIM induction furnace for producing castings in an equiaxed structure. The furnace is unique due to its high degree of automation. It is often a chosen solution in the field of vacuum metallurgy. Various metals can be processed in vacuum metallurgy furnaces, such as titanium and its alloys, silicon, nickel, or cobalt alloys. The second furnace is the JetCaster VIM DGCC, used to produce high-quality precision turbine blade castings in the aerospace and energy industries.
Sławomir Woźniak, CEO of SECO/WARWICK Group, stated how the furnace benefited “the field of unidirectional crystallization castings of nickel- and cobalt-based superalloys. Years of work by our R&D engineers on the development of new unidirectional crystallization casting technology has allowed us to create a device equipped with a supersonic argon stream cooling system.”
“The growing popularity of VIM furnaces and the increasing importance of vacuum metallurgy is a consequence of the constantly changing production needs of heavy industries.” said Liu Yedong, managing director of SECO/WARWICK China.
Liu Yedong Managing Director SECO/WARWICK China.
Press release is available in its original form here.
A company developing advanced alternative renewable energy technologies large-scale industrial applications is expanding their heat treat capabilities with two identical vacuum furnaces.
The Research and Development team of Solar Manufacturing, Solar Atmospheres, assisted the client’s engineers to verify the process in the Mentor® Pro vacuum furnace prior to sending this furnace. Solar Manufacturing shipped the identical vacuum furnaces and assisted the company’s engineers to verify the molybdenum shielded hot zone operation of the new equipment at the developer’s facility. The furnace’s internal gas quenching system processes workloads to quench at 2 bar positive pressure in either nitrogen or argon gas, a flexibility that assists the company in achieving results across a wide range of metallurgical applications.
The client also finds benefit from the compact design of the Mentor® Pro features a molybdenum shielded hot zone measuring 18” wide x 18” high x 36” deep, capable of temperatures up to 2500°F, and a workload weight capacity of up to 1,000 lbs.
The press release is available in its original form here.
Getting excited for the November print edition? In 2021, Heat Treat Today released the inaugural Vacuum Heat Treating print edition. This edition is set to release every November to help heat treaters better work their vacuum furnaces and vacuum heat treat processes.
This Technical Tuesday original content round-up shares the hottest vacuum heat treating articles from this past year as you bundle up for the cool weather this fall. Enjoy!
Graphite in Vacuum Furnace Fixturing
Let's talk about carbon/carbon composite --- C/C.
Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components? Because it can be readily machined for special shapes and applications. The lighter-weight material is mostly composed of carbon fibers and a carbon matrix (or binder).
Contact us with your Reader Feedback!
As the authors of this article explain, "They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance." Intrigued, are you not?
Step-by-Step Guide To Choose Heat Treating Equipment (English / Español)
If it's time to choose an industrial furnace, let's break it down step by step:
Step One: Quote Request
Step Two: Supplier Selection
Step Three: Study and Evaluation of Offers
Step Four: The Price
Follow this guide and avoid saying things like "The substation and/or the cooling tower did not have the capacity"; "The equipment is not what we expected"; or “They never told us that the furnace needed gas in those capabilities." If there are steps you take when selecting an industrial furnace, let us know in a Reader Feedback note here.
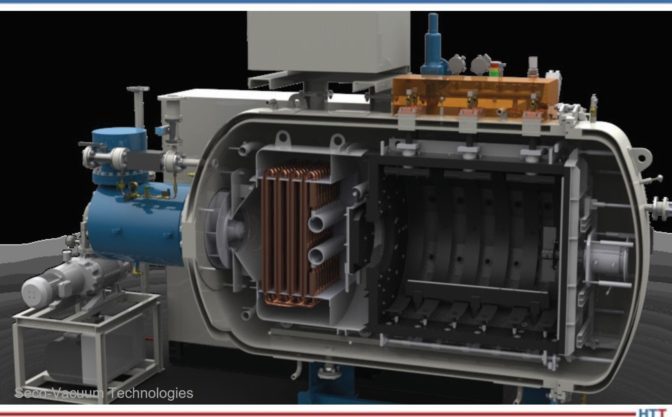
Pressure vs. Velocity and the Size of Your Furnace
If you like the R&D world of heat treat, but also like to be grounded in practical heat treat solutions, this is the article for you. Read about what this commercial heat treat found out about how size relates to the pressure and velocity of vacuum furnace cooling rates. Here are the facts you will learn:
The greatest impact on the cooling performance in a vacuum furnace is to increase the___ ______ within ___ _____.
This is achieved by ______ __ ______ of the ______ ____.
Energy at Large: A Heat Treat Vacuum Furnace Case Study
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
Read about the energy experiment, the heat treat furnace, and the heat treating process in this technical feature.
Heat TreatToday has launched Medical & Energy Heat Treating special edition in print and digital form, the fifth print magazine and the third in a series of industry-specific quarterlies.
The print edition of Medical & Energy Heat Treating entered the mail stream mid-December and landed in the mailboxes of6,000 medical and energy manufacturing suppliers andOEMs. The digital edition is available byclicking here.
In this special magazine, Heat TreatToday delivers quality content both new and original as well as a round-up of past medical- and energy-related news, technical articles, and tips, including:
“Medical Alloys: Their Uses & Heat Treatments” / Diagnostic guidewires, minuscule screws for implants, complex surgical tools operated robotically, and the sophisticated metals and alloys used in their development.
“Making Superalloys Even More Super for Energy Applications“
“Heat Treating Melanin for Modern Biotechnology Applications” / Developing an annealing process for eumelanin, an electrically conductive type of melanin.
“Temperature Control System Improves Precision, Efficiency on Heat Treat Equipment: A Case Study” / A century-old die-forgings producer’s journey of improving its temperature process control system.
“Megatrends with Gary Doyon” /During a wide-ranging conversation, Gary Doyon, president and CEO of the Inductotherm Group, discusses international heat treating megatrends, as well as cybersecurity, immigration, the impact of electric vehicles on the heat treat supply chain, and Brexit.
If you haven’t done so already, you might want to join one of Heat TreatToday’s LindedIn Groups: “Leaders in Medical Heat Treat” and “Leaders in Energy Heat Treat“.You’ll need to sign in to LinkedIn before you can join the group.
A heat treating and metal processing services provider in the Pacific Northwest recently increased its hot isostatic pressing (HIP) capabilities with the purchase of new equipment to enable the company to process a broad range of materials and lot sizes for quality-critical industries, such as energy, aerospace, and medical.
Doug Puerta, CEO, Stack Metallurgical Group
Stack Metallurgical Group has doubled its HIP processing with the addition of a model QIH 122 M URC® from Quintus Technologies following the recent installation of a high-capacity Mega-HIP, the QIH286 M URC®; both combine HIP and heat treatment in a single process and are located at Stack’s recently completed facility in Albany, Oregon.
“We’ve been extremely happy with the market response as we have expanded our service offerings to include HIP,” said Doug Puerta, CEO, Stack Metallurgical Group. “The massive size of our first unit enables us to process larger castings and/or powder metal components. The new unit now allows us to process all ranges of materials and lot sizes and is ideal for moderately sized components. The capabilities and capacity offered by these two units further strengthen the value proposition that Stack facilities provide their clients.”
Jan Söderström, CEO of Quintus Technologies
“We see opportunities not only in traditional markets such as castings but also in emerging markets, with additive manufacturing being the most notable,” added Puerta.
“Stack’s decision to invest in a second Quintus HIP is a tribute to our leadership position in the industry,” said Jan Söderström, CEO of Quintus Technologies. “As the need for hot isostatic pressing steadily increases, we are very pleased with this next step in our relationship.”
A manufacturer of engineered response materials for the oil and gas industry expects to expand its heat treating capability with the recent installation of a new 3,500 MT extrusion press.
The installation of the state-of-the-art press at Terves Inc. in Euclid, Ohio, was completed by Extral Technology SRL, an aluminum extrusion manufacturer based in Italy. Housed within the company’s new 11,000 sq ft H3-classified magnesium metal processing facility, the press will also expand Terves’s magnesium molten metal processing, machining, and storage capabilities.
Extral Technology designed the press to accommodate Terves’s internal production of TervAlloy (a family of patented dissolvable magnesium alloys that provide reliable dissolution rate at a variety of temperatures), as well as for full-scale development services for new alloys.
A 3D equipment and materials supplier recently announced a collaboration agreement to develop advanced tungsten-based metal 3D printing using binder jetting that focuses on two metal matrix composites.
Deborah West, vice-president of Business Unit Refractory & Specialty Powders, GTP
Global Tungsten & Powders Corp, a global manufacturer of tungsten and metal powders, and The ExOne Company, which manufactures industrial sand and metal 3D printers using binder jetting technology, have entered into this collaborative partnership to focus on tungsten-copper (W-Cu), used in high-voltage electrical applications, and cemented carbide (WC-Co), used in cutting tools and wear-resistant parts.
GTP uses the ExOne® Innovent®, an advanced and compact binder jet 3D printer, to manufacture parts in tungsten carbide and other tungsten composites. Binder jetting is a 3D printing process that uses a digital file to inkjet a bonding agent into a bed of powder particles, creating a solid part one layer at a time. Compared to other 3D printing processes, binder jetting delivers precision parts at a high rate of speed, making it an ideal approach for serial production.
The new ExOne-GTP collaboration focuses on the development of two metal matrix composites:
cemented carbide (WC-Co), a material with very high hardness and toughness that is widely used for the production of cutting tools and wear-resistant parts
Tim Pierce, ExOne Vice President of Metal Commercial Products
copper-tungsten (CuW), which is used in applications where high heat resistance, high electrical and thermal conductivity, and low thermal expansion are needed
“Binder jetting is the 3D printing method of choice for serial production of hard metal parts,” said Deborah West, vice-president of Business Unit Refractory & Specialty Powders, GTP. “Traditionally, tungsten carbide powder is pressed into the desired shape and then sintered to give it strength and density. Instead of costly and timely mold construction, the parts now can be printed directly in the desired shape, still using sintering technology to achieve the final strength. As a market leader in the development and production of high-quality tungsten powders, GTP always stays on top of the latest technology. We are excited to work with ExOne in the development of cutting-edge technology for the additive manufacturing industry.”
“Metal 3D printing using our exclusive approach to binder jetting has exciting and significant consequences for a variety of manufacturers, including those who make parts with cemented carbide and other tungsten composites,” said Tim Pierce, ExOne Vice President of Metal Commercial Products. “Our latest development collaboration with GTP will help advance the materials necessary to deliver on the vision of producing these parts faster, with less waste and more geometric design freedom.”
A new, highly advanced innovation center was recently opened in Orlando, Florida, pairing design with manufacturing, implementing robotics, rapid prototyping, scanning, digital tools, and on-site metal additive manufacturing.
Tim Holt, COO of Siemens Gas and Power
Siemens and Materials Solutions, a Siemens Business, have equipped the 17,000 sq. ft. center with the latest manufacturing and inspection technologies, enabling faster solutions for industry opportunities and encouraging innovation for the creation of advanced components and digital solutions, using automation tools such as robotic machines, 3D printer, and 3D scanners. The Siemens innovation center will focus on rapid problem solving supporting the company’s energy businesses, while Materials Solutions will offer additive services to support the innovation center and external customers. According to Siemens, this center is the first of its kind in the U.S.
“This center is unique, bringing together a multitude of our innovative processes under one roof,” said Tim Holt, COO of Siemens Gas and Power. “The combination of these competencies, with the 12 years of experience in metal additive that Materials Solutions brings, provides us with a distinctive capability to support the development of holistic additive solutions/services to our customers in our energy business, as well as in high-performance industries such as aerospace, automotive and others.”
Main Photo Credit / Caption: Siemens / Vinod Philip, CEO Service Power Generation for Siemens Gas & Power, officially opens the Siemens Innovation Center in Orlando, Florida.
A manufacturer of smart materials for the oil and gas industry and advanced magnesium alloys for lightweighting recently broke ground on its expanded magnesium foundry for manufacturing dissolvable metals.
Andrew Sherman, CEO of Terves
Terves Inc launched the 12,000 sq. ft. expansion to its Magnesium Foundry, an H3-classified magnesium metal processing facility expansion which enables the company to further expand its metal processing, heat treatment, machining, and storage capabilities. The expansion plans include additional permanent mold and materials handling and storage space, and the addition of sand casting, squeeze casting, and diecasting capabilities for custom magnesium and magnesium alloys and composites, in addition to further expansion of build-to-print component CNC machining services. These additions enable the company to support aerospace and defense magnesium applications in addition to Terves’ leading position in the dissolvable oilfield tool market.
“Dissolvable Metals are the New Composites as far as oilfield tools are concerned,” said Andrew Sherman, CEO of Terves. “Oilfield tools made from composite materials were adopted in the industry about two decades ago and today occupy a sizable market share. We are seeing a major adoption and growth trajectory for oilfield tools made from dissolvable magnesium materials. At the end of 2017, roughly 2% of all frac plugs deployed in the field were being made using dissolvable metals and the market is expected to grow to 5% of all frac plugs deployed in the field by the end of 2018 – a 250% growth in one year, with adoption and use increasing through 2025. We are seeing tremendous innovation as the industry gains extensive field experience with these new Engineered Response multifunctional materials, including several new staging and completion tools engineered using dissolvable materials. Given the massive value-add of dissolvable tools, primarily eliminating post-completion drill-outs coupled with the ability to do longer laterals, we expect that dissolvable tools would replace over 30% of drillable tools used in well completion over the next 3-5 years. Terves is investing in a further doubling of production capacity for cast and wrought magnesium products, and the expansion frees up space in existing facilities for initial production of new Engineered Response products, including revolutionary expandable structural materials and gas-generating reactive materials.”
A leading integrated steel producer headquartered in Pittsburgh, Pennsylvania, announced a joint venture partnership agreement under which it has taken the first step toward acquiring an Arkansas-based steel manufacturer.
Big River Steel, which operates a LEED-certified Flex Mill™ in northeast Arkansas, will expand U.S. Steel’s technological capability and geographic presence through this agreement. U.S. Steel has purchased 49.9% ownership interest with a call option to acquire the remaining 50.1% over the next four years.
David B. Burritt, president and CEO of U. S. Steel
The Big River flat-rolled mill has advanced technology that allows it to produce a wide product spectrum, including advanced automotive steels and electrical steels, and provide high-quality products and services to customers in the automotive, energy, construction and agricultural industries. Big River’s recently announced Phase II-A expansion is expected to double the mill’s hot-rolled steel production capacity to 3.3 million tons annually.
“Our new partnership with Big River is designed to accelerate our strategy to offer our customers the ‘best of both’ by bringing together the capabilities of integrated and mini-mill steel production,” said David B. Burritt, president and CEO of U.S. Steel. “Big River operates the most advanced, state-of-the-art and sustainable mill in North America, and our investment would ultimately strengthen our competitive positioning in highly strategic steel-end markets, creating an unmatched value proposition for our stakeholders.”
“We have been investing in leading technology and advanced manufacturing so that we can assemble a portfolio of competitive assets with distinct advantages to serve strategic markets to better position U.S. Steel to be an industry leader in delivering high-quality, value-added products,” added Burritt. “The investment in Big River, coupled with our announced investments at Mon Valley Works and Gary Works, would ultimately position U.S. Steel with three core market-leading, differentiated and technologically advanced assets that will enable us to compete with anyone, anywhere, for generations to come. Each of these locations would be able to focus on the products that each facility is best designed to produce. As an organization, we will be nimbler, more resilient and our teams will be more efficient. Collectively, these actions will help us continue to create long-term value for our stockholders, customers, employees and the communities in which we live and work.”
David Stickler, CEO of Big River Steel
“U. S. Steel’s decision to partner with us through this investment in Big River is a decisive vote of confidence in our company, our vision and our people,” said Dave Stickler, CEO of Big River. “After just over two years of operations, we have built a unique platform that features the most advanced technology in our industry, and the very finest steel technicians in the business. We have always called ourselves a ‘technology company that just happens to make steel.’ In U. S. Steel, we have a likeminded technology-focused partner with an enduring tradition of excellence and a commitment to innovation. We are very excited about the possibility for what we can do together. As the newest steel production facility in North America, I could not be more proud to be partnering with a company started by Andrew Carnegie more than 118 years ago.”
Closing of the transaction is anticipated on October 31, 2019.












 If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.








