What is the connection between AMS2750 specifications and furnace classifications? With tight specifications, what does the heat treater need to know to be compliant? Follow along as we take a brief look into this often-overlooked topic.
This Technical Tuesday article, written by Douglas Shuler, owner and lead auditor, Pyro Consulting LLC, was first published in Heat Treat Today's March 2023 Aerospace Heat Treating print edition.
Doug Shuler Lead Auditor Pyro Consulting
AMS2750 is the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials. AMEC (Aerospace Metals Engineering Committee) is one of the committees which oversees the changes and revisions of AMS2750. There are five main sections in the technical requirements of the specification: sensors, instrument calibrations, thermal processing classification, SAT (system accuracy testing), and TUS (temperature uniformity surveys). Additionally, there are quality provisions that detail what happens if a calibration or test is either past due or fails.1
Contact us with your Reader Feedback!
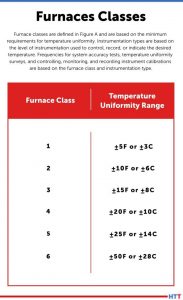
Revisions to the original requirements have occurred over the years, with the newest being Revision G. The structure of Revision G has carried over from Revision F and has remained the current structure of the AMS2750 specification. This structure includes furnace classes, which are based on the minimum requirements for temperature uniformity.
Furnace classes are defined in Figure A of Revision D Figure 1.
Figure 1. AMS2750G furnace class uniformity tolerances Source: Doug Shuler
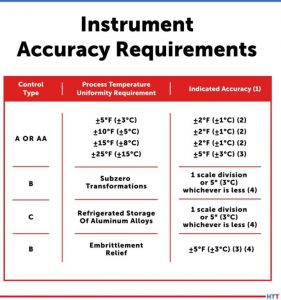
Originally, furnace classes were based on temperature uniformity, but also subzero transformation, refrigerated storage of aluminum alloys, and embrittlement relief, Figure 2.
Figure 2. Original AMS2750 instrument accuracy requirements, no class structure Source: Doug Shuler
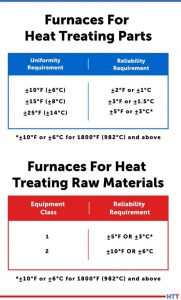
AMS2750 Revision C was released in May 1990 and started to implement the class and instrumentation type structure and differentiated between furnaces for heat treating parts versus furnaces for heat treating raw materials. Furnaces for heat treating parts were classified based on uniformity, but also on a readability requirement. Furnaces for heat treating raw materials were classified based on a readability requirement alone.
AMS2750 Revision D was released in September 2005 and continued to define equipment class (Figure A)* and instrumentation type (Section 3.3.1.1)*. It also clarified chart recorder resolution (Table 4)*, print and chart speed (Table 5)*, and testing frequencies for SAT (Tables 6, 7)* and TUS (Tables 8, 9)* for the processing of parts versus raw materials.
AMS2750 Revision E was released in July 2012 and continued to build on the clarity presented in Revision D by adding an instrumentation type table (Figure 3)* instead of a simple text description in the body of the specification.
Figure 3. AMS2750 Revision C: distinguishment between furnaces for heat treating parts versus raw materials Source: Doug Shuler
Moving to AMS2750 Revision F, the specification saw a major rewrite and restructuring where the tables were moved from the end of the document to the first area text that called out the specific table. Revision F also put into place a sunset date for analog instruments.
That brings us to the current revision of AMS2750, Revision G, which has carried forward the structure of Revision F and only sought to further clarify the intent of the requirements.
Over the years, the technology of sensor, instrument, and furnace manufacture and capability has continued to produce better and tighter controls for the process of heat treating. The evolution of AMS2750 has recognized these advancements and has kept pace with them in technology. The understanding of the origins of AMS2750 and how it has evolved is vital in understanding its application to today’s heat treat special processes.
*Specified figure, table, or section is associated with the AMS2750 revision being discussed.
About the Author: In 2009, Douglas (Doug) Shuler became the owner of Pyro Consulting LLC and also began working with Performance Review Institute (PRI), first as an instructor and course developer and later as an auditor for the Nadcap program. As a lead auditor for Nadcap, he has conducted over 380 Nadcap special process and aerospace quality management system audits on behalf of the Aerospace Primes over the past 10+ years. Doug continues to focus on instruction, training, and education for the heat treat industry, developing courses, authoring exams, and employing the PIE method: “Procedures that Include all requirements, and Evidence to show compliance.”
The Metal Treating Institute (MTI) hosted a special meeting for members at the Embassy Suites by Hilton in Downtown Pittsburgh, PA, on Monday, October 17, to review key Nadcap and AMEC topics. During the meeting, members addressed challenges that heat treaters face in Nadcap/audit compliance, how to navigate audits more effectively, and what suggestions to present to the Nadcap committee so that heat treaters would be better equipped for audits.
MTI’s Technical Standards Committee Co-Chairs Bob Ferry, VP of Engineering and Quality at FPM Heat Treat, and Edward (Ed) Engelhard, VP of Corporate Quality at Solar Atmospheres, facilitated the meeting. It was hosted by Tom Morrison, CEO MTI Management, and Jim Orr, president of Penna Flame Industries and current president of MTI. Several attendees who made particularly significant contributions to the discussion were; Doug Shuler, lead auditor at Pyro Consulting, LLC; and Roy Adkins, director of Corporate Quality at Braddock Metallurgical and recipient of the 2022 MTI Award of Industry Merit.
A Room Full of MTI members Including (l-r): Doug Glenn, Ed Engelhard, Bob Ferry, and Doug Shuler
At the meeting, attendees identified the number one challenge in Nadcap/audit compliance is understanding and implementing new Nadcap revisions; a close second was the challenge of ensuring quality when auditors give different feedback. These challenges were addressed in the meeting, especially when discussing two specific topics: first, Auditee Advisories – Type P (Potential Product Impact) and Type C (Confirmed Product Impact) as well as Audit Observations.
Several key points that came out of these discussions were to (1) always read up on the most recent revisions in order to be confident in your compliance with quality standards; (2) be sure to reference objective evidence on the Nadcap Checklist questions to help facilitate the audit; (3) let the Nadcap auditor do their job but address any clarifications/follow-ups to the staff engineer immediately; (4) investigate immediately when receiving a Type P write-up so that you can ask the auditor to add a comment on the limits of that product impact; and finally (5) always push-back on findings that are clearly not valid so that they are “voided” by the Performance Review Institute (PRI).
Another main point of the meeting was to address AMS2750H, an update consisting of editorial and language updates for added clarity.
Lastly, the facilitators of the meeting addressed aerospace standard AS13100: AESQ Quality Management System Requirements for Aero Engine Design and Production Organizations. The standard seeks to harmonize and simplify supplier quality requirements among the major aero engine manufacturers, supplemental to standard AS9100. This standard is in the process of being flowed down to the supply chain and compliance is required January 1 of 2023, meaning that heat treaters have a couple months to get up to standard.
This special meeting happens each year during the October Nadcap meeting in Pittsburgh, PA. MTI encourages heat treaters to attend the Nadcap meetings to share their invaluable voice to guide industry standards.
Photo caption for main image: Jim Orr speaks to members of MTI.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Readers are checking out recent AMS2750 Rev. G changes and want some more information from Heat Treat Today about a specific clarification. Read the correspondence about the implications of AMS2750 Rev. G paragraph 3.1.1.5 about how to measure junction construction.
Douglas Shuler, lead auditor at Pyro Consulting, has written numerous articles with Heat Treat Today about AMS2750 standards. Check them out by searching "Doug Shuler" at www.heattreattoday.com.
READER QUESTION: After combing the new AMS2750 Rev. G, I found that paragraph 3.1.1.5 no longer allows thermocouples to be tack welded directly to parts, OR to representative dummy parts. This has been standard practice for decades. So I dug into it further with the folks from PRI and it turns out to be true. They’re now expecting load thermocouples to be either placed inside of a part (ends twisted and inserted), or inside the hole of a dummy block.
I’d done some searching online and there isn’t a single source talking about this major change. This could lead to a lot of failed upcoming Nadcap audits.
Doug Shuler Lead Auditor Pyro Consulting
Douglas (Doug) Shuler (Pyro Consulting) for Heat Treat Today: Historically (i.e. prior to Rev. F), AMS2750 was silent on measuring junction construction. In Rev. F, the construction of the measuring junction was as follows:
Measuring junctions shall be made by any combination of twisting and/or welding the thermal elements provided there is no addition of filler metal.
This raised concerns about both the use of quick tips and spot welding to make the measuring junction. The AMEC AMS2750 revision team engaged with Cleveland Electric Laboratories to perform testing on these measuring junctions as compared to the twisting/welding combinations.
The conclusion of the tests were that both quick tips and spot welding to a part/heat sink became unstable at temperatures above 2000°F. The quick tip crimping point and the spot welds showed rapid oxidation and increased errors in a short period of time. Based on the results of these tests the AMEC AMS2750 revision team put forth the following update in Rev. G:
Measuring junctions shall be made by either of the following methods:
Any combination of twisting and/or welding the thermoelements provided there is no addition of filler metal (including ungrounded and grounded MIMS).
Spot welding the thermoelements directly to a part, simulated part, or heat sink is permitted for temperatures ≤2000°F or 1100°C.
This allows spot welding measuring junctions for process temperatures at or lower than 2000°F. The team and AMEC members decided that quick tips were to unstable to permit their use going forward.
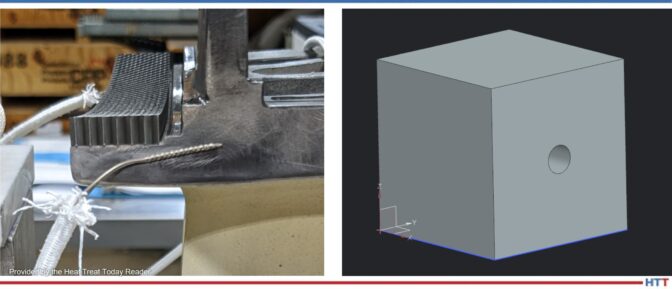
READER FOLLOW-UP: Our current method that we’re using is to twist the thermocouple using a set of Twister Pliers, then tack-weld that twist onto the part (first photo below). We’ve been doing this for parts up through brazing temperatures (~2150°F) without issue. We recently ran a furnace run around 2100°F with parts tack-welded as I’ve described AND had T/Cs that were just twisted with no tack weld. We noticed there was no significant difference in the temperature the TCs were reading. This was also our technique that we used at my previous company.
The way I read AMS2750 Rev. G was: You may twist and weld thermocouples to a part, but only for temperatures less than or equal to 2000°F.
To comply with Rev. G, we have gone ahead and made heatsink blocks to make sure we’re in compliance. Our new method of temperature measurement is twisting the wires and sticking the twisted end down inside of a block of solid metal (like the one I’ve shown below).
Source: Heat TreatToday Reader
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.
AMS2750F, a rewrite of the specification that covers pyrometric requirements for equipment used for the thermal processing of metallic materials, was released at the end of June. For this Technical Tuesday feature, Heat Treat Today asked a few experts in the aerospace industry to share their insights of this much anticipated revision that helps to better clarify issues with the previous revision. Specifically, Heat Treat Today wanted to know what they perceived to be the top 2-3 most important changes in revision F; what companies should do to prepare for these changes; and additional thoughts about the revision as it relates to aerospace heat treating.
Andrew Bassett was on the subteam for AMS2750F as well as the previous revision AMS2750E and has been a member of AMEC and SAE Committee B since 2006. He shares some “inside baseball” background about this four year process, “The AMS2750F subteam utilized the Nadcap Pyrometry Reference Guide, the Nadcap Heat Treat Audit Advisories that pertained to Pyrometry, and the collective experience from the sub-team which dealt with the previous revision issues and problems. The AMS2750F sub-team had a broad range of backgrounds, with representatives from Boeing, Safran, Arconic, GeoCorp Inc, Nadcap-PRI, and Aerospace Testing & Pyrometry.”
What do you believe to be important changes in revision F?
Jason Schulze, Director of Technical Services; Special Process – Metallurgy, Conrad Kacsik Instrument Systems, Inc.
Jason Schulze comments on offsets saying, “Offsets have often been a confusing subject throughout the years. How they are applied, removed and documented has caused confusion and has been a source of Nadcap findings. With the changes to the offsets section of AMS2750 in the new revision, these issues will be greatly reduced. Offsets have now been split into two categories; correction offsets and modification offsets. It will be important for suppliers to understand and implement the new requirements as well as use the same verbiage as this will hopefully alleviate further confusion.”
Andrew Bassett, President, Aerospace Testing and Pyrometry
Andrew agrees this is an important change regarding the offsets and further clarifies, “A “Modification Offset” is when an instrument is purposely, either through electronic means or manual means, shifts the accuracy away from the nominal temperature. This is typically done to “center a temperature uniformity” that may be skewed in one direction or another. The modification offset, when used properly, will shift the temperature uniformity more towards the set point of the thermal processing equipment. A “Correction Offset” is used to bring the instrument back to the nominal temperature. As always, a well defined procedure will be required on how the “Correction Offset” and “Modification Offset” will be introduced into your system.”
“One of the biggest changes that caused a lot of controversy was the restricted re-use of expendable test thermocouples,” Andrew notes. “The AMS2750F subteam provided studies and data that showed that there was considerable drift of certain types of base metals thermocouples, especially when it came to Type “K” thermocouples. The previous revision of AMS-2750 already had restrictions on these types, but after providing data of the drift of these thermocouples, the team felt further restrictions were required for Expendable Base Metal SAT & TUS Sensors. Section 3.1.7.3 describes the limitations of these type thermocouples. Types “M”, “T”, “K” & “E” shall be limited to 3 months or five uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C). Types “J” and “N” shall be limited to 3 months or ten uses, whichever occurs first between 500F and 1200F (260C and 650C) and is limited to single use above 1200F (650C).”
Peter Sherwin, Global Business Development Manager for Heat Treat, Eurotherm by Schneider Electric
Peter Sherwin comments on instrumentation, “From an instrument perspective our no.1 focus is the instrument accuracy specification. This has not changed for Field Test or Control and Recording Instruments (now in Table 7), however the impact of the decimal place for digital recorders could cause some issues for less precise instrumentation. In 3.2.3.1 All control, recording and overtemp instruments shall be digital 2 years after release of AMS2750F – this was not a surprise, and today’s overall cost (paper, pens, storage etc.) of paper chart recorders cannot match their digital counterparts. Digital time synchronization (3.2.3.19) is also sensible to ensure you have an accurate time record across a number of Furnaces/Ovens and charts – we are used to this for other regulations (e.g. FDA 21 CFR Part 11) and offer a SNTP/Time Synchronization feature in our Recorders.”
Jim Oakes, President, Super Systems, Inc.
Jim Oakes shared his pleasure with section 3.2.3.12, “I was happy to see the document address integrated recording/controlling data. It states in section 3.2.3.12when the control and recording system is integrated such that the digitally displayed control value and digitally recorded value are generated from the same measurement circuit and cannot be different, it is only necessary to document a single displayed/recorded value for the control reading. This is happening through direct communications, so what you see on the controller is what you are recording electronically. This saves a step and eliminates the need for additional documentation.”
Doug Shuler, Lead Auditor, Owner, Pyro Consulting LLC
Doug Shuler cites the auditor advising piece, “The top of the list has to be the overall progress we made by incorporating auditor advisories and pyrometry reference guide FQS into the body of the specification so users don’t have to ask themselves “What did I miss.”
How should companies prepare for these changes?
Jason Schulze’s advice to companies focuses on training, “Companies should receive concise training regarding the revisions within AMS2750F, including administrative and technical. As with any training, continuous courses may be necessary to ensure comprehension. I recommend performing a characteristic accountability for each and every requirement stated within AMS2750F.”
Peter Sherwin encourages companies to ready instrumentation for the standards, “Recent feedback from the MTI indicated that 3rd party audits to the new standard would probably start next year. However, if you are in the market for a new instrument then it only makes sense to ensure this meets the requirements of the updated standard.”
Doug Shuler sees the benefit of analysis, “Users should prepare by performing an internal or perhaps an external gap analysis to establish where their pyrometry system is today, and what has to be changed going forward. Users don’t have to wait until AMS2750F and AC7102/8 Rev A are released and in effect before making changes. The key is that if a user has an audit before the revised Nadcap Checklist AC7102/8 Rev A becomes the law of the land, they will have to declare compliance to AMS2750E or AMS2750F in full and will be held to that revision’s requirements. Once AC7102/8 Rev A takes effect (best guess after January 1, 2021) all audits will be done to AMS2750F.”
Andrew Bassett recommends, “First and foremost, get a copy of AMS2750F and start the review process. Since the document was a complete re-write, there is no change summary or change bars to point the supplier in the direction of what has changed. Spend time creating a matrix of the previous requirements (AMS2750E) and comparing to the new requirements (AMS2750F). I would suggest breaking this matrix down into four main sections: Thermocouples, Calibrations, System Accuracy Testing, and Temperature Uniformity Surveys. This will allow suppliers to work on each section without getting overwhelmed by the entirety of the specification. Currently at the time of writing this, there is no formal implementation requirement for AMS2750F. Typically this will either be dictated by the suppliers’ customers, or in the case of Nadcap, they will issue a “Supplier Advisory” as to when their expectation for implementation will be.”
Final Thoughts
Planning for the future will serve companies well for the long term encourages Doug Shuler, “With a number of significant changes, nearing a complete rewrite, now is a good time to take a look at your internal procedures that may have become fragmented over the years and streamline them to the new revision. Auditing for Nadcap for over 10 years has shown me one thing for sure. Those companies that have a thermocouple procedure, a calibration procedure, a SAT procedure, an alternate SAT procedure, a TUS procedure, and maybe even multiple TUS procedures for different kinds of furnaces (Air, Vacuum, Atmosphere, etc.) usually have a more difficult time with audits because the SAT procedure also addresses thermocouples, but doesn’t address correction factors because that’s in the instrument calibration procedure… See where this is going? Consider writing one pyrometry procedure with sections in it just like the specification. Then, the SAT section can refer to the thermocouple section for test thermocouples and to the instrument section for test instruments, etc. It’s like re-writing AMS2750, but customized for your facility, your equipment, and your practices. In the end, remember that the pyrometry portion of your Nadcap audit follows my P.I.E. acronym. Procedures that Include all requirements and Evidence to show compliance.”
Paying close attention to the right data solution will alleviate potential headaches when dealing with both the new AMS2750F revision and the CQI9 (V.4 update) says Peter Sherwin, “Many commercial heat treaters will also have to cope with the update to CQI9 Version 4 at the same time! According to the MTI, your ‘end’ customers may request you perform your self-audit to the new standard from this point forward. There is a bit more time allocated to move to digital (3 years), but my advice would be to take advantage of digital solutions sooner rather than later. The right data solution should save you money over time compared to the paper alternative.”
Finally, amidst all the new changes AMS 2750F has offered, Jim Oakes assures, “…the pyrometric requirements that most of us are used to will still be very familiar as this document becomes the new standard.”
This week’s Technical Tuesday installment is a Heat Treat Today original that was first published in the Heat Treat Today Automotive magazine in June 2019.
This industry is richly endowed with a heritage of experienced metallurgists and skilled professionals. This era is one of innovation and trends – especially in automotive manufacturing. How does the heritage of the industry and the vision of the future come together? We’ve compiled input from a selection of Heat Treat Today’sown industry experts on a question about new stuff going on in both the labs and the shops. (To see what other fields and specialties our Heat Treat Consultants work in, go to: www.heattreattoday.com/consultants)
Question: “Thinking about the automotive heat treating industry, what is one of the more interesting, innovative or helpful technologies, processes, materials, or products that you’ve seen recently?”
The Heat TreatBrain Trust Responds:
Sandra Midea
Sandra Midea is a consulting metallurgist and founder of Midea Group Inc.
I’ve had the opportunity to work first hand with an induction company in North Royalton, Ohio, (Induction Tooling Inc.) to create an in-house facility that develops and validates induction heat treating processes. The objective was to create a space with the right equipment and personnel where induction processes and tooling could be tested—to innovate, to provide proof of concept, to troubleshoot, and/or to validate processing parameters, in the most streamlined process available. For the automotive industry,
the lab has been used to reduce the time required to get products/processes ready for the PPAP. Bill Stuehr, the company’s president and CEO, had the vision that induction process development could occur rapidly by condensing the design, manufacturing, development, testing, and characterization and metallurgical validation processes all into one facility. With seven power supplies from different manufacturers and three material handling systems available for induction process development, an automotive supplier’s production induction heat treating department can be mimicked for power, frequency, quench & quench method, and material handling methodology. This allows incremental process and tooling development to occur in a laboratory environment without the cost of breaking into production.
This development facility is backed up with an ISO 17025 commercial metallurgical testing laboratory. Sample parts are checked for appropriate microstructure, grain size and hardness requirements and reported to the customers. Initial lots of evaluation parts can also be produced. This allows the inductor and process to be developed and validated before the tooling ships to the heat treating customer. While some process tweaks may need to occur at the final facility, the time required for a company to be ready to begin the PPAP process can be significantly reduced.
Max Hoetzl
Max Hoetzl previously served as president of IHEA and vice president of technology with Surface Combustion, Inc.
One of the most interesting things I’ve seen in the automotive heat treat industry is the use of robots to load and unload furnaces. The use of robots has significantly improved the operation in many ways.
Following are some of the examples:
Remove humans from hazardous environment,
Increase throughput,
Provide part loading for uniform thermal treatment.
Joe Benedyk
Joseph Benedyk is a research professor at Illinois Institute of Technology and a mining & metals consultant. (Image source: Light Metal Age)
Reducing Heat Treatment Time in the Precipitation Hardening of Aluminum Alloys
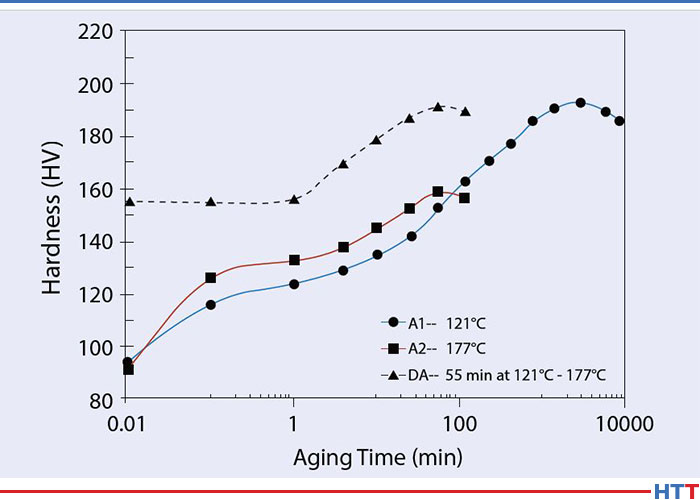
Strengthening aluminum alloys through the precipitation hardening process by solution heat treatment and aging is considered a fundamental step in the manufacturing of high strength-to-weight products that meet performance requirements in both the aerospace and automotive industries. The automotive industry is focusing on 7xxx alloys because of their high strength. Among the high strength 7xxx (Al-Mg-Zn) alloys is the mainstay alloy 7075, which can achieve a tensile strength of as high as 80 ksi when age hardened to a -T6 temper. However, to achieve these high strength levels in 7075 alloy at conventional aging temperatures requires aging for 24-48 hours, a stumbling block to its application in automotive products.
Figure 1. Comparison of age hardening curves for 7075 alloy solutionized at 914°F (490°C) and water quenched: A1 and A2 aged in a single step
Research at the Illinois Institute of Technology Thermal Processing Technology Center has shown that by selectively double aging 7075 alloy, the aging time to achieve maximum hardness and strength can be reduced to as low as two hours under laboratory conditions (see Figure 1) or demonstrably much shorter aging times in an extrusion plant trial. The obvious advantages of significantly shorter aging time for 7075 and other heat treatable aluminum alloys are not only energy savings but also increased plant productivity through much reduced processing time. The begged question of applying the double aging process to other heat treatable wrought aluminum alloy systems is under review.
Jim Senne
Jim Senne is the owner and president of MetalPro Resources, LLC.
PSA generated nitrogen has become increasingly popular for use in heat treating applications, and at a fraction of the cost, due to advances in PSA technology. Typical cost per standard unit volume are 15% to 25% of the cost of bulk liquid nitrogen. Purity can range from 95% to 99.999%, however many processes demand less than full purity. PSA technology can dial into the specific requirement, making it even more economical. The equipment has excellent reliability and requires only general maintenance on the associated air compressor and periodic filter changes. As well, the CMS (Carbon Molecular Sieve) material can last 20+ years. Processes that require a nitrogen cover gas are particularly well suited, such as induction hardening, tempering, and stress relieving. Other suitable applications include nitrogen/methanol atmosphere, FNC, N2+scavenger gas mixes, and purging.
Matt Orfe
Matt Orfe, an expert in lean manufacturing, is the head of sales and VAB product management for AeroSPC, Inc.
One of the most impressive pieces of equipment that I’ve seen in use in VAB (vacuum aluminum braze) furnaces in the automotive industry would be the in-furnace data loggers for monitoring the temperature of the parts being brazed. The instrument is loaded into the VAB furnace with the parts to be brazed and wirelessly transmits the temperature data through the furnace chamber wall to the receiver/monitor.
This eliminates the need to plug in thermocouples with the furnace door opened, as the load sensors can be attached to the unit prior to insertion into the chamber.
Multiple thermocouples can be used with the system and multiple data logger units can be used for high volume applications. Very accurate, very easy-to-use, and very impressive!
Debbie Aliya
Debbie Aliya is founder and president of Aliya Analytical, Inc.
My instant response is always that the most innovative, interesting, and helpful technologies are educational in nature— the knowledge that allows people to make the best use of the common materials that still form the foundation of our industry. How many products would be more reliable if people properly selected, specified, and inspected the heat-treated materials that they use? How many products would be more reliable if the purchasing and specifying functions had a realistic idea of how much variation they should expect in a given part, lot, from lot to lot, and over an extended period of time? For example, how many people in engineering and purchasing know what a furnace uniformity survey is?
Purchasing often does not want to use an alloy steel, but if they need uniformity of strength, and there are different section thicknesses, they may save money and headaches if they pay the extra up-front to get the hardenability into a range that will provide consistency.
How many companies have minimum hardness or case depth specifications, without an upper limit? If the parts are to be electroplated, they increase the risk of hydrogen embrittlement, an issue that seems to come around in the industry every 10 years or so.
It wasn’t an automotive company, but I have had at least one client specify a quench and temper heat treatment for an HSLA (high strength low alloy) steel, which completely defeats the purpose of the HSLA grade system.
There are still a lot of people doing design work who think that calling out a composition requirement gives a certain strength level. For many of the European and Asian steel specifications, this is true, but the American specifications are often for composition only.
How many companies still do not require lot traceability? In the automotive world, if it’s a critical part, traceability is generally required, but there are still a lot of parts that fall through the cracks.
Doug Shuler
Doug Shuler is the owner of Pyro Consulting LLC.
The most interesting thing I have seen in the automotive heat treating industry is a new pyrometry technology software system known as C3 Data.
This solution enables those in the heat treatment industry to comply with specific industry quality requirements of pyrometry, saving enormous amounts of time in the process.
While C3 Data is currently better known in the Nadcap world for their solution for AMS2750, their new CQI-9 version should be something that heat treaters in the automotive world consider.
This fits with my motto of working smarter—not harder!
Irwin Brown
Irwin Brown is Managing Principal & Co-founder of Cosmos Consulting Group.
Nowadays, the heat treating industry, especially automotive, enjoys an abundance of riches. We are witnessing increased business volume coupled at the same time with efficient new equipment and technologies, such as additive manufacturing, AI, supply chain improvements, and amazing software. So, why are so many thermal processors unable to raise EBITDA? We are also witnessing critical worker shortages as well as many current employees voluntarily resigning in record numbers. What is the secret to improved quality and increased profits? In our work with industry clients, we found a way to lead employees to better serve customers, thus unlocking vast potential. This strategy, based upon a little deployed thirty-year old method, provides a rapid turnaround that makes productivity soar.
This “secret sauce” is Servant Leadership, which remains the best and most useful technique for transforming difficult relationships among modern multi-cultural employees. Old style command-and-control employers hesitate to recognize and acknowledge how decades-old management behavior is unsustainable with today’s workforce. More enlightened owners, in their own self-interest, value a more dedicated workforce. Employees do not leave companies; employees leave their managers.
Servant Leadership permits owners to run their business rather than having the business run them. Building strong, working relationships creates positive results and is not soft leadership. As Ken Blanchard likes to say, “the power of love beats the hell out of the love of power.” Servant Leadership costs nothing and has proven it can spearhead a rapid turnaround.
Dan Herring
Dan Herring is The Heat Treat Doctor® at The HERRING GROUP, Inc.
Intriguing question. In my mind, it is the emergence of the electric car and the innovations it will spawn. The motivation is there: a new generation that demands to be green, countries such as China passing laws on vehicle energy reduction (a so-called energy vehicle score), and technological improvements. Battery performance is rising (distance per charge), battery costs are falling (potentially lowering vehicle cost), battery life is up, and weight reduction is a reality. Another reason is the simplicity it brings to the vehicle (the absence of a multi-speed transmission, for example) and a reportedly lower cost for common repairs (this might be a bit misleading as one has only internal combustion engine vehicles to compare with).
While the transition has begun, I feel there are two major hurdles to overcome. First is infrastructure. A massive investment is required to make recharging as available to the public as stopping now to get gas. Every gas station in any country in the world must be mandated to have multiple charging stations. The hidden issue here, both domestically and around the world, is that it will require changes in the law – and the fossil fuel lobbyists are powerful, well established, and entrenched in the government sector. Also, the cost of electricity (in some regions of the world) is not price competitive. Second is public perception. Yes, everyone wants one, but who wants to be first? The phrase I like to use is that John Q. Public doesn’t mind being on the cutting edge, he just doesn’t want to be on the bleeding edge.
Our Reader Feedback feature allows us to facilitate discussion between Heat Treat Today‘s content contributors and hard-working folks in the shop who have questions about an article.
This Reader Feedback exchange followed an inquiry to our publisher Doug Glenn about government regulation of heat treatment of firearms which we threw out to a few of our consultants and individuals who have knowledge and expertise in this field — and we added a few questions of our own. Our experts are Doug Shuler, lead auditor with Pyro Consulting LLC;John Quaglia, president of Bennett Heat Treating and Brazing; and Jamie Jones, president of Solar Atmospheres. If you have any questions about this or other topics you’ve seen covered on any Heat Treat Today platform, please submit them to editor@heattreattoday.com.
Do you know if any type of firearms license is required to heat treat firearm components?
Doug Shuler
Doug Shuler: It depends on which components are being heat treated. Barrels, slides, etc. do not require a license, but if the receiver (the part with the serial number) is heat treated, a license is required and the heat treater is subject to ATF audits. . . . Basically, if serialized parts are heat treated it must be done under an FFL (Federal Firearms License) so the ATF can audit the whereabouts of any firearm at any time.
John Quaglia
John Quaglia: To the best of my knowledge, based upon some pretty extensive experience heat treating firearm components for one of my customers, the only license I am aware of is an FFL which is required toheattreatserializedreceivers. If the components are military or ITAR controlled, you must be registered with the DDTC and have ITAR certification, [as well as] for domestic (commercial firearms) if you are heat treating serialized components of a firearm (the receiver). Barrels, slides, sights, magazines, springs, firing pins, etc., are all easily acquired and interchangeable between firearms and therefore require no special permitting.
Jamie Jones
Jamie Jones: The US Department of Justice authorizes the ATF to regulate those who are manufacturers, dealers, collectors, and importers of firearms and destructive devices. Part of that regulation requires a license (Federal Firearms License [FFL]) be applied for and held by those who are involved with any of the above. For a contract heat treat company, this essentially only pertains to serialized components. Under the “manufacturing” definition, the ATF considers any activity which results in the manufacture of firearms for sale or distribution (including installing parts in or on firearm frames and receivers, and processes that primarily enhance a firearm’s durability), constitutes firearms manufacturing, and requires a manufacturer’s license. The FFL does not include components related to fully automatic firearms or suppressors. In order to possess and process those serialized items, the ATF requires a manufacturer’s FFL plus a special occupational tax stamp (SOT). Prior to issuance of the FFL, the ATF will conduct an on-site audit of the operation and person(s) applying for the license/stamp. The FFL needs to be renewed every three years.
What is the most challenging part of heat treating gun parts?
Spring Loaded Firing Pin thetruthaboutguns.com
JQ: Managing distortion is probably the most challenging as most components are very close to being finished machined. Special racking and methodizing is often required. Marquenching, ausquenching, and vacuum processing are often employed to minimize or eliminate the possibility of distortion. Also, due to the small size and complex geometry present, inspection of the parts is difficult. It is important to clarify the testing location with the manufacturer prior to punching hardness holes into areas of the parts that may be exposed after assembly. After all, manufacturers want their guns to look nice afterward. We have experienced delayed rusting on barrels due to the combination of steel wire and the 4150 barrel reacting to cause anodic corrosion after processing in a salt bath which would only expose itself after a few days. We would ship parts that were perfect, and two days later I would be on the phone with my customer trying to explain a mysterious rust line through the rifling in the barrel. We solved this with some tooling changes.
JJ: Frankly, it is no more challenging or different than heat treating any other parts for any other industry. Some parts are routine and some are challenging. Some materials are more challenging than others and some designs are more challenging than others.
Which parts are the most difficult and why?
BCM PNT™ Trigger Assembly Bravo Company USA
JQ: They all present challenges. Slides and barrels present challenges due to the non-symmetrical nature which require special setup procedures. These also tend to have lots of crevices and blind or small holes which trap quenchants, salts, cleaning materials which tend to lead to unhappy customers unless the parts are thoroughly cleaned. Magazines present challenges because they are thin steel stampings which tend to distort due to the quench and induced stressed relieving themselves during heating. I could write a book on the challenges we have faced with the processing of gun parts.
JJ: Parts that require carburizing which have been machined to a finished or near-finished state, with intricate designs, cut-outs, and varying cross sections are the most challenging; a perfect example of this is an AR bolt carrier. This kind of challenge is why we developed our version of low-pressure vacuum carburizing, as we now don’t need to worry about severe quench distortion or carbon potential control. With traditional carburizing, the austenitizing temperature of the steel can change if too much carbon diffuses into the corners and edges. This can lead to retained austenite and carbide formation. Our process negates that phenomenon by using precisely controlled boost-diffuse controls instead of carbon potential. Our process also leaves the parts bright, with no post carburizing blasting or cleaning operations required.
Is it the materials that make it difficult or is it the configuration of the part?
JQ: The materials tend to be common that most heat treaters have worked with before so from a metallurgical standpoint I would say that the materials are not the problem. The configuration of the parts is definitely worse. Non-symmetrical parts tend to distort more than symmetrical parts. It also makes it difficult to inspect the parts. Test in the wrong area and you have spring-back or rocking. As I mentioned earlier, if you test in the wrong area the customer cannot sell the part. Some gun manufacturers have test methods that are unconventional, testing a shallow case depth using an HRC scale, so that the hardness reading is a combination of the case hardness, case depth, and core hardness.
JJ: It seems like you are assuming it is difficult all of the time! Please see my answer to question 2 above.
Are there any other special processes or regulations that need to be followed when heat treating gun parts? If so, what are they?
JJ: This answer is not to be taken as legal advice. If you want to apply for an FFL, or you get an FFL, you need to know the regulation. It is serious business: if you don’t follow regulation, you could end up in prison. You need to keep detailed records of EVERY serialized component that you receive, process, and ship. You don’t want to be on the tail end of a missing part or parts, especially if you don’t know about it. If something goes missing you need to report it immediately. Of course, reporting it could mean losing your license. So my advice to anyone considering this is: BE GOOD AT TRACEABILITY and RECORD KEEPING!
We welcome your inquiries to and feedback on Heat Treat Today articles. Submit your questions/comments to editor@heattreattoday.com.







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com