Paulo Products was the recipient of the Commercial Heat Treater of the Year award presented by Heat Treat Today, in cooperation with The Metal Treating Institute (MTI). The award was initially decided and presented virtually in 2020, and was formally awarded in person on October 6, 2021 during the MTI Annual Fall Meeting awards banquet in San Antonio, Texas.
MTI awards the Commercial Heat Treater of the Year to the company that demonstrates they are making a positive impact in the community and the industry. The award is judged by a panel of previous recipients based on quality programs, pollution and hazardous waste control, community involvement, and leadership.
The award consists of a plaque and a $1,500 donation to the MTI Educational Foundation by Heat Treat Today in the name of the winning company. The donation was matched by MTI’s Educational Foundation. Paulo Products will award this $3,000 as a scholarship to a high school or college student pursuing an education towards heat treat.
Photo: Paulo Products being recognized as 2020 Commercial Heat Treater of the Year. (L-R) Jim Oakes, Super Systems, Inc. & MTI President; Will and Ben Rassieur Paulo Products; Doug Glenn, Heat Treat Today
Heat TreatToday provides many different ways for you to keep current on heat treating technical content, news, trends, and specifications within the industry. Heat TreatRadio is one of those outlets. Publisher and Heat TreatRadio host, Doug Glenn, talked with James Hawthorne from Acument Global Technologies and Justin Rydzewski of Controls Service Inc., both of whom served on the committee, with Hawthorne being the chairman, of the latest revisions (Rev. 4) to CQI-9.
This column appeared in Heat TreatToday'sAugust 2021 Automotiveprint edition.
Check out this article for a summary of the topics and insights discussed during this four-part series, and then listen to the individual episodes to learn all you need to know about understanding and complying with CQI-9 Rev. 4.
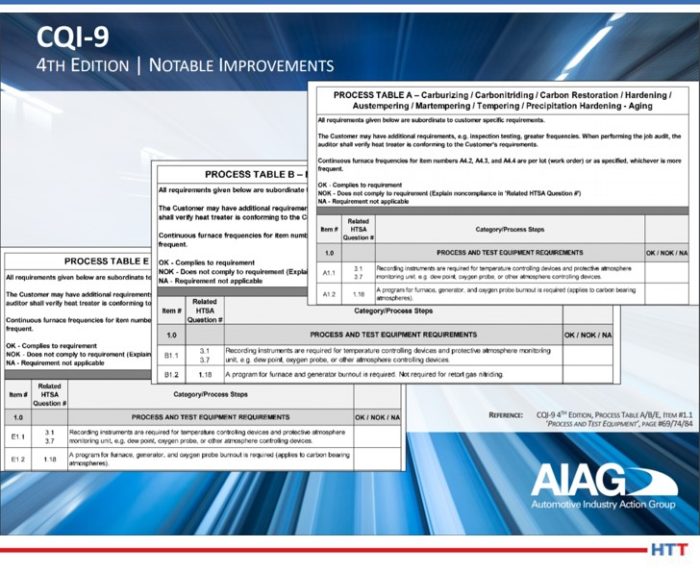
Process tables from Rollout Webinar (Source: Rollout Webinar PowerPoint)
Heat Treat Radio:
Justin Rydzewski on CQI-9 Rev. 4
(Part 1 of 4) – Pyrometry
In this first episode, Doug Glenn and Justin Rydzewski provide an overview of CQI-9 and the “why” behind the new revision as well as talking down through the pyrometry section which covers things like sensors, thermocouples, calibration, SATs, and TUS. Rydzewski was an active participant in the writing of the new revision. His company, Controls Service Inc., is an ISO/IEC 17025 accredited provider of process control systems, calibration, maintenance, and services.
Here’s an excerpt taken from the transcript of the first podcast:
Doug Glenn (DG): Give us information about CQI-9. Give us a brief history. When did it start? Who owns it? Who maintains its updates? To whom does it apply? What is its scope?
Justin Rydzewski (JR): The best way I know to describe it (because, perhaps the most widely known pyrometry specification is AMS2750) is CQI-9 is the automotive equivalent of AMS2750. There are obviously some differences between the two documents, but, in a nutshell, that’s the comparison. It is a document supported by the AIAG, the Automotive Industry Action Group. They oversee the publication of it, the drafting of it, and supervise the whole thing through that process. CQI-9 is the number. Officially, it’s called the Special Process Heat Treat System Assessment and that kind of gets the nomenclature of CQI-9 that applies to automotive heat treaters, or any performing heat treat work within the automotive industry; and several processes fall into that category. It can be from commercial heat treat to in-house heat treat, to organizations like mine that support it. It applies to anyone participating in that effort of heat treat.
DG: Let’s talk about Rev. 4. You said as soon as “3” was out, you started on “4” and it took eight to nine years to get done with “4.” What was the main reason why you needed to abandon “3”?
JR: They schedule these things out to be rewritten on a routine basis. Like most specifications, they are reviewed on some established interval of time. The biggest difference between the second edition of CQI-9 and the third edition was that the third edition removed all references to AMS2750. When 2750 was in the document, it created a world of confusion, and the guidance and errata sheets that followed were just so numerous that they made it a somewhat difficult document to adhere to.
One of the ideas we brought to the table was that maybe we should just remove all reference to it [2750] and write our own specification. So, the third edition removed the 2750 references. In doing so, it ended up being a very well written document. It was effective. The OEMs—your GMs, Fords, FCAs—were happy with the results of the document.
The prolonged active interval of that document allowed us to collect a lot of really good data about what was working, what wasn’t, what was confusing, and where additional clarity was needed. The more data we collected, the more confident we were that the fourth edition would truly make a stride toward being a more effective document.
DG: What are the major sections?
JR: It is structured very similar to the way of AMS2750 in that regard. You have four sections that divvy up a pyrometry section: thermocouples, instrumentation, system accuracy testing, and temperature uniformity survey. But, unlike AMS2750, CQI-9 is a system assessment, it is a process, it is a heat treat management system. It encompasses more than just pyrometry. Where AMS2750 is a pyrometry specification, CQI-9 is a process specification; it encompasses everything. It also includes your heat treat system assessment, which is three sections of questions regarding your heat treat operation, then you have your pyrometry which is those four sections I mentioned. Then you have your process tables. Your process tables drive all of your requirements for your particular operation, in terms of frequencies and tolerances.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
James Hawthorne and Justin Rydzewski on CQI-9 Rev. 4
(Part 2 of 4) – HTSAs & Job Audits
In this second installment, Doug Glenn, Justin Rydzewski, and James Hawthorne of Acument Global Technologies discuss heat treat system assessments and job audits in CQI-9 Rev. 4.
Hawthorne is a heat treat specialist in Acument’s North American facilities and handles the heat treat systems, the system’s compliance, and quality assurance for heat treat within his organization. (Acument makes fasteners—nuts, bolts, rivets, washers— for the auto industry.)
Here’s an excerpt taken from the transcript of the second podcast:
DG: James, how would you explain CQI-9 to someone who has essentially zero understanding of what it is?
James Hawthorne (JH): CQI-9 is Continuous Quality Improvement. The purpose behind it is to put together a system that will help you manage and control your process, and at the end of it, the product that you’re delivering to the end user. The intent is to give you those guidelines to help avoid potential spills or escapes or whatever else may come with that.
DG: It’s mostly heat treat related, yes? Or is there more than just heat treat there?
JH: It is the entire system of heat treat. If you look at the heat treat system assessment, the first portion of it is quality based. The second portion (Section 2) is the floor responsibilities, things that are on task that are being completed. And third, you get into the maintenance and the pyrometry portion of it, very specific to the pyrometry and very specific to atmosphere control. At the end of it, there are some very specific induction questions, because when it comes to induction, there is no real furnace at that point, so you want to focus on those key elements of induction.
DG: James, we’d like to pick your brain a bit on this. Let’s jump into some questions on the HTSAs, as we’ll refer to them, heat treat system assessments, and job audits. Let’s go right to the basics: What is an HTSA and what is its purpose?
JH: HTSA, heat treat system assessment, is a tool that has been developed to help you evaluate how you manage your heat treat system for effectiveness: effectiveness in quality management and effectiveness in the floor responsibilities. Like I mentioned earlier, understanding that through aspects of training and training effectiveness and into the final section of atmospheric control and atmosphere management and reaction to those.
The purpose here is to have one system, one document that is the rules of engagement for doing heat treat in the automotive world. What this does is allows the automotive industry to give you one spec, one thing to follow. As opposed to having, say Ford, give you ten questions where none of them are exactly the same as FCA or nine of them are the same as Ford Motor Company, where one of them has a specific question. This encompasses all of those wants and needs from the auto industry to protect themselves, to protect the end user out there in the field that may be using that heat treated component.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
Justin Rydzewski and James Hawthorne on CQI-9 Rev. 4
(Part 3 of 4) – Process Tables & New Resources
In this third episode, the trio talks about process tables, their importance, and key information on how to read this revision of CQI-9.
Here’s an excerpt from part 3:
JH: The heat treat system assessment (HTSA) covers the heat treat system and its assessment. There are very unique processes that are covered by CQI-9 and are captured in the process table section of the CQI-9 document.
Process Table A covers carburizing, carbonitriding, carbon restoration, austempering, and precipitation hardening or aging. Section B covers nitriding and ferritic nitrocarburizing. Process Table C covers aluminum. Process Table D covers induction. Process Table E includes annealing and normalizing the stress relief. It goes up to process Table I.
AIAG Cover CQI-9 Edition, 2020
There is a process table for each unique type of heat treat that is out there in the industry and this allows some very specific topics to be covered in those types of processes.
The first portion of it is Process and Test Equipment Requirements. What are the rules of engagement for those items? The same thing for pyrometry. There are specific call outs in the process tables. If this is part of your system, you have to play by these rules. Some of them will point you to specific sections of pyrometry. So, if you’re looking at the thermocouple and calibration of thermocouples, the process table is going to tell you that you shall conform to section P3.1 which covers all of those.
It also covers the process monitoring frequency. How often do you have to check your temperatures? What are the rules of engagement? If you have a batch style furnace that covers that process, it has certain rules for you to manage your batch process.
Then you get into things like inspection – Section 5 of the process table covers things like quenchant and solution test parameters, and the rules for checking that.
What’s really nice about the document is that it’s set up in a way where you can go to the HTSA right from the process table to see if you’re compliant to what’s listed there as the shell statement and the requirements or the frequency for checking those.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
Heat Treat Radio:
Justin Rydzewski and James Hawthorne on CQI-9 Rev. 4
(Part 4 of 4) – Expert Advice
In this final installment, Doug Glenn, Justin Rydzewski, and James Hawthorne field opinion questions as well as practical implementation questions of the new CQI-9 Rev. 4.
Here’s an excerpt from the transcript:
DG: Has CQI-9 been effective in the automotive industry?
JH: I think, 100%, Doug. It’s like IATF—all of the automotive industry has to be compliant to that. Same thing with CQI-9. It provides that commonality for all heat treaters in all the different processes that are employed at their facilities, or the multiple facilities that they may have. For a company like ours, we have eight companies in North America. For the North American side of things that have heat treat furnaces in them, we have induction furnaces, we have carbonitriding furnaces, and we have stress relief furnaces. So that commonality even helps us internally with our management system and how we take steps to provide that common approach and compliance to CQI-9.
JR: I think that also bodes well up the ladder for the OEs. The more people, the more sources that you can go to in order to have work done and have it what you expect it to be, from a quality standpoint.
I think one of the things that CQI-9 has done really well is they’ve made a concerted eff ort to make that document easier to understand and to simplify things down to just its bare bone necessities, whereas some of the other specifications that exist in industry can be lacking.
The intent of CQI-9 was, to a large extent, to be something that you can do yourself and implement yourself. We’ll provide you with the guidance, put it in simple terms, and give you all the research you need to support this on your own.
To listen or read more about the CQI-9 pyrometry section, go to www.heattreattoday.com and search “Heat Treat Radio CQI-9”
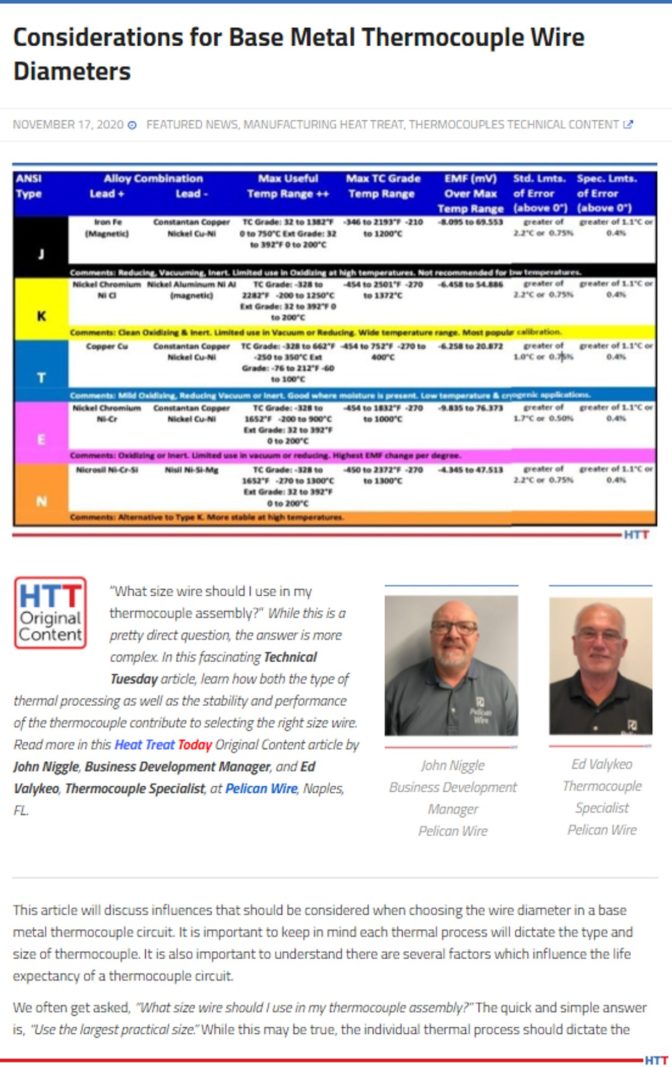
Heat TreatToday publisher Doug Glenn has a second conversation with long-time thermocouple industry expert Ed Valykeo from Pelican Wire about T/C accuracy and classifications. Listen to learn more.
This is the second episode in a series of three on Thermocouples 101. Check out the first episode of the series here.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Ed, welcome back. I'm glad you were brave enough to come back. Last time, Ed, we talked about a lot of good basic thermocouple stuff. We talked about, basically, Thermocouples101 which I mentioned last time, was one of the best and most well read articles on our website, which is great. We covered a lot of different things last time. I was just reviewing it, and it's interesting, we were talking about several different men as you gave a good history of thermocouples starting back in the early 1800's and talking about guys like Alessandro Volta, where we get the word volt, and Thomas [Johann] Seebeck and the Seebeck effect or the Seebeck coefficient, and things of that sort. We talked about all the different noble thermocouples, J, K, E, N, and T, and we talked about the N leg and the P leg on all of those which was all good. It was very interesting. If you didn't listen to the first episode, you ought to go back and listen to it. It's really a pretty good summary of thermocouples, a basic primer on thermocouples. We also did some things like vocabulary for ourselves; we learned what an EMF was, electromotive force and things of that sort. It was very good.
This time, I think we want to move on to, what we could commonly classify or in a big picture classify as, standardization and accuracy discussion. But, before we do, I've got a quick follow-up question from the last episode. We had mentioned that an EMF is produced when two dissimilar metals are joined together or placed together. There is a very, very, small electric current that's created. My question is: Can you do that with any metal? Is it possible? Or do you have to have only certain types?
Ed Valykeo (EV): Theoretically, yes, you could probably join any two different metals and produce some sort of voltage. However, the accuracy of that, and if doesn't mean anything, probably not. The thermocouple base metal thermocouples that we talked about last time, are industry known, used worldwide and, quite honestly, have been perfected over many, many years. So, yes, you could generate a volt probably from any two metals, but, really, to produce an accurate thermocouple, something you can measure temperature with, you're going to want to stick to the thermocouple types that we talked about.
And again, today, we're talking about the base metal thermocouples which are known as Type K, Type J, Type T, Type E and Type N. Those are the base metal thermocouples.
DG: Let's talk a little bit about standardization of these things, and accuracy. My understanding, Ed, is that there are one or more organizations out there in the world that deal with certifying, qualifying, or giving us standards for these thermocouples. Can you tell us a little bit about those organizations? Then, we'll jump in and talk more specifically about the classifications and accuracy.
EV: Sure. One of the bodies that we use is ASTM. In ASTM-E230, are all the thermocouple tables for the different types of thermocouples, not just the base metal, but also noble metal. It's a fairly lengthy book. All the thermocouples are based on the ITS-90 scale and that is the EMF output of each one of these thermocouples at prescribed temperatures. We could go into more detail with that if you'd like, but there are a number of ways that they have extremely accurate temperature medium to measure the thermocouple output. But, that's what the tables in ASTM-E230 are based on, the ITS-90 scale.
When we talk about ASTM, there are also a couple of other standards that we use, and we'll probably get into a little bit later in the conversation when we talk about calibrating the thermocouples themselves. So ASTM-E220 and ASTM-E207 are the two that are used in calibration of the thermocouples.
DG: But, basically, the organization that does that, I don't know if we want to call them a lab or not, but the organization that does is it ASTM.
EV: ASTM is one of the bodies that publishes the books that I call the standards for thermocouples. I think I won't be mistaken, but ITS-90 is really more an IST list. They control the ITS-90.
DG: Let's move into the accuracy standards, then. I think you mentioned the ASTM-E230. Is there anything else we need to talk about as far as the accuracy standards, or did we already hit it?
EV: Certainly, in the ASTM-E230, they spell out the different types of thermocouples, as I mentioned, the base metal thermocouples, but the accuracy of each one of those is listed in the ASTM-E230.
DG: What about classification? Let's talk about the guidelines for classifying these different thermocouples.
EV: Again, ASTM-E230, and there are other publications, but, again, we use ASTM here. The classification of the thermocouples are also spelled out in ASTM-E230 and basically, we talk about special limits of error, standard limits of error and extension grade thermocouple. Again, those can be found in E230.
DG: So, when we classify those, are we classifying them based on temperature deviations or the temperature tolerances? Is that, basically, what it is?
EV: Yes. It's based on temperature tolerance. I'd like to share a quick rule of thumb for classification of those thermocouples. So, special limits of error, basically from zero degrees Fahrenheit to 500 degrees Fahrenheit, it's + or - 2 degrees, and above 500 degrees it is + or - .4%. For example, at 1000 degrees, you're looking at + or - 4 degrees; if you have 2000 degrees Fahrenheit, the tolerance at 2000 would be + or - 8 degrees for special limits of error.
On the other side of that, you've got standard limits of error, and, basically, you could just double that. From zero to 500 degrees Fahrenheit, you're talking + or - 4 degrees; at 1000 degrees would be + or - 8 degrees and at 2000 degrees, + or -16 degrees.
Where there is some confusion, and maybe some people don't understand thermocouples, is when we talk about extension grade. There are actually two types of extension grade. There are standard limits of error and special limits of error extension grade. Extension grade is just exactly as it sounds. It carries that signal from your sensor all the way back to instrumentation rather than run maybe a little more expensive wire all the back to your instrumentation, you're going to put extension grade to continue that circuit back to the instrumentation. Extension grade is the same metals as the thermocouples. If you're using Type K sensor, then you're going to want to use Type K extension grade, and so on, for the rest of the base metal thermocouples. The difference is that the extension grade material is only guaranteed to meet the tolerances up to 400 degrees Fahrenheit. If you look at ASTM-E230, the tolerances only go, on extension grade, to 400 degree Fahrenheit. And, actually, Type T is a little bit different; Type T only goes to 200.
DG: In the heat treat industry, that's not really going to do us much good, right? I mean, most of our processes are well above 400.
EV: It is. That's why you would never use an extension grade as the actual sensor. This is some of the confusion out in the industry: “Well, I can just take my extension grade, create a junction and use it to measure temperature.” You probably could up to 400 degrees, but it's not guaranteed above that temperature, and you could get yourself in trouble.
DG: So, you run extension grade outside of the furnace because, obviously, you're not above 400, so you can use extension grade to run it. I think last time we talked about no more than 100 feet rule of thumb.
Extension grade is basically this: Here's your extension cord that you can run from your regular wire, either your standard limit of error or special limit of error, from that to the box.
EV: Exactly. And so, the key to understanding extension grade is the tolerances on that extension grade are the same – say if you have special limits extension grade – it's the same as your special limits thermocouple wire, + or - 2 degrees, in this case, up to 400. It's guaranteed to meet special limits of error and then the same thing on the standard limit side. You just double those tolerances. Again, it's really the temperature that it is guaranteed to.
DG: Very good. So those are the different classifications. We've got special limits of error, which is a tighter temperature tolerance, and then we've got standard limits of error, which is a little less tight, and they we've got our extension grade which is only classified up to 400 degrees anyhow.
I know some heat treat processes require very, very tight temperature tolerances, especially in things like aluminum brazing and things of that sort. Is it possible to get anything better than special limits of error?
EV: It is. The first thing I want to say is that they're not really recognized within ASTM, these tighter tolerances. But, in the industry, certainly in heat treating and in the pharmaceutical side where they typically use Type T, we've had many requests for tighter tolerance material. Some people call it quarter limit material or half limit material, there's a bunch of different names that it goes by. So, we go to our manufacturer's of the wire and request that and, most of the times, it's a no quote. It really comes down to more of a selection process.
For us here at Pelican Wire, we have a pretty good sized stocking program of bare conductor and sometimes what we can do is mix and match to try and meet the tighter tolerance material. There are a number of ways that some of the manufacturers, in fact, the heat treaters, will request special limits materials, that must meet + or - 2 degrees up to 1000 degrees and then .2% after that. It can be done and we do it on occasion.
DG: Let's follow up on that a little bit. How do you determine the accuracy of a lot of wire, or a spool of wire? How do you go about doing that?
EV: Let me back up just a little bit and start with the actual wire producer themselves: There are not any left in the States, so, basically, all the thermocouple wires are melted overseas, whether it be Germany, France, Sweden. When they melt, they try to meet special limits of error. Now you're talking each leg has to be melted separately; they don't melt them all at one time, right? So, each “melt” or “heat”, they are shooting to make special limits of error.
This is where some of the testing specifications come into play. ASTME-207 is a test method for single thermal element thermocouple wire. I don't want to confuse our listeners, but, again, if you think about a melter that just melted or heated a melt of wire and they process it down to wire, they only have one conductor. They want to know if that one conductor is going to potentially meet special limits of error. There is a testing specification that ASTM has (ASTME-207) that you can test a single leg thermocouple wire to see if it's going to meet special limits of error. What they do is they calibrate the single leg, they get their values (the EMF output), and they have the second other leg and they do the same thing. They, then, mathematically add the EMF of those two and go back and look at the standards to see if it's going to fall within the special limits of error.
That's how the melters, the folks that are melting the individual thermocouple legs, are doing it. We users, we are an insulator wire, we put the two legs together and now we have a thermocouple. The way we test those thermocouples is by using an ASTME-220, which is a comparison method. We're taking a known standard and we're calibrating the thermocouple wire against that standard and getting the temperature deviation from that. That's how we verify that the wire is meeting the tolerance that is requested by our customers, whether it's special limits of error, standard limits of error or even extension grade.
DG: When you say "a standard", what does that test actually look like? Are you taking a thermocouple that you know is good, sticking it in a hot furnace and your test thermocouple or are you just doing it through current testing or something like that?
EV: Good question. We actually use SPRTs (resistance thermocouples) high accuracy, that we use as our standard. They're calibrated at an outside firm, so we know what the output of that resistance thermometer is, and we calibrate our sample against that. The three things you need to do a temperature calibration is the temperature medium, the reference thermometer and the equipment to capture that output or measure the voltage that's being produced. Having those, we have our reference standard that we know the EMF or the temperature output of. Now, we put our thermocouple in the furnace and we compare the two. That's how you get your deviation.
DG: There are labs, I understand, that do these certifications and things of that sort, that certify the accuracy of the thermocouple. Now, Pelican Wire does that. You do have a lab and you do certifications, right?
EV: We do. We calibrate the thermocouples and we produce a test report showing the deviation of the thermocouple for the customer.
DG: Earlier, we were talking about standards and how there's the organization ASTM. How about for these labs? Do the labs have to meet some sort of outside third party certification?
EV: There is nothing that they have to do. I will say that there are a number of standards. We're ISO9001, but we're also seeking accreditation for 17025 so that our lab is accredited to IECISO17025, which just proves that we are a quality lab. We have our quality systems in place. We have our uncertainty budgets for all the equipment we use. A customer can feel confident that the calibration report that we provide is as accurate as possible.
DG: I think covers most of the things we wanted to cover in this episode. We talked about the standardization, the special limits of error, the standard limits of error, who are the bodies out there that do the certifications/classifications, if you will. I think we covered a good bit.
I think we were going to do one more episode, Ed, and I think we're going to talk about insulating materials. I understand that one of your colleagues is going to be there to talk about that with us, John Niggle.
EV: Yes. John Niggle will join the next podcast and talk a little bit about how now that we have the thermocouple wire, what kind of insulations do we put on that wire. It depends on the medium that it's going to be used in, the heat treater or whoever.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Creation requires endurance and continued hard work. Find out what creative applications and research services your colleagues are committed to bringing from across the heat treat industry.
These innovations could bring the next level of innovation to your industrial plants. Enjoy!
Novel Mechanical Testing Systems Powered By Finite-Element Analysis, Optimization Algorithms, and Machine Learning
- An excerpt from a Heat TreatRadioepisode with James Dean -
Doug Glenn: You may have already stated this a little bit, but briefly: indentation plastometry is basically taking an indentation to be able to test, not just hardness or not even necessarily hardness, but the deformation or the strain of material. Do you have to know the microstructure of the material when you’re doing these tests?
James Dean: That’s a good question. In principle, no. If we were to dig deep into the mechanics of what’s going on within our system and our software package, you’d come to recognize that it’s, from a mathematical point of view at least, insensitive to microstructural features. There is a numerical method underlying this – a finite-element analysis – therefore, treating this as a continuum system doesn’t take account explicitly of the microstructure.
When you’re doing the test, it’s actually helpful to know something about the microstructure simply because our technology is all about extracting bulk mechanical behavior engineering properties. Therefore, when we do our indentation test, it is important that we are indenting a representative volume of the material.
It is important that we are capturing all of the microstructural features that give rise to the behavior you would measure in a microscopic stress strain test. Otherwise, you can’t pull out those bulk, core engineering properties, and therefore, the scale on which you do the indent is important. Your indenter has to be large relative to the scale of the microstructure. So, it’s only at that level that you need to understand or know anything about the microstructure.
DG: This test is a nondestructive test, right? You said you can actually test live materials, correct?
JD: Yes.
DG: You don’t have to destroy them, you don’t have to machine them, you don’t have to make them into something you can rip apart, right?
Bert demonstrates the benefits of working with a collaborative robot to induction harden steel parts. The robot gives the operator the ability to work directly next to it, as opposed to conventional robot arms where fencing and distance is required.
The computerized robotic surface hardening systems have revolutionized the surface hardening industry. These advanced robots, coupled with programmable index tables, provide an automation system that helps decrease production time while maintaining the highest quality in precision surface hardening.
A few benefits of this service are:
Increased wear resistance
Higher hardness and longer life
Less processing time
Higher efficiency and productivity
Maintain tensile strength
Quick turnaround of the project
Consistent, repeatable process
Less distortion when compared to furnace treatment
High Pressure Break Through For Additive Manufacturing
- An excerpt from a Heat TreatRadioepisode with Johan Hjärne -
DG: Doing it all- stress relief, HIP, age, or whatever. Just for clarity sake, you’ve got a typical HIP process, you’re going to heat it up, put it under very high pressure, then, normally, if you didn’t have the high pressure heat treatment capabilities, you would have to cool that part down which is typically cooled quite slowly in a conventional HIP unit, taking more time and whatnot. It then comes down to ambient, or close to ambient, where it can be held, you take it out, you put it back in another furnace (a normal furnace, not a HIP furnace), take the temperature back up, get it to the point where you want it, quick cool it, quench it, to a certain extent, to get the characteristics that you’re looking for, and you’re done. What we’re talking about here is the combination of those two processes plus potential other things like stress relief, and all that, in a single unit, correct?
JH: Yes. This has very beneficial effects on time. Many of the HIP vendors do not have HIP and heat treatment in the same facility. Now we have sold a couple of units to some new HIP vendors that have this capacity, but, historically, the HIP vendors didn’t have both HIP and heat treatment. First, the customer had to send it to a service provider for HIPing, they got the part back, they had to send it to somebody that could do the heat treat step, and then got the part back, and so on. The time, and specifically for additive manufacturing, is important. Keep in mind they can do a part pretty fast, anywhere between a day to two days, worst case a week, but then having to wait week after week after week to get the part back for the HIPing or for the heat treating.
DG: So there’s a substantial, potential time savings, for sure; not just process savings in between furnaces, but the fact that you can buy one furnace and do both of those things.
Let’s talk for just a second about what types of products are most effectively HIPed and/or, if we can, high pressure heat treated.
JH: As I said before, we really started to realize the potential with this technology with the additive manufacturing world. That is were we started to realized that we can actually make a difference here. Not only does it have a beneficial effect for the total time, but having the components under elevated temperature for a shorter period of time is actually beneficial for the microstructure; the grain doesn’t grow as much.
Recent improvements include a new cooling tower, chiller system, enhanced duct work, LED lighting in the plant, a renovated breakroom for the associates, a quality room for the engineering staff, a new HVAC system for the front offices, and upgrades in technology systems.
The updated technology is not only used for improving efficiency and data analysis, but also for communication. It has been key to improving operations and has had a significant impact on relationships with clients. Franklin’s ability to effectively communicate enhances collaboration, which allows FBMT’s clients to more efficiently manage their supply chains, reduce the cost of rework and scrap, and better serve their clients.
Heat TreatToday publisher Doug Glenn sits down with Ed Valykeo from Pelican Wire in the first of a three-part series on all-things thermocouples. This first episode covers the history, types, vocabulary, and other basics of understanding how thermocouples work.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Ed, why don't you take a minute, as we typically do on these interviews, to talk briefly about you and your background especially your qualifications for talking about thermocouples.
CLICK the image to access the article!
Ed Valykeo (EV): I've actually been in the wire and cable industry for a little over 40 years now. I actually first started in the industry as, well maybe not a grunt, but certainly I was called a “melter's helper.” I worked at a company called Hoskins Manufacturing in Ann Arbor, Michigan where we actually melted the raw materials to make thermocouple wire, resistance wire, and a whole host of other things. I was actually the guy that, after we got done pouring that molten metal into the molds to make the ingots, was cleaning up all the mess that happens after you pour and you're pulling those ingots.
That's really where my career started, with Hoskins. As a matter of fact, it kind of ran in the family. My dad retired at Hoskins with 42 years of service with Hoskins, so it was kind of a natural progression that, eventually after I got out of the service, I ended up joining Hoskins. I was there about 18 years at Hoskins Manufacturing, again, starting out right at the bottom. I worked my way up to becoming an associate engineer working in the R&D department. That's where my career really started focusing a little more on thermocouples. I enjoyed working with thermocouples. We were developing some new products using thermocouple wire and things like that.
Ever since then, I've kind of stayed in thermocouple arena at some of the other places I've worked. After I left Hoskins, I started working for companies that insulated wire. So, we were taking the wire, like we made at Hoskins, and we were putting a whole host of insulations on it from ceramic braid to extruded products and things like that. And, again, both the companies, and even the one I'm currently employed with at Pelican, but before that I was working for a company out in New Hampshire called PMC, are real similar, it's just we insulated wire. So, we purchased the raw materials (raw wire from Hoskins or whoever) and then insulated it.
DG: For the unbaptized in this topic, what are thermocouples, how do they work, how do they come about, and then are the modern-day thermocouples any different than the thermocouples of old?
EV: I always start out with a little bit of history about thermocouples, whenever I'm talking about them, just to give people background. Thermocouples were introduced in the early 1800's with the most significant developments taking place in Europe.
One of the very first gentleman that worked on it was Alessandro Volta. You can probably recognize the name because Volta actually is the volt, today, which everybody recognizes, not just with thermocouples but, obviously, in the electrical industry too. He basically built a couple thermopiles using metals, silver and zinc and some cloth in between them, soaking them in salt water, and discovered that it would produce a voltage. That's kind of how it got started. The significance of that discovery was that there is a source of steady and reliable current flow from using dissimilar metals and saltwater and things like that.
Thomas Johann Seebeck, Baltic German physicist, who, in 1822, found the relationship between heat and magnetism.
Over the years, many others have experimented with the phenomenon. Probably the most famous, anybody that's in the thermocouple industry will hear it a lot, in 1821, Thomas [Johann] Seebeck announced that he had discovered that when two dissimilar metals were placed in a closed loop and one of those junctions was exposed to a change in temperature, electrical current was produced. This production of the electromotive force and electromatic force is the electric current is known as "the Seebeck effect" or "Seebeck coefficient." It was, obviously, much later, before everything was understood and correct mathematics, but Seebeck's name will always and forever be associated with the discovery of thermoelectricity and thermocouples. Again, even to this day, even ASTM books reference Seebeck coefficient.
Some other gentlemen that we involved, again you'll recognize some of these, were Michael Faraday, Georg Ohm, Claude Pouillet, and Antoine [César] Becquerel. It was Becquerel, actually, that suggested using Seebeck's discovery for measuring high temperatures. He proposed the strength of the current generated was proportional to the change in temperature in exactly the principle behind the thermocouple. We're measuring temperature, whether it's 200 degrees or 2300 degrees. That's how the modern day thermocouple got started way back in the early 1800's.
DG: And the modern-day thermocouples are, essentially, the same as that? Have there been any major changes?
EV: In reality, Type J was the first thermocouple to really be experimented with. After Type J, then some additional thermocouple types came on board. People experimented with other metallurgical compositions to develop different millable outputs.
DG: Let me understand: Type J, what that basically the first type of thermocouple that was developed?
EV: Let me back up a little bit. Actually, the early metal thermocouples were based on what we can call noble metals. Noble metals are rare earth elements such as platinum, rhodium, tungsten and uranium. The problem with the noble metals is that noble metals are much more expensive than our base metal thermocouples, or what we call base metal thermocouples, today. Base metal thermocouples, today, typically the compositions are just a handful of elements. You have iron, nickel, chromium, copper and things like that, which is considerably cheaper than the noble metals, the platinum and rhodium and things like that.
DG: I want to learn this history a little bit, because it's just kind of fascinating to me. So, the very first ones were made of noble metals, primarily. So, they would put those together and then, basically, we said, "This is great but it's way too expensive. Can we get the same effect, if you will, (the difference in voltage, or whatever, between dissimilar metals), if we use a little less expensive metals?"
EV: Right.
DG: You’ve said there is a difference voltage when there's a difference in temperature.
EV: The EMF (electromotive force) generated by the thermocouple is linear. So, at 200 degrees, it produces this amount of voltage, at 300 degrees, it produces this much. All the thermocouples are, basically, the same principle. It's very linear. That's one thing that is good about a thermocouple- the EMF output is linear. You aren't producing a millivoltage at 200 degrees and then at 300 it goes down and then at 500 it goes back up; it's linear proportional to the temperature.
CLICK the image to access the article!
DG: I have heard in the past, and you mentioned it here, maybe we can discuss it a little bit: noble metal versus base metal. Obviously, we know noble metals, you mentioned what those are. Those are expensive; they work to do the same thing. Base metals, though, tend to be what? Which metals?
EV: As I already mentioned, the nickel, chromium, copper, and others.
DG: And those are, in fact, just less expensive, right? Essentially, they do the same thing but they're less expensive.
EV: Exactly. But, there are some other differences, too, between the noble metals and the base metal thermocouples. When you're talking noble metals, the platinum and the rhodium, and things like that, they can handle much higher temperatures than even the base metal thermocouples.
DG: I'm going to make an assumption, but probably the vast majority of the thermocouples used in the heat treat industry are probably base metal, although, I'm sure they've got some specialized ones for high temperature, which probably jump into noble metals.
EV: Absolutely. A lot of the base metal thermocouples are used in the load sensors where they're putting multiple sensors in and then the oven may be controlled by a noble metal.
DG: The different types of thermocouples. You mentioned, and I've forgotten the letter already, that there are different types. Was it Type J you mentioned?
EV: Yes, Type J.
DG: OK. We've done a study recently asking about what's the most popular one in the heat treat industry, but I know we listed down there J, E, K, N, and T. Can you run us through those and tell us what are the differences, and whatnot?
EV: J, E, K, N and T are the most common noble metal thermocouples. Obviously, you've got two dissimilar metals or, what we refer to in thermocouples, two legs of the thermocouple – the positive leg and the negative leg. So, for instance, on a Type J thermocouple, you're using iron as a positive leg, which is basically pure iron, (there are some coatings on the iron to help against oxidation and things like that), and the other leg is a copper nickel alloy. That makes up the two legs of the Type J thermocouple.
If we look at Type K thermocouple, the negative leg is the KN which is, basically, just high nickel with a little bit of chromium; the KP leg, or the positive, of Type K is higher content nickel chromium. There are also some other minor elements.
With Type T, the positive leg is pure copper. The TN leg is, again, a copper nickel alloy. So, when we talk about Type E, what is interesting is that with the Type E thermocouple, you're actually taking the Type KP leg and matching it with the TN leg. So, again, it's just a mismatch or some hodgepodge of some legs.
DG: So, you're using some lingo that I'm just picking up on and I want to make sure our listener's are, as well. You talk about a P and an N leg. Obviously, you didn't say it, but you're talking about a positive leg and a negative leg.
EV: Yes, I'm sorry. KP and KN. So it's K positive and K negative leg.
DG: Great. So, with the Type E, you're taking a few and switching them around and matching them up and seeing what you can come up with.
EV: Yes, that's the E, and I already mentioned the T. N is a relatively newcomer to the thermocouple industry. I say new, but it's still probably 40 or 50 years, I'm not sure when it was developed. But, again, the Type N is similar to the Type K where the KP leg is a nickel and the KN leg is nickel and some silicon. So, it's just a little bit different composition from the Type K thermocouple. But, there are some differences.
Some of the differences, when you're looking at the different types of thermocouples, for example, Type E has the highest EMF output of any of the thermocouples. Your question might be, "Well, why wouldn't we just use Type E because it has the highest output?" What the higher EMF output means is that the sensitivity is a little bit greater in the Type E thermocouple. Then why wouldn't we use that throughout all the industries? Well, the short answer is, a couple things: Type E has a limited temperature range, because, again, you're using that TN leg which is copper nickel alloy and the melting point of a copper nickel alloy is much lower than a nickel chromium alloy. So, that's some of the differences, and with all the thermocouple types, also.
Each one has their own EMF output at certain temperatures but one of the biggest considerations is, really, the environment that you're using the thermocouples in. Type K has good oxidation resistance; Type J, not so much, because you've got a pure iron leg which is going to oxidize much faster. That's some of the differences between the individual thermocouple types.
DG: I assume that if there's oxidation, or any type of corrosion or anything of that sort, it's going to change the EMF, it's going to change the reading and therefore that thermocouple, out the door she goes.
EV: Absolutely. And there have been even some recent changes in some of the specifications that some of the heat treaters are using nowadays where they finally realize that these thermocouples do deteriorate over time and so they start limiting the amount of uses that each thermocouple can be used in, in a bunch of different applications, but heat treating mainly.
DG: Let's pause for just a second and do a little vocabulary. You've mentioned EMF a couple of different times. Could we have just a brief review of that just to make sure? Also, I've heard about millivolts. Are those two things related? If so, how?
EV: EMF stands for electromotive force. It is, basically, when two dissimilar metals are put in contact with each other, a small voltage is generated. When we're talking about millivolts, that's exactly what we're looking at: a millivolt is 1/1000 of a volt. It's a very small amount. If you look at some of the millivolt outputs for some of these thermocouples, at 200 degrees, for example, you're putting out .560 of a millivolt. So, these are small.
DG: And you're saying that it was the Type E that has the highest millivolt of all, so the current that is produced between those dissimilar metals is the highest, but you can't always use that one because in certain temperature ranges you're going to melt one of the legs.
EV: Exactly.
DG: The millivolts are measured by what? I mean, it goes into an instrument that is able to read that? What is that instrument?
EV: Actually, some DVMs (digital volt meters) have the capacity to measure in the millivolt range. So, it could be as simple as a digital voltmeter. But, in the industry, we have temperature controllers, things like that, that you hook a thermocouple up to and it measures the EMF and then it converts it into a temperature.
DG: It will measure that millivolt and then tell us what the temperature is?
EV: Right. With the instrumentation nowadays, it has the formulas in its memory, or whatever, and can convert that millivolt into an actual temperature that you actually read on a meter.
DG: We've got an EMF which is measured in a millivolt. It's going to travel across a long wire, I assume, to some place where it's going to be read. Let's talk about that wire a little bit. The impact of this, whatever EMF is being created, millivolt, what about that wire? Tell me about it and what do we need to be careful of, etc?
EV: We're actually saving that for another podcast, but I will touch on it a little bit. So, there are limitations on the length of the thermocouple. There are a lot of different mindsets, but probably the one I've heard the most is no longer than 100 feet. So, you have your thermocouple sensor and that arrangement, the configuration, can be a number of ways. At PMC Corp. we insulate the wire. You could just take that insulation off at the end, weld the junction there, stick it and [. . .] then run it to a meter.
But in other industries, you may have it in a ceramic tube because of the temperature it's being used at. You have a ceramic tube with a connector at the end, you may run what we consider an extension wire from that point all the way back to your instrumentation. Again, the general rule of thumb, is 100 feet.
DG: Let's talk about that wire with the different types of thermocouples. What do we need to be sensitive to? What do we need to be careful about?
EV: Again, temperature range is probably the first consideration, but then also the environment that it's in. Again, each thermocouple has its limitations on the environment. Some are good in a vacuum, other thermocouples are not good in a vacuum. Some thermocouples are good just in air, (like Type K), but Type J is not so good. It still can be used in air but it will oxidize faster.
Like I said, in an environment of a vacuum, some thermocouple elements will actually leech out or evaporate out and that definitely would cause a problem with the EMF output and would have an erroneous reading. Certain acids you can use some thermocouples in, others you can't.
DG: With all of this pyrometry stuff going around, especially the AMS2750 revision, there are a lot of places where the tightness of the tolerance on the temperature really needs to be paid attention to. Are some thermocouples inherently tighter tolerance, where they can go down to + or –2, or less than that?
[blockquote author="Ed Valykeo, Pelican Wire" style="2"]Special limits of error is the tightest tolerance, and that's according to ASTM. But, there are some customers and some companies that want tighter tolerance material. So, when we talk about that, that's really a special order. Now you have to back all the way back up to the melters that melt these elements and make the thermocouple wire. It's on them to produce something that is a tighter tolerance. [/blockquote]
EV: Again, that was something we were going to touch on a little bit later, maybe on another podcast, because it can be a whole category on its own.
But, yes. If you think about in general, overall, when we're thinking about the different thermocouple types, they basically all have the same tolerances according to ASTM. The rule of thumb, that we kind of use, is from say 200 degrees to 500 degrees, the tolerance on all thermocouples are + or - 2 degrees if you want special limits of air material.
Now, there are other tolerances. In the thermocouple industry, you’ll here – at least calibration-wise – you'll hear special limits of error, standard limits of error and extension grade. Special limits of error is the tightest tolerance, and that's according to ASTM. But, there are some customers and some companies that want tighter tolerance material. So, when we talk about that, that's really a special order. Now you have to back all the way back up to the melters that melt these elements and make the thermocouple wire. It's on them to produce something that is a tighter tolerance. Once that metal is poured in that mold and it's processed down the wire, it is what it is. When they calibrate that wire, you can't really do a lot with it to change the EMF output, per se, other than there are some heat treat operations that can, what they call, stabilize, and there are processes to oxidize thermocouple wire, and things like that, but you're pretty much stuck with EMF right from the melt.
DG: And it's dependent on the material composition or quality of the material.
EV: Absolutely. In some cases, they may melt 10 melts to get 2 special limit of air thermocouple types. I don't think it's quite that bad, bur from my early melting days, we've had to downgrade many a melt because it didn't quite meet the tolerances.
DG: Just reviewing, we talked about the basic history, how they got started. We talked about the difference between noble versus base metal thermocouples. We talked about the different types. We defined EMF, electromotive force. We talked about millivolt a little bit. We talked about the wire, the differences in what we need to pay attention to as far as wire, and some other considerations like temperature range, calibration tolerance and environment.
EV: Just so you know, the only base metal thermocouples there are, at least what ASTM recognizes, are the Type J, E, K, T and N. We covered all the base metal thermocouples.
DG: Just out of curiosity, a noble metal thermocouple, what are those?
EV: There is a fairly large list of those. You've probably heard of thermocouple Type R or Type S thermocouple. Those are all made with noble metal thermocouples. It's not really considered a base metal, but tungsten uranium thermocouples. Those are in more the noble metal category Type C. There is even development of some other additional noble metals: gold is used. Thermocouples are made out of gold.
DG: Those could be expensive. Of course, some of those other metals are more expensive than gold, so, who knows?
Well, that's very interesting. So, J, E, K, N and T are all base metal thermocouples.
I want to make sure that we give appropriate credit to your company. We talked about the fact that you're from Pelican Wire, part of the wire expert group. I want to make sure that our listeners know that they can go check out your website which is pelicanwire.com. You're not obligated to do so, but would you like to give out any other information where they can get a hold of you?
EV: Yes. Through the Pelican website, you can certainly get a hold of me. Our number is on the website. It's 239-597-8555 and it goes through a central board. If anyone wants me, they can just ask for me through the operator.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Heat TreatTodaypublishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat TreatToday'sMay 2021 Induction print edition.
Doug Glenn Publisher and Founder Heat TreatToday
I’m not positive, but it seems to me that it was back in 1992 or 1994 when my former employer launched the heat treating industry’s very first PRINT Buyers Guide. I remember with certainty that it was a HUGE undertaking every July. The excellent team at Industrial Heating in those days (many of whom are still there) did yeoman’s work to get this helpful resource into the industry every year. It was always a great relief when the issue finally hit the street.
Nearly 30 years later, Industrial Heating announced last year that they were no longer going to print a monthly magazine which, I believe, includes their big July Buyers Guide.
In steps Heat Treat Today. We’re big believers in print, and we’re big believers in online and print buyers guides. So, this June (next month), Heat Treat Today will officially launch its very first print and online North American heat treat industry Buyers Guide. Woo hoo!! Let the fun begin.You can preview the online Buyers Guide at www.HeatTreatBuyersGuide.com (super cool URL, eh?), although we’re not officially launching it until mid- to late- June. But go ahead, take a quick look. The big print edition will come out in late June as well.
We’re really excited about both the online and print versions of this Buyers Guide.
The online version is super-sleek. While we’ll undoubtedly make improvements as we go on, the initial look and functionality is uniquely simple and modern. It is also the very first Buyers Guide that combines both heat treat equipment and related services and commercial heat treating services. If you’re looking for either, you’ll find it at www.HeatTreatBuyersGuide.com.
If you’re an industry supplier, you should search the site for your company. If you’re not there, you should create a listing. If you are there and your listing is “unclaimed,” claim it.
We’re also very excited about the print version. There’s been a lot of talk about the death of print magazines and print directories. In fact, it was the belief that print’s days are limited that prompted the aforementioned thermal processing publication to essentially abandon print. As Mark Twain is reported to have asserted, “The rumors of my death have been vastly exaggerated.” So it is with the rumors of print’s death – vastly exaggerated.
Heat Treat Today's research arm recently conducted two broad based studies – one on batch integral quench furnace systems and another on induction heating technologies and usage – and both returned very similar results to an identical question we asked in each. The question was, “When reading through an industrial trade magazine, which do you prefer?” Here are the combined answers:
Said another way, if you drop print, you’ve lost nearly 40% of your audience. That doesn’t make sense. So, we’re not going to go that route. We’re committed to keeping print a priority and June’s Buyers Guide is no exception.
Watch for it in June, Heat Treat Buyers Guide. Or get a sneak preview now at www.HeatTreatBuyersGuide.com.
Heat TreatTodaypublishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat TreatToday‘sJune 2021 Buyers Guide print edition.
Doug Glenn Publisher and Founder Heat TreatToday
We’re seeing the backside of COVID as it slouches off into the sunset. Masks are coming off. People are standing less than six feet apart. Hands are being shaken as opposed to elbows being bumped. And planes, trains, buses, interstate highways, office buildings, and restaurants are starting to fill up again with real live people.
So are convention centers.
Such is the case in the North American heat treat industry. . . and none too soon. ASM International recently announced that their IMAT event which includes the long-standing Heat Treat Society sponsored Heat Treat Conference and Exposition (aka Heat Treat Show) will be live and face-to-face this coming September 14-16, in St. Louis. Amen and amen!
Heat Treat Today is one of the sponsors of the ASM Heat Treat Show, and we couldn’t be happier to get together with all of our friends and colleagues at this year’s event. On page 8 of this edition, Eric Hutton explains a bit more about the event. Be sure to read his column. This publication will be heavily promoting the Heat Treat Show as something good and worthy of your attendance. Considering that the last major face-to-face industry event was the 2019 ASM Heat Treat Show, it will be a real blessing to be back in a booth, shaking hands and catching up with industry colleagues, customers, and prospects.
“People are happier and make better decision when they are well informed” has been the driving force behind all that Heat Treat Todaydoes. Our goal is to help people become well informed, and with nearly 24 months since the last face-to-face event, there is certainly a lot of informing that needs to happen. That’s why we’re excited to be one of the key promoters of this year’s event. We hope that you’ll take the time to attend the show, and bring your entire heat treat department with you.
Another way we keep people well informed is by helping them connect with suppliers who can provide them with the equipment, supplies, components, and/or services that they need. That’s exactly what this month’s issue is all about – connecting buyers and sellers of heat treat equipment and services. This is Heat Treat Today's1st Annual Buyers Guide. We’re super pleased with how it has turned out, and we are absolutely certain that next year’s Heat Treat Buyers Guide will be even bigger and better.
In the Heat Treat Buyers Guide, you will be able to find ANY heat treat equipment, supplies, components, sub-systems, or heat treating services that is known to man. If not, let us know and we’ll see if we can add it to the list of improvements for next year. On page 6, our managing editor, Karen Gantzer, explains how to get the most out of this resource. That’s a page worth referencing.
And don’t forget, all of the information presented in this annual print version of the Heat Treat Buyers Guide is updated continually at www.HeatTreatBuyersGuide.com. In the online version, you’ll be able to access the very latest information. When this print issue was going to the printer, there were still a significant number of heat treat industry suppliers who had not updated their listings. By this time next year, there will definitely be more, so don’t forget to check out the online version of this Heat Treat Buyers Guide for the very latest.
If you don’t find what you’re looking for, please let us know. We’re always glad to help.
Whether it’s the Heat Treat Buyers Guide or the upcoming ASM Heat Treat Show, we hope you become and stay well informed in 2021. If there’s anything we can do to help, please let us know. We’re wishing you the very best in 2021 – a true face-to-face, closer than six feet, hand shaking, blessed year.
Heat Treat Today publishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat Treat Today‘sMarch 2021 Aerospace print edition.
Last month, this magazine featured a heat treat IQ issue. The issue had everything you need to know about IQ (integral quench) furnaces – the most rugged and widely used furnaces in the heat treat world. The magazine wasn’t really dealing with a person’s IQ (intelligence quotient), but it did get me thinking about how our current and future readers learn about heat treat.
Reading something on the Internet about heat treat can be a risky venture. “I read it on the Internet; therefore, it must be true.” That statement sarcastically makes the point that “I read it on the Internet; therefore, it might very well might NOT be true.” The statement casts doubt on the veracity of anything you might read on the “Interweb.” How is it then that professionals in the heat treat industry learn heat treat stuff these days? Where are they getting their information and how can we be sure that it’s true, accurate and helpful?
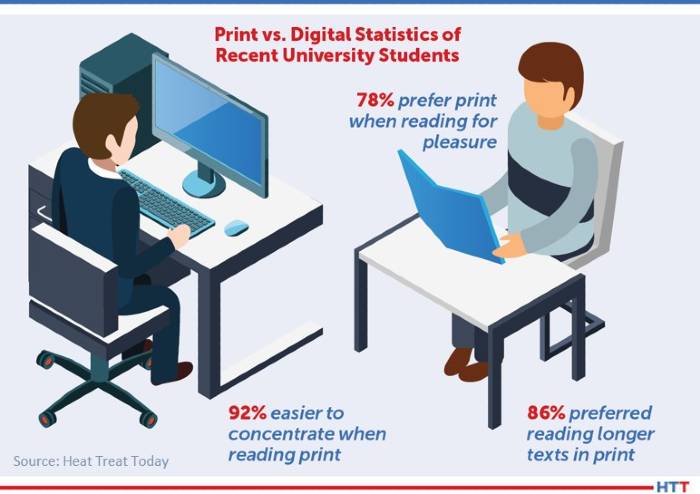
Although it’s “cool” to think and say that “digital” is all the rage, multiple studies say otherwise. These studies confirm that material delivered in a hardcopy print format is more believable, trusted, and keeps the reader’s attention for longer than digital content.
Heat Treat Today’s 20-something year old podcast and daily e-newsletter editor, Bethany Funk, – who is also an excellent researcher – pulled together some interesting research regarding print and digital delivery of educational content. According to one study she found from MarketingSherpa, “. . . more people said that they trusted print ads than any other medium.”
Notice that the above research was conducted with UNIVERSITY STUDENTS (youngins as we like to call them) and that the study was performed in 2015 – not that long ago.
While digital learning is good, the evidence seems to point to hardcopy learning as being the preferred method – even for younger folks. Who’da guessed?
Undoubtedly, digital delivery of content is here to stay, and the cost to produce that content is sometimes exceptionally low. Low cost of production inexorably leads to an excess of supply and poor quality. That’s what we’re seeing today – a lot of information and a lot of question
Here’s the remedy. We’re here to help. Our editors will find, filter, and format heat treating content so that it is most applicable, useful, and helpful to you. If you search the internet for “heat treat,” you’re going to come up with a whole lot of stuff that has nothing to do with industrial heat treating – think wood, biomedical, dental, food processing, etc. – all of which have “heat treat” in their name but have very little to do with the type of heat treating in which you are interested.
If you’re interested in learning about heat treating, I suggest Heat Treat Today– hard copy magazine, website, e-newsletters, and Heat Treat Radio. We’re here to help you learn.
Heat Treat Radio host, Doug Glenn, interviews Greg Holland from eldec LLC on fluxless, inert atmosphere, induction brazing which could be a viable alternative to some flux-base furnace brazing applications.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We are here today with Greg Holland, a sales engineer at eldec LLC, in Auburn Hills, outside of Detroit, Michigan, and we’re going to talk today about a type of interesting induction technology. But first, tell us a little bit about you, your company, position, and how long you've been in the industry.
Greg Holland (GH): I'm a sales engineer at eldec. My main duties are inside sales, marketing activities, trade show coordinating, as well as being a coordinator and scheduler for our in-house coil shop.
Inert gas brazing: set-up Source: eldec LLC
I've been in the induction industry here for about five years now. Prior to that, I spent time in both air filtration and the thin films industry. I feel that my experiences there have really given me a wide background. It's made me a well-rounded engineer, in my humble opinion, but it's also given me a lot of perspective and some background knowledge that some of my colleagues here don't necessarily have, which has been a good thing.
eldec was established in Germany in 1982 by a gentleman named Wolfgang Schwenk. In 1998, he packed his family up and moved here to Michigan. He established what was at the time eldec Induction USA in 1998. His goal was to better cover the North American market, and what better way to cover a market like that than to be in the market? He continued to have eldec in Europe, and then he started it here in the US.
In 2001, we moved into the building we're in now, and we've been here ever since. We've grown the facility a couple of times; in 2013, eldec, as a whole, was purchased by the EMAG Group from the machine tool industry, which I'm sure a lot of your listeners are familiar with. At that time, we changed our name to eldec LLC.
DG: Greg, is there an area of specialty that eldec focuses on, or is it “all things induction”?
GH: I would say all things induction. Our office, in particular, does not do a lot of the heat treating. That is handled by our sister company here in the US, EMAG. This is mainly because if they're selling the machine tools, they are typically the customers that are then looking to heat treat. So, it makes more sense for just one person to knock on the door. I'm not saying that we aren't versed in heat treating, we definitely are. Prior to 2013, all of that was sold out of our office in North America, and we have process development capabilities that, I would say, rival what our sister company EMAG has. They are also in the Detroit area.
DG: We're going to talk about something you and I have spoken a bit about, and that is induction, fluxless, inert atmosphere. Let's start at the very basics and work our way through. What is this thing we're talking about?
GH: When you're brazing in normal air, you end up with oxides on your parts. If you don't get the oxides off of your parts, then they end up in the joint between the metal layers and the alloy. A lot of times, people will use a flux. What we are looking to do here is to eliminate the need for that flux; so, we would use an inert atmosphere.
"We are looking to try to get rid of that flux because it adds steps in your process, meaning you have to apply the flux. Then afterward, you have to clean the flux off of the part. A lot of customers aren't afraid to do that, but it's cycle time, right? You have an extra step."
DG: Basically, we're talking about brazing in an atmosphere, using induction without flux, and the primary reason is to get rid of those oxides. You kind of answered this already, but why do we need it? Why do we need that type? What's wrong with using flux?
GH: A typical braze process would use that fluxing agent, so it's either an extra paste that you would put on, or in the event that you have your brazing copper, you would have maybe a silver alloy that would have phosphorous in there. That phosphorous acts as the flux. As the alloy melts the phosphorous, it interacts with the copper oxides and basically cleans the joint for you. It also allows the alloy to wet flow and fill the joint gaps.
We are looking to try to get rid of that flux because it adds steps in your process, meaning you have to apply the flux. Then afterward, you have to clean the flux off of the part. A lot of customers aren't afraid to do that, but it's cycle time, right? You have an extra step. So, it's time, or maybe it's an extra person, whatever the case may be. By eliminating that flux, you've eliminated those steps. You don't have to worry about cleaning the part afterwards, and if you're washing the parts to get the flux off, then you don't have to figure out what to do with that wastewater.
DG: Walk us through a typical braze process that uses flux. Let me try this and you tell me if I'm good. Basically, you've got to apply the flux, and then you also have to apply some sort of a braze paste, I would assume, correct? The actual filler material?
GH: Yes. You can use a paste. What we typically use is solid alloy. If you're brazing, say in tube brazing where your joints are round, a lot of the alloy will come as a ring. You can get it specially made from a supplier as a ring, so it slides right down over your tube. If you have plates that you're brazing together, you can get a foil. It's essentially a thin sheet that you can put between the plates. You can also use a stick form, almost like a welding stick or welding rod type. Or, if you have a trough that you're trying to braze, you can get it in pellet form--little solid pieces that will go down into that trough.
DG: So, if you were doing it with flux, you would apply a flux first, then those things, and then, of course, you'd have all of the cleanup of the flux afterwards, I assume.
GH: Correct. And typically, even before you put the flux on, you want to clean the parts and make sure that you don't have dirt and dust and other types of debris in there, too.
DG: It sounds like this brazing process, where it's fluxless, is replacing a standard flux-based brazing. We've already answered the question about the significance of fluxless; basically, you're not having to use that. The other part of the description is that it's in an inert atmosphere. I would imagine that everybody knows what an inert atmosphere is, but if you don't mind, explain what is inert atmosphere and why we need it for this process.
GH: By definition, an inert gas is essentially a gas that doesn't react with anything. You're looking at helium, argon, or nitrogen. Technically, an inert atmosphere could also be a vacuum. What the goal is here, amongst some other things, is to get the oxygen out and away from the joint. By using a vacuum, you have to essentially create a chamber that is airtight. Because, as you pull a vacuum, if it's not airtight, the oxygen in the normal atmosphere is going to be seeping into that chamber.
The advantage of an inert gas atmosphere is, by filling the chamber with a nitrogen or an argon, you essentially create a higher pressure in the chamber than you do in normal atmosphere, and so you don't have to be airtight. In all actuality, you don't want to be airtight because you want to be able to purge that space and allow the air that is in there to flow out.
DG: So, you're back filling. And, by the way, for those listening, we will put a link on the transcript of this podcast, to the video that you sent that actually shows that process. It's hard to see on radio!
GH: That's actually a process that we have as part of our trade show display. At various trade shows we'll have different displays, and that one in particular, is stainless steel brazing in an inert atmosphere.
Inert gas brazing: at braze temperature Source: eldec LLC
DG: I'll describe it here just for a bit. Basically, there is a cylinder and they've got two parts inside that need to be brazed together. The cylinder, let's say it's a foot in diameter and maybe 16 or so inches tall, is a clear glass cylinder that comes down over the parts. I assume that you back fill with an argon or a nitrogen, and flush all of the oxygen out, and then it goes through a certain heating cycle and certain different KW and whatnot, and then cools at the end. Then, the lid lifts and you're off and running. That's basically how it looks
DG: Describe to us, if you don't mind, some of the industries that would use this process. What are the applications here?
GH: What we see is more so with stainless steel tube brazing, like fluid lines, automotive fuel lines, and that kind of a thing, where the end product doesn't get painted. It could be in an area that is visible to people, though, so they want it to look aesthetically pleasing. Those are the industries and processes where this gets used, but, ultimately, it can be used in any brazing application where you're currently using flux and don't want to have that additional step.
DG: You mentioned the automotive industry. Are there any other industries that you've seen it used in?
GH: We've had some other customers with essentially fittings on the end of a tube type of an application. I don't know what type of industries they ended up putting those into, but things like that are typically where we see these. But, again, it can be anything where you're heating, and honestly, it doesn't even have to be just brazing. If you have to heat something like that, you don't want to have the oxide layers and the discoloration. If you are back filling and purging that chamber with the inert gas, then as the part cools, and you allow it to cool in that inert atmosphere below the oxidation temperature, then you end up with a part that essentially doesn't even look like it was heated.
DG: Could this inert, fluxless, induction brazing potentially replace belt furnace brazing? Perhaps in some batch processes or torch brazing? Are there any savings in the process as far as manpower? I'm assuming you've still got to have somebody loading up the fixture to be brazed, right?
GH: Sure. You still have to have the fixture loaded. Depending on how the cell is laid out, it could be loaded manually, and it could be loaded by robot. You have some manpower requirements there. Typically, the actual loading isn't that much different than what you would have to do to load those parts into a fixture going through a belt furnace or to load them into a fixture heating them with a torch.
The advantage of induction over those two is not necessarily capital investment, but operating costs in the long run. You don't have the high cost of your gas. Typically, induction is more efficient than a furnace. It is a lot more efficient than a torch. You've got a guy out there with a torch that is heating your part, and then all of a sudden, he takes the torch and points it away as he does something else. All the while, the is gas burning, doing nothing. Again, with the furnace, whether you have a part flowing through there or not, you're heating that furnace and keeping it hot.
DG: Exactly. Whereas with induction, you're applying the heat and being done with it. Describe in a little bit more detail the actual process for an inert brazing process, fluxless.
GH: The chamber that you saw in the video is a large glass cylinder. They're not typically built like that. That one is built so that you can show it off and allow people to see what's actually going on. A lot of times, the chambers are much smaller. The goal is to make the space that you have to purge as small as possible, but still contain all areas of the part where the heat is going, because all of the space in that chamber has to be purged. That's an expense, so you want to limit that.
Now, depending on how long that purge cycle takes, how large your parts are, how long it takes to get to the temperature where oxidation starts to occur, you can start heating before the purge cycle is even done as long as you make sure that by the time you hit that oxidation temperature, all of the oxygen is gone. Then, you heat your part up to whatever temperature you need for your specific process.
Inert gas shield braze process where the customer wanted to eliminate oxidation in the joint area but was not concerned with oxidation of any other area of the part. As you can see in Figure A, the braze area and pipe coupling are inside of an inert gas shield and are not oxidized, whereas the housing is clearly oxidized (Figure B) as the braze cycle finishes. Source: eldec LLC
In brazing, it depends on what type of alloy is being used and what your base metals are. And then, depending on how the coil design had to be designed for your process in your part shape, you might have to allow some additional soak time. Say you are putting a really weird-shaped fitting on the end of a part; you might not be able to get a full surround coil over the tube that's going into that fitting and realistically get that back out of the assembly. You might have a coil that only goes around 120 or 180 degrees, so to allow the heat to transfer around to the rest of that joint and come to a uniform temperature for the alloy to flow, a lot of times you have a little bit of a soak time. Which is what you see in that video, as well. After the soak time, the operator can typically see through a little window; or with our power supplies, we create a recipe with a set temperature, set power, whatever the case may be if you're using a pyrometer or not, and a specified length of time, and through a little bit of process development in the very beginning, we can create that recipe. So, from a push of a button, the operator doesn't even have to see, necessarily, whether the alloy is flowing or not.
We know for development you need this much power at this much time, maybe you need two or three steps at different powers and different times, and then, all of a sudden, you know that you're going to have a good joint, you shut the power off and allow the part to cool again in that inert atmosphere. If you're not worried about aesthetics, maybe you have a part that's going to get painted and the oxides are going to affect the adhesion of that paint, or you know that you're going to have to bead blast the part anyway, maybe you're not worried about it cooling in the atmosphere, in which case you don't have that cooling step, you can just open the chamber (but be careful because then you just have a hot part). You could essentially just open the chamber and pull that part out.
DG: Would you have to do it all in an inert atmosphere, if that were the case? If you weren't worried about the oxides, you could almost do it without, at all, right?
"What we typically see there, is we're up against a furnace brace and it boils down to not only capital investment, but operating costs in the long run, what the part volumes are."
GH: If you're just heating the part. But if you're looking to braze the part, you still either have to use the flux or the inert atmosphere to keep the oxide out of the joint area.
DG: It went through the cooling process, so now it's done.
GH: Yes, that's basically the process. Then, your chamber would open once the parts cool and your operator or your robot could unload the part and load the next one. Because of the purge and cool down time, a lot of customers will end up with a unit, a power supply, that has multiple outputs on it.
For example, we’ve built a unit with three outputs for a customer multiple times. So, in that particular case, there’s a part that has two or three different braze joint locations on it. However, what you are essentially looking at is the operator. Even if it's the exact same part in all three cases, the operator can load the part in one location, allow it to start purging, and then he can load the part in the next location. When the purge cycle is over, you can have that heat time automatically start with a self-controller.
So, the operator is literally just loading station after station, and when the first one is done, the second one is loaded, purged, and ready to heat; then the third one, and off you go. By the time the operator comes back to the first one, the part is cool, the chamber opens, and he takes it out.
Essentially, you just have an operator that is loading and unloading parts and you've saved all that cycle time by having a machine that is incrementally more capital investment but saves you so much in cycle time and process flow.
DG: Right. So, you're using that cooling time or soak time to do another function which keeps your production up. Can you tell us, without naming companies, any specific examples of where this was implemented and specifically what processes it might have replaced?
GH: The one that had the three outputs that I just talked about was for automotive fuel lines. Again, I can't say the customer’s name, and I can't say which OEM the parts actually went into, but I can tell you that it was automotive fuel lines. What we typically see there, is we're up against a furnace brace and it boils down to not only capital investment, but operating costs in the long run, what the part volumes are. If it's a car model that they don't sell a lot, then they may not be able to justify the capital cost of the induction, but if you're running typical automotive volumes, then the induction portion, split over however many hundreds of thousands of parts a year, is peanuts in the end.
DG: Do you have a sense of what the cost savings was per part or anything of that sort on that example you gave?
GH: Unfortunately, I don't. A lot of our customers don't share that kind of information.
DG: Wouldn't it be nice if they told you, because it would be a great selling point to be able to say, “Hey listen, they were furnace brazing these that cost them so much per part, now they're inert fluxless brazing with induction and it cost X minus whatever per part.” That would be a great marketing thing.
DG: I guess it's probably worth mentioning here that eldec does all different types of induction, not just inert, atmosphere, fluxless brazing, right? You're doing all kinds of different types of stuff. We were just focusing in on that specific process.
If people want to get in touch with you, Greg, or just to check out eldec, where do they want to go?
GH: We can be reached through our website. eldec actually has two different websites. We have a website that is essentially a worldwide website. I think there's eight different languages on it that you can choose from. That is www.eldec.net. On that website you'll see a lot of product lines and applications.
But here, specifically in North America, we have developed a site called www.inductionheatingexperts.com. That site is more tailored to our market here in North America. On that site, you won't necessarily see as much of the heat treating, because as I mentioned earlier, our sister company EMAG handles that. If you're interested in that, their website is www.emag.com. Here in our office, our main phone number is 248-364-4750 and our general email address is info@eldec-usa.com. Me personally, you can reach me at my desk at 248-630-7756 and my email address is gholland@emag.com.
DG: I did have one other question and that is what other resources are offered by eldec?
eldec’s new online app, the Coil Design Assistant Source: www.inductionheatingexperts.com
GH: I mentioned our websites. Both websites will show a list of our products. There is at least one product line that is on the North America site that is not on the other site, and that's one that we developed and specifically developed here in North America. That's called our MiniMICO .
But also on our North American site is a tool that we've developed this year called the Coil Design Assistant. That's our CDA. I believe you guys did a little feature on it not that long ago, but that is a feature where customers can go on our website and essentially find a variety of different coil types and they can put in what dimensions they think they want or need and then we get an email and we can essentially do an approval drawing and a quote for them right there off of the web.
DG: Basically, it's a web tool to help you design a coil.
Doug Glenn, Heat Treat Todaypublisher and Heat Treat Radio host.
Welcome back to the show. Heat Treat Radio host, Doug Glenn, wraps up a four-part series on CQI-9 Revision 4 changes with Acument Global Technologies’ James Hawthorne and Controls Service Inc. Justin Rydzewski. In this final episode, both of these experts give their advice on how to navigate and comply with Rev 4.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here today with Justin Rydzewski who is the director of sales and marketing of Controls Service, Inc. in Livonia, Michigan and also with James Hawthorne, heat treat specialist at Acument Global Technologies. Both of these gentlemen have been with us for two or three of the last three episodes that we put together. James, was the committee chair, I believe that's the right title, for the Revision 4, and Justin, of course, was right alongside on the committee getting things done. Gentlemen, first off, welcome back to Heat Treat Radio.
Justin Rydzewski (JR): Glad to be here.
James Hawthorne (JH): Thank you, Doug. Glad to be here.
DG: We've covered a lot of the major changes, a lot of the main points that people ought to know, on the first three episodes. We want to wrap it up today by asking a couple of very practical questions, a couple of “opinion” questions, but, I think, also a couple of very practical questions on implementation, and things of that sort, of the new CQI-9 Rev 4.
Justin, if you don't mind, I'd like to start with you and address an issue that I think you and I touched on in the very first episode, and that was the difference between the CQI-9 standard and AM2750F, specifically, about the automotive industry. Why doesn't it just adopt AMS2750F as opposed to having this separate CQI-9 standard?
Episode 1 of 3 of AMS2750 series
JR: I think that both specifications are appropriate for their industries. But, there are some significant differences between the two. First and foremost, one is intended for aerospace and the other for automotive. AMS2750F, as we've mentioned in a previous episode, is a pyrometry standard, whereas CQI-9 is a system assessment; it is a process-based approach to things, whereas AMS2750 is more equipment based. You classify things by temperature tolerances, by the instrumentation type that you have, whereas requirements within CQI-9 are generally based on your type of process and specific to your process, in particular.
I would say that the most significant difference between the two documents is AMS2750 is part of the NADCAP program and requires accreditation and an auditing body, PRI, to come out and say, “Yep, you're good to go. Here's your certificate. We'll see you in a year”. CQI-9 is intended to be a self-assessment. It's intended for heat treaters to implement themselves to provide them with a process of managing their heat treat and that doesn't require somebody to come in and accredit them and hand them a certificate.
There is a big difference between the two; they are not equals. There are similarities, especially in the pyrometry section. At one point, AMS was heavily sited inside of CQI-9. Since its removal, however, we've had success, and that success has been measurable; it's been significant. I would image that the OEs have been rather happy with what it is that they have there in the document, especially in the 4th edition, and I think that the thought of going to an AMS2750 and abandoning CQI-9 is well outside the realm of plausible.
JH: One thing I would add here is, if you read the headers for each section of the HTSA, section one is “Management Responsibility and Quality Planning”, section two is “Floor and Material Handling Responsibilities”, and section three is the equipment. On the equipment side, you're going to get more into the pyrometry side of things- the metrology and the maintenance specifics to that equipment, as well. So, the all-encompassing HTSA is a system that is a management system, or at least a system that you can develop a management system based behind, and ensure compliance.
DG: For those who are just joining on this episode, HTSA, heat treat system assessment, is one of the main parts of the CQI standard. Justin, I think your point is good. James, I think, as well, the point is well taken. CQI-9 is meant to be an internal tool, a continuous improvement tool that helps a company that is involved with heat treating to continually improve their process. AMS2750F specifically, is pretty much exclusively a pyrometry certification program, where you've got to have somebody coming from the outside. I remember, back in the day, when they were first starting one of the QS standards, they said, no longer are you going to have to comply or get qualified by this OE, or this prime, or this prime, now you can have one standard. Has that been the case here? Has it been effective in the automotive industry, CQI-9?
JH: I think, 100%, Doug. It's like IATF – all of the automotive industry has to be compliant to that. Same thing with CQI-9. It provides that commonality for all heat treaters in all the different processes that are employed at their facilities, or the multiple facilities that they may have. For a company like ours, we have 8 companies in North America. For the North American side of things that have heat treat furnaces in them, we have induction furnaces, we have carbonitriding furnaces, and we have stress relief furnaces. So that commonality even helps us internally with our management system and how we take steps to provide that common approach and compliance to CQI-9.
[blockquote author="Justin Rydzewski" style="1"]The CQI-9 intent largely was that this is something that you can do yourself and implement yourself. We'll provide you with the guidance and put it in simple terms and give you all the research you need to support this on your own.[/blockquote]
JR: I think that also bodes well, up the ladder as well, for the OEs. The more commonality that exists in the industry, the wider that, for lack of a better term, talent pool is. The more people, the more sources that you can go to in order to have work done and have it what you expect it to be, from a quality standpoint.
I think one of the things that CQI-9 has done really well is they've made a concerted effort to make that document easier to understand and to simplify things down to just its bare bone necessities, whereas some of the other specifications that exist in industry can be lacking. There is a real good reason why a lot of the work of some of those other pyrometry specifications out there are outsourced, because the expertise to adhere to those things and be confident that you're adhering to those things is possessed by an in-house team; they have to go outside. The CQI-9 intent largely was that this is something that you can do yourself and implement yourself. We'll provide you with the guidance and put it in simple terms and give you all the research you need to support this on your own.
Justin Rydzewski, James Hawthorne, and Doug Glenn (clockwise from the left) sat around the virtual screen to hash out a few final expert opinions on CQI-9.
DG: I'm pretty sure, based on everything we've talked about, that you guys really like CQI-9.
JH: 100%! I embrace it and our company embraces it.
DG: So, I know you guys like it, you're the main cheerleaders. What is your perception about companies outside of yourself? Has it, in fact, been embraced, or has it kind of been “Heisman trophied”, the stiff arm – “We'll embrace you with one extended arm”.
JH: If I may, I will say that it's been embraced across the industry through all heat treaters. I think anywhere that anybody deemed it to be a burden, I think with the changes to the format, the added clarity, the improvements to the document, the knowledge base that's now been updated in the glossary, it is all going to help those guys cross any bridge that they were struggling with and make it better for them.
I believe we touched on a little bit in one of the past episodes, or maybe it was when Justin and I were talking about this offline, but one of our customers, who is a non-automotive customer, embraces CQI-9 and our systems and our approach to our heat treat. That is a huge step because that particular company has a lot of internal specification as it pertains to heat treat, but CQI-9 is either equal to or exceeds what their expectation is. It makes it easy for them to embrace it. That was one of the things that was brought up in the roll-out presentation we did through AIAT – one of the other industries had mentioned they were following it.
DG: It sounds like, overall, it has been fairly well embraced and this Rev 4 is going to make it even easier to cuddle up with a cup of hot cocoa and feel comfortable with it.
JR: Generally speaking, in my travels, I have two categories of people that I come across. You have the sort that is looking to embrace it. They recognize that it's a “have to do” and they just want to know what the rules are. They want to make sure that they understand what the rules are and that they make sense. Maybe there is a point or two that they take exception to about, not fully understanding what the intent is of it, but, for the most part, by and large, they want to adhere to the requirements. They recognize that they need to.
The other category includes those who fight anything that they're asked to do, no matter what it is. “No, I don't want to do that. We've been doing it this way forever. Convince me, show me, that I'm doing it wrong. I do some sort of subsequent testing and it always come out fine. I've never had any complaints. Why do I have to go do this?” While that group is definitely the minority, I can tell you that that group, almost 100% of those people are going to be those types that you find more issues with than any other. That's because they fight it and they try to find ways to circumvent things. That's a real slippery slope there.
I think CQI-9 does a real good job at trying to keep things in its lane and recognize that if there's something that we're asking the heat treater to do, that that requirement needs to provide value on some level, or it needs to mitigate risk on some level, and a meaningful one at that.
You asked, “Do I like CQI-9?” I like AMS2750 too. There are some things in AMS2750 I like better than what we did in CQI-9. Talking from experience of having to write some of the requirements in the document, and how difficult that can be to say what it is you want to say but in a manner that makes sense outside of your own brain, it's difficult. I think AMS states some things very, very well. I like their thermocouple calibration certificate requirements better than ours; I think they're more detailed. But I think both work really well, and embracing it sometimes just requires a bit of an education or an understanding of the intent side of things, the purpose side of things.
DG: When was CQI-9 Rev 4 released?
JR: The last week of June.
DG: It's been going on for months now. How about timing? I would imagine that a lot of people that are listening to this probably know that they need to comply with certain aspects of CQI-9. What is the timing for them? When do they need to have all their ducks in order?
JH: During the roll out presentation, the OEMs made a joint statement. We did that roll out presentation in September, and they essentially said that the time between the June release and that (roll-out) presentation was the grace period. When the 3rd edition expired, you have to do 4th edition assessment and they will no longer accept 3rd edition assessments at that point. So, whenever your expiration is, you shall do it to the 4th edition.
JR: The 3rd edition is officially obsolete.
DG: So if you're doing another assessment, it's going to be a Rev 4 assessment. Are there any other timing issues that people need to be aware of?
JR: That should pretty much cover everything. If you're outsourcing an element of your service or of a material, you should be specifying adherence or conformance to the 4th edition at this point.
DG: So, James, I want to address this next question to you, if you don't mind. I know you said in your organization, you've got how many North American locations?
JH: 8 plants in North America.
DG: OK, 8 plants. And you've, obviously, rolled out Rev 4. How did you handle the transition? How did it go? What was complicated and difficult, and how did you address it?
JH: For me, I think it's a little easier, because I was in the room while we were writing the 4th edition. The heat treat systems for all of our locations, I wrote. So, I have a very unfair advantage. But, that being said, even knowing and being as intimate as I am with our own system and the 4th edition of CQI-9, we have made a concerted effort to slow down the process of doing the heat treat system assessment and slow down the process of doing the job audit and doing the process tables to ensure that we are capturing everything.
We've made this statement many times, whether it was here with you or if it was through our roll-out presentation, it is essential to read this document. It is essential to understand what's happening in it. If it takes just a little bit of extra time to read a little bit further to do the checks and balances, pop into the glossary, just to make sure that you are answering the questions as compliant as you possibly can, is the most important thing.
A wise man told me once, Compliance is a circle and if you're just outside the circle, all I want you to do is get you just inside the circle. And next year I'm going to tighten the circle a little bit and if you're still sitting outside, we're going to move you inside. You don't have to hit a bullseye every time, but you have to be inside the compliance circle. So, if you understand that, and if you manage it that way, it's going to make it easy and more effective. Then, you can stick to the intent of the document, and the intent of the document is within the acronym itself of CQI-9: it's continuous quality improvement. Never take your foot off the pedal.
Source: Heat Treat Today
DG: Right. It never ends. Justin, how about you? Same question. I know you're going in through your company into a variety of other companies who are trying to comply. What are you seeing, from their perspective, as far as the difficulty? How are they handling it?
JR: I think the most difficult aspect of things, I guess, is probably one of the most obvious: implementation. You've been doing it one way for the last 8-9 years and now we're going to need to implement something new. And when do you want to implement something new? It's really nice when you work for an organization that has process specifications and certain test specifications very well defined, because then you can hold onto them and say, “Here are the things that we were doing,” and you can go through them and see where things need to be different.
Where they're less defined, or they're defined in some manner that is not on the forefront of things – like I define things in a quote or in a purchase order – those become difficult. There could be elements of implementing something too soon, and now, all of a sudden, I violate something that they've done internally, or sometimes if they had it stated internally for a requirement.
For us, the most difficult thing has been the implementation side of things. It's meant a lot of conversations and trying to determine what this is going to look like, what things we are going to need to do differently, what things we want to check on, and the finally to, for lack of a better word, “coach” my customer along. Here are things you need to consider, here are things you might need to do differently, here's how I would state it for the new edition for making revisions. But to the horse that has been thoroughly well beaten, you have to read the document.
The CQI-9 audio book, coming soon, we'll have that on tape for you. Whether you're driving to work or putting your kids to sleep, it will work either way.
DG: Last question for you guys. For a company who's wanting to become CQI-9 compliant, what are some of those must do's and what are some of the practical advice you've got for them as they start down that path?
JH: If, I may, I think the first and most important thing there is to evaluate the talent that you have on site. Who is your in-house expert? Who is the guy that most fits what you need to be the driver of those next steps? As long as you have that, and that guy understands your system, then the journey can begin and I think your process is more linear with less hills and valleys. You start to win, and you start to win with less drop-off, and that's what you want to do. First and foremost, have the right guy in place.
[blockquote author="James Hawthorne" style="1"]First and foremost, have the right guy in place. [/blockquote]
DG: So, in your estimation, James, you're saying it's a personnel issue. Right away, make sure you do a good assessment and get the right guy in the spot to oversee the process.
JH: Right. You don't want to be a commercial heat treater and you just hired a quality manager from a widget factory to come be the champion of your heat treat. You want him to be a heat treater. You want to have a heat treater in place that knows his stuff.
DG: Right. And who has an attention to detail, I'm sure.
JH: I think it's important to the extent of what Justin was just talking about is, when that person talks to his suppliers, his service providers, you want to have somebody that has some wherewithal and understanding in that field so when that communication does take place, and you have folks like Justin and others in his field, trying to help educate the heat treater on what it takes to be compliant with, whether it's reporting, whether it's through the process or whatever, having that understanding is going to make even the service provider’s job easier.
JR: I think that organizations that struggled with the 3rd edition are probably going to continue to struggle with the 4th edition. If you're comfortable with the 3rd edition and you're doing well with the 3rd edition, the 4th edition is going to be relatively easy to adapt to and to implement. Like with any math story problem, you've got to write down what it is you know. So you go through the document itself, you start making notes on things, you start citing where things might need to be different, you start red flagging things, you review what you have, may do a Ctrl + F for any mention of 3rd edition and replace with 4th edition, or something simple like that. It is what you have created and try to continue on with the successes you had for the 3rd edition into that 4th one. If you've struggled with the 3rd edition, the likelihood that you're going to struggle with the 4th is also pretty great. It is likely that the document isn't the issue, the issue is likely a lack of awareness.
It cannot go understated how valuable it is to invest in training, especially if you're bringing some new guy on to champion the effort, or if you've got a team that's eager and hungry and looking to prove their worth – get them trained. It's readily available. Our organization offers it, the AIG offers training on the HTSA side of things; there are plenty of organizations out there that will offer this training. The benefits to working with a high-end service provider in many of these regards, is that they'll help you through the process as part of their service offering. That's how the true value of a good service provider can be measured is in these sorts of situations. I'd lean on your experts. Invest in your staff. Get the training to get everyone up to speed.
Again, if you fought it in the 3rd, and your plan is to fight it on the 4th, it's going to be an unenjoyable road and you might need to figure out ways to embrace what it is you know and acknowledge what it is you don't, and then fill those gaps in so that you can get to where you need to go.
Doug Glenn,Heat Treat Today publisher and Heat Treat Radio host.