Readers are checking out Heat Treat Today’s magazine, and the Letter from the Publisher in the January 2025 Annual Technologies to Watch print edition has sparked this reader feedback article from materials science engineer Jeremy Lipshaw. It makes the case for the scientific consensus on anthropogenic climate change — and argues that the heat treatment industry is well-positioned to lead in a low-carbon economy.
This insightful feedback article was first released in Heat Treat Today’s September 2025 Annual People of Heat Treat print edition.
Would you like to weigh in on the topic? Submit your question, comments, thoughts, or queries here or email Bethany Leone at editor@heattreattoday.com.
In January, Heat Treat Today’s publisher, Doug Glenn, authored a letter titled “What if We’re Wrong About CO₂ & Global Warming.” It questioned the scientific consensus of anthropogenic (human-caused) climate change and suggested that “the science doesn’t seem to be as settled as claimed.” Since then, Mr. Glenn and I have had an extensive back-and-forth conversation on the topic, which ultimately resulted in this editorial. First and foremost, our discussion proved that, even in today’s polarized society, respectful discourse surrounding sensitive topics is still possible. We left that discussion with great esteem for each other, even if we did not come to an agreement on everything. Secondly, there is both considerable evidence of anthropogenic climate change, as well as an incredibly robust scientific consensus regarding its existence. Moreover, while climate change will impact the heat treatment industry, it can also provide a lucrative opportunity.
Scientific Consensus
To acknowledge the elephant (and donkey) in the room, the strongest individual predictor of climate change belief is political ideology (Hornsey, et al. 2016). This heavily implies that a strong ideological bias follows this topic. As a science-based industry, we should rise above tribalism, be skeptical about the potential for motivated reasoning (especially from ourselves), and remain open-minded to the scientific process. While there may be conservative or liberal policies surrounding the implications of climate science, science itself should remain neutral.
A scientific consensus is not a vote or opinion and therefore does not trigger the “appeal to authority” fallacy. Instead, it is a reflection of the systematic weighing of evidence and the error-correcting nature of the scientific method. While science can never truly be “settled” (nor should it be), consensus can surpass a confidence threshold to be considered robust. A robust scientific consensus emerges when two major criteria are met:
The evidence from multiple well-established, independent scientific disciplines and international communities converge.
There are no other alternative theories that can sufficiently explain the evidence and predict the future to a similar accuracy.
The anthropogenic climate change theory thoroughly satisfies both criteria. Climate science has been advancing for over 200 years, and the theory of anthropogenic climate change has been deduced from multiple independent lines of evidence, including through studies in atmospheric science, glaciology, geology, thermodynamics, oceanography, and paleoclimatology. Additionally, as of 2024, nearly 200 international science organizations, representing a variety of backgrounds and motivations, have endorsed the anthropogenic climate change theory (CA Governor’s Office of Land Use and Climate Innovation 2024).
Data and Discussion
Scientific progress and discussion predominately occur within peer-reviewed literature. Of the papers published between 1991 and 2011 which expressed a position on climate change, 97% supported the anthropogenic climate change theory (Cook, et al. 2013). A more recent study analyzed papers published from 2012 to 2020 and purposefully biased itself by specifically searching for papers skeptical of the leading theory. Despite that, the authors discovered that the percentage of papers supporting anthropogenic climate change may have increased to greater than 99% (Lynas, et al. 2021).
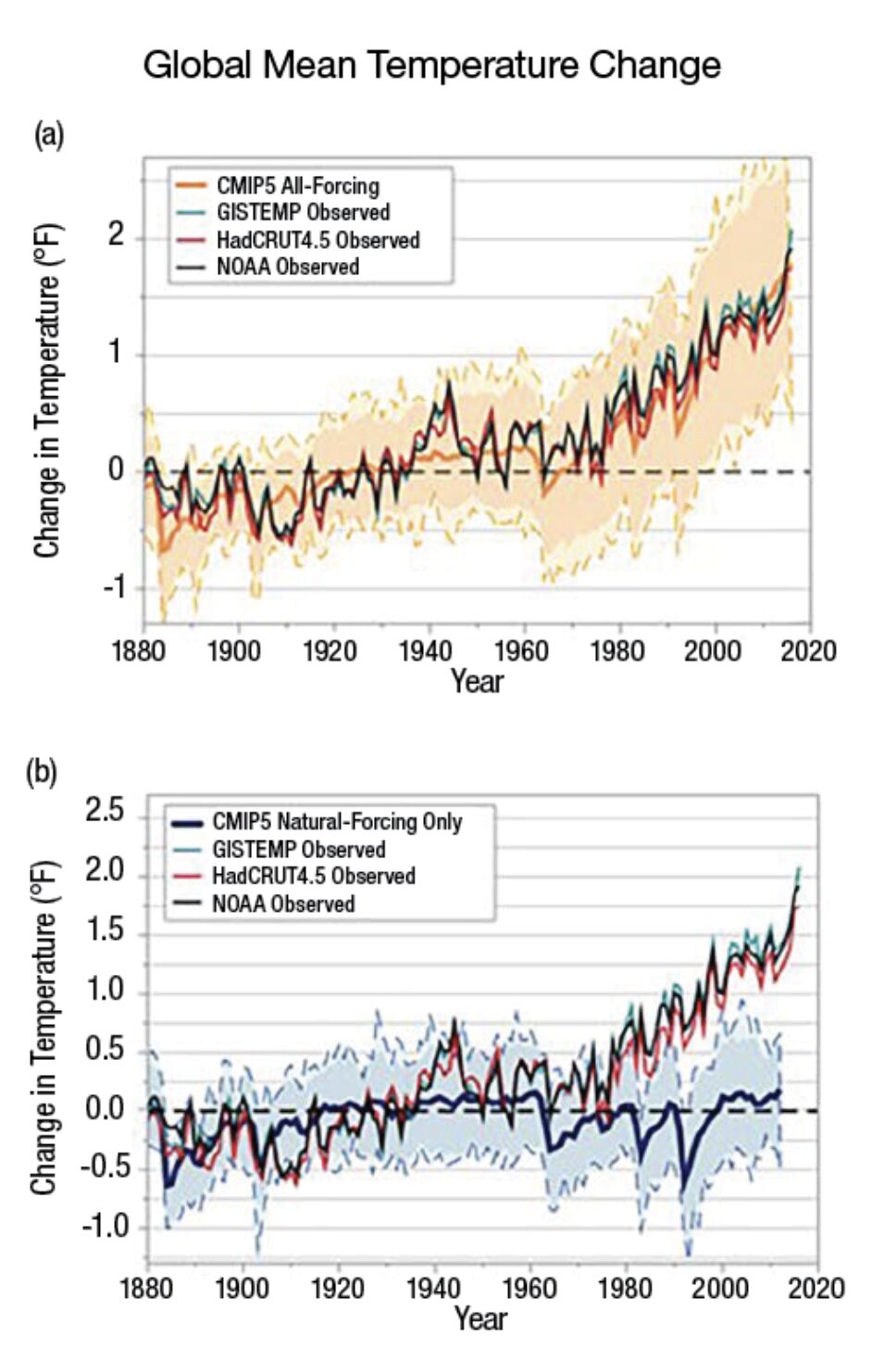
Figure 1. The observed change in global temperature cannot be explained by natural-forcing alone such as the sun, orbital mechanics, cloud-cover, etc. (b) and requires the human element (a). (Data from Wuebbles, et al. 2017.)
Proper science dictates that research that disagrees with the consensus should be highlighted rather than thrown aside. An investigation from 2015 found that, from a sample of 38 publicly touted papers skeptical of the scientific consensus, all 38 papers had a number of methodological flaws. When those flaws were corrected, the results of these papers aligned with the anthropogenic climate change consensus (Benestad, et al. 2015). To further illustrate the strength of this consensus, Figure 1 shows how alternative theories, like the theory that global warming is caused by natural variations in the climate, are insufficient and neither explain nor predict the future to the same accuracy as anthropogenic climate change (Wuebbles, et al. 2017). This is the scientific method in action.
This high degree of consensus is very rare in the scientific community. For example, there is still no robust consensus within the heat treatment industry on the formation mechanism of bainite in steel (Fielding 2013). Is it diffusionless-displacive? Diffusional-reconstructive? Yet, even with this uncertainty, bainite is austempered every day, producing lighter and stronger components.
The Economics of Climate Change
Similar to the level of certainty that informs today’s heat treating practices, the impacts of anthropogenic climate change are also relatively uncertain; nevertheless, the general economic ramifications are clear. A well-cited and influential study from 2024 predicted that anthropogenic climate change may cost the globe $38 trillion in damage per year by 2049. For a sense of scale, this value is 34% of global GDP in 2024, is six times more than the expected climate change mitigation costs and may lead to an overall income reduction of 19% (Kotz, et al. 2024). From a global perspective, it is the fiscally responsible decision to mitigate climate change, which consequently led 107 countries, responsible for roughly 82% of greenhouse gas emissions, to adopt a net-zero policy (United Nations 2025).
These policies result in strong financial incentives for heat treatment. The heat treatment industry is in a unique position for mitigating climate change because it can increase the strength-to-weight ratio of a material with marginal energy inputs. By reducing the total material required for a component, this optimum mitigation technique can decrease the energy and greenhouse gas emissions in all three stages of a component’s life cycle: production, use, and end-of-life.
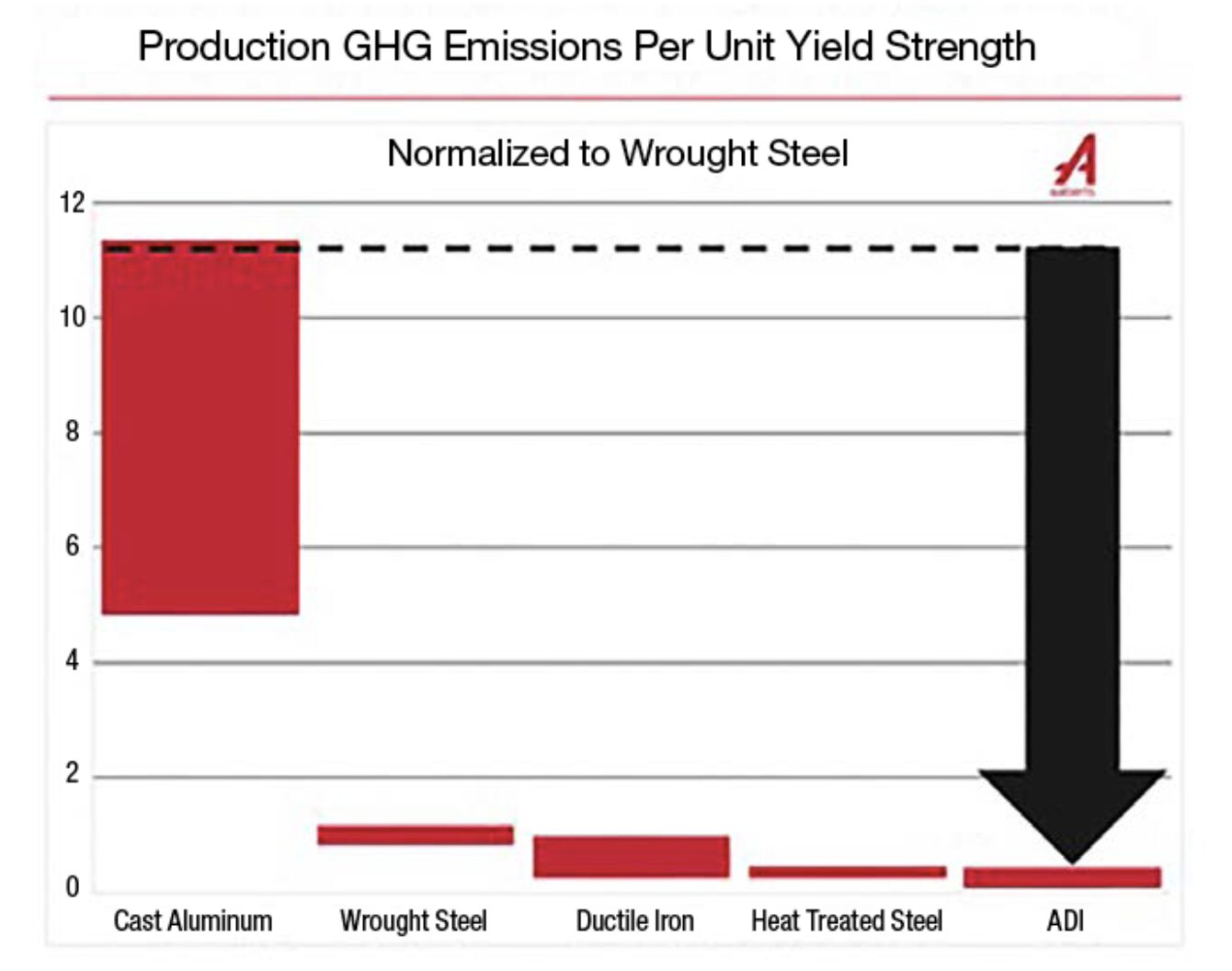
Figure 2. For a given strength requirement, heat treated materials tend to produce less greenhouse gas emissions than competing materials. (Data adapted from Zhu, et al. 2023.) | Image Credit: Aalberts surface technologies
The casting industry recognized a similar opportunity and sponsored a life cycle analysis to calculate greenhouse gas emissions and the overall energy consumption for ductile iron (Zhu, et al. 2023). The study discovered that ductile iron tends to decrease the amount of greenhouse gas emissions per unit mass of material compared to competing manufacturing methods for ferrous materials. Additionally, it was revealed that Austempered Ductile Iron (ADI), a heat-treated ductile iron, can replace alternative materials on a pound-for-pound basis and further decrease greenhouse gas emissions. (In fact, ADI components could weigh more than the alternative material and still decrease greenhouse gas emissions in a lifecycle perspective). This finding can be extended to most heat-treatable materials as production greenhouse gas emissions per unit strength tend to be less than competing materials (Figure 2).
To retain this intrinsic advantage, the heat treat industry can continue to focus on decarbonization. Heat Treat Today has previously discussed a multitude of strategies for heat treaters, including electrification (Clark, et al. 2023), recapturing heat loss (Stowe 2024), enhancing furnace insulation (Roberts 2025), optimizing heat treatment processes (Buchner 2024), and utilizing hydrogen as fuel (Wolff 2024). These innovations can be explored on a case-by-case basis to balance investment with marketability to remain globally competitive.
Conclusion
To summarize, anthropogenic climate change is the prevailing scientific theory that most accurately describes the behavior of the climate. It is based on thousands of papers and studies and has survived brutal scientific and public challenges. Due to its predicted impact to the global economy, the heat treat industry is in an excellent position to become a leader in decarbonization, thereby fostering a more sustainable and prosperous future. Let’s not squander the opportunity.
References
Benestad, R. E., et al. 2015. “Learning from Mistakes in Climate Research.” Theoretical and Applied Climatology 126 (3–4): 699–703. https://doi.org/10.1007/s00704-015-1597-5.
Buchner, K. 2024. “How to Reduce Carbon Footprint During Heat Treatment.” Heat Treat Today, May 16. https://www.heattreattoday.com/how-to-reduce-the-carbon-footprint-during-heat-treatment/.
CA Governor’s Office of Land Use and Climate Innovation. 2024. “List of Worldwide Scientific Organizations.” https://web.archive.org/web/20241005030117/https://www.lci.ca.gov/facts/list-of-scientific-organizations.html.
Clarke, J., P. Kerbois, P. Sherwin, M. Pizella, A. Selvy, and S. Hakes. 2023. “Energizing the Future of Furnaces — 4 Perspectives.” Heat Treat Today, July 11. https://www.heattreattoday.com/industries/energy-heat-treat/energizing-the-future-of-furnaces-4-perspectives/.
Cook, J., et al. 2013. “Quantifying the Consensus on Anthropogenic Global Warming in the Scientific Literature.” Environmental Research Letters 8 (2): 1–7. https://doi.org/10.1088/1748-9326/8/2/024024.
Fielding, D. 2013. “The Bainite Controversy.” Materials Science and Technology 29 (4): 383–399. https://doi.org/10.1179/1743284712y.0000000157.
Glenn, D. 2025. “What If We’re Wrong About CO₂ & Global Warming?” Heat Treat Today, January 27. https://www.heattreattoday.com/what-if-were-wrong-about-co2-global-warming/.
Hornsey, M. J., E. A. Harris, P. G. Bain, and K. S. Fielding. 2016. “Meta-Analyses of the Determinants and Outcomes of Belief in Climate Change.” Nature Climate Change 6: 622–626. https://doi.org/10.1038/nclimate2943.
Kotz, M., A. Levermann, and L. Wenz. 2024. “The Economic Commitment of Climate Change.” Nature 628: 551–557. https://doi.org/10.1038/s41586-024-07219-0.
Lynas, M., B. Z. Houlton, and S. Perry. 2021. “Greater than 99% Consensus on Human Caused Climate Change in the Peer-Reviewed Scientific Literature.” Environmental Research Letters 16 (11). https://doi.org/10.1088/1748-9326/ac2966.
Roberts, J. 2025. “The Cost of Furnace Insulation Failure.” Heat Treat Today, June 23. https://www.heattreattoday.com/the-cost-of-furnace-insulation-failure/.
Stowe, M. 2024. “Sustainability Insights: How Can We Work to Get the Carbon Out of Heating? Part 2.” Heat Treat Today, March 26. https://www.heattreattoday.com/sustainability-insights-how-can-we-work-to-get-the-carbon-out-of-heating-part-1-2/.
United Nations. 2025. “For a Livable Climate: Net-Zero Commitments Must Be Backed by Credible Action.” https://www.un.org/en/climatechange/net-zero-coalition.
Wolff, D. 2024. “Water Electrolysis for Hydrogen Production Facilitates Decarbonization.” Heat Treat Today, December 17. https://www.heattreattoday.com/water-electrolysis-for-hydrogen-production-facilitates-decarbonization/.
Wuebbles, D. J., D. W. Fahey, and K. A. Hibbard. 2017. “Climate Science Special Report: Fourth National Climate Assessment, Volume I.” NOAA. https://repository.library.noaa.gov/view/noaa/19486.
Zhu, Y., G. A. Keoleian, and D. R. Cooper. 2023. “A Parametric Life Cycle Assessment Model for Ductile Cast Iron Components.” Resources, Conservation and Recycling 189. https://doi.org/10.1016/j.resconrec.2022.106729.
About The Author:
Jeremy Lipshaw Materials Science Engineer
As a Class of 2022 Heat Treat Today40 Under 40 recipient, Jeremy Lipshaw is an emerging leader with over 10 years of experience in the foundry and heat treatment industry. This article represents Jeremy’s passion for sustainability and scientific skepticism and is not affiliated with any current or previous employment.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the April 2026 Annual Induction Heating & Melting print edition highlights three hallmarks common to thriving companies — prioritizing people over technology, people over profit, and a relentless commitment to continuous improvement — drawing on a visit to Induction Tooling in North Royalton, Ohio, as a real-world example of these principles in action.
Michele Schaller, one of Heat TreatToday’s excellent editors (we have three excellent editors), and I recently visited Induction Tooling in North Royalton, Ohio, near Cleveland, to talk with Bill and Sherry Stuehr regarding their company’s 50th anniversary. I make it a point never to promote one company over and above other companies in this column because 1) our mission is to get good information to our readers as objectively as possible without showing preference to any one company, and 2) it would be bad business.
Meeting with the Stuehrs, however, did allow me to meditate a bit on what makes a company a good company…of which there are many in this industry. If a company is successful, the following will undoubtedly be true about that company.
1. People Over Technology
It is almost certain that the most successful companies prioritize people, both clients and employees, ahead of their technology or product offering. This may sound like heresy to some, but I’m convinced that it is true — as counterintuitive as it may appear. Ultimate business success is dependent on finding and keeping the right people employed and finding and keeping clients.
Finding and keeping competent employees is one of the most difficult business challenges in today’s world. Manual labor is not seen as something desirable. In fact, as Bill Stuehr said during our recent visit with him, “Industrial Arts” is not a thing at institutions of higher learning anymore. When Bill said those words, “Industrial Arts,” it was the first time our 30-something-year-old editor, Michele, had ever heard the words. This is telling. Kids just aren’t being educated or encouraged to go into industrial vocations. That makes finding and keeping them all the more important.
And while having a technology, product, or service that meets the client’s needs is critical to success, it is not the most important thing. Having an organization that remembers that “clients are people too” and treats them with respect and dignity is even more important in the success of a company.
Induction Tooling lives out this trait quite well, and it is Heat Treat Today’s desire to do the same. I frequently remind our team that while we are an industrial trade publication, we are first and foremost helping people and hopefully making them happy as our “Why Statement” asserts: We believe people are happier and make better decisions when they are well informed.
The bottom line is successful companies understand that they can have the best technology, product, or service in the world, but if they are not prioritizing their people — employees, vendors, and clients — they will ultimately fail.
2. People Over Money
As with technology, money (i.e. profits) should not be sitting in the driver’s seat either. Profits are important. Profits are good (more about this in my Publisher’s Page from the Aerospace Heat Treating, March 2025 edition). But truly successful companies will regularly sacrifice profits to please their employees and/or clients. A previous employer of mine became a “spreadsheet” company as opposed to a “people” company and has suffered because of it. Companies who are willing to sacrifice profits to keep their clients or their employees happy have a vastly better chance of being a successful company.
3. Better & Better
The final characteristic that seems to be common among successful companies is the desire to advance and never be content. Lethargy and complacency are the enemies of success. You are either growing or dying; there is no neutral. Treating clients better, providing a better service, doing things more efficiently, thinking of new ways to be helpful, spending less and less on necessary expenses, finding ways to be easier to work with or for — all of these are ways that successful companies strive to be better. Companies who become complacent will ultimately fail.
Some people are naturally change-averse. That’s difficult. In business, the one constant is change and successful companies find a way to encourage and embrace continual change, continual improvement.
Embrace and Influence for Good
If you are looking to make your company successful, if you are in a position to influence the direction and culture of your company, I recommend that you encourage your company to embrace these pillars of success. There are many companies in the North American thermal processing industry that do and are successful including the good folks over at Induction Tooling.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
In this episode ofHeat TreatRadio, host Heather Falcone sits down with Doug Glenn, publisher ofHeat TreatToday, to break down the most important heat treat industry events on the horizon. From the massive international state of the THERMPROCESS trade show to the technical knowledge of Furnaces North America, they explore where those in the industry can learn, network, and grow. The conversation also highlightsHeat TreatToday’sown events, includingHeat TreatBoot Campand Helium Leak Detection seminars. Together, they offer practical guidance on choosing the right events to stay engaged and informed in today’s heat treating landscape.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (00:05)
Heather Falcone: Hi, I am Heather Falcone and welcome to Heat Treat Radio. Today we are talking about a variety of upcoming events in the industry in 2026 and beyond. Joining me today is Doug Glenn, publisher of Heat Treat Today, and longtime host of Heat TreatRadio. Doug has had a front row seat to this industry for years, from the technical side to the people driving it forward. He’s also someone that I consider a mentor and a friend. I’m looking forward to digging into this conversation with him.
It’s an honor to sit down together with this one, Doug, as it’s kind of a bit of a hand off and a nod to the legacy that you’ve built here.
Doug Glenn: It’s a pleasure, and I couldn’t think of a better person to hand it off to. Heather, you’re doing great, and I appreciate you taking the time to do it and having the courage to do it.
Heather Falcone: Obviously, you have recorded over a hundred episodes, so I have so much to learn for you. Thank you so much for trusting me with this.
Key Events for 2026 and Beyond (1:19)
Heather Falcone: Doug, walk us through 2026 and beyond. We have so much going on for events. What are the key events that people should have on their radar?
Doug Glenn: We often say at Heat TreatToday that we believe people are happier, and they make better decisions when they are well informed. Our whole goal is to make people happy by giving them good information so they can make better decisions, and that that always works well. We do that in a variety of ways. Primarily it’s through our print publication — the technical articles that go out in that print publication. Our most popular product is our print publication. Most of that deals with heat treating, thermal processing, technologies, materials, etc.
But there’s also the element of continuing to sharpen your saw, as Stephen Covey says; keep yourself fresh. To that extent, attending industry shows, events, and educational seminars is helpful.
There’s a there’s a big show coming up in Germany in 2027. It’s called THERMPROCESS, but it’s actually one of four events that are all metals related, so we will talk about that whole quartet of shows. I will also talk about Furnaces North America because it is the leading thermal process/heat treat event of 2026. Then also we also have two Heat TreatToday events that I think might be helpful. Our Heat TreatBoot Camp, and then also our Helium Leak Detection seminars.
Those are the events I’m going to talk about today, but there are more events than that. If you are interested in learning more about important industry events, visit our website, heattreattoday.com, and look under Resource tab. There is the Industry Events calendar. That would be a real good place to start because we try to put all of the events that we think are important to most heat treaters and suppliers of the industry.
It’s important to note, when we talk about heat treat, we have to be very careful. We are not only talking about commercial heat treaters. That’s only about 10 to 15% of the audience that we reach. We are talking about captive heat treaters. That’s who Heat TreatToday is meant to be helpful to.
Heather Falcone: Reaching the broader industry at large is always our goal. Making sure that everyone has access to this. When you have an in-house heat treat operation, sometimes you can be even more isolated. So getting those companies exposed to as much information and data as possible.
THERMPROCESS 2027 (4:26)
Heather Falcone: Speaking of that, if someone can only commit to one or two events this year, I think we should really start with THERMPROCESS, because that one kind of rises to the top. We can unpack that a little bit first.
Doug Glenn: I think that’s a really good idea. The show itself, THERMPROCESS 2027 (thermprocess-online.com), is only one of four [in a trade fair quartet]. That show does not take place until June 21–25 of 2027. It’s over a year away. But the reason we need to talk about it now is because, unlike shows here in the United States, this is a huge show, and if you want to exhibit there, which many of our listeners may be suppliers in the industry, applications need to be in by the end of May of this year, not next year. So I wanted to make sure people are aware of that.
To give you a sense of what’s going on in that event, I want to provide a site map of the campus where THERMPROCESS is taking place. First thing to know is that there are four shows altogether. It’s held only every four years in Dusseldorf, Germany. Looking at the map, they call it “The Bright World of Metals,” you’ll notice the four logos across the top, which are GIFA, METEC, THERMPROCESS, and NEWCAST.
This is a huge campus. If you were to walk from the upper left corner, the Merkur Spiel Arena, all the way down to the east entrance, that would take you probably 10 to 15 minutes.
GIFA is a foundry show, and is located in halls 11 through 17. The dark blue on the map is all GIFA.
METEC is the gray on the map, halls 1, 4, and 5. This show is basically steel making, metallurgy, etc.
THERMPROCESS is in one hall, hall 10, and it’s the largest hall. It’s larger than any heat treat show here in the United States by far.
NEWCAST is basically a metallurgy show, steel processing, some forging as well. That’s in halls 14 and 15.
This show is open five days, from 9 a.m. until 5 p.m., all five days. If you were to spend your time walking through this show, it would basically take you all five days to go through this. It’s a huge event.
Let me give you a sense of this size. The total attendance for this entire event for 2023, which was the last one that they had, was 63,000 attendees. Even if you divide that by four, because there’s four different shows, that’s almost 16,000 people per show. To give you a sense of size difference in the United States: our biggest heat treat show, typically Furnaces North America or the ASM Heat Treat Show, attendance is no more than 2,500 people, including exhibitors and everything. You can get a sense that this is the right show.
It’s held in Dusseldorf, Germany. Germany of all countries in the world knows how to do trade shows. There are booths in these halls that are double decker booths, large booth displays. There are even restaurants on the upper level — it is a full event. Companies will spend millions of dollars just on this show.
My suggestion is, if you’ve never been to this show, or if you have a need for a full understanding in the thermal processing/heat treating industry, this is the premier event in the world, as far as I’m concerned. China has some big shows as well. I believe this one is more international. You will see people from all over Europe and the United States as well. 63,000 people total.
For just THERMPROCESS, there are 276 exhibitors, and the show takes up 8,400 square meters, which is about 90,000 square feet. Over on the Foundry side, obviously the biggest show here, taking up almost six halls, there are 854 exhibitors in about 41,315 square meters or 445,000 square feet of booth space. These are big shows.
Heather Falcone: It’s massive.
Doug Glenn: It is massive. There are companies exhibiting there from all over. Not only Western Europe, but Eastern Europe too, Turkey, Middle East, Saudi Arabia, China, India, etc. The United States, to be quite honest, is not always that well represented.
I think this is probably one of the more important things that I wanted to mention about this event. Heat TreatTodayis promoting and sponsoring a pavilion there at THERMPROCESS. If you would like to be part of that pavilion, you can call me and we’ll see what we can do.
It’s a big deal, it’s a big show. May 31 of this year is the exhibitor deadline. For those of you who are interested in attending, which I highly recommend, thermprocess-online.com is the website.
If you’ve never been to Dusseldorf, it’s definitely worth going just to see Dusseldorf. There’s this place in Dusseldorf, a section of the town called the Altstadt, which is the old city. It’s a great place, hundreds of restaurants and great to experience the culture. It’s worth it after the show ends.
Also, the public transportation in Germany is very good. There are trams that run, which make it pretty convenient to get to the exhibit hall.
Heather Falcone: What kind of company roles do you think would be best suited to attend THERMPROCESS? Who do you think would most benefit from this event?
Doug Glenn: You would want more of your upper management personnel attending this event, not so much your furnace operators. You could do that — it would not be a problem taking the furnace operators over there. But it’s typically more engineers and up. One big difference between this show and most shows in Germany compared to shows in the United States: there is not a conference associated with it. They do offer some technical presentations, typically five or six a day in the small auditorium on the show floor. So you might get 30 different technical presentations, but this is primarily a trade show. It is a show where people sit down in their meeting rooms in their booths where they can close the door and have a private meeting, and they buy and sell there.
This is a show where if you want to do business, this is the premier event. In my 30 plus year experience, this has been the most impressive show, for thermal processing/heat treating, so I highly recommend attending.
Furnaces North America (14:28)
Heather Falcone: That’s a great point that you brought up, the difference between a trade show and the technical presentations. Compared to Furnaces North America (FNA), it’s a whole different ball game.
Doug Glenn: FNA is October 12–14, 2026 in Indianapolis. The website for that event is furnacesnorthamerica.com.
The difference is marked between THERMPROCESS and FNA. It’s just a whole different category in a variety of ways. The number of exhibitors is going to be somewhere in the range of 150 to 200, maybe right on the upper end. The trade show hours are typically a little bit shorter, maybe 11 a.m. to 5 or 6 p.m. It’s only a two-day show, not a five-day show. And there are a lot of technical sessions that are held. There’s a much better opportunity for more formal learning, if you will, where you can go to some classroom environments.
Furnaces North America is owned and operated by the Metal Treating Institute (MTI), which Heather and I are both members of, which is great. MTI is the world’s largest association of commercial heat treaters. While MTI is commercial heat treaters, Furnaces North America is really intended for captive heat treaters, as well as commercial heat treaters, to help advance the technology, knowledge of processes, and materials in the North American market.
It is a good event. It starts on a Monday night, the 12th of October, with a nice opening reception. Then Tuesday is a full day of conferences and the trade show. Wednesday, the conferences begin again in the morning, and then the trade show is open until around 2 p.m. So it’s a rather abbreviated show compared to THERMPROCESS.
Heather Falcone: It’s one of the more unique events because often, when you’re at a trade show, you do want to try and get some learning in, but you also want to get out and see the vendors on the floor. So they’ve set it up really well so that you never have to miss a concurrent session. In fact, they don’t even have the trade show floor open during the conferences. So, it ensures the exhibitors do not have to leave the trade show to attend session, and it lets people attend sessions without feeling guilty that they’re not out there hitting the booths at the trade show.
Doug Glenn: Exactly, they can actually go and do some of the learning as well. If I remember correctly, Heather, you’ve been involved with program development of FNA in the past.
Heather Falcone: Yes, I tend to do a session or so. Last time I think I talked about industry involvement, which is similar to the topic today. Getting involved in the industry is one of the best things you could do for yourself and your company.
Doug Glenn: That’s FNA in a nutshell. There are still some booths available. Although I don’t anticipate that will last long. Call or go to furnacesnorthamerica.com to check in on that, or contact me or Heather, and we can steer you in the right direction.
Heather Falcone: I honestly believe anyone would benefit from going to FNA because of the technical sessions. There’s a lot of learning to be had, even down to someone that’s more operational. It’s not just meant for that owner level. It’s pretty approachable.
Doug Glenn: I would agree. The expense of going to FNA is also substantially less than the expense of going to THERMPROCESS over in Germany. So you do see a good number of shop floor personnel at this, but it is also a good place to send your upper management personnel, depending on the size of your company, and your decision makers, as far as capital expenditures go. It is a good place to bring those people. You can gather a lot of information in a very short time walking around this show.
Heather Falcone: You can cover a lot of ground and really get some good relationship and networking going. It’s a great setup.
Heat Treat Today Events (19:20)
Heather Falcone: Let’s discuss the Heat TreatToday events, I think that there’s some truly unique offerings.
Doug Glenn: While Furnaces North America is not a Heat TreatToday-owned and operated event, we are the exclusive media sponsor of the event. But Heat TreatToday also has its own events.
Firstly, we have our most fun event, which is called Heat TreatBoot Camp. It was a brainchild of mine quite a few years ago because I tend to have a mile wide and an inch deep knowledge of the industry. I am no expert in any one area, but I have this experience of being here and absorbing over 30 years worth of information and relationships. So I thought to myself, wouldn’t it be nice to be able to share some of that information with people who are just wanting to get their heads wrapped around the North American heat treat market? What is it, who’s there, what are we doing, what are the materials — all that good stuff.
So we put together this event called Heat TreatBoot Camp. It is not heavily technical — you don’t need to know metallurgy or anything of that sort to attend. And it’s not just focused on any one piece of equipment, any one company’s equipment, or any one process, like brazing. It is cross-cutting. If you’re coming into the industry, or if you’ve been in the industry for a long time but have only focused on point X because that’s what you’re paid for, you can attend Heat TreatBoot Camp to get a broader view of this whole market. The added benefit of that is that you might find out there are other areas that your company could add that could potentially be profitable.
This is our fifth year coming up. It’s going to be held in Cleveland, Ohio, from Monday, September 14 to Wednesday, September 16, 2026. Our first four events were held in Pittsburgh, which is a great city. But we’re going to Cleveland this year, which should be very good.
Here are the five things that we cover: heat treat markets, materials, processes, products, and players. By players, we mean, Who are the companies that manufacture the equipment… Equipment, components, supplies, materials? That’s the players.
We start the event on Monday night with a very nice opening reception. It’s usually just a nice time to get together and meet each other. Tuesday is the bootcamp day. It’s grueling, it’s a solid day of intensive learning, talking, slideshows, passing on knowledge. Thomas Wingens from WINGENS Industrial Consultancy is my partner and we teach the lectures. Thomas focuses more on the technical side because he’s a metallurgist. So he tries to explain processes and materials in terms that people who are not metallurgists can understand.
Wednesday morning is another half day of classes, and then it’s officially over at the end of the half day. However, we offer an optional heat treat plant tour afterwards on Wednesday afternoon. It is very cool actually because people who have never been to a heat treat shop can experience one.
When we were in Pittsburgh, we went to two. We alternated between Penna Flame Industries in Zelienople, PA, and Solar Atmospheres of Western Pennsylvania in Hermitage. Both are an hour from downtown Pittsburgh. Now that we’re going to Cleveland, we will be visiting Euclid Heat Treating, which is going to be a blast.
That’s bootcamp. It’s really worthwhile. You can visit heattreatbootcamp.com to learn more or you can go to our website, heattreattoday.com and look under events and hit Heat TreatBoot Camp. Feel free to register. If your company is bringing three or more people, get ahold of me and I’ll give you a discount code so you can get a little bit of a deal on registration. It’s a great event. It’s not overly technical. We had a couple company owners who bought furnace manufacturers and so have come to listen and learn. It’s meant for personnel in sales, marketing, and engineering to a certain extent as well. It’s really targeted at suppliers, but we have had quite a few captive heat treaters and commercial heat treaters who have also attended.
Heather Falcone: It’s a very approachable event and anybody should try it. This is a good opportunity for folks that are not necessarily exposed to a lot of the operations. Your HR people even. What’s a great chance to understand what your floor people are going through so that your HR can serve them better? Or accounting or anybody who hasn’t been exposed to the ins and outs of the industry. It’ll give them such a nice strategic understanding across the board without getting too heavy. Really good bang for the buck for such a short amount of time.
Doug Glenn: “Two plus years of industry knowledge in two days.” It’s like drinking out of the proverbial fire hydrant. Very worthwhile.
Helium Leak Detection Seminars (26:00)
Heather Falcone: Let’s finish off by talking about Dave and the seminars.
Doug Glenn:Dave Deiwert is a helium vacuum leak detection expert who has been in the industry many, many years. These are single-day, in-person seminars where attendees will learn hands-on tips. Dave has leak detection equipment from several different suppliers. He will explain the theory behind helium leak detection, and provide solid, practical advice on how to do it. We had our first one this year in March in Charlotte, which was well attended.
The next helium leak detection seminar is in Philadelphia on June 10th, and then we’ll have one in Long Beach, California on August 12. Our final one is scheduled the day after the Furnaces North America event ends in Indianapolis. It’s going to be located right in that neighborhood. The idea was, go to Furnaces North America, stay an extra day, and attend the Helium Leak Detection seminar. It’s scheduled for the October 15 in Indianapolis.
Doug Glenn: It is a lot going on. It is a lot going on, and I want to give a shout out to our in-house events director who’s just taking on the role this year, Karen Gantzer. Karen’s been doing a great job squaring all this stuff away. We give her this wild thing and she’s taken it by the horns and is getting it done.
Heather Falcone: With a smile always!
We covered a lot of ground today. I’m really excited about what we’ve got to be able to offer to the industry. This has been unpacking these, helps them understand exactly what might speak to them individually.
It was a lot of fun spending a little time with you. You’re a mentor, you’re the legacy. You brought us over a hundred episodes of radio, I’m going to say it until I’m blue in the face!
Doug Glenn: Yeah, well it’s nice to not have to ask the questions. It’s nice to actually be able to answer them, so thank you. I appreciate you allowing me to come on.
About the Guest
Doug Glenn Publisher Heat Treat Today
Doug Glenn is the founder and publisher of Heat TreatToday, a thermal processing industry consultant, and a longtime industry voice and conference speaker with over 30 years of experience. He spent two decades as publisher of Industrial Heating magazine, where he helped expand its global reach, and has played a key role in launching major industry events, including Furnaces North America.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the March 2026 Annual Aerospace Heat Treating print edition highlights the growing presence of heat treat-focused podcasts in North American market, spotlighting both The Heat Treat Podcast with Carlos Torres and Heat Treat Radio, including the transition to a new host, Heather Falcone and the continued evolution of digital content in the industry.
It’s amazing to me that there are at least two professionally done heat treat podcasts in the North American heat treat marketplace. There are actually more than two podcasts, but the two I’m speaking of are ongoing and very targeted toward the North American heat treat industry. Check the end of this column for a link to some of the other podcasts I won’t be discussing at length here.
The Heat Treat Podcast with Carlos Torres
Let’s start with the podcast that it not part of Heat TreatToday — The Heat Treat Podcast with our friend Carlos Torres. Carlos is the CEO of TORSA Group Mattsa and a director at Mattsa Furnace Co. in San Luis Potosi, Mexico. Carlos’ video podcast is housed on YouTube (www.youtube.com/@theheattreatpodcast) and has roughly 70 episodes. Carlos cooperates with Super Systems Inc. (SSI) in Mexico, so it is no surprise that Episode #1 from 2021 featured SSI president and all-around great guy, Jim Oakes. Carlos is a very engaging podcast host and has interviewed the likes of Tracy Dougherty, AFC-Holcroft; John Hubbard, former CEO, Bodycote; Chip Keough of the Atmosphere Group; Chad Wright from Wirco; and many other industry notables including Joe Powell, Ben Rassieur, Karen Stanton, Jason Orosz, Jim and Andy Orr, Andrew Bassett, and Trevor Jones.
When Carlos first started his podcast, I joked with him that there was no way he could keep up the pace of turning out good quality heat treat interviews. That was at least four years ago — I was wrong. Carlos continues to do a great job interviewing and posting helpful, timely heat treat content.
Heat Treat Today
The podcast that is a part of Heat Treat Today is Heat TreatRadio. By the time this column is published in March of 2026, Heat Treat Radio will have deployed over 131 episodes since 2016. Initially, the podcasts were strictly audio, but since January 2023, episodes have been video, audio, and transcribed. The list of industry notables is too long, but suffice it to say, it is impressive.
Heat Treat Radio’s new host, Heather Falcone
The BIG news regarding this podcast is that starting last month (February 2026), Heat Treat Radio has a new host, Heather Falcone, former CEO of Thermal-Vac Technology and currently the CEO of Falcone Consulting. Since 2016, I’ve had the pleasure (and responsibility) of hosting the Heat Treat Radio. Heat Treat Today‘s managing editor, Bethany Leone, has been hugely instrumental in the scheduling and production of episodes for the past four years. Both Bethany and I have handed over the reins to Heather, and we are very excited about how the podcast will morph and grow under Heather’s leadership.
By the way, Heather, in her previous life, was interviewed by both The Heat Treat Podcast (Carlos Torres) and Heat Treat Radio. She is, by every measure, an industry legend in her own right.
The nice thing about having Heather take the lead is her ability to “talk turkey” with other industry experts…something I was not able to do being a lowly “publishing guy,” and her creativity and technical savvy when it comes to digital products like audio and video productions. We’re very excited to have Heather on the Heat Treat Today team.
If you have a topic you’d like to see covered on a future episode, or if you know of someone that you think Heather should interview, please reach out directly to Heather at heather@heattreattoday.com.
Whether it’s The Heat Treat Podcast or Heat Treat Radio, I hope you find some of the heat treat audio (and video) helpful.
Heat Treat Today has launched its 2026 Helium Leak Detection Seminar series, with the first stop held on March 25, 2026 in Charlotte, North Carolina. The one-day, hands-on training event brought together vacuum furnace users, OEMs, and industry suppliers for practical instruction on leak detection methods and equipment used in thermal processing environments.
Dave Deiwert leads with a focus on real-world application, showing off leak detection equipment during the Charlotte seminar.
Led by Dave Deiwert of Tracer Gas Technologies, the seminar focused on helping attendees better understand the challenges associated with helium leak detection and how to troubleshoot common issues encountered in vacuum furnace operations. Participants included both end users and manufacturers of vacuum furnaces, reflecting broad industry interest in improving leak detection practices.
The program combined classroom instruction with live demonstrations and hands-on experience using multiple helium detection systems. Onsite sponsors included Aaron Barton of Busch Vacuum Group, who demonstrated the Pfeiffer Vacuum ASM310 helium leak detector and guided attendees through hands-on use. Additional demonstrations were supported by Bob Delabio and Bryant Crisp of Edwards Vacuum, who provided access to the Edwards ELD500 Dry Helium Leak Detector for live testing and application-based learning. Deiwert also incorporated an Inficon Protec 3000 helium sniffing leak detector into the training, offering attendees exposure to multiple leak detection approaches used in vacuum furnace environments.
Dave Deiwert engages attendees with live demonstrations of helium leak detection equipment.Hands-on training walks attendees through leak detection equipment and troubleshooting methods.
Attendees were encouraged to engage throughout the session, with open discussion around common frustrations in leak detection and strategies for improving accuracy and efficiency. According to Deiwert, many participants identified leak detection as a persistent challenge in their operations, underscoring the value of practical, experience-based training.
Dave Deiwert and Karen Gantzer at the first session of Heat Treat Today’s Helium Leak Detection Seminar in Charlotte.
The event was organized by Heat Treat Today, with coordination led by Publisher Doug Glenn and Director of Events Karen Gantzer, who also managed onsite execution in Charlotte.
Deiwert emphasized a service-oriented approach to the training, encouraging attendees to continue the conversation beyond the seminar. “If you help people when they have problems, business seems to take care of itself,” he said, noting that responsiveness and technical support play a key role in building long-term relationships across the industry.
The Charlotte seminar marks the first of four planned stops in Heat Treat Today’s2026 Helium Leak Detection Seminar series, which aims to provide accessible, application-focused training for professionals working with vacuum furnaces and related equipment.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the February 2026 Annual Air & Atmosphere Heat Treating print edition celebrates the return of in-person industry events following the disruptions of COVID-19, and previews the lineup of events that Heat Treat Todaywill be involved in throughout 2026 and beyond, such as THERMPROCESS 2027 in Germany and Furnaces North America (FNA) in Indianapolis.
We are five years out from COVID-19 and life is returning to normal, including in-person events. In 2026, Heat TreatToday is starting an Events Division spearheaded by Heat Treat Today veteran, Karen Gantzer. Here’s a preview of the in-person events that Heat TreatToday will be working on in 2026. These events may be important and of interest to you.
Helium Leak Detection Seminars
We are holding four seminars in 2026, one each quarter. If you hurry, you might be able to register for the Helium Leak Detection Seminar scheduled for March 25 in Charlotte, North Carolina. You can register up to the day, including walk-ins. The remaining three seminars are scheduled for June 10 in the Philadelphia area, August 12 near Long Beach, California, and October 15 in Indianapolis, the day after Furnaces North America 2026 concludes. Pricing is very reasonable; standard pricing is $795 for the day, but early-bird registrations are available at $695.
Dave Deiwert, Heat Treat Today’s new favorite vacuum leak detection guy, will be instructing. These should be super-helpful, super-practical seminars. If you have vacuum furnaces, send someone. More information and registration can be found at www.heattreattoday.com/leakdetectionseminar.
THERMPROCESS 2027
This event is not until 2027, but exhibitors should sign up now because the exhibitor registration deadline is May 31, 2026. Heat Treat Today is both sponsoring and helping to create a North American Pavilion at THERMPROCESS. Find out more by reading last month’s Publisher’s Page or by going to www.heattreattoday.com/pavilion.
Heat Treat Boot Camp
Scheduled for September 14–16 in Cleveland, Ohio, Heat Treat Today’s 5th annual Heat Treat Boot Camp is becoming one of the industry’s leading educational events. With a day and a half of classroom instruction sprinkled with some excellent and entertaining networking opportunities, as well as a small (10–12 vendor) tabletop exhibit, Heat Treat Boot Camp has been growing in popularity since its inception in 2022. Last year (2025) saw over 60 attendees. This event has some technical content but is more geared for non-technical individuals who want to understand the marketplace better. Discussions include markets, materials, products, processes, and players. Register early to make sure you or your team get a seat at the 2026 event. Learn more at www.heattreatbootcamp.com.
Furnaces North America 2026
I, alongside the team at Industrial Heating (now out of business), started Furnaces North America (FNA) in 1995 in Cleveland, Ohio. We sold the event to the Metal Treating Institute (MTI) in 1998 after the Las Vegas show. MTI, under the leadership of Tom Morrison, has done a great job growing the show to be one of the top two heat treating events in North America. Heat Treat Today is the exclusive media partner. FNA is in Indianapolis this year, October 12–14. FNA will be the largest and most important technical and commercial trade show of the year in North America. If you’re not planning on being there, please reconsider. More at www.furnacesnorthamerica.com.
Others — And Your Suggestions
There is one other vacuum furnace-related event that we are hoping to do later in the year. More details are forthcoming.
And finally, we’d like to hear your thoughts on what events might be worth doing. Please send your ideas — crazy or sane — to me.
A new service center in Concord, North Carolina, is now fully operational. Kanthal, an Alleima company, added U.S.-based production and service capabilities for silicon carbide (SiC) heating elements used in high-temperature applications across industries such as electronics, glass, and steel manufacturing.
Kanthal leadership celebrating the official inauguration of its new service center located in Concord, North Carolina | Image Credit: KanthalSimon Lile President, Business Unit Heating Systems Kanthal
“This is not just a new service center. We have implemented improvements in Concord that allow us to adapt product configurations based on customer furnace setups and order cycles. The result is a more responsive operation, faster to quote, faster to ship, and better aligned with U.S. [client] needs,” says Simon Lile, president of Business Unit Heating Systems at Kanthal.
Heat TreatToday publisher Doug Glenn attended the ribbon-cutting and open house event to better understand how electrification is shaping high-temperature thermal processing. During the event, attendees toured the Concord facility and discussed how electric heating technologies are being evaluated as alternatives to traditional fuel-based systems. Conversations reflected growing interest in approaches that support improved process control and reduced emissions in industrial applications. “This kind of investment signals a broader shift in how manufacturers are approaching high-temperature processing,” Glenn said. “It’s not just about replacing a heat source — it’s about rethinking how these systems operate in the long term.”
The site includes expanded capacity for Globar® silicon carbide heating elements, which enable electrification of heating processes up to 2950°F and offer an alternative to fossil fuel-based systems. These heating elements can support improved energy efficiency, cleaner operations, and enhanced process control while contributing to reduced CO2 emissions.
Globar® silicon carbide (SiC) heating elements | Image Credit: Kanthal
The Concord service center is part of an approximately $11 million investment that also includes updates to the company’s production site in Perth, Scotland. Together, these developments are expected to increase production capacity by about 40%, while improving lead times and service for clients in the U.S. market.
In 2022, operations from multiple locations were consolidated into the Concord facility, creating a centralized manufacturing and distribution center. The latest investment builds on that foundation to support current client demand.
Press release is available in its original form here. Main image shows the ribbon-cutting ceremony, along with a photo inset of Heat TreatToday Publisher Doug Glenn with President of Business Unit Heating Systems for Kanthal Simon Lile and Production Unit Manager for Kanthal Bruce Dionne.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the January 2026 Annual Technologies To Watch print edition emphasizes the importance of planning ahead and securing a spot at THERMPROCESS 2027 in Düsseldorf, Germany, before the May 2026 application deadline.
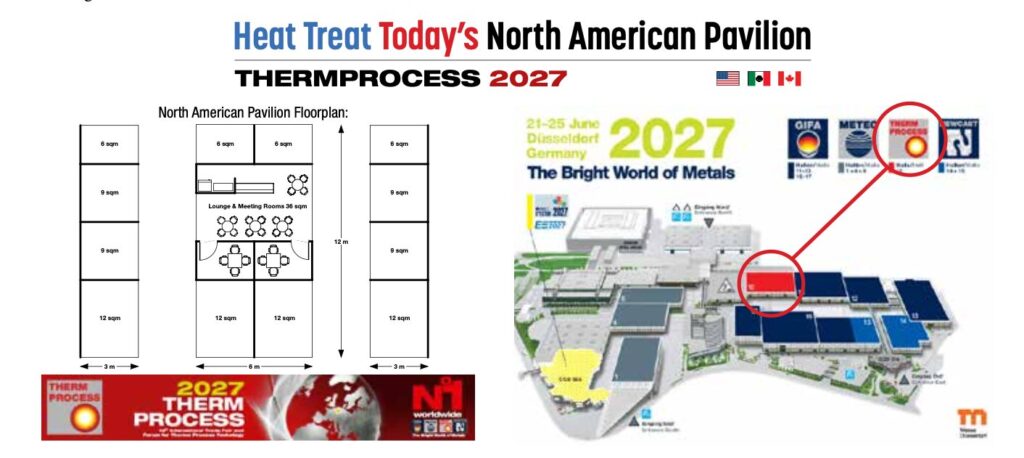
Heat TreatToday is coordinating and hosting Heat TreatToday’s North American Pavilion at THERMPROCESS 2027, scheduled for June 21–25, 2027 in Düsseldorf, Germany. You may have noticed on the cover of this month’s hard copy print magazine a thin banner at the very top referencing the Pavilion. You can find out more by going to www.heattreattoday.com/pavilion.
THERMPROCESS is the largest and most important heat treating and thermal processing event in the Western hemisphere. It happens only once every four years and draws exhibitors and attendees from around the globe. Both ASM Heat Treat and MTI’s Furnaces North America (FNA), the largest two heat treating and thermal processing events in North America, pale in size compared to THERMPROCESS. Granted, there are very few technical presentations at THERMPROCESS compared to ASM Heat Treat and FNA, but the number of exhibitors and attendees is easily double or triple (maybe more) what you will see at either of these North American events.
During my 20-year tenure at Industrial Heating (now out of business), I attended EVERY THERMPROCESS event starting in 1999 except for perhaps one. Attending was never disappointing.
Why Apply NOW for a Booth
Unlike here in North America, you cannot register the week before the show and expect to be accepted. In Germany, the one country in the world that really knows how to do trade shows, the exhibit application processes closes one full year in advance of the show. In the case of THERMPROCESS, exhibit applications are due no later than May 31st of this year (2026). Once you attend the show and see the extent of what is done, you will understand why it is necessary to have applications in so early.
Why Exhibit in Heat Treat Today’s North American Pavilion
Of course, you do not need to exhibit in Heat TreatToday’s North American Pavilion. You are more than welcome to apply for your own company booth outside the Pavilion. To do so, simply go to www.thermprocess-online.com and follow the instructions. But being a part of the North American Pavilion will save you time, money, and stress. As you can see from the conceptual sketch of the Pavilion on this page, being in the Pavilion gives you access to a common lounge area, private meeting rooms, complimentary refreshments, and a host/hostess and/or interpreter. All of these things would cost extra if you go in on your own. One caveat for any company that has exhibited in the 2023 or 2019 THERMPROCESS events: apply directly with THERMPROCESS’ North American representatives in Chicago, Messe Dusseldorf North America, specifically Ryan Klemm (rklemm@mdna.com).
Register Your Interest NOW
As of this writing (mid-December), the booth package pricing for the Pavilion had not yet been established. However, by the time you read this, those prices will most likely be established. Please go to www.heattreattoday.com/pavilion to learn more register your interest in exhibiting (or just attending) THERMPROCESS 2027. Please call or email me directly with any questions: 724-923-8089 | doug@heattreattoday.com.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
In this episode of Heat TreatRadio, Doug Glenn sits down with Michael Mouilleseaux of Erie Steel Treating to examine U.S. energy initiatives and their implications for the heat treating industry. Mouilleseaux, who also chairs the Metal Treating Institute Regulatory Task Force, provides context on energy costs, emissions data, and the practical challenges associated with electrification and alternative fuels in industrial heating. The discussion explores how policy decisions affect energy reliability and day-to-day manufacturing operations, and whether current approaches align with the operational realities of heat treating.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction
Doug Glenn: Today, we are welcoming back a guest that we’ve had on Heat Treat Radio several times: Michael Mouilleseaux from Erie Steel Treating in the Toledo, Ohio area. We are going to be discussing energy policies that are impacting captive heat treaters, commercial heat treaters, heat treating industry suppliers, all of those folks — should be a pretty interesting conversation.
Doug Glenn (host on the left) and Michael Mouilleseaux of Erie Steel Ltd (right)
Greenhouse Gas Emissions By the Numbers (2:00)
Doug Glenn: Michael has some pretty interesting statistics about pollution, sustainability, and energy. Could you share some of those stats with us?
Michael Mouilleseaux: The United States represents about 11% of the total greenhouse gas emissions — total. China represents 30%. India is almost equivalent with us. They are just under 10%. 2007 is said to be the peak year for greenhouse has emissions worldwide. Since 2007, the U.S. has reduced its greenhouse gas emissions 15%. During that time, we have increased our energy production by 45%. Obviously, we’re doing something right.
In that same timeframe, the rest of the world has increased their greenhouse gas emissions 20%. When we talk about what is it that the U.S. is doing and what more do we need to be doing — we are doing more than anyone else.
In the U.S., what are the component parts of these greenhouse gas emissions? They are transportation, electric generation, and industry, and they are all about 25% or 30%.
Heat treating as a small part of industry represents 0.3% of the U.S. greenhouse gas emissions.
Doug Glenn: Is that across all of the component parts?
Michael Mouilleseaux: That is across everything, 0.3%. And yet, we are going to have the conversation, “Why us?”
Fuel Costs (4:07)
Michael Mouilleseaux: In the U.S., natural gas costs less than $3 per million BTU. In Germany, it’s $12 per million BTU.
Doug Glenn: Which is four times the rate.
Michael Mouilleseaux: Correct, four times the rate. Now, there was a time in the U.S. when gas was that expensive, and I remember that. That was not a fun time to be in the heat treating industry.
When we say gas cost $3 million BTU and $12 million BTU, that’s the commodity cost — that doesn’t include transportation. Electricity in the U.S. for industrial customers averages a little over 8 cents a kilowatt hour. Germany is the largest economy in the European Union. In Germany, electricty costs over 30 cents a kilowatt hour.
A couple of interesting facts as we talk about what the legislation is and how it affects us: 40% of the U.S. Congress members are lawyers. Less than 2% of the members are engineers. Here, we have this highly technical discussion about clean air, thermodynamics, and these models that are used to generate the information that the industry is being held accountable for. Yet less than 2% of the members of Congress even understand it.
Learn how the DOE identified heat treating as a target for decarbonization efforts. Click on the image above to read Michael Mouilleseaux’s original analysis of what this means for the industry.
So how did this whole thing get started? It goes back to the Clean Air Act of 1970, which was a national air quality standard that named six pollutants and covered the United States only. We’re going to come back to this point because it’s significant.
In 1990, the Clean Air Act was amended by Congress, and now included 180 pollutants.
Doug Glenn: So it went from 6 to 180 pollutants.
Michael Mouilleseaux: Do we remember what the seventies were like? If you do, you can remember seeing televisions shots of Southern California — you could not see anything because the smog was so bad. So, was this legislation justified? I would say that it absolutely was.
Doug Glenn: That and the Cuyahoga River being on fire.
Michael Mouilleseaux: Exactly, so it was very important. MTI has this initiative in California. Why have we focused on a single state? It was the clean air acts in California in the 1960s that spurred the U.S. Congress to generate the Clean Air Act, which now has nationwide application.
Doug Glenn: I’ve heard it said that what starts in California spreads to the rest of the nation and the rest of the world.
Michael Mouilleseaux: It absolutely does. So we have the Clean Air Act. Secondly, in 2007 — we have gone from 1970 to 2007 — the Obama Administration made decisions based on two pieces of information: a Supreme Court ruling, and information that was generated by what’s called the IPCC, which is the Intergovernmental Climate Change Panel.
Doug Glenn: Okay.
Michael Mouilleseaux: In this panel — a highly politicized body, by the way — they came up with the information that said that with a certain amount of CO2 in the atmosphere, the earth is going to heat up. If it heats up, the solar ice caps will melt. Sea levels will rise, we are going to have monsoons. A very catastrophic scenario was presented by this panel.
Based upon that, the Obama Administration EPA had what they called an endangerment finding. Endangerment is not a scientific term, it’s non-engineering term. It’s a legal term. It means risk of harm, not actual harm, but a risk of harm. The EPA took this information and said there’s a risk of harm to the U.S. population, and as a result of that, we are going to implement legislation.
The first legislation that came down the pike was the Clean Power Plan Act. EPA mandated that the states had to regulate the CO2 emissions of the power plants. At that time, the regulation mandated that by 2030, the greenhouse gas emissions had to be reduced 30%. That’s 23 years from 2007 to 2030. It seems almost reasonable.
Doug Glenn: Just to be clear, they said you need to reduce it by 30%, not to 30%. In other words, you don’t need a 70% reduction, you just need to reduce it 30%.
Michael Mouilleseaux: Correct.
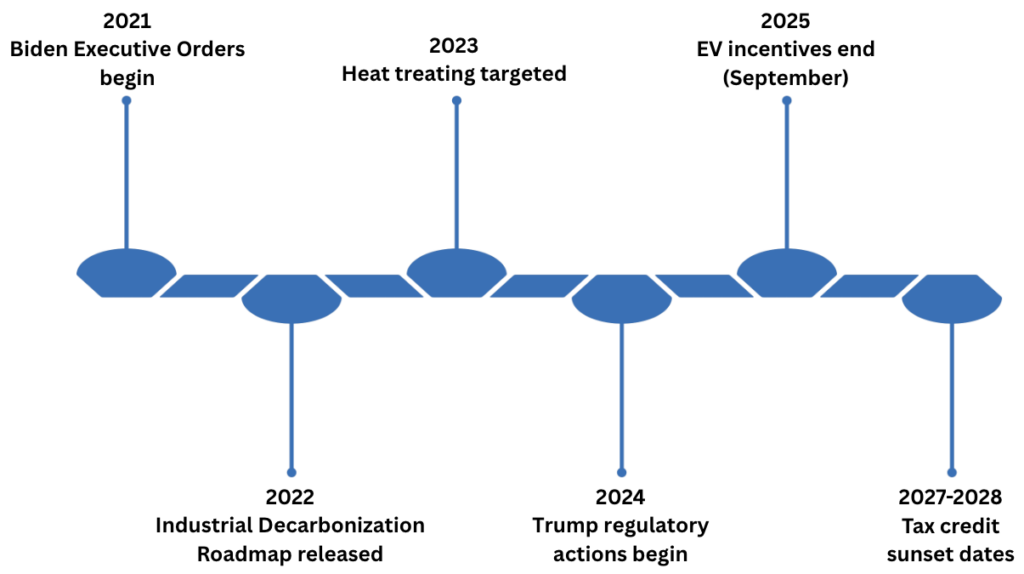
Now we fast forward to 2021, and the Biden Administration comes in, it’s difficult to describe this and not sound political, but the years are what they are, and the people that were in power are who they were — this is the result of that. In 2021, just as Biden comes into office, he issues an executive order mandating a clean energy economy.
He charged the EPA, the Environmental Protection Agency, and the Department of Energy to develop a plan to further the reduction in greenhouse gases. In effect, it affected all three segments of the U.S. economy that generate greenhouse gases. With the previous Power Plant Act, greenhouse gases had to be reduced 30% by 2030. Under the Biden Administration, that regulation was changed to an 85% reduction, and you had to have net zero emissions by 2050.
This applied to the power plants. It applied to automobiles, the transportation sector. That’s where you saw all of these incentives that are in place. There was a huge push for electric cars. If you recall, 40% of the vehicles sold by 2030 were to have been electric vehicles, and by 2050, it was supposed to be an all-electric economy. Same thought process going into play there as it applies to the industrial sector.
There were five segments of the industrial sector: iron and steel, manufacturing, chemical processing, petroleum processing, and food and beverage. All five of these segments of the industrial sector were subject to the same mandate. Thatis, that by 2030, an 85% reduction in greenhouse hases and net zero by 2050.
Four Pillars of Mitigation (13:09)
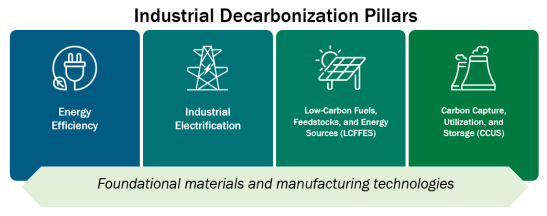
Michael Mouilleseaux: That administration came up with what they call the Four Pillars of Mitigation. The pillars of mitigation were energy efficiency, the use of low carbon fuels, carbon caption, and electrification.
Source: U.S. Department of Energy
We ask then, “Why heat treating?” As we mentioned, it’s only 0.3% of greenhouse gas emissions across the five target areas. Where did heat treating come into play? Well, there was a symposium held by the Department of Energy in the summer of 2023. In that symposium, they further defined the segments within these five areas that I spoke of, and in the iron and steel industry, they made the determination that 63% of the energy that’s used in the iron and steel industry is in process heating. Then they further segmented it, and they said heat treating is a significant sector in process heating.
Why is an industry responsible for just 0.3% of U.S. greenhouse gas emissions in the crosshairs? Click on the image above to read the full analysis.
So almost as an afterthought, heat treating got pulled into this.
Doug Glenn: Quick clarification question on that. When they talk about process heating and the iron steel, are they talking about steel making or everything downstream from it?
Michael Mouilleseaux: Both.
Doug Glenn: Okay, alright.
Michael Mouilleseaux: It’s all inclusive.
Pillar One: Energy Efficiency (14:46)
Michael Mouilleseaux: How do the mitigating pillars apply to heat treating? Let’s look at energy efficiency. I had a conversation with several furnace manufacturers and my question to them was, “if we looked at equipment that’s 20 or 25 years old and compared it today, how much more efficient is the equipment today?” We are talking state-of-the-art equipment. How much more efficient is that equipment than what we had that’s 20 years old? The answer is that the maximum would be 20%.
Doug Glenn: 20% more efficient.
Michael Mouilleseaux: 20% more efficient at maximum, not average. That’s the absolute maximum. So we’re not going to get our 85% reduction in greenhouse gases by a 20% improvement in efficiency.
Pillar Two: Low Carbon Fuels (15:40)
Michael Mouilleseaux: The next element was low carbon fuels.
Doug Glenn: That’s pillar number two.
Michael Mouilleseaux: Pillar number two. After you make your way through what they were talking about — and there’s some discussion about biofuels and things of that nature — at the end of the day, it’s all about hydrogen. Their goal was to utilize hydrogen in place of natural gas as fuel source. Is that technically feasible? The answer to that is yes. Where you run into the problem is how practical is it?
Firstly, is there a distribution center, a methodology for hydrogen? Could you just put it in in the natural gas pipelines and use it? Not as they’re currently configured; it would require some work.
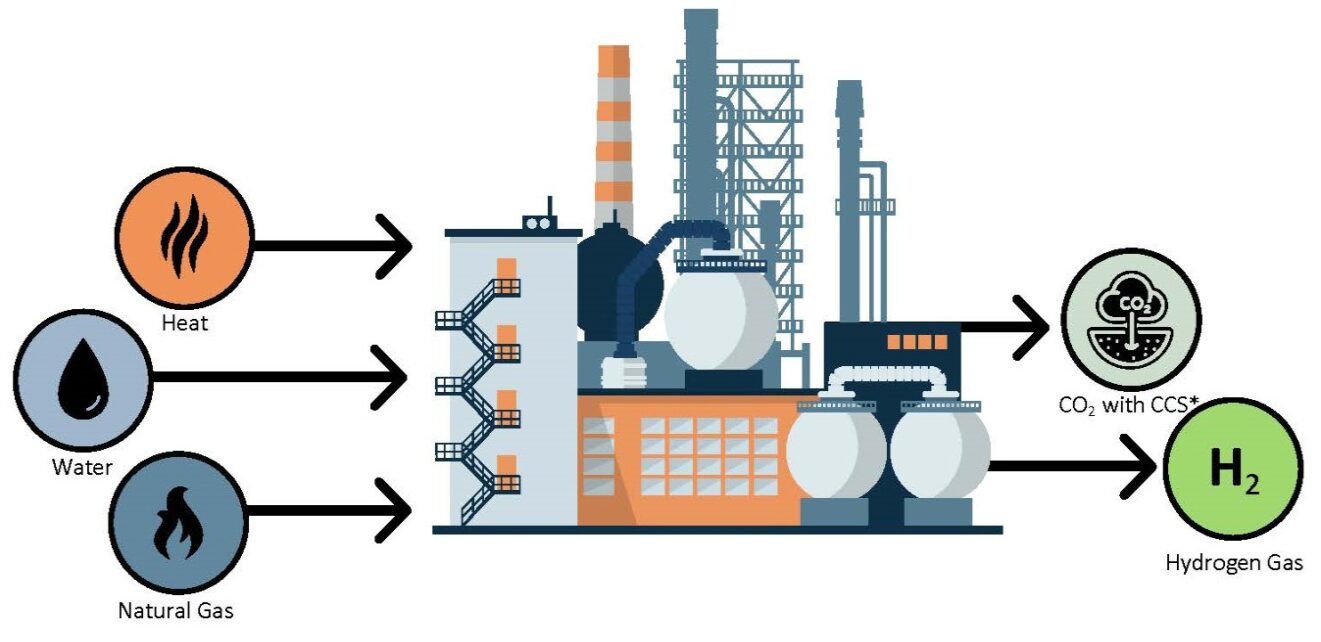
Steam methane reforming / Source: U.S. Department of Energy
Secondly, how are you going to generate all of this hydrogen? Today the way that hydrogen is generated is a method called steam methane reform in which you take methane, which is natural gas, and you heat it by using natural gas, and then you inject steam. In doing so, you strip away the hydrogen. Steam H2O and you strip away the hydrogen from the oxygen. The oxygen you can put back in the atmosphere, and the hydrogen you capture and that’s what you’re going to sell.
The cost of that today is about $15 per million BTUs.
Doug Glenn: Regular natural gas we said was less $3 per million BTUs. So it’s a five times increase in cost.
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There is another way of generating hydrogen, and that is electrolysis. You take water with a sufficient amount of electrical input. You can strip the hydrogen off the oxygen, you can use a membrane sieve, you can separate them out. This is a well-known, well-established method that has been done for quite a long time.
Two considerations with this method. Firstly, where does the electricity that you use come from? In this country today, 40% of our electricity is generated from natural gas. So if you are going to say that we are going to reduce the CO2 output and you’re utilizing natural gas to generate electricity, there is an issue there. The second consideration is the cost. The cost today of electrolysis-generated hydrogen is about $60 per million BTUs.
Doug Glenn: In summary, it’s $3 per million BTUs for natural gas, $15 per million BTUs for methane separated, and $60 per million BTUs for electrolysis separated.
Michael Mouilleseaux: Correct, that’s today. The industrial roadmap that the Biden Administration came up with determined we would use green energy — wind turbines and solar panels. We all know that those energy sources are free because the wind blows for nothing and the sunlight comes out and graces us with its presence every day. The administration wanted to get a million BTUs of hydrogen, and the cost of that to be half of what the current cost of natural gas is.
Doug Glenn: Which would mean about a dollar and a half.
Michael Mouilleseaux: If that isn’t irrational exuberance, I don’t know what is.
Doug Glenn: You’re right.
Pillar Three: Carbon Capture (21:16)
Michael Mouilleseaux: The third pillar is carbon capture. Carbon capture is a technology where you would take the CO2 that’s emitted from a combustion process or other processes, and in utilizing molecular sieves and such, you would trap that. Sometimes they will generate dry ice out of it. Other times, you might just inject it into the into the crust of the earth. Today there are 54 carbon capture operations operating worldwide. Worldwide. In the United States, it’s less than 10. All of these things have to do with petroleum processing. They’re taking natural gas wells, let’s say, and burn the natural gas. This will generate the energy that can be used to generate these sequestration efforts. That’s how it’s paid for.
There is nothing available today on a level that you would be using in a heat treating operation. The carbon capture plants take up acres. This is not a small confined operation.
Doug Glenn: So once again, doable but not practical.
Michael Mouilleseaux: Correct.
Pillar Four: Electrification (22:57)
Michael Mouilleseaux: The last pillar is electrification. We all know there are electric furnaces today. We have had many presentations by furnace manufacturers over the years. Most recent that I have seen is that an electric furnace equivalent to a gas fired furnace probably costs 10% less.
You might make the case that the maintenance on that would be less because you don’t have as many moving parts and gas trains, etc. But the operating cost might be three or four times what the operating cost is for a gas-fired furnace. As such, it’s an economic issue.
Doug Glenn: Why do we say three to four times the cost? Is that based on the cost of electricity?
Michael Mouilleseaux: The cost of electricity, yes. It’s three or four times as much. We talked about the fact that the average cost of industrial electricity is around 8.5 cents in the U.S. It varies from 5 to 25 cents. We are just looking at the average.
In addition, if you take all of the gas-fired equipment in this country and power it with electricity, how much would you need? The answer to that is that you would need a significant amount, and we do not have that amount of electricity available.
Click on the image above to dive deeper into how the Four Pillars of Mitigation impact heat treating operations. Discover the practical challenges facing commerical and captive heat treaters.
Doug Glenn: Considering that the hot topic of the day is the data processing centers, they are going to be sucking up a lot more electricity than we have even now. So it’s not like the electricity is going to be readily available within the next five years or so.
Michael Mouilleseaux: Precisely. You look at these data processing centers and predominantly they are using natural gas-fired turbines to generate the electricity for them. Many of them have their own power plants. They have micro grids. There are two or three of them that have made applications to the NRC to use small modular nuclear reactors. These individuals are from Silicon Valley who typically have been green. Yet they recognize that green is not going to be the key to success.
Even in their case, the practicalities of dependable cost-effective power trumps the need to be green or at least appear to be compliant with all of our climate requirements.
Effects on the Industry (26:06)
Michael Mouilleseaux: What are the effects that these initiatives have on industry? If you think about what we’ve discussed so far, we are talking about destabilizing our industry, as a result of trying to use unproven technologies. Other than electric-powered furnaces, none of these methods currently exist today, either on a scale or are cost effective, that we could use to replace the power that we use in the heat treating industry.
So when we say a five times or a twenty times increase in cost, power is typically about 10% of the cost of a heat treating operation.
Those numbers come from an annual MTI survey. We talk about what costs are involved in the heat treating operation and power is always the second or third cost. From the MTI survey, it averages 10%.
If I have a captive operation, it’s different. I happened to have some experience in the captive industry. I ran what was arguably the largest captive heat treating operation in North America, in Syracuse, New York. We had 15 multi roll pushers. To those people, would it matter if the cost of energy went up five times or more? It absolutely would. Power was a huge concern and we made many efforts in attempts to reduce the amount of power that we needed to do.
Doug Glenn: You were probably happy if you could get it down a percent or two.
Michael Mouilleseaux: Yes, and that was one of those installations where efficiency was the way that we went about doing that. When you have a heat treating operation that’s supporting a large manufacturing operation, the heat training operation is never the pinch point in getting out production. It’s always the manufacturing operations. We ran extremely inefficiently to support those operations.
We talked about destabilizing these things. The implementation schedule that we’re talking about is unrealistic — achieving an 85% reduction in greenhouse gas in 10 years and none of these technologies that we’ve talked about is going to achieve that.
It’s destabilizing because it’s unproven, it’s destabilizing because the implementation schedule is unrealistic, and it’s destabilizing because of the increase in cost.
Doug Glenn: There are some who have done this, like in Europe, for example. I believe they have moved in this direction. You were talking about the price of energy over there. What about their efforts?
Michael Mouilleseaux: I’m going to reference Germany, because Germany is 25 or 30% of the European economy. We know that their electric power is four times what it is here. We know that gas is similar. German industry is an absolute powerhouse, or at least it had been.
In recent years, subsequent to the pandemic, their economy went down. They recovered, and since then they have lost industrial output 2% to 3% per year. Right now they are 10% below where they were.
Doug Glenn: Where they were at the bottom of the pandemic?
Michael Mouilleseaux: Not at the bottom, prior to the pandemic. What are the reasons for that? In Germany, do they make the best cars? They certainly think they do. Do they have the best machine tools? They definitely think that they do. Do they have the best chemical processing plants? They definitely think that they do. I know for a fact that BASF, which is a large German chemical processing business, the last two chemical processing plants that they built were in Louisiana, and I don’t believe Louisiana is within the German Democratic Republic.
European heat treaters are already navigating these challenges. Click on the image above to read about how one German company is investing €40M in electric furnace technology for decarbonization.
When you look at that, the German Central Bank, the European Central Bank have all taken a look at these changes. They issue annual reports on the various members of the EU, and every report that has come out in the last three to four years has specifically stated that it’s the high cost of regulation and it’s the high cost of energy that has been the cause for the diminishment in German industrial output.
Doug Glenn: That’s very interesting.
Michael Mouilleseaux: Additionally, when we talk about renewables, you have to understand that there’s a risk of interruption of service. How many interruptions or blackouts have there been in California? We really don’t hear of them in this part of the country because it really doesn’t affect us. But I believe that the number of blackouts in California last year exceeded 100. W do not know the length of these blackouts, but when you have an industrial process that’s going on, it doesn’t take much of an interruption to where everything has to be reset. The potential to have damaged equipment, certainly damaged product, that has to be taken into consideration.
Let’s also consider Portugal, another European country. I believe that 70% of Portugal’s energy is generated by wind power. Earlier this year, Portugal had a two-day blackout nationwide, and it all had to do with the fact that the power is generated by a wind turbine. Neither wind turbines nor solar panels generate alternating current. They all generate direct current. You have to put it through an inverter and it has to be cleaned up. Here in the U.S. we have 60 cycles per minute. This is our alternating current. In Europe, it’s 50 cycles. There’s not a tremendous amount of variability that’s allowed in that. So when things become off cycle, it shuts down the entire grid, and that’s essentially what happened in Portugal. It took them two days to restart the country.
Consequently, there’s a cost there. I understand what the goal is. I’m just questioning the methodology and how you get there.
Doug Glenn: And the practicality, once again, the practicality of it. If Europe is teaching us anything, they’re showing us the outcomes, whether intended or unintended, of moving in that direction.
Michael Mouilleseaux: In all fairness, it’s moving in that direction too quickly. I don’t think that there are any of us who say that this goal is not admirable or that it’s not something that we want to accomplish. The question becomes how do you go about doing that?
Doug Glenn: Thinking about what’s going on nowadays, there may be different reasons why they’re moving too quickly. I could see in Europe, especially Eastern Europe, why they may be moving quickly away from gas with the whole Russia and Ukraine conflict and the fact that they get most of their gas from there. I can see that and that I would consider to be somewhat of a market effect, even though it’s based on war. It’s not something that was imposed by authorities. It’s an outcome of an event.
You can see why they’d be moving quickly that way. The rest of the country, and the fact that we’re trying to convert so quickly to electricity is self-inflicted by regulation primarily.
Recent Changes in the States (36:00)
Doug Glenn: I know there’s some changes here recently in the states. Can you discuss those?
Michael Mouilleseaux: Almost every initiative and mandate that we have mentioned that happened during the Biden Administration was achieved via executive order. When it comes to executive orders, they can be overturned when you are no longer in office.
I recently looked at a paper that was done by the Institute for Energy Research, and they said that the Trump Administration, through September, had 20 regulatory actions or executive orders that were related to energy production.
Most of them overcame, overturned, rescinded what was in that industrial decarbonization roadmap. There were a couple of initiatives that were actually codified during the Biden administration. Those were codified in the IRA, the Inflation Reduction Act. In the IRA, they implemented an investment tax credit and a production tax credit concerning renewable energy. The investment tax credit relative to renewable energy gave you a 30% tax break on all investments that were in renewable energy, and the production tax credit gave you a credit for every kilowatt hour of energy that you produced.
If I have a wind turbine that’s generating 200,000 kilowatts, and I’m getting back from the government 3 or 4 cents, and I’ve purchased that equipment at 70% of what it costs, all of a sudden I have the ability to undercut what the current power plants are asking for for the power that they’re generating.
First of all, this is a tremendous displacement of capital. People are going to say, where am I going to put my money? If I put it into this and I’m buying it for 70 cents on the dollar, that’s a pretty good investment and I’m guaranteed that I’m going to get so much money from the federal government for the energy that I generate.
Doug Glenn: This is not the excess energy that you produce. It could be energy that you produce and you use. You’re getting paid by the government to produce your own energy.
Michael Mouilleseaux: This is on an industrial scale. The huge wind farms that you see — they are put in place simply to sell energy to the grid.
The other consequence is that when they are generating electricity, the base load plants using natural gas, they’re not able to sell their power. They have to curtail or shut down. The issue becomes when the wind stops blowing, or the sun is not out, where does that energy come from?
Doug Glenn: The base load.
Michael Mouilleseaux: It has to come from those base load plants. These plants are typically going to run for 80% of the time. If I can run 80% of the time, I know that I can generate this amount of power. I have these costs and this is what we’re going to sell it for. Now all of a sudden, if you’re telling me that I have to do it for 20% of the time, the cost structure changes.
These are all public utilities that are regulated not just federally, but in each state. The regulations are onerous and difficult to understand.
One of the things that you see is that for those of us that purchase power for industrial use, the peak cost of electricity has risen dramatically. The reason for that is they have to have some way that they can recapture these costs.
Doug Glenn: And make up for the fact that they’re not producing the same amount of electricity all the time.
The incentives for electric cars ended at the end of September 2025. It will be interesting to see what’s going on there. The Europeans have some experience with that. The Germans ended their tax credit and they cut the electric car market in half.
Doug Glenn: We know Elon Musk was not very happy about that.
Michael Mouilleseaux: The investment tax credit and the production tax credit were sunsetted in 2028. But by executive order, the bill did something else — it changed the eligibility requirements for the credits. Previously, under the prior administration, if you had 5% of a project completed, then you were eligible to receive these tax credits. You could have a plan and you could have a place that you wanted to do it. But you did not even need to have purchased the land, you did not need to have purchased the equipment. You just had to have a good idea and you were going to get money for it.
Policy Reversal Timeline
This changed to where the project had to be 20% completed. So now you have to have purchased land. You have to know where you are going to put it. You have to have contracts for equipment. Although the bill didn’t achieve exactly what we were hoping to see, it was successful in that regard.
The last thing this current administration has done, and it may well end up being the most significant, is that the EPA has made a plan to rescind the 2000 endangerment finding.
As we mentioned, the endangerment finding identified greenhouse gases. The original charter of the EPA named 6 pollutants, and this 2007 endangerment finding identified greenhouse gases and specifically CO2 as a pollutant. The reason that I mentioned that the original finding applied to the continental United States is that this finding, the 2007 finding, references global warming, global climate change. One of the things that they are going to use to attempt to overturn this is on the basis that the EPA has simply overreached the original charter.
It’s complicated. In 2014, the activist Supreme Court that we had at that time, did find that it was within the purview of the EPA to control greenhouse gases. On that basis, they said, we have a green light and this is what we’re going to do, and you can see what’s transpired. There was a finding by this current Supreme Court, and it was called the Major Questions Doctrine. And the Major Questions Doctrine says that a regulatory agency cannot dictate policy above and beyond what is in their original charter.
When I said that they are going to go after this agency on the basis that they’re claiming that CO2 should be controlled because it leads to global warming, that is not in the original charter. The original charter says only what happens within the United States.
In addition, the science that was used in the original 2007 endangerment finding was reviewed by this international organization, the IPCC Intergovernmental Panel on Climate. This pane did not have singular findings. They had groups of findings. It was science based upon scientific models. The panel said, if this happens, then it would lead to this amount of increase in temperature. If that happens, it could lead to this. There were scenarios within that were many and varied.
The Obama Administration chose not the average scenario, but the worst case scenario. Based upon the worst case, this has been done. The current administration is reviewing that science and they’re saying that there is evidence now that the models that you used did not come to fruition. That’s pretty condemning evidence in and of itself. There’s also new evidence that says that we do not have anywhere near the issue that previously thought. One thing that was never taken into consideration is the resilience of people. For example, if there’s an increase in sea level, maybe people move to higher ground.
There were so many perspectives that were never taken into consideration and we can now see how people react to their environment. That it is nowhere near the difficulty that we thought.
Doug Glenn: We are not going to stand on the seashore and drown as the water creeps up over our nose in over a five-year span. We are going to move.
Michael Mouilleseaux: Having said that, this rescission process is going to take two or three years. The environmental industrial complex is going to do everything within their power to make sure that legally that this doesn’t go through.
Get the latest on how the new administration is reshaping industrial decarbonization policy. Click on the image above to read updates on executive orders and regulatory changes.
The environmental industrial complex is a 100 billion dollar industry composed of thousands of NGOs that are interlocked, intertwined, and there are a hundred thousand people that are involved in this. This is not just the guy on the street corner with a sign that says “save the planet.” This is an industry and it has all of the machinations that would go on, and their self-preservation is number one.
Doug Glenn: They are going to do all they can to maintain the level of crisis in order to keep their business afloat.
Michael Mouilleseaux: Right. If this effort is successful, this will change forever what the EPA will and will not be able to.
It’s very important. As consumers and members of this republic, it’s incumbent upon us to make sure that our representatives support this effort so that they know that, although they are up against a significant foe here, they have the support of the people.
What Can We Change in the Short Term? (50:55)
Doug Glenn: Any concept of what we need to do in the short term, over the next couple years or so?
Michael Mouilleseaux: I think that we really need to recodify the EPA charter. If this endangerment finding is overturned, that is one way that this situation could be turned around. The other would be if Congress were to revisit what the mandate for the EPA is and state it in legislation, because if it were stated in legislation, then this this finding is of no consequence at all.
Of course, the difficulty there is that you may get through the house, but you do not have a filibuster-proof Senate. That’s obviously the challenge that we face on this.
Is There a Rational Policy for Transitioning to Non-Fossil Fuels? (51:49)
Michael Mouilleseaux: Is there a rational policy for transitioning to non-fossil fuels? First of all, it’s not a question of should we do this. Global warming is a fact; there’s no denying it. The effects of global warming have yet to be determined. What climate experts do not want to tell us is that the increase in CO2 in the atmosphere also enhances farming.
Doug Glenn: It also enhances plant growth.
Michael Mouilleseaux: Exactly. That’s not something that they want to talk about at all. Climate is something that happens over a series of decades. The fact that it’s a hundred degrees today is of no consequence whatsoever or the fact that you’ve had a five-inch rainfall. Just recently in this past spring, you saw on the news that we had monsoons in Pakistan. There was flooding and people died. I happened to be old enough to remember seeing that on the news in the 1960s.
This isn’t something that’s new, the flooding of those deltas, the receding. It’s just part of the cycle of life in that part of the world.
Do renewables have a place in our power system? They absolutely do, but not as a primary source. The other thing about renewables is that, there’s an aphorism that’s used in the industry, and it’s called “dispatchable generation.” Dispatchable generation is what backs up renewable energy when it is not working.
Doug Glenn: It’s the more steady-state energy producers.
Michael Mouilleseaux: Correct. We decided we would do this with batteries. Today, for as many battery plants that have been put in place to back up renewable energy systems, there are still twice as many that utilize water pumping. You pump water to an elevation that’s higher from where there is a hydro plant. Then when you need it, you drain the water through the hydro plant and you generate electricity.
How does that work out? Let’s say I have a renewable power, and I’m going to run a pump to pump water uphill, and then I’m going to allow it to flow down. I’m probably going to have to pump it because you’re not going to get enough gravitational fall in this thing to generate this hydro plant. What are the energy losses in that? 20% or 30% or 40%? Those are the kinds of concepts that you struggle to answer, “how do you make it work?”
Doug Glenn: It’s certainly doable. How do you make it doable and practical?
Michael Mouilleseaux: If an average natural gas power plant generates 800 megawatts, and it takes up 30 acres, that’s stereotypical. 800 megawatts of wind energy takes up about 100,000 acres. That’s a 150 square miles. Some say this land can be used for something else, possibly farmland.
What you can’t use it for is grazing land because those wind turbines negatively affect the animals. I learned that in the early 2000s in Germany when I had work that took me back and forth. The Germans had onshore wind farms and they had discovered that negative effect on the animals at that point in time.
Doug Glenn: The human species also would be driven crazy by them.
Michael Mouilleseaux: Wind farms also denude the land. If you have ever been proximate to a wind farm, how do you live with it? The people that are putting these wind farms in do not live approximate to them.
That’s a wind farm. For 800 megawatts of solar, it’s 10 square miles of land, 30 acres. With the solar panels, you don’t have as much open land at that point, so it really is difficult to use that land for anything.
Final Thoughts (57:22)
Click on the image above to explore Michael Mouilleseaux’s comprehensive analysis of industrial decarbonization policy under the new administration, originally published in Heat Treat Today’s October print edition.
Doug Glenn: Is there anything else, like a near term policy, that could help us out?
Michael Mouilleseaux: In my mind, it’s all about codifying what we’ve done at this point; we cannot leave it to executive orders because those are reversible.
Doug Glenn: Right, and codifying is going to be very difficult, as you already mentioned. We could probably get it through the House at this moment, but probably not the Senate, so it’s going to be difficult.
About the Guest
Michael Mouilleseaux General Manager Erie Steel, Ltd
Michael Mouilleseaux is the general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the November 2025 Annual Vacuum Heat Treatingprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on the value of in-person visits to captive heat treat facilities and announces a new editorial series aimed at spotlighting North America’s best in-house operations.
There is nothing like walking your shop floor. I’m talking for me, not for you. But perhaps you agree!
When I leave my neighborhood, I often pass a steel operation with atmosphere heat treat furnaces sitting snugly by the door. In the winter, the building’s windows are flung open. In the summer, workers head out of the building toward the parking lot (seemingly) every hour. And I want in.
Regrettably, I have yet to elbow my way into that fine establishment to see what’s going on, but hopefully one day I will.
This Editor’s Page is very self-interested: I want to see your heat treat operations.
At Heat TreatToday, we’re on a mission to spotlight North America’s best captive heat treat facilities — the quiet powerhouses who are making gears harder, shafts straighter, and production lines hum with thermal precision. And we’re willing to travel to do it.
Whether you’re in Ontario or Ohio, Monterrey or Michigan, we want to be on your shop floor, taking notes, asking questions, and celebrating the know-how that keeps your operation running strong. In-person site visits give us an unmatched opportunity to understand your process flow, your constraints, and what really makes your team tick. It’s the difference between writing about heat treating and actually getting into it.
A New Editorial Series: “An Inside Look at In-House”
We’re calling this editorial series “An Inside Look at In-House.” Our aim is to profile exceptional in-house heat treat operations to hear their stories: Why they changed a process, added automation, doubled down on legacy equipment, or resisted the pressure to outsource. Even when change isn’t the story, stability might be. If you haven’t altered your heat treat process in twenty years, that might be the very reason we want to feature you.
Why Open Your Doors?
I am not naive, though. Your work home is not an open-door environment. So why let us in?
We respect your time and value your trust. Our editorial team works with every contributor closely to ensure accuracy and clarity with absolutely no trade secrets exposed and no photos published without your consent. In return, you get visibility for your team, credibility for your investment in captive heat treating, and a chance to shape the conversation in your industry. Dare I ask you to envision the front magazine cover of Heat TreatToday splashed with a picture of you and your team?
Whether you have a story to tell or you’re simply proud of what your people do, we want to talk with you. Maybe even walk, too.
Get in Touch
Reach out to me directly at bethany@heattreattoday.com. If you’re lucky, Doug Glenn might even come with me — or instead of me! (You can request either one of us, but no guarantees.)
Let’s open the doors and shine a light on the hidden heroes of heat treat. We’re ready when you are.