Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter from the January 2026 Annual Technologies To Watch print edition emphasizes the importance of planning ahead and securing a spot at THERMPROCESS 2027 in Düsseldorf, Germany, before the May 2026 application deadline.
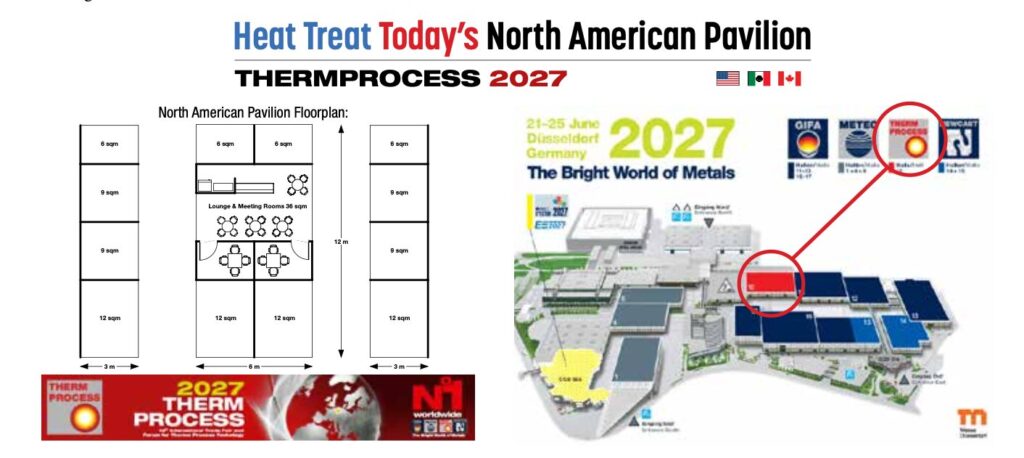
Heat TreatToday is coordinating and hosting Heat TreatToday’s North American Pavilion at THERMPROCESS 2027, scheduled for June 21–25, 2027 in Düsseldorf, Germany. You may have noticed on the cover of this month’s hard copy print magazine a thin banner at the very top referencing the Pavilion. You can find out more by going to www.heattreattoday.com/pavilion.
THERMPROCESS is the largest and most important heat treating and thermal processing event in the Western hemisphere. It happens only once every four years and draws exhibitors and attendees from around the globe. Both ASM Heat Treat and MTI’s Furnaces North America (FNA), the largest two heat treating and thermal processing events in North America, pale in size compared to THERMPROCESS. Granted, there are very few technical presentations at THERMPROCESS compared to ASM Heat Treat and FNA, but the number of exhibitors and attendees is easily double or triple (maybe more) what you will see at either of these North American events.
During my 20-year tenure at Industrial Heating (now out of business), I attended EVERY THERMPROCESS event starting in 1999 except for perhaps one. Attending was never disappointing.
Why Apply NOW for a Booth
Unlike here in North America, you cannot register the week before the show and expect to be accepted. In Germany, the one country in the world that really knows how to do trade shows, the exhibit application processes closes one full year in advance of the show. In the case of THERMPROCESS, exhibit applications are due no later than May 31st of this year (2026). Once you attend the show and see the extent of what is done, you will understand why it is necessary to have applications in so early.
Why Exhibit in Heat Treat Today’s North American Pavilion
Of course, you do not need to exhibit in Heat TreatToday’s North American Pavilion. You are more than welcome to apply for your own company booth outside the Pavilion. To do so, simply go to www.thermprocess-online.com and follow the instructions. But being a part of the North American Pavilion will save you time, money, and stress. As you can see from the conceptual sketch of the Pavilion on this page, being in the Pavilion gives you access to a common lounge area, private meeting rooms, complimentary refreshments, and a host/hostess and/or interpreter. All of these things would cost extra if you go in on your own. One caveat for any company that has exhibited in the 2023 or 2019 THERMPROCESS events: apply directly with THERMPROCESS’ North American representatives in Chicago, Messe Dusseldorf North America, specifically Ryan Klemm (rklemm@mdna.com).
Register Your Interest NOW
As of this writing (mid-December), the booth package pricing for the Pavilion had not yet been established. However, by the time you read this, those prices will most likely be established. Please go to www.heattreattoday.com/pavilion to learn more register your interest in exhibiting (or just attending) THERMPROCESS 2027. Please call or email me directly with any questions: 724-923-8089 | doug@heattreattoday.com.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
In this episode of Heat TreatRadio, Doug Glenn sits down with Michael Mouilleseaux of Erie Steel Treating to examine U.S. energy initiatives and their implications for the heat treating industry. Mouilleseaux, who also chairs the Metal Treating Institute Regulatory Task Force, provides context on energy costs, emissions data, and the practical challenges associated with electrification and alternative fuels in industrial heating. The discussion explores how policy decisions affect energy reliability and day-to-day manufacturing operations, and whether current approaches align with the operational realities of heat treating.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction
Doug Glenn: Today, we are welcoming back a guest that we’ve had on Heat Treat Radio several times: Michael Mouilleseaux from Erie Steel Treating in the Toledo, Ohio area. We are going to be discussing energy policies that are impacting captive heat treaters, commercial heat treaters, heat treating industry suppliers, all of those folks — should be a pretty interesting conversation.
Doug Glenn (host on the left) and Michael Mouilleseaux of Erie Steel Ltd (right)
Greenhouse Gas Emissions By the Numbers (2:00)
Doug Glenn: Michael has some pretty interesting statistics about pollution, sustainability, and energy. Could you share some of those stats with us?
Michael Mouilleseaux: The United States represents about 11% of the total greenhouse gas emissions — total. China represents 30%. India is almost equivalent with us. They are just under 10%. 2007 is said to be the peak year for greenhouse has emissions worldwide. Since 2007, the U.S. has reduced its greenhouse gas emissions 15%. During that time, we have increased our energy production by 45%. Obviously, we’re doing something right.
In that same timeframe, the rest of the world has increased their greenhouse gas emissions 20%. When we talk about what is it that the U.S. is doing and what more do we need to be doing — we are doing more than anyone else.
In the U.S., what are the component parts of these greenhouse gas emissions? They are transportation, electric generation, and industry, and they are all about 25% or 30%.
Heat treating as a small part of industry represents 0.3% of the U.S. greenhouse gas emissions.
Doug Glenn: Is that across all of the component parts?
Michael Mouilleseaux: That is across everything, 0.3%. And yet, we are going to have the conversation, “Why us?”
Fuel Costs (4:07)
Michael Mouilleseaux: In the U.S., natural gas costs less than $3 per million BTU. In Germany, it’s $12 per million BTU.
Doug Glenn: Which is four times the rate.
Michael Mouilleseaux: Correct, four times the rate. Now, there was a time in the U.S. when gas was that expensive, and I remember that. That was not a fun time to be in the heat treating industry.
When we say gas cost $3 million BTU and $12 million BTU, that’s the commodity cost — that doesn’t include transportation. Electricity in the U.S. for industrial customers averages a little over 8 cents a kilowatt hour. Germany is the largest economy in the European Union. In Germany, electricty costs over 30 cents a kilowatt hour.
A couple of interesting facts as we talk about what the legislation is and how it affects us: 40% of the U.S. Congress members are lawyers. Less than 2% of the members are engineers. Here, we have this highly technical discussion about clean air, thermodynamics, and these models that are used to generate the information that the industry is being held accountable for. Yet less than 2% of the members of Congress even understand it.
Learn how the DOE identified heat treating as a target for decarbonization efforts. Click on the image above to read Michael Mouilleseaux’s original analysis of what this means for the industry.
So how did this whole thing get started? It goes back to the Clean Air Act of 1970, which was a national air quality standard that named six pollutants and covered the United States only. We’re going to come back to this point because it’s significant.
In 1990, the Clean Air Act was amended by Congress, and now included 180 pollutants.
Doug Glenn: So it went from 6 to 180 pollutants.
Michael Mouilleseaux: Do we remember what the seventies were like? If you do, you can remember seeing televisions shots of Southern California — you could not see anything because the smog was so bad. So, was this legislation justified? I would say that it absolutely was.
Doug Glenn: That and the Cuyahoga River being on fire.
Michael Mouilleseaux: Exactly, so it was very important. MTI has this initiative in California. Why have we focused on a single state? It was the clean air acts in California in the 1960s that spurred the U.S. Congress to generate the Clean Air Act, which now has nationwide application.
Doug Glenn: I’ve heard it said that what starts in California spreads to the rest of the nation and the rest of the world.
Michael Mouilleseaux: It absolutely does. So we have the Clean Air Act. Secondly, in 2007 — we have gone from 1970 to 2007 — the Obama Administration made decisions based on two pieces of information: a Supreme Court ruling, and information that was generated by what’s called the IPCC, which is the Intergovernmental Climate Change Panel.
Doug Glenn: Okay.
Michael Mouilleseaux: In this panel — a highly politicized body, by the way — they came up with the information that said that with a certain amount of CO2 in the atmosphere, the earth is going to heat up. If it heats up, the solar ice caps will melt. Sea levels will rise, we are going to have monsoons. A very catastrophic scenario was presented by this panel.
Based upon that, the Obama Administration EPA had what they called an endangerment finding. Endangerment is not a scientific term, it’s non-engineering term. It’s a legal term. It means risk of harm, not actual harm, but a risk of harm. The EPA took this information and said there’s a risk of harm to the U.S. population, and as a result of that, we are going to implement legislation.
The first legislation that came down the pike was the Clean Power Plan Act. EPA mandated that the states had to regulate the CO2 emissions of the power plants. At that time, the regulation mandated that by 2030, the greenhouse gas emissions had to be reduced 30%. That’s 23 years from 2007 to 2030. It seems almost reasonable.
Doug Glenn: Just to be clear, they said you need to reduce it by 30%, not to 30%. In other words, you don’t need a 70% reduction, you just need to reduce it 30%.
Michael Mouilleseaux: Correct.
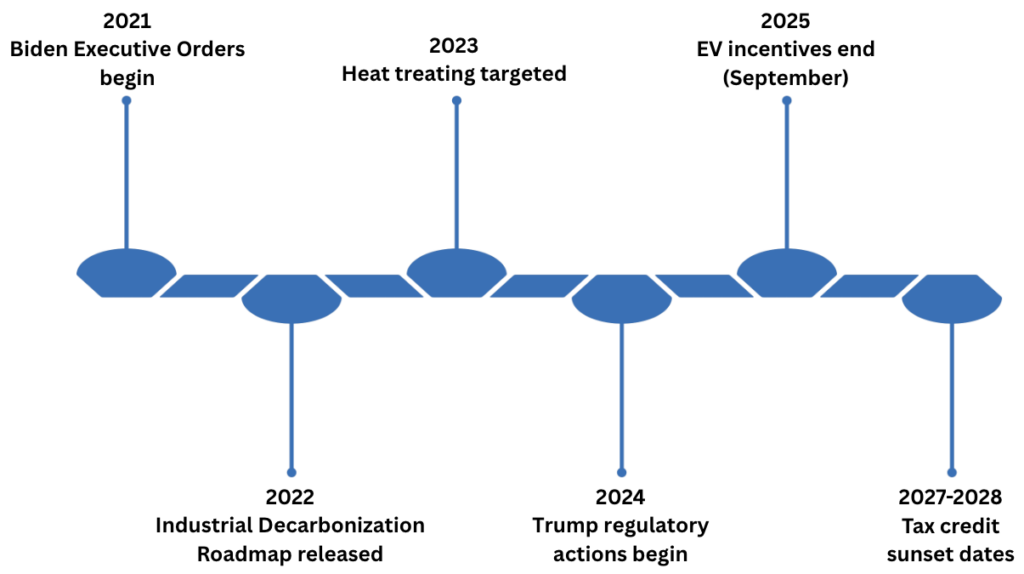
Now we fast forward to 2021, and the Biden Administration comes in, it’s difficult to describe this and not sound political, but the years are what they are, and the people that were in power are who they were — this is the result of that. In 2021, just as Biden comes into office, he issues an executive order mandating a clean energy economy.
He charged the EPA, the Environmental Protection Agency, and the Department of Energy to develop a plan to further the reduction in greenhouse gases. In effect, it affected all three segments of the U.S. economy that generate greenhouse gases. With the previous Power Plant Act, greenhouse gases had to be reduced 30% by 2030. Under the Biden Administration, that regulation was changed to an 85% reduction, and you had to have net zero emissions by 2050.
This applied to the power plants. It applied to automobiles, the transportation sector. That’s where you saw all of these incentives that are in place. There was a huge push for electric cars. If you recall, 40% of the vehicles sold by 2030 were to have been electric vehicles, and by 2050, it was supposed to be an all-electric economy. Same thought process going into play there as it applies to the industrial sector.
There were five segments of the industrial sector: iron and steel, manufacturing, chemical processing, petroleum processing, and food and beverage. All five of these segments of the industrial sector were subject to the same mandate. Thatis, that by 2030, an 85% reduction in greenhouse hases and net zero by 2050.
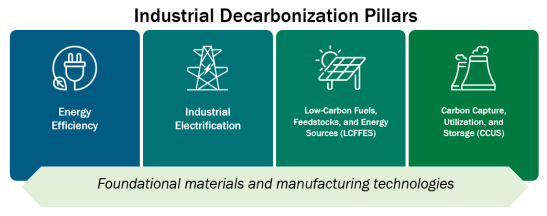
Four Pillars of Mitigation (13:09)
Michael Mouilleseaux: That administration came up with what they call the Four Pillars of Mitigation. The pillars of mitigation were energy efficiency, the use of low carbon fuels, carbon caption, and electrification.
Source: U.S. Department of Energy
We ask then, “Why heat treating?” As we mentioned, it’s only 0.3% of greenhouse gas emissions across the five target areas. Where did heat treating come into play? Well, there was a symposium held by the Department of Energy in the summer of 2023. In that symposium, they further defined the segments within these five areas that I spoke of, and in the iron and steel industry, they made the determination that 63% of the energy that’s used in the iron and steel industry is in process heating. Then they further segmented it, and they said heat treating is a significant sector in process heating.
Why is an industry responsible for just 0.3% of U.S. greenhouse gas emissions in the crosshairs? Click on the image above to read the full analysis.
So almost as an afterthought, heat treating got pulled into this.
Doug Glenn: Quick clarification question on that. When they talk about process heating and the iron steel, are they talking about steel making or everything downstream from it?
Michael Mouilleseaux: Both.
Doug Glenn: Okay, alright.
Michael Mouilleseaux: It’s all inclusive.
Pillar One: Energy Efficiency (14:46)
Michael Mouilleseaux: How do the mitigating pillars apply to heat treating? Let’s look at energy efficiency. I had a conversation with several furnace manufacturers and my question to them was, “if we looked at equipment that’s 20 or 25 years old and compared it today, how much more efficient is the equipment today?” We are talking state-of-the-art equipment. How much more efficient is that equipment than what we had that’s 20 years old? The answer is that the maximum would be 20%.
Doug Glenn: 20% more efficient.
Michael Mouilleseaux: 20% more efficient at maximum, not average. That’s the absolute maximum. So we’re not going to get our 85% reduction in greenhouse gases by a 20% improvement in efficiency.
Pillar Two: Low Carbon Fuels (15:40)
Michael Mouilleseaux: The next element was low carbon fuels.
Doug Glenn: That’s pillar number two.
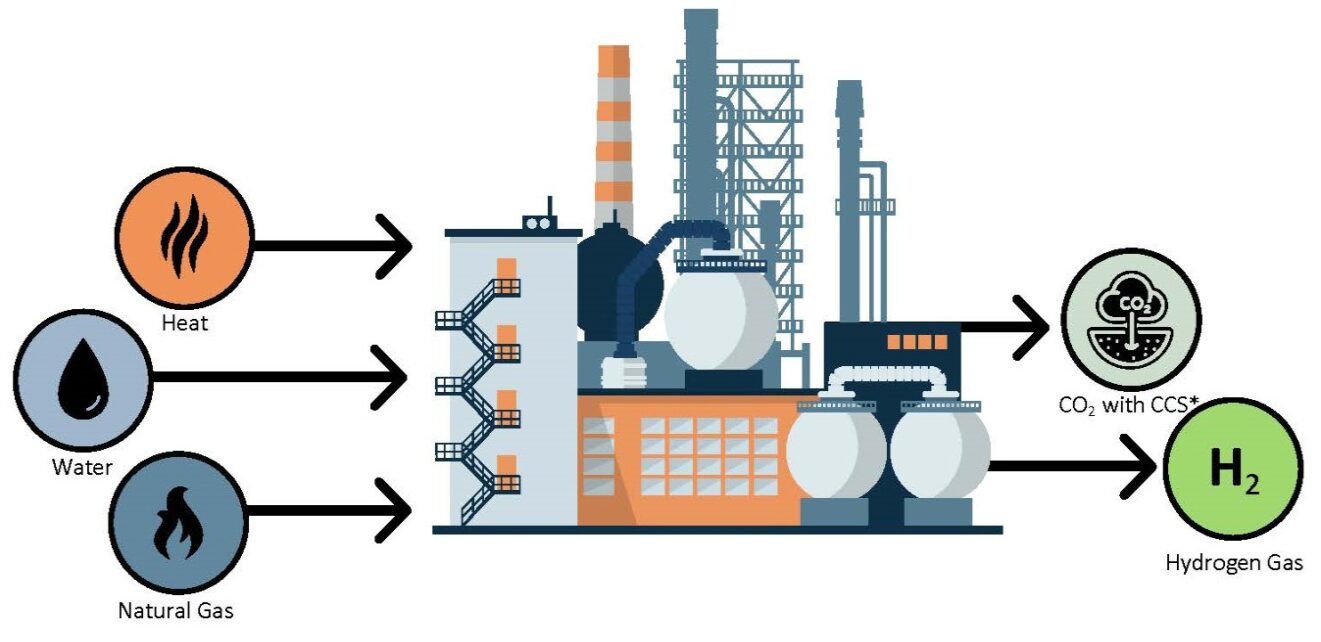
Michael Mouilleseaux: Pillar number two. After you make your way through what they were talking about — and there’s some discussion about biofuels and things of that nature — at the end of the day, it’s all about hydrogen. Their goal was to utilize hydrogen in place of natural gas as fuel source. Is that technically feasible? The answer to that is yes. Where you run into the problem is how practical is it?
Firstly, is there a distribution center, a methodology for hydrogen? Could you just put it in in the natural gas pipelines and use it? Not as they’re currently configured; it would require some work.
Steam methane reforming / Source: U.S. Department of Energy
Secondly, how are you going to generate all of this hydrogen? Today the way that hydrogen is generated is a method called steam methane reform in which you take methane, which is natural gas, and you heat it by using natural gas, and then you inject steam. In doing so, you strip away the hydrogen. Steam H2O and you strip away the hydrogen from the oxygen. The oxygen you can put back in the atmosphere, and the hydrogen you capture and that’s what you’re going to sell.
The cost of that today is about $15 per million BTUs.
Doug Glenn: Regular natural gas we said was less $3 per million BTUs. So it’s a five times increase in cost.
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There we go. Now the other thing is you are using 2.5 million BTUs of methane or natural gas to make 1 million BTUs of hydrogen. So, if you’re not an engineer, you are just fine with that. But to those of us that can do a little bit more than just add and subtract, it makes no sense. It’s nonsensical.
In addition, there are no facilities that could generate the amount of hydrogen that we’d be needed to supply industry.
Doug Glenn: You’re using two times the fuel to make it, but also, doesn’t hydrogen have like a quarter of the BTUs of natural gas?
Michael Mouilleseaux: There is another way of generating hydrogen, and that is electrolysis. You take water with a sufficient amount of electrical input. You can strip the hydrogen off the oxygen, you can use a membrane sieve, you can separate them out. This is a well-known, well-established method that has been done for quite a long time.
Two considerations with this method. Firstly, where does the electricity that you use come from? In this country today, 40% of our electricity is generated from natural gas. So if you are going to say that we are going to reduce the CO2 output and you’re utilizing natural gas to generate electricity, there is an issue there. The second consideration is the cost. The cost today of electrolysis-generated hydrogen is about $60 per million BTUs.
Doug Glenn: In summary, it’s $3 per million BTUs for natural gas, $15 per million BTUs for methane separated, and $60 per million BTUs for electrolysis separated.
Michael Mouilleseaux: Correct, that’s today. The industrial roadmap that the Biden Administration came up with determined we would use green energy — wind turbines and solar panels. We all know that those energy sources are free because the wind blows for nothing and the sunlight comes out and graces us with its presence every day. The administration wanted to get a million BTUs of hydrogen, and the cost of that to be half of what the current cost of natural gas is.
Doug Glenn: Which would mean about a dollar and a half.
Michael Mouilleseaux: If that isn’t irrational exuberance, I don’t know what is.
Doug Glenn: You’re right.
Pillar Three: Carbon Capture (21:16)
Michael Mouilleseaux: The third pillar is carbon capture. Carbon capture is a technology where you would take the CO2 that’s emitted from a combustion process or other processes, and in utilizing molecular sieves and such, you would trap that. Sometimes they will generate dry ice out of it. Other times, you might just inject it into the into the crust of the earth. Today there are 54 carbon capture operations operating worldwide. Worldwide. In the United States, it’s less than 10. All of these things have to do with petroleum processing. They’re taking natural gas wells, let’s say, and burn the natural gas. This will generate the energy that can be used to generate these sequestration efforts. That’s how it’s paid for.
There is nothing available today on a level that you would be using in a heat treating operation. The carbon capture plants take up acres. This is not a small confined operation.
Doug Glenn: So once again, doable but not practical.
Michael Mouilleseaux: Correct.
Pillar Four: Electrification (22:57)
Michael Mouilleseaux: The last pillar is electrification. We all know there are electric furnaces today. We have had many presentations by furnace manufacturers over the years. Most recent that I have seen is that an electric furnace equivalent to a gas fired furnace probably costs 10% less.
You might make the case that the maintenance on that would be less because you don’t have as many moving parts and gas trains, etc. But the operating cost might be three or four times what the operating cost is for a gas-fired furnace. As such, it’s an economic issue.
Doug Glenn: Why do we say three to four times the cost? Is that based on the cost of electricity?
Michael Mouilleseaux: The cost of electricity, yes. It’s three or four times as much. We talked about the fact that the average cost of industrial electricity is around 8.5 cents in the U.S. It varies from 5 to 25 cents. We are just looking at the average.
In addition, if you take all of the gas-fired equipment in this country and power it with electricity, how much would you need? The answer to that is that you would need a significant amount, and we do not have that amount of electricity available.
Click on the image above to dive deeper into how the Four Pillars of Mitigation impact heat treating operations. Discover the practical challenges facing commerical and captive heat treaters.
Doug Glenn: Considering that the hot topic of the day is the data processing centers, they are going to be sucking up a lot more electricity than we have even now. So it’s not like the electricity is going to be readily available within the next five years or so.
Michael Mouilleseaux: Precisely. You look at these data processing centers and predominantly they are using natural gas-fired turbines to generate the electricity for them. Many of them have their own power plants. They have micro grids. There are two or three of them that have made applications to the NRC to use small modular nuclear reactors. These individuals are from Silicon Valley who typically have been green. Yet they recognize that green is not going to be the key to success.
Even in their case, the practicalities of dependable cost-effective power trumps the need to be green or at least appear to be compliant with all of our climate requirements.
Effects on the Industry (26:06)
Michael Mouilleseaux: What are the effects that these initiatives have on industry? If you think about what we’ve discussed so far, we are talking about destabilizing our industry, as a result of trying to use unproven technologies. Other than electric-powered furnaces, none of these methods currently exist today, either on a scale or are cost effective, that we could use to replace the power that we use in the heat treating industry.
So when we say a five times or a twenty times increase in cost, power is typically about 10% of the cost of a heat treating operation.
Those numbers come from an annual MTI survey. We talk about what costs are involved in the heat treating operation and power is always the second or third cost. From the MTI survey, it averages 10%.
If I have a captive operation, it’s different. I happened to have some experience in the captive industry. I ran what was arguably the largest captive heat treating operation in North America, in Syracuse, New York. We had 15 multi roll pushers. To those people, would it matter if the cost of energy went up five times or more? It absolutely would. Power was a huge concern and we made many efforts in attempts to reduce the amount of power that we needed to do.
Doug Glenn: You were probably happy if you could get it down a percent or two.
Michael Mouilleseaux: Yes, and that was one of those installations where efficiency was the way that we went about doing that. When you have a heat treating operation that’s supporting a large manufacturing operation, the heat training operation is never the pinch point in getting out production. It’s always the manufacturing operations. We ran extremely inefficiently to support those operations.
We talked about destabilizing these things. The implementation schedule that we’re talking about is unrealistic — achieving an 85% reduction in greenhouse gas in 10 years and none of these technologies that we’ve talked about is going to achieve that.
It’s destabilizing because it’s unproven, it’s destabilizing because the implementation schedule is unrealistic, and it’s destabilizing because of the increase in cost.
Doug Glenn: There are some who have done this, like in Europe, for example. I believe they have moved in this direction. You were talking about the price of energy over there. What about their efforts?
Michael Mouilleseaux: I’m going to reference Germany, because Germany is 25 or 30% of the European economy. We know that their electric power is four times what it is here. We know that gas is similar. German industry is an absolute powerhouse, or at least it had been.
In recent years, subsequent to the pandemic, their economy went down. They recovered, and since then they have lost industrial output 2% to 3% per year. Right now they are 10% below where they were.
Doug Glenn: Where they were at the bottom of the pandemic?
Michael Mouilleseaux: Not at the bottom, prior to the pandemic. What are the reasons for that? In Germany, do they make the best cars? They certainly think they do. Do they have the best machine tools? They definitely think that they do. Do they have the best chemical processing plants? They definitely think that they do. I know for a fact that BASF, which is a large German chemical processing business, the last two chemical processing plants that they built were in Louisiana, and I don’t believe Louisiana is within the German Democratic Republic.
European heat treaters are already navigating these challenges. Click on the image above to read about how one German company is investing €40M in electric furnace technology for decarbonization.
When you look at that, the German Central Bank, the European Central Bank have all taken a look at these changes. They issue annual reports on the various members of the EU, and every report that has come out in the last three to four years has specifically stated that it’s the high cost of regulation and it’s the high cost of energy that has been the cause for the diminishment in German industrial output.
Doug Glenn: That’s very interesting.
Michael Mouilleseaux: Additionally, when we talk about renewables, you have to understand that there’s a risk of interruption of service. How many interruptions or blackouts have there been in California? We really don’t hear of them in this part of the country because it really doesn’t affect us. But I believe that the number of blackouts in California last year exceeded 100. W do not know the length of these blackouts, but when you have an industrial process that’s going on, it doesn’t take much of an interruption to where everything has to be reset. The potential to have damaged equipment, certainly damaged product, that has to be taken into consideration.
Let’s also consider Portugal, another European country. I believe that 70% of Portugal’s energy is generated by wind power. Earlier this year, Portugal had a two-day blackout nationwide, and it all had to do with the fact that the power is generated by a wind turbine. Neither wind turbines nor solar panels generate alternating current. They all generate direct current. You have to put it through an inverter and it has to be cleaned up. Here in the U.S. we have 60 cycles per minute. This is our alternating current. In Europe, it’s 50 cycles. There’s not a tremendous amount of variability that’s allowed in that. So when things become off cycle, it shuts down the entire grid, and that’s essentially what happened in Portugal. It took them two days to restart the country.
Consequently, there’s a cost there. I understand what the goal is. I’m just questioning the methodology and how you get there.
Doug Glenn: And the practicality, once again, the practicality of it. If Europe is teaching us anything, they’re showing us the outcomes, whether intended or unintended, of moving in that direction.
Michael Mouilleseaux: In all fairness, it’s moving in that direction too quickly. I don’t think that there are any of us who say that this goal is not admirable or that it’s not something that we want to accomplish. The question becomes how do you go about doing that?
Doug Glenn: Thinking about what’s going on nowadays, there may be different reasons why they’re moving too quickly. I could see in Europe, especially Eastern Europe, why they may be moving quickly away from gas with the whole Russia and Ukraine conflict and the fact that they get most of their gas from there. I can see that and that I would consider to be somewhat of a market effect, even though it’s based on war. It’s not something that was imposed by authorities. It’s an outcome of an event.
You can see why they’d be moving quickly that way. The rest of the country, and the fact that we’re trying to convert so quickly to electricity is self-inflicted by regulation primarily.
Recent Changes in the States (36:00)
Doug Glenn: I know there’s some changes here recently in the states. Can you discuss those?
Michael Mouilleseaux: Almost every initiative and mandate that we have mentioned that happened during the Biden Administration was achieved via executive order. When it comes to executive orders, they can be overturned when you are no longer in office.
I recently looked at a paper that was done by the Institute for Energy Research, and they said that the Trump Administration, through September, had 20 regulatory actions or executive orders that were related to energy production.
Most of them overcame, overturned, rescinded what was in that industrial decarbonization roadmap. There were a couple of initiatives that were actually codified during the Biden administration. Those were codified in the IRA, the Inflation Reduction Act. In the IRA, they implemented an investment tax credit and a production tax credit concerning renewable energy. The investment tax credit relative to renewable energy gave you a 30% tax break on all investments that were in renewable energy, and the production tax credit gave you a credit for every kilowatt hour of energy that you produced.
If I have a wind turbine that’s generating 200,000 kilowatts, and I’m getting back from the government 3 or 4 cents, and I’ve purchased that equipment at 70% of what it costs, all of a sudden I have the ability to undercut what the current power plants are asking for for the power that they’re generating.
First of all, this is a tremendous displacement of capital. People are going to say, where am I going to put my money? If I put it into this and I’m buying it for 70 cents on the dollar, that’s a pretty good investment and I’m guaranteed that I’m going to get so much money from the federal government for the energy that I generate.
Doug Glenn: This is not the excess energy that you produce. It could be energy that you produce and you use. You’re getting paid by the government to produce your own energy.
Michael Mouilleseaux: This is on an industrial scale. The huge wind farms that you see — they are put in place simply to sell energy to the grid.
The other consequence is that when they are generating electricity, the base load plants using natural gas, they’re not able to sell their power. They have to curtail or shut down. The issue becomes when the wind stops blowing, or the sun is not out, where does that energy come from?
Doug Glenn: The base load.
Michael Mouilleseaux: It has to come from those base load plants. These plants are typically going to run for 80% of the time. If I can run 80% of the time, I know that I can generate this amount of power. I have these costs and this is what we’re going to sell it for. Now all of a sudden, if you’re telling me that I have to do it for 20% of the time, the cost structure changes.
These are all public utilities that are regulated not just federally, but in each state. The regulations are onerous and difficult to understand.
One of the things that you see is that for those of us that purchase power for industrial use, the peak cost of electricity has risen dramatically. The reason for that is they have to have some way that they can recapture these costs.
Doug Glenn: And make up for the fact that they’re not producing the same amount of electricity all the time.
The incentives for electric cars ended at the end of September 2025. It will be interesting to see what’s going on there. The Europeans have some experience with that. The Germans ended their tax credit and they cut the electric car market in half.
Doug Glenn: We know Elon Musk was not very happy about that.
Michael Mouilleseaux: The investment tax credit and the production tax credit were sunsetted in 2028. But by executive order, the bill did something else — it changed the eligibility requirements for the credits. Previously, under the prior administration, if you had 5% of a project completed, then you were eligible to receive these tax credits. You could have a plan and you could have a place that you wanted to do it. But you did not even need to have purchased the land, you did not need to have purchased the equipment. You just had to have a good idea and you were going to get money for it.
Policy Reversal Timeline
This changed to where the project had to be 20% completed. So now you have to have purchased land. You have to know where you are going to put it. You have to have contracts for equipment. Although the bill didn’t achieve exactly what we were hoping to see, it was successful in that regard.
The last thing this current administration has done, and it may well end up being the most significant, is that the EPA has made a plan to rescind the 2000 endangerment finding.
As we mentioned, the endangerment finding identified greenhouse gases. The original charter of the EPA named 6 pollutants, and this 2007 endangerment finding identified greenhouse gases and specifically CO2 as a pollutant. The reason that I mentioned that the original finding applied to the continental United States is that this finding, the 2007 finding, references global warming, global climate change. One of the things that they are going to use to attempt to overturn this is on the basis that the EPA has simply overreached the original charter.
It’s complicated. In 2014, the activist Supreme Court that we had at that time, did find that it was within the purview of the EPA to control greenhouse gases. On that basis, they said, we have a green light and this is what we’re going to do, and you can see what’s transpired. There was a finding by this current Supreme Court, and it was called the Major Questions Doctrine. And the Major Questions Doctrine says that a regulatory agency cannot dictate policy above and beyond what is in their original charter.
When I said that they are going to go after this agency on the basis that they’re claiming that CO2 should be controlled because it leads to global warming, that is not in the original charter. The original charter says only what happens within the United States.
In addition, the science that was used in the original 2007 endangerment finding was reviewed by this international organization, the IPCC Intergovernmental Panel on Climate. This pane did not have singular findings. They had groups of findings. It was science based upon scientific models. The panel said, if this happens, then it would lead to this amount of increase in temperature. If that happens, it could lead to this. There were scenarios within that were many and varied.
The Obama Administration chose not the average scenario, but the worst case scenario. Based upon the worst case, this has been done. The current administration is reviewing that science and they’re saying that there is evidence now that the models that you used did not come to fruition. That’s pretty condemning evidence in and of itself. There’s also new evidence that says that we do not have anywhere near the issue that previously thought. One thing that was never taken into consideration is the resilience of people. For example, if there’s an increase in sea level, maybe people move to higher ground.
There were so many perspectives that were never taken into consideration and we can now see how people react to their environment. That it is nowhere near the difficulty that we thought.
Doug Glenn: We are not going to stand on the seashore and drown as the water creeps up over our nose in over a five-year span. We are going to move.
Michael Mouilleseaux: Having said that, this rescission process is going to take two or three years. The environmental industrial complex is going to do everything within their power to make sure that legally that this doesn’t go through.
Get the latest on how the new administration is reshaping industrial decarbonization policy. Click on the image above to read updates on executive orders and regulatory changes.
The environmental industrial complex is a 100 billion dollar industry composed of thousands of NGOs that are interlocked, intertwined, and there are a hundred thousand people that are involved in this. This is not just the guy on the street corner with a sign that says “save the planet.” This is an industry and it has all of the machinations that would go on, and their self-preservation is number one.
Doug Glenn: They are going to do all they can to maintain the level of crisis in order to keep their business afloat.
Michael Mouilleseaux: Right. If this effort is successful, this will change forever what the EPA will and will not be able to.
It’s very important. As consumers and members of this republic, it’s incumbent upon us to make sure that our representatives support this effort so that they know that, although they are up against a significant foe here, they have the support of the people.
What Can We Change in the Short Term? (50:55)
Doug Glenn: Any concept of what we need to do in the short term, over the next couple years or so?
Michael Mouilleseaux: I think that we really need to recodify the EPA charter. If this endangerment finding is overturned, that is one way that this situation could be turned around. The other would be if Congress were to revisit what the mandate for the EPA is and state it in legislation, because if it were stated in legislation, then this this finding is of no consequence at all.
Of course, the difficulty there is that you may get through the house, but you do not have a filibuster-proof Senate. That’s obviously the challenge that we face on this.
Is There a Rational Policy for Transitioning to Non-Fossil Fuels? (51:49)
Michael Mouilleseaux: Is there a rational policy for transitioning to non-fossil fuels? First of all, it’s not a question of should we do this. Global warming is a fact; there’s no denying it. The effects of global warming have yet to be determined. What climate experts do not want to tell us is that the increase in CO2 in the atmosphere also enhances farming.
Doug Glenn: It also enhances plant growth.
Michael Mouilleseaux: Exactly. That’s not something that they want to talk about at all. Climate is something that happens over a series of decades. The fact that it’s a hundred degrees today is of no consequence whatsoever or the fact that you’ve had a five-inch rainfall. Just recently in this past spring, you saw on the news that we had monsoons in Pakistan. There was flooding and people died. I happened to be old enough to remember seeing that on the news in the 1960s.
This isn’t something that’s new, the flooding of those deltas, the receding. It’s just part of the cycle of life in that part of the world.
Do renewables have a place in our power system? They absolutely do, but not as a primary source. The other thing about renewables is that, there’s an aphorism that’s used in the industry, and it’s called “dispatchable generation.” Dispatchable generation is what backs up renewable energy when it is not working.
Doug Glenn: It’s the more steady-state energy producers.
Michael Mouilleseaux: Correct. We decided we would do this with batteries. Today, for as many battery plants that have been put in place to back up renewable energy systems, there are still twice as many that utilize water pumping. You pump water to an elevation that’s higher from where there is a hydro plant. Then when you need it, you drain the water through the hydro plant and you generate electricity.
How does that work out? Let’s say I have a renewable power, and I’m going to run a pump to pump water uphill, and then I’m going to allow it to flow down. I’m probably going to have to pump it because you’re not going to get enough gravitational fall in this thing to generate this hydro plant. What are the energy losses in that? 20% or 30% or 40%? Those are the kinds of concepts that you struggle to answer, “how do you make it work?”
Doug Glenn: It’s certainly doable. How do you make it doable and practical?
Michael Mouilleseaux: If an average natural gas power plant generates 800 megawatts, and it takes up 30 acres, that’s stereotypical. 800 megawatts of wind energy takes up about 100,000 acres. That’s a 150 square miles. Some say this land can be used for something else, possibly farmland.
What you can’t use it for is grazing land because those wind turbines negatively affect the animals. I learned that in the early 2000s in Germany when I had work that took me back and forth. The Germans had onshore wind farms and they had discovered that negative effect on the animals at that point in time.
Doug Glenn: The human species also would be driven crazy by them.
Michael Mouilleseaux: Wind farms also denude the land. If you have ever been proximate to a wind farm, how do you live with it? The people that are putting these wind farms in do not live approximate to them.
That’s a wind farm. For 800 megawatts of solar, it’s 10 square miles of land, 30 acres. With the solar panels, you don’t have as much open land at that point, so it really is difficult to use that land for anything.
Final Thoughts (57:22)
Click on the image above to explore Michael Mouilleseaux’s comprehensive analysis of industrial decarbonization policy under the new administration, originally published in Heat Treat Today’s October print edition.
Doug Glenn: Is there anything else, like a near term policy, that could help us out?
Michael Mouilleseaux: In my mind, it’s all about codifying what we’ve done at this point; we cannot leave it to executive orders because those are reversible.
Doug Glenn: Right, and codifying is going to be very difficult, as you already mentioned. We could probably get it through the House at this moment, but probably not the Senate, so it’s going to be difficult.
About the Guest
Michael Mouilleseaux General Manager Erie Steel, Ltd
Michael Mouilleseaux is the general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
Heat Treat Todaypublishes twelve print magazines a year and included in each is a letter from the editor. This letter is from the November 2025 Annual Vacuum Heat Treatingprint edition. In today’s letter,Bethany Leone, managing editor at Heat Treat Today, shares her insights on the value of in-person visits to captive heat treat facilities and announces a new editorial series aimed at spotlighting North America’s best in-house operations.
There is nothing like walking your shop floor. I’m talking for me, not for you. But perhaps you agree!
When I leave my neighborhood, I often pass a steel operation with atmosphere heat treat furnaces sitting snugly by the door. In the winter, the building’s windows are flung open. In the summer, workers head out of the building toward the parking lot (seemingly) every hour. And I want in.
Regrettably, I have yet to elbow my way into that fine establishment to see what’s going on, but hopefully one day I will.
This Editor’s Page is very self-interested: I want to see your heat treat operations.
At Heat TreatToday, we’re on a mission to spotlight North America’s best captive heat treat facilities — the quiet powerhouses who are making gears harder, shafts straighter, and production lines hum with thermal precision. And we’re willing to travel to do it.
Whether you’re in Ontario or Ohio, Monterrey or Michigan, we want to be on your shop floor, taking notes, asking questions, and celebrating the know-how that keeps your operation running strong. In-person site visits give us an unmatched opportunity to understand your process flow, your constraints, and what really makes your team tick. It’s the difference between writing about heat treating and actually getting into it.
A New Editorial Series: “An Inside Look at In-House”
We’re calling this editorial series “An Inside Look at In-House.” Our aim is to profile exceptional in-house heat treat operations to hear their stories: Why they changed a process, added automation, doubled down on legacy equipment, or resisted the pressure to outsource. Even when change isn’t the story, stability might be. If you haven’t altered your heat treat process in twenty years, that might be the very reason we want to feature you.
Why Open Your Doors?
I am not naive, though. Your work home is not an open-door environment. So why let us in?
We respect your time and value your trust. Our editorial team works with every contributor closely to ensure accuracy and clarity with absolutely no trade secrets exposed and no photos published without your consent. In return, you get visibility for your team, credibility for your investment in captive heat treating, and a chance to shape the conversation in your industry. Dare I ask you to envision the front magazine cover of Heat TreatToday splashed with a picture of you and your team?
Whether you have a story to tell or you’re simply proud of what your people do, we want to talk with you. Maybe even walk, too.
Get in Touch
Reach out to me directly at bethany@heattreattoday.com. If you’re lucky, Doug Glenn might even come with me — or instead of me! (You can request either one of us, but no guarantees.)
Let’s open the doors and shine a light on the hidden heroes of heat treat. We’re ready when you are.
Hot isostatic pressing (HIP) is becoming essential to producing stronger, more reliable parts in aerospace, medical, and energy manufacturing. As these industries scale up, HIP technology is evolving to meet new size, performance, and sustainability demands. This Technical Tuesday installment explores the expanding interest and investment in HIP and how industry innovators are tackling challenges like large-scale systems, long cycle times, and surface cleanliness to unlock HIP’s full potential.
This informative piece was first released inHeat Treat Today’sDecember 2025 Medical & Energy Heat Treat print edition.
As a manufacturing process that enhances the mechanical properties of metal, ceramic, and plastic materials by uniformly applying high temperature and high pressure, hot isostatic pressing (HIP) techniques are essential when manufacturing high-performance parts for aerospace, energy and other industries. And, as these industries are poised for growth, the HIP market is expected to evolve alongside them. However, HIP industry challenges must be addressed by modern solutions before this advanced manufacturing process sees widespread implementation across these industries.
Still, significant growth is anticipated for the HIP industry over the next five years. A recent report by Verified Market Research (2025), Hot Isostatic Pressing Service Market Size and Forecast, states that the HIP service market size was valued at $2.25 billion in 2023 and is projected to reach over $35 billion by 2030.
According to the report, HIP technology drivers include the need for the development of more advanced materials and components in aerospace, defense, automotive, energy, and medical, where there are high standards for performance, reliability, and robustness. HIP processes, which eliminate internal flaws, porosity, and residual stresses, aid in the production of mission-critical parts in these industries.
For example, HIP can be used to increase the density of materials, remove flaws, and improve mechanical qualities of components, or to combine porous materials while enhancing microstructures to produce lightweight components for industries with energy efficiency initiatives.
HIP also serves as a post-process treatment to enhance the mechanical integrity of complex and high-performance parts made via additive manufacturing (AM) for use in critical applications. In addition, HIP supports the near-net shape manufacturing process as it increases the density and mechanical characteristics of near-net formed parts and increases the efficiency of the near-net shape process.
Aerospace and Energy Sectors Drive Interest and Investment in HIP
Cliff Orcutt Vice President American Isostatic Presses, Inc. Chad Beamer Applications Engineer Quintus Technologies
Doug Glenn, publisher of Heat Treat Today, spoke with various leaders in HIP sphere, including Chad Beamer, Cliff Orcutt, and Soumya Nag in early 2025.
Chad Beamer, applications engineer with Quintus, states that much of the interest and investment in HIP is driven by aerospace and energy: “In countries where there is investment in the supply chains for these sectors, there’s a good chance there’s going to be treatment equipment, including HIP, that supports the metallic structures and components they demand.”
The primary driver for interest in further development of HIP technologies is the need for high-performance components for use in the aerospace industry, according to Cliff Orcutt, vice president of American Isostatic Presses, Inc. (API). “Aerospace requires HIP technology to make parts,” Orcutt says, “In other industries you may be able to make parts with forging and other methods, but in aerospace technical requirements, HIP is likely part of the bill of materials.” This is especially true of larger aerospace castings — such as those over 60 inches, he says.
Additionally, recently developed guidelines are expected to help standardize the use of HIP technology in Ti-6A1-4V parts used in aerospace and other industries, according to Beamer. The newly released standard, SAE AMS7028, sets the benchmark for HIP of Ti-6A1-4V parts made via laser powder bed fusion (PBF-LB). The standard defines HIP cycle requirements, surface condition expectations, microstructure and density targets, and mechanical performance standards.
Ti-6Al-4V is ideal for the aerospace industry, where it is used for parts such as aircraft frames, landing gear components, fuselage components, and engine parts, due to its lightweight, high strength, corrosion resistance, and ability to be used in a wide operating temperature range.
According to Quintus, this standard is important because it brings the treatment industry one step closer to ensuring material integrity and repeatable performance in mission-critical applications in aerospace and other industries.
The energy sector is also interested in HIP technology for high-performing, large-scale parts and components across a range of energy-related applications. The U.S. Department of Energy (DOE) is showing significant interest in HIP and powder metallurgy HIP (PM-HIP) technologies and is working toward finding new applications for the process, which the DOE calls “an established, yet, in-flux technology.”
For reference, PM-HIP processes place metal powder into a mold or capsule and expose it to high temperature and high pressure so it fuses into a dense metal component capable of withstanding challenging conditions in difficult applications.
According to the DOE, PM-HIP may find application in the manufacture of near-net shape, complex and large-scale components for small modular reactor (SMR) construction because the process (U.S. Nuclear Regulatory Commission 2022) can help reduce the costs of materials and machining, eliminate the need for welds in some applications, and provide an alternate supply route and shorter turn-around time at a cost point that is equivalent to forging.
For example, there are certain large pieces for the small modular reactors, such as the top dome and the container itself, that could be made from powder metallurgy technologies, explains Orcutt.
And, the introduction of larger build plates will aid in making large-scale components via a variety of HIP-related technologies for both the aerospace and energy sectors, adds Beamer. “Larger build plates are suitable for large HIP equipment in toll HIP businesses and support structural castings and components made via AMD and PM-HIP,” he says. “PM-HIP is really starting to take off as we develop larger HIP equipment to produce larger PM-HIP-type components.
“There is demand in place to go even larger as the U.S. continues to address some of the supply chain challenges with forgings and castings,” says Beamer.
Beamer points to a DOE workshop held in October 2024 at its Oak Ridge National Laboratory (ORNL) in Knoxville, TN, where 200 attendees discussed the future of PM-HIP as a viable manufacturing technique for large-scale components that are becoming more difficult to source in the U.S. The workshop focused on several PM-HIP related themes, including:
Soumya Nag Senior Research Scientist Oak Ridge National Laboratory (ORNL)Jason Mayeur Senior Research Scientist Oak Ridge National Laboratory (ORNL)
modelling and capsule design
capsule fabrication and preparation
powder production
microstructure properties
large-scale HIP
economics and supply chains
PM-HIP standards
ORNL is interested in making advanced manufacturing techniques such HIP, PM-HIP, and AM more efficient and affordable because they are potential replacements for the conventional manufacturing techniques typically used to produce large parts, which are becoming more difficult to source.
“Across sectors spanning aerospace, defense, nuclear, oil, gas, renewables, and construction, sourcing large-scale components is an increasingly urgent challenge,” says Jason Mayeur, senior research scientist at ORNL. “The need is felt acutely in the U.S. where traditional techniques like casting and forging have declined or moved overseas and resulted in supply chain shortages.”
One ORNL project that is garnering attention is the application of Wire Arc Additive Manufacturing (WAAM), hybrid manufacturing, in-situ monitoring and advanced computational modelling to HIP technology to create molds faster and more accurately while leveraging established PM technology (ORNL 2024).
“PM-HIP is a pathway for diversifying the supply chain for producing large-scale metal parts that are becoming more difficult to source,” says Mayeur. “The technology is of particular interest to the nuclear and hydroelectric industrial sectors, as well as the Department of Defense.”
Soumya Nag, senior research scientist at ORNL, adds: “Additive manufacturing offers unique design flexibility, which, combined with the reliability of PM-HIP, can pave the path toward precise manufacturing of large-scale, custom and complex, energy-related parts, while also taking advantage of multi-material builds.”
The technology may be used in the nuclear, hydroelectric and aerospace sectors to manufacture large, complex components such pressure vessels and impellers with improved toughness and resistance to thermal fatigue.
HIP Industry Challenges and Solutions
While HIP technology can help ensure the construction of high-performance parts in mission-critical applications in aerospace, energy, and other sectors, there are challenges that must be addressed before widespread implementation.
Among them is a shortage of available, large-scale HIP systems needed to build the sizeable components for these industries. “There is definitely talk of bringing the supply chain back to the United States for large-scale components, which is creating a bit of interest in large HIP systems and, while these systems currently exist, there are not enough of them in the U.S.,” according to Beamer.
From developing lower-cost equipment to expanding toll HIP services, the industry has evolved rapidly since this 2023 analysis. Click on the image to read more about the foundation of today’s HIP evolution.
Orcutt estimates that there are approximately ten large HIP units currently in operation in the U.S. The main reason for the lack of large-scale HIP systems is the high initial investment required to purchase the HIP chamber, furnaces, gas handling systems, process controls, and other associated equipment, which makes it difficult for HIP service providers, many of which are small- and medium-sized businesses, to obtain the equipment.
In a July 2023 Heat Treat Today article, Orcutt said that while his company is developing lower cost equipment that will provide excellent results, they are also expanding into the toll HIP business with goals of lowering costs and providing faster turnaround. Furthermore, API has opened a facility in Columbus, Ohio, to “provide a world-class development resource to help interested manufacturers determine whether the process can be applied to their parts.”
Long HIP cycles, which involve stages of heating, pressure and cooling, are another major obstacle to the adoption of HIP. In the same 2023 HTT article, Beamer said to overcome this challenge Quintus developed a large-format HIP unit that consolidates heat treatment and cooling in a proprietary process, called High Pressure Heat Treatment (HPHT), that combines stress-relief, HIP, high-temperature solution-annealing, high-pressure gas quenching and subsequent ageing or precipitation hardening in one integrated furnace cycle.
These capabilities allow multiple functions to be performed at a single location — removing bottlenecks, saving energy, lowering capital costs, significantly reducing lead time, and enhancing product quality — while Quintus’s Uniform Rapid Cooling and control systems with digital connectivity enable repeatable performance of customized heating, densification, and cooling regimes.
Additionally, many industries demand surface cleanliness. This can be difficult to achieve as the HIP process relies on high pressures using high-purity Argon gas, which can result in oxidation and discoloration of the materials. This is not an easy challenge to overcome, according to Beamer. However, he mentions that Quintus has been working to reduce discoloration and oxides on the surface of parts by improving equipment and best practices in terms of clean HIP operations.
As these technical challenges are ironed out, standards are developed, and larger build plates and HIP systems become more commonplace, HIP and related processes will find more application in heat treatment of mission-critical and large-scale parts for sectors such as aerospace and energy, where high-performance and reliability are mandatory.
U.S. Nuclear Regulatory Commission. 2022. The Use of Powder Metallurgy and Hot Isostatic Pressing for Fabricating Components of Nuclear Power Plants. Washington, DC: U.S. Nuclear Regulatory Commission. https://www.nrc.gov/docs/ML2216/ML22164A438.pdf
Verified Market Research. 2025. Hot Isostatic Pressing (HIP) Service Market Report (Report ID 383567). 202 pages. Published February 2025.
This piece was written by the Heat Treat TodayEditorial Team.
In this episode of Heat TreatRadio, Tony Busch of Control Concepts, Christina Clowes of I Squared R, and Dr. Stephen Feldbauer of Abbott Furnace Company join host Doug Glenn to discuss a new transformer-free approach to electrically heated furnaces. The group walks through how SCR power controllers paired directly with silicon carbide heating elements can reduce system cost, simplify design, and improve control accuracy. They also explore the global adoption of zero-cross technology and its growing relevance in North America.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (0:45)
Doug Glenn: We’re going to be talking about a relatively new combination of two fairly well-known technologies that will help some people save money. Those two technologies are SCR power controllers and silicon carbide heating elements. It’s actually kind of a little case study. If you’ve got an electrically heated furnace, this would be one you’ll want to stay and hear.
Clockwise from top left: Doug Glenn (host), Christina Clowes of I²R Elements Company, Tony Busch of Control Concepts, and Dr. Stephen Feldbauer of Abbott Furnace Company
Our first guest is Tony Busch from Control Concepts. Tony Busch is the North American sales manager for Control Concepts. Next is Christina Clowes, the vice president over at I²R Elements Company. Our final guest is Dr. Stephen Feldbauer, the director of research and development at Abbott Furnace Company.
A Furnace with a New Configuration (1:45)
Doug Glenn: To get a sense of this furnace that we’re talking about, can you describe the situation and this new configuration of power controls for the heating elements?
Steve Feldbauer: What I can say is that this was a new piece of equipment to replace an old technology for a new facility.
Okay, so they were going to move to a new facility and they said, “Hey, we don’t want this old stuff. Let’s look at just buying a new furnace for this application.”
This is for the casting industry. The molds go into the furnace and traverse through; the furnace preheats them so that operators can then pull them out and fill them with metal. So it’s a continuous furnace for mold preheating application for the casting industry.
It was exciting! We had an electrically heated furnace, and then began talking with Tony and Christina. Control Concepts had this concept, no pun intended: Traditionally, design of an electrically heated furnace above a certain temperature (1850 degrees), we use silicon carbide heating elements and — due to resistance changes over time — we have to put transformers in there that allow us to keep upping the voltage and maintain heating capability. Control Concepts said, “Hey, we can take innovate technology and save some money, make things a little easier, and get rid of the transformers.”
And we really had a great outcome.
Doug Glenn: This is a foundry industry application, the preheating of molds, and this is a continuous furnace. You guys, Abbott, obviously won that bid to supply that furnace. I’m sure it was a competitive situation, so congratulations.
TraditionalSCR and Silicon Carbide Heating Element Configuration (4:40)
Doug Glenn: So Tony, one of the great features of this Abbott furnace that helped them win this order was this relatively new configuration of the power supplies. as Steve was saying. Tell us a little bit more about the SCRs and the silicon carbide heating elements.
Tony Busch: I think it’s important to understand where we came from and where we are now with this new technology.
In the past, at least in North America, silicon carbide heating elements produce a high temperature, a high current. To help that happen and so you do not have a big, thick gauge wires, a transformer would be added to the design very close to the furnace. This reduces the conductor size. That transformer often was a multi-tap transformer. From a SCR power controller standpoint, you would be controlling the power on the primary side of the transformer, let’s say 480 volt stepping down into 60-70, whatever volts are required for the application. To use a transformer with a power controller, you need phase angle power control.
This is how it has been done in the past with phase angle firing varying every half cycle into the primary of a transformer.
The New Setup (06:09)
Example of SCR power controller units attached directly to industrial furnace. Source: Control Concepts
Doug Glenn: What is the new configuration?
Tony Busch: With the new scheme, we are removing the transformer. Now you have an SCR power controller firing directly into the silicon carbide heating elements.
To do this, you will have to have slightly bigger power controllers, but you’re completely eliminating the transformer and you’re going directly into it. To take it a step further, we use a special firing mode called Fast Zero Cross. This mode satisfies the heating elements.
We are maintaining a very smooth watt density output to the heating elements. You can control it and the power feedback if you need to, which is essentially your unit of measure to control the power, which can be in KW versus voltage or current.
Doug Glenn: That’s on the power side. Control side of things. That’s basically the new arrangement: removal of the transformer; direct feed into the heating element, with some advantages. Christina, how about the heating element? Can you tell us a little bit about the heating element in this situation?
Christina Clowes: This is not a unique heating element in this particular case, because the same heating element configuration probably would’ve been used even if you were using a multi-tap transformer based system.
The key to the operation here is the very rapid switching of full sine waves through the heating elements, where you’re proportioning the “on-to-off” cycles, electrical cycles, so rapidly that the heating element does not have time to respond to the very high instantaneous loadings during each “on” cycle.
For example, in the U.S., typically you are looking at a power supply that’s at 60 hertz, 60 cycles per second. One electrical cycle is one 60th per second, or 16.66 milliseconds. In that case, if you were regulating the outputs from the heating elements to 50%, you would have one cycle on, followed by one cycle off, and that being repeated continually.
The heating element during that one cycle, that 16.66 milliseconds, does not have enough time to respond firmly to that very high loading. As a result, the RMS voltage, the natural average voltage over time, governs the load into the heating elements. So, you can design around systems based on 480 volts but regulate the RMS output on the controller to whatever the heating element needs to generate the amount of power that’s needed by the process.
The control is the key to this operation.
Doug Glenn: Is it possible to use a standard or any type of heating element or do you need a special silicon carbide type?
Christina Clowes: It is not a special silicon carbide. We designed this particular application around the needs of the process, the operating temperature, the specific loading required for the process. But it is a different control methodology that’s really the key.
New Technology for North American (10:22)
Doug Glenn: While this technology is somewhat new in North America, it is actually not new on a global context. Can you address this?
Christina Clowes: In Europe, this kind of zero-cross base system has been commonplace for quite some years; also in Asia. The difference in North America is, I think, tradition, more than anything else. People have been used to using phase angle control for silicon carbide heating elements. That’s kind of where this technology grew out from, and people have stuck with that because it works. But this new technology though gives an opportunity to save money and space, while achieving the same result.
Doug Glenn: So for the North American market, this is somewhat new. But it is a proven technology. It’s not a new technology that we are still trying to get our hands around. It’s been done globally, which is an important point.
Cost Savings for the Customer (11:45)
Doug Glenn: With respect to cost savings for the customer, can you describe the capital expenditures, operating costs, and even maintenance costs?
Steve Feldbauer: We know that by eliminating the transformer, there’s the substantial costings. The SCR is doing the change in the voltage and controlling and eliminating that need for the transformer.
By eliminating that piece of equipment, you’re seeing upwards of anywhere between a 50 to 75% cost savings per heating zone. That’s a big number. There’s a wide range in that cost savings depending on the size of the heating zone, the size of the furnace, and the number of heating zones. That is a substantial saving.
In addition, the customer sees savings in shipping costs. In this case, removing the transformer reduced the size of the furnace by 2,100 pounds. That goes directly into your shipping cost.
Customers also see a lot less downtime because every time that you would want to change the tap in a traditional furnace, you have to power the furnace down, which interrupts production. There’s a knowledge base needed to know when and how to change the tap. But with this new technology, the furnace just continually operates.
There is also space savings. That transformer takes up space, which limits where we can put in things. For example, for the last line on a continuous furnace with a belt, the placement of the belt is dictated by where we put the transformers because the transformers typically go up underneath the hot box. Without the transformer, we now have flexibility and design.
So, we save in a number of different areas.
Maintenance of the SCR (14:24)
Doug Glenn: Maintenance wise, are the SCRs easier to maintain?
Steve Feldbauer: There is not much maintenance required for the SCRs. Once you put them in and they are set up, our customers really do not have to touch them unless they have to replace them. As far as tuning them and similar maintenance, there’s really not a lot that goes into them. Especially since now, you’re also not changing voltages. There’s not a lot of variability in the system. It’s set up and it just sits there and controls itself.
Advantages for the Customer (17:45)
Doug Glenn: What are the advantages for the customer?
Steve Feldbauer: There are many advantages in terms of cost, maintenance, and the ease in usage. There’s also less training, because you’re not teaching someone when or how to change a tap. This is a marked change in how you look at electrical furnace control in North America. This is something that is widely used throughout the rest of the world, so it’s not a new technology, but it’s new and innovative to North America. If you can optimize and streamline the process, why wouldn’t you?
Upgraded Features: Digitization and Data (18:58)
Doug Glenn: I also understand there are upgraded features because you’ve moved to an SCR and into a digital world with being able to get data back out of the furnace and understand the operation of the system because of the digitalization of it. Do you want to address that?
Tony Busch: By having a digital SCR power controller, you can connect up to your network, whether it’s Ethernet IP or Modbus TCP. You are able to collect all of that data. From that data, you are able to do things such as monitor the KW per hour. If you’re starting your process, and you want to know how much power was consumed during that particular time period, you can reset your KW per hour. Then you can find out how much you consumed when you are done and evaluate your efficiencies. All of that is recorded within the power controller. It’s essentially an industrial grade power meter built in.
Also, now that you are directly coupled with the silicon carbide heating elements, you have a very accurate load resistance monitoring capability. You are able to analyze the resistance and determine the health of your silicon carbide heating elements.
You can also plot a resistance curve. So you would know that if tolerance drifts 10, 20, 30%, you may be looking at a predictive maintenance situation where you look at your heating elements at some point and monitor the load currents. For a three-phase setup, if you notice that one of the phases is unbalanced, you may want to evaluate and determine the cause. You are able to be alerted without manually getting in there with a multimeter and doing your own research.
Christina Clowes: Compared to phase angle firing, which has been historically the most commonly used in North America, switching to a zero-cross system, a full sine wave based system, the SCRs turn on and off at zero volts potential.
To learn more about how SCR power controllers support tighter control when directly coupled with heating elements, you can click the image above to read this in-depth technical article co-written by Tony Busch.
As a result, that doesn’t produce any transient spikes that create a harmonic overlay, so there’s no electrical noise being generated. Utility companies do penalize their customers for generating electrical noise on their supplies.
In addition, because you have false sine waves, you have unity power factor, essentially. There’s no poor apparent power factor, which you have with a phase angle firing because you’re chopping the sine wave and conducting only part of the sine wave.
When you have purely resistive load, in the case of a Star Bar element, there’s no reactance, inductance, or capacitance. But because of the way that a phase angle SCR fires, it appears that there’s a power factor and people pay for energy that they are not consuming. This is more efficient way of driving an element system with a better handle over the energy that you’re consuming.
Doug Glenn: Is it more difficult to engineer these systems?
Christina Clowes: The exciting or interesting part is introducing new technology to people that actually helps them and provides real benefits. The total cost of the system is simplified and reduced, which makes it far more attractive for Star Bar-based systems to be sold into applications.
Doug Glenn: Right, right. Okay. Tony, how about you? What was interesting and challenging?
Tony Busch: Sure, yes. Christina touched on it a little bit. It would be that power factor in harmonics — being able to show the ability and not be penalized from your utilities for power factor and potential harmonics. Those questions come up, you know, pretty much anytime you’re using an electric furnace and SCR power controllers, but it’s much more easy to demonstrate to customers that you’re not going to see any of those issues. And I’ve seen our electric bill. When you’re running phase angle, you get these big old penalties that come up on there. It’s nice to be to pass that savings onto the customers with this new application.
Doug Glenn: Yeah. Yeah, that’s interesting. And Steve, I saved you for last because you were the ones that really had to interface with the customer. What was interesting or challenging for you guys?
Steve Feldbauer: I’ll tell you what, it was exciting for us to be able to provide new technology — new to North America — that number one makes it simpler for the customer to use.
You know, one of the challenges is always trying to teach people, “when do I need to change a tap or is there really some other problem?” Well, this eliminates that. Now we’re helping them to be able to operate the furnace more efficiently. And, you know, they don’t require all of the training.
We’re also able to pass on some cost savings because we aren’t buying that transformer. We’re able to have some leeway internally for design and construction. So all the way around, it’s a win-win, right? For the customer, for us, and for the industry, in general. Because now we’re able to move the heating technology forward.
Sustainability Benefits of the SCR Power Controller (26:31)
Doug Glenn: Yeah. I probably should have asked this question before, but there’s always a lot of talk about sustainability and greenness. Are there advantages here on this system?
Steve Feldbauer: Tony, you want to talk about it? I’m sure you can address the harmonics and different things that actually help out.
Tony Busch: Most definitely. From a power controller standpoint, the efficiency is right around 99.9%; you’re not really getting any losses through the power controller. And now you’re talking about being full wave firing, so you’re not trimming back that sine wave, you’re eliminating all those other harmonics. You should see a benefit from all of your equipment, if they ever experience that as well as, and your utility bill, not seeing that power factor.
Doug Glenn: Yeah. So basically I guess that’s it. The simple answer is if you’re reducing your energy bill, then obviously we’re using less energy and that’s probably less of a carbon footprint depending on where your electricity’s coming from. Well guys, thanks very much. This is a very interesting, great partnership between the three companies, obviously for the benefit of customers. Appreciate you working for the benefit of a customer and for spending a little bit of time with us here today.
About the Guests
Tony Busch North American Sales Manager Control Concept
Tony Busch is Control Concept’s North American Sales Manager. Currently in his 15th year with Control Concepts, he has experience in assembly, testing, troubleshooting, field service and an expert understanding of application engineering of SCR power controllers. Tony has a bachelor’s degree in electrical construction from Dunwoody College of Technology which he now applies the electrical concepts to power controllers and their related applications.
Christina Clowes Corporate Vice President and Director I Squared R Elements Co., Inc.
Christina Clowes is the Corporate Vice President and a Director of I Squared R Elements Co., Inc., located in Akron, NY. She has been at I Squared R for the past 9 years and a little over 40 years in the thermal processing industry, focusing on new product and application development.
Dr. Stephen Feldbauer Director of Research and Development Abbott Furnace Company
Dr. Stephen Feldbauer received his Ph.D. in 1995 from Carnegie Mellon University in Materials Science and Engineering. He joined Abbott Furnace Company in 2002 where he is currently the Director of Research and Development. Dr. Feldbauer is also a Senior Adjunct Faculty member in Engineering at the Pennsylvania State University. He is the author of numerous articles, publications, and has been awarded eight patents in both the USA and Europe. He is an active member of the MPIF, the American Welding Society’s C3 Committee on Brazing, and a co-chair of the Markets committee of NAATBatt International.
In this episode of Heat TreatRadio, host Doug Glenn invites Dennis Beauchesne of ECM USA to explore the technology, benefits, scalability, and sustainability of modular heat treating systems. Together, they discuss how shared utilities, automated transfers, and adaptable heating cells can replace multiple standalone furnaces without compromising quality or precision. Learn how these systems streamline and simplify operations for future expansion — one cell at a time.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction
Doug Glenn: I am very privileged to have with me today, Dennis Beauchesne from ECM USA. We’re going to be talking about modular heat treating systems, which is a growing category of equipment.
ECM Synergy Center (00:50)
Doug Glenn: Tell me about ECM’s Synergy Center, which is where you are at right now, on the shop floor.
The ECM Flex 600TG vacuum furnace located in the ECM Synergy Center Source: ECM USA
Dennis Beauchesne: I’m standing here in the middle of our Synergy Center. It’s about a 5,000-square-foot facility that is dedicated to proving out client parts for testing various processes, mostly LPC, but we also do a number of other processes here. We have a full metallurgical lab, 3D microscope, a number of tools, including a CMM that we can do before and after heat treat distortion testing for clients that want to know how much their parts move.
It’s a dedicated center just for clients to use. We also use the center for pre-completion of installations, final testing, and training, such as training on maintenance, understanding the software, and how everything works together.
Doug Glenn: It’s proof of process plus much more — helping clients’ proof of process.
Dennis Beauchesne: Absolutely. That’s a big part of convincing people that this process is for them and that it works on their part. We can send them ten different reports of an exact same material and part, but they want to know what their part will do.
What is Modular Heat Treating? (02:50)
Doug Glenn: On a very basic, rudimentary level, what is modular heat treating and how does it differ from what might be considered standard or normal heat treating?
Dennis Beauchesne: A modular heat treat system is one that works together to have more than one furnace working in the same platform. You may have a shop that has five or six vacuum furnaces separated — they each have their own door, vacuum system, electrical supply, quench motors…those types of components. Or you may have a series of batch IQ furnaces for carburizing; those systems are one off, which means they are individual, independent systems.
In a modular system, you try to utilize those facilities for the use of multiple heating chambers. Instead of having one vacuum furnace with one set of pumps and one gas quench motor, what we would do is have three to eight heating cells that would be utilizing one quench, depending on the process timing; that’s all done with an internal transfer car and we try to utilize one vacuum system. It’s much smaller than what you would have for three, four, or even eight cells.
If you had oil or high pressure gas quenching, which is what’s dominating right now in the modular heat treat business, you could supply basically six batch IQ hot zones to one oil quench.
The savings then are huge simply by removing five or six other quench tanks in front of this system, as well as leveraging the floor space (and the number of pits you have to dig). Other advantages including utility savings and utilizing equipment across a number of heating chambers.
Doug Glenn: This modular approach is basically separate chambers that are dedicated to doing whatever that chamber is doing, and they are all in some way interconnected. For standard units, you would heat up, pre-process, do the actual process itself, cool down, all in the same chamber. In a modular unit, you move from chamber to chamber to do each of those separate steps.
Dennis Beauchesne: Yes, I refer to it as a continuous batch.
Doug Glenn: Continuous batch. We were talking before we actually hit the record button with your colleague there, Allison DeAngelo, who just got done visiting the Heat Treat Boot Camp. We were talking about different types of furnaces, and we started talking about continuous vacuum, which of course, is almost a misnomer — a vacuum can’t be continuous because you have to open it up and break the vacuum to get stuff out. Anyhow, we talked about it basically being a batch, right? A batch furnace that’s continuous, a continuous batch furnace.
Benefits of Modular Heat Treating (06:35)
Now that we have a basic understanding of what these modular systems are, why would companies want to move from the standard type of heat treating system to a modular system?
Dennis Beauchesne: Manpower. If you are running five or six vacuum furnaces, you are going to need a number of people to open the doors, put new loads in, those kinds of tasks. With a modular system, you only have one entry or one exit area. Therefore, you are only going to load once every 15-20 minutes, and the system is going to take over and control that load going through the system.
In addition, especially in a carburizing atmosphere situation, you can have every load be a different case depth — a different process in each cell — and then the next load that goes in that same cell can be totally different from the one before. For instance, if you had a batch IQ, you typically use the same carbon potential, and you are typically going to run the next load almost identical to the one before. In contrast, with the modular system, each cell can run a different process every load.
It’s also easier to integrate automation if you are doing capacity increases.
Throughput Comparison (08:00)
Doug Glenn: What is the comparison of throughput between a standard unit and a modular unit?
Dennis Beauchesne: The throughput comparison is interesting because you typically can use a little higher temperature for a carburizing and a little higher carbon potential, and of course that’s what we specialize in here with the modular systems. You can achieve about a 30-40% gain in your cycle time. That furnace is operating very close to 100% occupancy, because when that load is done, you are moving it out right into the gas quench. Then, the next load comes and goes right into it.
Doug Glenn: You are able to increase your throughput because you have basically 100% utilization of the equipment or very close to that. Comparatively, you don’t necessarily have that in the standard equipment.
Product Quality Comparison (09:15)
Doug Glenn: Do modular systems produce higher quality products?
Dennis Beauchesne: The quality of the parts coming out of the system is improved. A vacuum environment is a very clean environment, especially if we are considering atmosphere and low pressure carburizing — it’s in a vacuum. We typically do everything in high pressure gas quenching. However, even in oil quenching under vacuum, you are going to have a much cleaner part.
Also in low pressure carburizing, the carburizing is much more uniform throughout the part because we heat it to temperature under nitrogen before the part gets to austenitizing temperature to start attracting carbon. We make sure that the full part, that’s the tooth, the root, every piece of the part, is at temperature before we start adding carbon to the load, which makes a more uniform case depth, and therefore makes a stronger part.
Doug Glenn: Since each module, each chamber, is dedicated to doing what it is supposed to do, it seems like the consistency and the reliability of the parts being processed in a modular system have a much better chance of being higher quality.
Dennis Beauchesne: You do not have six different variable chambers or six different variable systems. You just have to look at monitoring the connection between those and understanding that the vacuum levels are all the same across the levels and across the cells. Each cell can meet a different temperature and run a different process, but those are consistent across the board.
Typical Dedicated Cells/Chambers (11:10)
Doug Glenn: What would be the typical dedicated cells/chambers of a modular system?
Dennis Beauchesne: It is dependent on the processes. They are most widely used for vacuum carburizing. For pre-oxidation and preheating, we usually use an air oven outside of the system, and we connect that with an external loader. Before the load goes into the modular system, the load will go through a regular air oven, be heated to around 700°F (400°C), and then the load will be moved in.
For sintering and those kinds of applications, there is a debind step or a preheat step that would be done in one cell. Some of the processes that can be done in a modular system include:
Low pressure carburizing
Low pressure carbon nitriding (LPC)
FNC (ferritic nitrocarburizing)
Nitriding
Debinding
Sintering
Neutral hardening
The most prominent process right now is LPC, and that is being used all over the world in these systems.
Advantages of a Modular Unit for Captive Heat Treaters (12:53)
Doug Glenn: Why would a modular unit be beneficial for a captive heat treater, someone who does their own in-house heat treating, which probably means they’ve got potentially high volume, low variability as far as their workloads?
Dennis Beauchesne: The modular unit has many different advantages. First of all, floor space. You are going to save a lot of floor space by not having multiple furnaces set up separately. You will also save utilities because you would not have as many vacuum pumps or electrical systems running these furnaces on their own. You will have some shared service and utilities in that fashion.
Doug Glenn: That would also likely lead to maintenance cost savings as well, correct?
Dennis Beauchesne: Yes, it all goes down the line. Anything that you have multiples of, you are going to have much less costs than on a joint system. The modular system might be a little larger than one singular unit, but there will be fewer of them.
For vacuum carburizing applications in a captive shop, the quality and cleanliness of the part is very, very important. Gas quenching lends itself to no oil in your plant, no washers necessary for a post-quench. Typically, there’s a washer before the process starts, but you do not have to have any wash to get the oil off of the parts with a modular unit — you do not have to reclaim the oil or the water from the washer. You would not have waste oil in your plant either or any oil on your plant floor. These are some of the reasons some of the larger captive shops have gone to the modular systems.
Also, safety: There are no open flames with a modular unit, no risks of fire on the systems. They are also easier to maintain. For a fully operational, let’s say, eight-cell system for high production, captive operation, it would only take about five hours to cool that whole system down if you had to go in and work on the whole system. In comparison, it’s going to take you three to four days sometimes to cool down a typical atmosphere, high-temperature furnace.
It also takes time to heat the system up again. In a modular system, it takes about an hour and a half to heat the system up again and then you are ready to start running. That means now you can schedule your downtime on weekends or holidays. You do not have to have staff present to run anything.
You also do not have to have a secondary equipment, like Endo generators running to feed the carburizing gas. The carburizing gas is using acetylene out of cylinders, it’s not a regenerative system. You do not need a separate piece of equipment to feed to the furnace.
Another benefit is CapEx expansion. Typically, captive heat treaters do not want to buy everything upfront because their volumes are going to increase over time. In the beginning, they typically only need one or two cells ready to do a small amount of production so they can prove out the production and prove out the system. Then they can start building the system with more cells and more capacity later on. Generally, it’s two to three days of downtime to add a cell to a system. It’s very convenient to do that with a modular system. All of the utilities are typically alongside the modular system so that you can easily add those or add a cell to it over a short period of time, and those cells can be ordered a year or two down the road whenever you might need that.
You also can order peripheral equipment, like extra temper ovens or additional automation. You can add a robotics system to the layout as well. That’s why captive shops are very interested.
Finally, workforce: It’s a little bit easier to get someone to work on a modular system. These systems are completely clean and white. The one located in our Synergy Center has been there for eight years. We use it every single day, and it’s a very clean aesthetic environment for someone to work in. These systems are also water cooled, which means not a lot of extra heat in the building around you to work in.
Advantages of a Modular Unit for Commercial Heat Treaters (17:59)
Doug Glenn: What are some advantages of modular units for commercial heat treating?
Dennis Beauchesne: On the commercial heat treat side, modular units are typically useful because you can get multiple processes out of similar cells and you can have a system that has oil and a gas quench.
You can have a lot of flexibility in that one system that you have in the plant. I’ve visited hundreds of captive and commercial heat treaters. They generally have a number of furnaces in one area of the plant, and a number of furnaces in another area of the plant. A modular system gives you all the capability in one machine and one tool: oil quenching, gas quenching, FNC, nitriding low pressure, carburizing, carbonitriding, and neutral hardening all in one piece of equipment.
Automation and Robotics with Modular Heat Treating (18:57)
Doug Glenn: What automation and robotics advantages are there with modular systems?
Dennis Beauchesne: This is the new trend. People that have modular systems are now considering, “How do I automate the system to get more production out of it?” And what we’ve been doing the last five years especially is implementing systems that use CFC fixtures.
CFC fixtures are very robust in the furnace but sensitive to being controlled outside. Therefore, what we try to do is have the CFC fixtures be utilized in an automation that no humans have to interact with it. We usually use robots for external loaders and internal loaders to move the fixtures through the process.
This causes you to have a lighter load, which means less heating time, less energy being consumed. Also, the fixtures last three to four times longer if they’re not damaged. But of course, all of these systems can be using regular alloy steel as well, and we can fixture different parts. You can use baskets, we are now doing bulk loading where we have parts that are filled into baskets and then processed. We are doing that with vacuum carbonizing as well, not just neutral hardening.
So it’s really interesting to see how the limits are being pushed, as well as the different materials that we are gas quenching now. I know 20-25 years ago, we were quenching some simple materials that were very high hardenability, and today we’re quenching a lot of less hardenability steels.
Doug Glenn: Is that primarily due to increase of pressure in the quench?
Dennis Beauchesne: It’s pressure, it’s flow, it’s the intensity of the gas going through the parts. It’s also heat removal as well — heat exchangers, removing the heat out of the load faster. We also have reversing gas quench motors to reverse the flow inside from top to bottom, bottom to top, in the middle of the cycle.
Sustainability of Modular Heat Treating (22:24)
Doug Glenn: Do these systems promote sustainability and greenness?
Dennis Beauchesne: Absolutely, especially when it comes to carburizing. These systems have been compared against typical atmosphere carburizing cycles, and only about 4% of the carburizing time has gas injection, when we are actually injecting acetylene and having hydrocarbons being used in the process.
If you took the same cycle times, seven or eight hours of a carburizing cycle, you are flowing Endo gas or nitrogen methanol in the system for that full time. In contrast in a vacuum carburizing system, it’s 4-5% of the time of the cycle that you’re injecting into the furnace. Ultimately, you only have about 10% of the CO2 output that you would have in a typical atmosphere furnace.
As mentioned previously, there’s also no oil in your plant. You’re not reclaiming oil out of the water and the wash or off the floor or in your car when you leave your heat treat shop.
How Does the Modular Heat Treating System Work? (23:40)
Doug Glenn: Let’s talk through the process a little bit. You provided us with figures to aid in describing the process. We have included these. Describe how the system works.
Dennis Beauchesne: This animation is a plan view of one of our Flex systems. In the center, going left to right, is a tunnel section. This tunnel section is about an 8-foot diameter. It has an automated loader that moves down left to right or horizontally, and it transfers loads from each cell to another, in and out.
On the bottom left is a loading/unloading chamber. In that loading/unloading chamber, we remove the air once the load is put in there, and then we balance the vacuum on that cell to the tunnel’s vacuum. Then we’re capable of moving that load to an available heating cell, and that would be on the right of the system — on the top right or the bottom right of the tunnel, those are heating cells. Then recipe for that particular load will be loaded into that cell. While that load is processing, another load will be moving into the tunnel and into the other heating cell as well.
On the top left is the gas quench cell, which could be in this orientation or instead have an exit on the back as well. In this system, you could do neutral hardening, carbon nitriding, LPC, a number of the processes. This is a very valuable tool, especially in a commercial heat treat heat treat shop.
Doug Glenn: Is this whole unit, including all four chambers under vacuum? I noted there are separation doors on the purge and the entry chamber. Can this area be vacuum sealed?
Dennis Beauchesne: Yes. There are vacuum seals on the loading/unloading chamber on the bottom left and then the top left. The gas quench also has a seal from a pressure standpoint. The two heating chambers have a graphite door — we call it the flap door, and it just flaps and it doesn’t really seal actually against another face of graphite. It’s graphite-to-graphite. We pull vacuum out of there through the tunnel to create the central vacuum pressure in the system. We also pull vacuum from the cell itself, and we could also have a separate door on the front of the unit if the process necessitates that or if we feel that a door is needed there by a client.
In a normal state or a standard unit, there are no hot seals on the door, only vacuum seals on the loading/unloading chamber and the gas quench.
Doug Glenn: In the animation, your vacuum pumps are down in the bottom right, correct?
Dennis Beauchesne: Exactly, that’s a process pump.
Doug Glenn: What is located in the top left?
Dennis Beauchesne: On the top left, we have a gas quench tank. We want to ensure we have enough gas pressure and volume there to quench the load quickly. It’s very important to get the gas through the gas quench quickly.
ECM Flex 600TG vacuum furnace with two added heating cells / Source: ECM USA
Now, we have added two more additional heating cells and a central tunnel section. In essence, you just doubled the space, doubled the capacity of the unit, where you only added 50% of the space of what you had for capacity before.
We are still utilizing the same gas quench and the same loading/unloading cell. We only added utilities for the two heating cells, not for a whole gas quench or oil quench capability there; this can be added in a very short time.
Doug Glenn: Now I’m gonna go let this video roll here for a minute. There we go.
ECM Flex 600TG vacuum furnace with four added heating cells for six heating cells total
Dennis Beauchesne: So now we added another 50% capacity with two more heating cells (six heating cells total) and a tunnel section. Typically, what you want to do is to have the tunnel sized for about five years out for your capacity and then buy the cells as you need them and have it grow so then the tunnel is ready to implement.
We have just tripled the capacity of this installation, and we are only still using the same gas quench and the same loading/unloading cell. Generally, this system could go to eight cells and have just one gas quench, that’s our typical orientation.
Doug Glenn: It looks like we also added a discharge side here. Whereas before we were going in and out.
Dennis Beauchesne: Yes, this adds to the efficiency of the system because the load is already in the gas quench when it’s finishing, so it just exits out the back, out the door.
Doug Glenn: Now what do we have here?
ECM Flex 600TG vacuum furnace processing different treatments in each cell. See animation above to watch the animation in motion.
Dennis Beauchesne: We have the loads entering, and the loads will go to the first cell that is available (empty). Then that recipe would be downloaded for that cell, and then the next load will go to the next available heating cell and download that recipe into that cell. These could be two different loads.
One load could be for neutral hardening; one could be for carburizing. One could be for carburizing in a low case depth. The other one could be carburizing at a deeper case. In this case, we just see the gas quench on here, but this tunnel could also be outfitted with an oil quench as well, and you could have one load go into gas, quench one load, go into oil quench or both going to either.
Doug Glenn: This gives people a sense of what the process looks like.
Processes and Materials for the Modular System (30:29)
Doug Glenn: Are there any processes or materials that do not make sense to process them through one of these systems?
Dennis Beauchesne: If you are doing a lot of annealing and normalizing, those are longer cycles. There is some regulated cooling that occurs. This is not really the type of equipment investment that you would want to make for those processes. If you were going to use it for a few loads in your plant where you received parts that weren’t annealed or you wanted to try to anneal a part for a particular process before you went to full production, you could certainly use a modular system for that, but it’s not a cost effective methodology. Neither would we recommend preheating in the cell. However, it is very flexible for a number of other processes that we have mentioned.
The size of the part is also important to note. These systems are typically 24 inches wide and about 39 inches long and about 28 inches high. However, we will soon have a new system, the Flex Max, a 12-9-9 system. It’s a 36×48 unit that comes with an oil quench and is modular, like this. We can either do an oil quench or a slow cool cell on that system. So, we will have that capability of 36×48 in that modular system.
Other than that, restrictions on material? Very few there. Like I said, you would not want to do annealing and normalizing on a lot of parts, but you could do it in these units.
Doug Glenn: It sounds like the sweet spot is surface modification type applications, and some sintering is possible with dedicated chambers.
Dennis Beauchesne: Yes, sintering and brazing is also possible.
Doug Glenn: Does that include aluminum brazing?
Dennis Beauchesne: Not aluminum brazing, but some brazing applications.
Expenses with Modular Heat Treating Systems (33:03)
Doug Glenn: What would be considered capital expenses for this modular system?
Dennis Beauchesne: As far as capital expenses, it’s not a furnace-to-furnace comparison. Clients always ask how much our furnace is. But companies need to first take two steps back and take a look at their incoming material, how they would like to be able to modify that incoming material in their heat treat process to make sure that their outgoing quality is higher than it is today. That’s the kind of benefit that this type of modular system gives you — a better quality part, safety in your plant, and a better quality work environment with being able to turn the system off and not need additional personnel around.
These are all factors that have to be considered when thinking about the CapEx expenditure and investment. When we consider these factors, a modular system investment is a much better situation than looking at a furnace-to-furnace replacement, and that’s really the thought process that clients need to go through to understand the actual investment and value of the system.
Doug Glenn: What about the operational expenses?
Dennis Beauchesne: For instances, if you had a batch IQ sitting there, you would typically keep it running whether it has a load in it or not. With a modular system, you just shut off that cell that you’re not using. It does not take any more energy. If you are not working five days a week, you do not use it on the weekends — you shut it off. You do not use it during Christmas shutdown or any holiday shutdown, vacation shutdown. You’re able to shut it off and that means saving a lot of energy and labor by having it off.
Also, in the opposite way, you could run it lights out if you wanted, as well. You could stock up a number of loads on the automation before you leave, have the system operate it, run it, and have the load come back out before the morning. You could have it time start as well, if you wanted to start it on Monday at 5 AM, but you will not be there till 8 AM. You would come in and the furnace would be hot and ready to run a process.
There are a number of operational advances over the typical operational heat treat that’s out there today.
Doug Glenn: How does maintenance work with these systems? Say your heating element goes bad in cell number three, do I have to shut the whole system down to fix or can I fix number three and leave the rest of the system up and running?
Dennis Beauchesne: In this situation if you had a tunnel like we showed, you would typically shut off that cell; that is, if you knew that heating element was out or it wasn’t heating properly, you could shut off that cell, de-validate is what we call it, and then keep running the rest of the system until you had a window in your production that you could shut the whole system to get into that heating element.
If you had a system with doors on the front, it could be possible to go in the back while the system is operating. Then, it would be all based on your safety requirements for your plant and those kinds of things.
To do that, we have another system called the Jumbo, and it is much more flexible in the maintenance world. It has a vacuum car that moves down on rails and docks and mates with every heating cell on the system. In that line, the heating cell can actually be isolated from the rest of the line. You would just slide it back (It’s on wheels, it slides back about three feet away from the line), you put in a new piece of safety fence, and you continue to run your line. You can completely lock out/tag out that cell and work on it completely.
Doug Glenn: How would you approach a vacuum leak since the whole system is connected, right? I believe you mentioned these are graphite-on-graphite doors.
Dennis Beauchesne: You would want to fix the leak before you move on. Especially if it’s a bad leak. If it’s something that’s causing you to not maintain your process pressure, you certainly don’t want to do that, and that’s true with every vacuum piece of equipment.
ECM Modular Systems (38:55)
Doug Glenn: How many of these modular type systems does ECM have out in the marketplace?
Dennis Beauchesne: The Flex is the most popular modular system, which we discussed with the animation. We also have a number of Jumbos systems, and the unit in our Synergy Center is called a Nano, which has become more and more popular these days. The Nano has three different size chambers, but they’re typically smaller, 20x24x10 inch high size chamber. I explained a little bit about the Flex and the Jumbo is the same.
Out of those three systems, we have more than 350 modular systems, not just the heating cells, but more than 350 systems that are out in the marketplace today operating, running parts every day, running millions and millions of parts every week. Those systems are comprised of about 2,000 heating cells. As much as people hear about this being a new technology, it has actually been around about 30 years, and many companies have been using these systems and have replaced a number of pusher furnaces and those style furnaces for high-capacity installations especially.
Doug Glenn: Okay, that sounds good. I really appreciate your time.
About the Guest
Dennis Beauchesne General Manager ECM USA
Dennis Beauchesne joined ECM over 25 years ago and has since amassed extensive vacuum furnace technology experience with over 200 vacuum carburizing cells installed on high pressure gas quenching and oil quenching installations. Within the last 10 years, his expertise has expanded to include robotics and advanced automation with the heat treat industry high-demand for complete furnace system solutions. As General Manager of ECM USA, Dennis oversees customer supply, operations and metallurgical support for Canada, U.S., and Mexico for ECM Technologies. He has worked in the thermal transfer equipment supply industry for over 30 years.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theOctober 2025 Ferrous & Nonferrous Heat Treatments/Mill Processing print edition.
Karen Gantzer, associate publisher, and I recently visited a manufacturing plant with an extensive, in-house heat treat operation. We don’t often visit captive heat treat operations even though the vast majority of our audience are, in fact, captive heat treaters — manufacturers with their own in-house heat treat capabilities.
The conversation we had with the two heat treat specialists that hosted us was wide-ranging and enlightening. One of the topics was the rationale used for purchasing new thermal processing equipment. They have two mesh belt furnaces and a small number of integral quench furnaces. All the furnaces came from the same supplier.
We asked them straight up, “Why did you buy from this supplier and not from others?” The answer was instructive not only for furnace manufacturers, but for all suppliers in the industry.
What Didn’t Matter
While the three points listed below had some influence, these were not as important to the captive as many furnace manufacturers believe:
Price. In fact, they outright told us that they did not buy the least expensive equipment. When company purchasing agents get involved, the decision-making process is complicated, but with this mid-sized company, the two key decision makers — the two guys who spent time with us — assured us that price was not the main driver behind their decision.
Equipment and controls features. Features were not unimportant, but they were not the driving factor. Each company that bid for the job had slightly different solutions making it difficult to compare features. Our hosts told us that several of the designs would have worked. They chose one, but it was not because they preferred that design over the others.
Quality. What exactly does “quality” mean? If ever there was an overused marketing word, “quality” is it! Quality was not a determining factor in the purchase of the heat treating equipment. All of the equipment was “quality” equipment… whatever that means.
What Mattered
There were two key factors that swayed the decision for this captive heat treater:
1. Responsiveness was the #1 reason why this captive heat treater chose this furnace manufacturer. Responsiveness took several forms. First, during the bidding process, the manufacturer set itself apart by being prompt and creative with design changes. They obviously listened to what the captive heat treater was saying and responded in a timely fashion with alterations/solutions that demonstrated understanding. Second, the ability to reach the “top guy” at the furnace manufacturer day or night brought a level of comfort that heavily tilted the scales in their favor. Both guys indicated that they had the president’s cell number in their phones — not on speed dial, because that’s not necessary — but in their phones just in case. And they’ve used that number multiple times with good results. Finally, the furnace manufacturer continues to be responsive even after the equipment has been installed and commissioned. If there is something new or different the guys want to do, they call the furnace manufacturer, speak to a real person, they are heard, and they get a response in a timely fashion.
2. Location was the second most important reason. Here’s why. First, the buyers were happy to be stimulating the U.S. economy and, more specifically, the regional economy. Second, they felt that a geographically close furnace manufacturer would be more capable of providing speedy service and parts if and when those items became necessary. Third, proximity allowed the buyer to inexpensively visit the furnace builder for manufacturing progress updates. And finally, a domestic manufacturer eliminated tariff concerns.
Obviously, a furnace manufacturer can’t be geographically close to all their clients. However, alleviating concerns about parts and service, accommodating on-site progress visits throughout the furnace manufacturing process, and manufacturing as much as possible in the U.S. would all be steps in the right direction.
All this to say, it is not so much the hard inputs like engineering, manufacturing, and finance that persuade customers to make a purchase. Rather, it is the softer inputs — the human elements — that help furnace buyers become comfortable, giving you a leg up on your competition. Comfort is an emotion… and as we all know and agree, “Everyone always buys emotionally all the time.”
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Hot isostatic pressing, or HIP, is experiencing a powerful resurgence across industries from aerospace to nuclear energy as manufacturers look for new ways to scale up. This panel of HIP experts explores how renewed investment, government collaboration, and additive manufacturing are driving HIP’s next era of growth. From large-scale production to powder-to-part innovations, discover why this decades-old process is suddenly critical to the future of U.S. manufacturing.
In this episode,Heat TreatRadiohost, Doug Glenn, is joined by Cliff Orcutt, American Isostatic Presses, Inc; Oscar Martinez, Bodycote; Victor Samarov, Synertech PM; Soumya Nag, Oak Ridge National Laboratory; Mike Conaway, Isostatic Forging International; and Dave Gandy, EPRI.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Introduction (00:05)
Doug Glenn: Welcome everyone to another episode of Heat Treat Radio. We have gathered a panel of experts to discuss hot isostatic pressing (HIP). I’ve asked the panel to bring us up to date on the latest developments and trends in the HIP market.
I want to jump into the questions here quickly so we can move through and let these experts do the talking. But I want these six gentlemen to very briefly introduce themselves.
Cliff, go ahead with your background, please.
Cliff Orcutt: Yes, I’m the vice president of the American Isostatic Presses. I’m also chairman of the International HIP Committee. I’ve been in isostatic pressing over forty-five years. I started building equipment and then began installing it. Now I’m mainly selling it. Our company is a small company which has supplied equipment to forty countries around the world.
Doug Glenn: Okay, very good. Victor, how about you?
Victor Samarov: I work for Synertech PM Technologies. My background goes back to the Soviet Union in Russia where I got my education and started to get involved in powder metal technology and HIP. I’ve been a part of pioneering the sophisticated and challenging tasks of building jet and rocket engines from powder materials and, since 2000, working in the United States in near net shape and net shape HIPing of parts and materials for critical applications.
Doug Glenn: Alright, thank you. That’s great. All right, Soumya, how about you?
Soumya Nag: Thanks, Doug, for having me. And good afternoon everybody. My name is Soumya Nag. I am a material scientist and metallurgist at Oak Ridge National Laboratory. I work on different types of materials and manufacturing processes to get large scale components.
The reason why I’m here is that I’m leading a big effort under the Department of Energy Office of Nuclear Energy’s a AMMT program — advanced materials and manufacturing technology program. This program actually looks at power metal HIP technology to make large scale components.
Doug Glenn: Super. And we’re going to talk about large scale things in a little bit here. Mike, how about you?
Mike Conaway: I’m the managing director of Isostatic Forging International, and we own operate and technically support about fifteen HIPs around the world.
I’ve had a lifetime involvement with HIP equipment design, construction operation maintenance. I started at Battelle when I was nineteen years old, I think. Cliff has got me beat on the youth point and maybe on a few other points too. Except for six years as a Navy pilot, I’ve done nothing else except HIP my entire life.
Our current development efforts are very large HIPs and very small HIPs at the lab scale tailored for additive manufacturing.
Doug Glenn: Appreciate your service, by the way, in the Navy. That’s great.
Mike Conaway: Well, it was great fun. Great to look back on.
Doug Glenn: Super. David, how about you?
David Gandy: Yeah, I’m a principal technical executive in EPRI’s nuclear materials areas. Doug indicated my background in metallurgy and welding for, I guess, the last fifteen years or so. I’ve spent time in advanced manufacturing looking at a variety of different topics, including PM and HIP. I have been in the business for a little more than forty years.
We’re all getting a little gray.
Doug Glenn: All well experienced, well-seasoned. All right, Oscar.
Oscar Martinez: Oscar Martinez. I’m the youngest of the group and learning from everybody here. I’m the regional sales manager for HIP North America, so I cover six different facilities in the North American market. I’m a metallurgical engineer by background. I have been in the oil and gas industry for about eight years with fader analysis and then jumped into HIP and product fabrication. Happy to be here; thanks for the invite.
Doug Glenn: Appreciate you joining us.
A New Renaissance of HIP? (7:41)
The first question really deals with what has been bringing interest back to back to HIP. It seems like a lot of what we’re hearing about HIP processing deals with 3D printing and additive manufacturing.
Is that the primary driver of the new renaissance of HIP?
Victor Samarov: No, I wouldn’t say so. Basically, there are three areas of “HIPing.” The first has been rising steadily through decades, and that is HIPing of castings. You take a bad casting and bring it to the level of a better material by healing porosity cracks and changing the microstructure.
The second area, which you mentioned, is 3D printing, which is, to some extent similar. HIPing of 3D-printed parts is similar to HIPing of castings, but there is more emphasis not on healing porosity but on changing the microstructure and making it more uniform and homogeneous. However, the parts are much smaller by far, and the share of the market is not large. Bodycote and others probably have a better understanding of this.
The third area is making parts from powders, which has been steadily at a relatively low level. This is because the only major industries interested in this have been aerospace, rocket engines, and oil and gas, all of which are well developed in Europe and Sweden. For example, there’s a company that has been doing very large parts for that for decades.
Recently, I mean the last fifteen years, we have to thank not only the Department of Energy (DOE) but David Gandy who was an enthusiast and a pioneer pushing this technology forward. There is much more interest from the nuclear industry in replacing very heavy forgings, which take years to fabricate and still usually are not good quality, by powdered metals.
This leads to open doors in many other aspects because most of the nuclear parts are large, and many of them are larger than the existing HIP furnaces. So large that it requires 4 meter, 3 meter, 5 meter, etc. — we can discuss. So, the new driver to PM HIP is mainly from the nuclear industry with large parts since they bring a lot of technical problems, serious problems.
This is very important, and this is the major perspective for HIP: rockets engines will still be there, aerospace will still be there, but nuclear is a new horizon.
Doug Glenn: David, what’s driving the new renaissance from your perspective? It seems that there is somewhat of a renaissance of HIPing, more activity. The nuclear market, will you address that?
David Gandy: Certainly the nuclear area. We are looking to build quite a number of reactors over the next 30 years. In fact, we’re discussing 600 to 800 gigawatts of new build, which is quite enormous compared to what we have today.
Much of this activity is being driven by things like data centers. There’s a lot of construction of data centers planned over the next ten years even, but certainly it will continue to grow. There’s a lot of additional power that is needed for things like electric vehicles. There’s a bit of work going on around that.
In general, as we modernize our world, electricity certainly becomes more in demand, and we have to meet those demands. The other part of this is just looking at carbon issues and trying to reduce the overall carbon footprint in the world. Nuclear electric power provides a very clean generating product that can be used throughout the world.
Doug Glenn: Larger parts seem to be a driver in HIP as well.
The issue with getting larger HIP parts is actually building the equipment to carry out HIPing because, as the equipment gets larger in diameter, for example, the complexity and the engineering of it becomes extremely difficult. Soumya, can you address this aspect?
Soumya Nag: There are very different aspects to what we are referring to when we say large parts. As you mentioned, in terms of whether you can HIP large parts, that is obviously a drawback. The other is, as you go into more complex parts or one-of-a-kind parts, can you make it cost effective and can you make it perform as well as your cast-forged counterparts?
That’s a big question. We have a sizable team at Oakridge working on looking at U.S. domestic manufacturing resilience. Can we actually make customized parts by different manufacturing modalities and use different materials that could fit to that manufacturing scheme to produce components that are built to perform the way you want them to?
PM HIP forms a big part of that portfolio. Using additive manufacturing along with PM HIP, which we call convergent manufacturing because we are converging two different manufacturing modalities using similar or even disciplined materials, is something that we are extremely focused on.
Now what is advantage of additive manufacturing? The big advantage to additive manufacturing is design flexibility and customization of the parts, which helps your end product. Like Victor mentioned, all aspects of PM HIP are still good in terms of the densification, powder consolidations, and other factors, that are still as you would expect it to form.
You are basically coupling a kind of technology: first, a newer process in the case of additive manufacturing with, second, one which has greater flexibility, that is PM HIP, a relatively well known technology.
Click below for HIP technical articles
Doug Glenn: Let’s talk to the guys who are out there selling this process and/or building the equipment. First, Oscar, what are you seeing? What are the toll processing changes?
Oscar Martinez: The majority of what toll HIP service is going to see is castings by a magnitude of 60 or 80% of the business as a whole as of now. I have seen a lot more over the last couple of years on 3D printing and additive manufacturing.
I do want to say that additive manufacturing has been growing in different markets as well. In the medical market, it is a little bit more established. We have seen the medical market take on some of the porous coating and those new technologies that help. Within the aerospace market, I think it’s getting closer and closer to being more of a critical component.
There is still a gap between those two industries. However, the business is starting to grow. For companies that are doing this, I’m noticing they are increasingly starting to get involved in having additive manufacturing either in-house with their own machines or through a sub-contractor. I do agree that in the near future castings are always going to be predominantly the factor.
The last aspect is there has to be a cost analysis. Your absolutely right on this, Victor. I’m seeing it on the additive manufacturing side; they want to implement rapid cooling and they want to implement different cycles and different properties to get various properties from the material itself. However, there’s a difference whenever we’re talking about toll HIP service. If they want to do those, then those fall into dedicated cycles, which are much more expensive.
So, there has to be a kind of in between where we consolidate features and processes, because price is going to be the leader in terms of how fast it grows in the market.
Doug Glenn: Mike, what are you seeing in your organizations?
Mike Conaway: We’ve run about 250,000 HIP cycles, and 95% of those are castings.
To lay the foundation of what we consider a small or large part: to me a small part is something that’s less than 8 inches in diameter, a medium-sized part is maybe 2 feet, and current large parts are about 5 to 6 feet in diameter, though we are now trying to make parts that may be as large as 12 or 15 feet in diameter.
We have to have some idea of what scale we’re talking about of these parts. That being said, we are essentially all castings, with very little powder metal.
Doug Glenn: Cliff, any drivers that you’re seeing for HIP?
Cliff Orcutt: The main driver is that as the world keeps advancing and as we have higher technologies and computers with FEA and so forth, we’re looking for stronger, lighter, faster materials.
The performance of materials in general is increasing throughout every industry, whether that’s a car or an airplane or a printer. Also, the technology is spreading worldwide faster because communication and the internet. I believe the United States used to have the lock on HIP, and now China and Russia and other places are all on par with us. It’s spreading throughout the whole world, and it snowballs too.
Initially, it was slow, but now it’s snowballing faster and faster. 3D printing is an exciting technology that has brought about new applications, but I think even other applications are just growing faster and spreading.
The Origin of HIP (20:12)
Doug Glenn: Is the origin of the HIPing process U.S.-based?
Mike Conaway: It’s like asking, “who had the first airplane?” Everybody agrees it was the Wright Brothers. Similarly, it’s agreed that HIP was invented at Battelle Memorial Institute in Columbus, Ohio. I came to Battelle a few years after it was invented, and I was in on the industrialization of the process. Obviously, some serious work has been done in Russia and China, but that’s where it came from. That’s where Cliff’s father and I worked together — at Battelle — and we consider ourselves “Fathers of the Industrialization of the HIP Process.”
Doug Glenn: You’re not going to take credit for creating it, though, for the internet?
Mike Conaway: No, no, that was Edwin Hodge, Stan Paprocki, and Henry Saller.
Doug Glenn: Well, your humility is showing through here, Mike.
HIP Worldwide (21:37)
Doug Glenn: Let’s address how the technology is spreading across the world.
Are there any major new players either on the manufacturing of equipment side or the use of the equipment side around the world?
Cliff Orcutt: There are both players, manufacturing, and end users. As far as manufacturers, we’re now seeing there are five Chinese domestic manufacturers. There are new ones in Russia, Korea, and India. There’s also a major player in Spain; that’s Hyperbaric. They have been building high pressure equipment, but not necessarily HIP. We see companies like that opening up and starting to build. We don’t know which ones will survive, because HIP is an up and down market. We’ve seen some companies come and go — vacuum generators, and on and on. We will see how it will all play out.
We have seen new manufacturers, as far as users or toll producers. There are large companies in China now starting up. Korea has some, India is probably the next big market, maybe ten years behind.
Victor Samarov: I want Cliff to add more, because Cliff has wonderful stories. We’re talking mainly about metals, but Cliff is a great proponent of ceramics, and ceramics not only has great applications but requires different HIP equipment for high temperature and for high pressures. Ceramics is also the future.
Cliff Orcutt: Yes, we do see a lot of ceramics. Everything from braces and teeth to ball bearings for electric motors, boron carbide armor, military applications, hafnium carbide, and odium carbide. Those things are coming.
One of the hindrances to HIP is the cost of raw materials. People tell us, if you could make silicon nitride powder cheaper, we’d HIP everything out of silicon nitride.
Soumya Nag: One thing I wanted to add is we talked about HIPing cast metal parts and several materials: HIPing is also used to densify or “heal” additive parts as well. You can look at an AM part, and we usually go through a HIPing process to kind of heal what we call the lack of fusion type of porosities, or even in some cases the gas porosities work as well if your operating temperature is not too high where the gas can come out again. HIP is being used for a lot of use cases for castings. You can actually HIP using powder for alloys that cannot be forged. So that’s another specialized use case for HIPing as well.
Interactions with the DOD and DOE (25:16)
Doug Glenn: Let’s jump into discussing how the DOD and the DOE are pressing hard on the industry to come up with a 4-meter HIP unit.
David, can you tell us what the driving force is here, what we’re trying to accomplish, and why it’s a challenge?
David Gandy: So much of this started back around 2017 when we started a DOE project. In that DOE project, we were looking at utilizing the new scale reactor design to try to produce components out of powder metallurgy HIP. We worked with Syntech quite a bit in that area, trying to build large components like the reactor head and other parts throughout. Those, ultimately, would go to about 10 feet in diameter. We are currently restricted right now by the size of the HIP units that we’ve been working on, so we’re only making things on the order of 60 or 70 inches.
The real driver there comes out of our success in producing very large components that are near net shape — we would like to be able to expand that to be able to do very large parts. The 4 meter came from a little bit of the work around the projects with the Department of Energy (DOE). It also came from DOD, which was beginning to look at whether we can actually make big parts for nuclear reactors that sit on a submarine, an aircraft carrier, or another boat.
How do we actually make some of those large parts? There is quite an interest from the DOD and from the DOE in trying to really push the technology. We kind of settled in that 4 meter range; it might be a little bigger, it might be a little smaller, but to make some of the large parts that we’re talking about, we need to have a much larger HIP unit than is available today.
Doug Glenn: Are the larger parts for a nuclear reactor specifically or are we talking about a variety of different large parts?
David Gandy: Parts of them are for the nuclear reactor, but there are a number of other components, like large valves or large pump housings — many different components that could be produced with this technology.
Doug Glenn: What are the main impediments to a 4 meter HIP unit?
Cliff Orcutt: Like anything that’s new, there are unknowns, and the big one is the ROI along with the cost of doing something on that scale. Many of us are looking at it; companies such as Bodycote are considering larger units and MTC is considering larger units. The U.S. government at one time had the largest HIP in the world. Now it’s owned by Japan. We are hoping the U.S. government will step up and try to do a large project again.
“There’s unknowns and the big one is the ROI and the cost of doing something on that scale.”
We went to the moon and we did other things, but we’ve kind of pulled back. We hardly have large forging capability in the U.S. anymore, and we need to invest in these kinds of technologies and push this forward.
David Gandy: I’d like to build just a little bit on what Cliff said. In terms of building reactors in the U.S. to support the civil fleet — the civil nuclear reactors — quite frankly, we don’t have the forging capacity in the U.S. that we once had to do that.
So this would actually supplement the forging capabilities and allow us to reshore some of those capabilities in the U.S.
Oscar Martinez: That is a good point, David, and it is part of where PM HIP will jump in and bridge the gap between the two.
One thing I wanted to mention regarding what Cliff said about the ROI is that the biggest factor for HIP companies — like Bodycote and others out there — is making sure that we have the nuclear side. We have already seen what the ramp up is going to look like and everything.
For us, if a HIP unit is not running, it’s not making money. So, we need to make sure that HIP unit is always running, and that it’s going to pay for itself. With these large units, the price of it doesn’t just double from previous one, it exponentially goes up.
Victor Samarov: Double? It’s quadruple!
Oscar Martinez: I know the DOD and DOE are working closer together to have more synergy in terms of what components they need to process. But I also think that in the industrial side of things, like general industrial, anything with heavy equipment, any of those components that probably were not something liable to use of HIP because of the size or price, it would be good to start looking at how we can incorporate those other markets to see if they would also use some of that equipment or those HIP services for their equipment.
David Gandy: On the DOD side of the house, we have something called AUS, which is the agreement between Australia, the U.S., and the UK, wherein we’re actually going to be building quite a number of ships and submarines over the next few decades. That’s going to change the way we look at our supply chain. In trying to build these components, we need to have additional forging, casting, additive manufacturing, and HIP capabilities — we need to have it all. It cannot happen without a number of different technologies engaged.
The Path to Commercial (34:00)
Doug Glenn: In discussing these additional needs and supply chain logistics, Victor mentioned that the commercial viability of the 4 meter is difficult. Victor, could you expand?
Victor Samarov: If ATLAS HIP appears tomorrow, we’re ready to make parts with it. There is powder supply and we know how to make the casts. With some small underwater stones, we can make the parts, but we’ve been waiting for this HIP system for at least ten years.
“If ATLAS HIP appears tomorrow, we’re ready to make parts with it.” -Victor Samarov
There is no commercial company to build it, and there is no commercial company to order it unless it’s the U.S., Chinese, or Korean government. The technological idea is based on very advanced developments done by EPRI and other scientists in joining already manufactured power parts.
We did try it already. We made very large parts that were cut in half and then joined by electron beam welding. It may be this faster route to provide U.S. industry with very large parts: first make parts as large as they can be and then electron-beam weld them.
Working with David Gandy’s new scale projects, one part was so large that we had to split it into six segments. So, we made the segments and then they were successfully electron-beam welded. Practically, we were keeping all the advantages of powder metallurgy and HIP: lead time, material quality, faster development, so on and so forth. So, this may be a very viable direction.
Doug Glenn: Mike, is that the path to commercial viability?
Mike Conaway: I’m not quite sure. I call it jumbo additive manufacturing where you make these parts that have to be cut apart in, in concept, and then put together physically — that’s the additive manufacturing of jumbo parts. I think it’s a great idea.
We are looking at the same sort of idea. To make a very large HIP, we would make it as a composite of segmented pieces that fit together. We call it the Lego HIP. That’s an approach, and we’re still working on that.
Oscar Martinez: To add to something Cliff mentioned about going in between. We’ve talked about ATLAS, and I think Victor mentioned it too.
From a commercial standpoint, I think it would be beneficial for us to venture into a kind of in-between size that does give us capabilities and proves out what we have to do. That would be probably a step in the right direction of where we need to be, because it will cover a lot of the components that we are not able to see.
The oil and gas industry also has some components, and even on the IGT and aerospace side, if we go in between on some of those things, they will then design based on that size. If we’re looking at just commercially what HIP unit makes most sense for us to run, toll HIP services is always going to be between the 30 to 45-inch zone because it is able to fill in quickly.
But again, that’s the biggest challenge. If we to go to an in-between larger component, what else could we bring in there that we could run all the time and make commercially viable for whoever jumps in — whether it be Bodycote, anybody else, or a collaboration — that it actually makes sense to be used.
Cliff Orcutt: From an economic standpoint, if you’re only building one 4 meter HIP and you have to decide whether it goes to the East Coast or West Coast — that’s a tough decision. But if you build a couple 2 meter HIPs, you could afford to put one on the West Coast and one on the East Coast, and you solve not only the submarine building on the East Coast, but you might solve some of the SMR building on the West Coast.
Doug Glenn: Or you put a 4 meter HIP in St. Louis and that takes care of it all.
Cliff Orcutt: If you can get it there.
Doug Glenn: Yes, if you can get it there, correct.
Powder to Part (37:05)
Doug Glenn: Let’s talk about powder to part. What is it, what current processes might it replace, and what are the obstacles to using it?
Soumya Nag: At Oakridge, we are testing whether you can actually make custom powders, scale up that powder production, and then utilize PM and AM, or different type of modalities, to make large-scale parts or customized parts. With powder to part, you have a powder and you have a certain chemistry specification for that powder. Can we actually find out whether we are going to have a PM HIP as a plausible way to make the part out of it? Make a mold, fill it up, and predict how the part will behave in the post-HIP, the machine changes, etc., and then inspect the properties.
One more caveat: When we talk about powder, where is the powder coming from?
We have to look at the feed stock that has been used to make the powder and ask: What is the chemistry of the powder? What is the shape of the powder? What’s the flowability of the powder? The physical and chemical properties of the powder itself?
Doug Glenn: Dave, what appears to be the most promising avenue to bring this about?
David Gandy: Well, I think one of the things that you’ve really got to consider for powders is powder cleanliness.
We’ve worked quite a number of years on trying to reduce things like oxygen in the powder so that as you consolidate that component, you don’t end up with oxides that are trapped at the grain boundaries or prior particle boundaries. It’s very important that we get powder manufacturers to work with us to bring the technology forward.
Understanding the molecular chain of powder: reducing oxides “Reduce things like oxygen in the powder so that as you consolidate that component, you don’t end up with oxides that are trapped at the grain boundaries or prior particle boundaries.”
In addition to that, if we start making very large parts in a 4-meter HIP unit, we’re going to have to really scale up our powder production capabilities in the U.S., and quite frankly, that’s not happened at this point.
Doug Glenn: They’re not going to want to upgrade their powder manufacturing if there’s not a market for it.
Victor Samarov: Yes, exactly. One really large part may need a hundred thousand pounds of powder in it. We have already completed these calculations. I completely agree with David.
One more piece I want to add: From powder to part, all the processes, except HIPing and maybe ceramic, are based on melting the material and then giving it some shape. Cast and rot investment casting, even additive manufacturing, is based on melting every particle. However, when powder metallurgy started in the ‘80s in the U.S. aerospace industry, the basic advantage it was looking at was the quality of the powder particles themselves. As you know, as heat treaters, the maximum cooling rates in cooling the billet are some hundreds of degrees per minute. But the powder particle crystallizes, and it crystallizes at the rate of 10,000 degrees per second because of its very tiny size. So, it can freeze almost any type of unbalanced metastable microstructure in it.
HIPing is a solid-state bonding process. Nothing is melting in HIP. This means that during this process, we can retain this unique microstructure of the powder particles and then create and transfer this to parts of any size. For steel alloys, it may not be so critical, but for nickel base and some other alloys it’s absolutely essential.
The caveat here is that going from powder to part via HIPing, you can create very large parts with unique properties brought by the rapid solidified powder particle materials.
Doug Glenn: Mike, anything you’d like to add on the powder to part?
Mike Conaway: No, I don’t have anything to offer much there.
We’re intrigued with the additive manufacturing. Our focus has been on the binder jet that’s based on sintering where I think it offers a lot more advantages than it does to the laser fusion approach.
Oscar Martinez: From our end, we’ve been doing this for a while already in Sweden with the oil and gas industry being a major, almost an established, process. However, one thing that I did want to bring up is not only is there a challenge with the current powder suppliers in the U.S. — there is some movement in terms of bringing new suppliers —but whenever we’re discussing some of these components being so critical, where the powder is coming from is going to also be critical. As David mentioned, just as much as the HIP needs to be ramped up and that large unit needs to be built, just as quickly we need to do the same thing with the powder suppliers as well. If we need to keep it in-house, the U.S. is going to have to grow very quickly as well.
Doug Glenn: Much of what was discussed at Oak Ridge recently by the DOD and DOE was about bringing home the supply chain, including powder production.
Cliff Orcutt: The technology of making parts concerns how to model those parts and how to predict shrinkage.
There’s people that understand it but making it more accessible to companies is key to expanding the market for it.
David Gandy: We are currently working with Oak Ridge National Labs and a few others to look at bringing modeling to your laptop, basically to allow you to do modeling for the HIP process, very similar to what maybe you do with forging technologies today, where you can have that capability to design as a conventional engineer. What we’re trying to accomplish in working on this project is really looking at how we make modeling more mainstream for industry. As you make the modeling portion of this more mainstream, then the HIPing technology becomes more mainstream. The more people are exposed to it, the more people are engaged in it, the more companies want to work with it. I’d also like to thank Victor Samarov because Victor has certainly been a huge proponent of this and of trying to help move the technology forward.
Oak Ridge National Lab (48:07)
Doug Glenn: Soumya, I understand Oak Ridge National Laboratory has taken an active role in the PM HIP market. What exactly are you guys doing there what are you hoping to accomplish?
Soumya Nag: We want to make components that are relevant towards nuclear in the DOE space as well as national security in the DOD space. That’s where the drivers are.
The first thing I want to mention is that we don’t want to replace your traditional manufacturing, casting, or forging by any means. As Dave was mentioning, the need for production is going to ramp up so high within the U.S. that we will need alternative manufacturing pathways to really augment some of the troubles we have on supply chain side.
PM HIP is one of the technologies that we have chosen. Under PM HIP, we have done three things. First, can we actually use an AM, what we call a directed energy deposition process or WAM, our AM process, where we are basically making these five mile long wells that are used as a shell for the outside surface. Can that withstand the temperatures, pressures, and times (i.e., a reactor or pressure vessel), can it actually withstand that cycle? So that was the big thing: Can the five mile long well actually withstand that temperature, pressure cycle, and then move or deform during the HIPing process without a failure?
Secondly, if you look at a traditional HIP cycle, what does that temperature, pressure, and hold time do to the material? Can you break it up into ramp up time, ramp up pressure, ramp up temperature, and then hold time, etc., and see microstructural changes, property changes, performance changes as a function of each of these segments that we use or take for granted for the HIP cycle. Those are more science-driven questions that we need to answer. Thirdly, where some of the challenges that we have encountered [with scalability]. When we did a PM HIP workshop here at Oak Ridge last year in October, we had about a couple of hundred people show up from academia, national labs, DOD and DOE, customers, stakeholders, etc. The question was, what is the scalability of a part when you go from a small to large part or small to a more complex part in terms of powder compaction, size and scale of the powders, property variations, and chemistry? That is another PM HIP question that we are trying to solve.
At the end of the day, the goal is to make sure that the industry can adopt this more freely and employ it for large scale production. Then, also giving them the option of using additive cans — a more customized shell. The good thing about AM and PM combination, if you choose that, is that you can use AM can as a “shell,” which you can remove afterwards or keep. When you keep it, you are basically looking at a HIP-clad type of option where you can use similar or dissimilar materials and depending on the functionality of the surface versus the core, you can utilize that combination of two materials with two different manufacturing modalities.
I think the workshop that we had in October last year was exceptionally well received from our end. It was driven for the voice of the customers — what does the customer want from us? What are the gaps and challenges around PM HIP that would really remove some of the angst that they have.
That was the first thing that we did, but we also had people from the powder side, from the modeling side.
Victor was leading the attendees, Dave Gandy was there giving plenty of talks about the need for PM HIP. Cliff was there talking about the utilization of HIP as a technology. We had industries from every bit of the segment come in and they wanted to help.
The thought was, can we actually take personal spaces out and then talk and have a cross interaction across industries to try to solve a problem on national level. Like Victor and Dave said, we need our government to instill the idea that this is an important technology for the country. Can we move towards this? We were facilitating that and saying what the voice of the customer is. This is what everybody wants. The demand is absolutely there. Can we actually build on it?
At the next workshop that we plan, we want to actually talk about real parts. We will be bringing in real parts to see how we can make it PM HIP. What are the success factors around it? I think that would be more end-product driven rather than the science part of the discussion.
Doug Glenn: Yes, more practical and specific and less theoretical, if you will, but not that it was all theory.
Soumya Nag: We have an active PM HIP steering committee with about twenty people from industry. Dave, Victor, and Cliff are a part of it. They have been tremendous in terms of providing us with guidance and seamless thoughts in terms of how we should move as an industry.
Doug Glenn: Is that next workshop scheduled?
Soumya Nag: Not yet, but that is in the planning process right now.
Doug Glenn: We’ll certainly help publish that when the time comes, so keep us posted.
Soumya Nag: We have a report from the first workshop that is in limbo right now, but we will publish it relatively soon.
It discusses what we learned from the workshop, the gaps and challenges, and how we should move forward. We have about a 60 to 65-page report that we compiled from that workshop. These are the demand signals for everybody that we compiled together.
Doug Glenn: Let us know if we can help you publish that as well and help you get it out to the right people.
Toll Manufacturing vs. Ownership of Equipment (55:47)
Doug Glenn: Cliff, let’s discuss the differences between toll processing and ownership of equipment. When it comes to HIPing, does it make sense for manufacturing companies to send their HIPing out to toll manufacturers or is it better to buy your own equipment?
Cliff Orcutt: That’s an economical question that you have to calculate and look at. Number one, if you only have one part, you’re not going to buy a HIP unit.
Evaluating the cost of toll processing versus purchasing your own HIPing equipment. Basic rule of thumb: use toll HIPing until you cannot afford it, then go in-house.
But if you have the quantity and the quality, and the cost works to the favor of owning your own HIP unit, then you should purchase it. However, if you also don’t have the floor space, location, people, or infrastructure to support it, then sometimes it’s easier to toll HIP. If you’re in the middle of nowhere and your parts are lead, and you can’t afford to ship them, then you might want to have your own HIP unit located in your facility. It’s important to analyze these aspects to decide if there’s ROI and if it’s the best way to economically make your parts.
Doug Glenn: Mike, what are your thoughts on toll processing versus owning your own?
You plan the investment for it. There may be tipping points, I don’t know how to quantify those. But I think that Cliff’s remarks are well taken. It’s a little bit complicated and you have to have a believer; let’s say you’re a user of HIP equipment and you’re getting it done by toll. Sometimes you don’t want to have it; you don’t have anybody in-house that has insight into HIPing and therefore is not a champion for it. I recommend toll HIPing until you can’t afford it, and then we go in-house.
Used Equipment Market for HIP (58:26)
Doug Glenn: Let’s discuss the International HIP Conference.
Cliff Orcutt: The 2028 conference is going to be held in South Korea in the town of Busan, very beautiful. And it’ll be a great conference, so we’re hoping to have over 200 people at it.
It will cover all aspects of HIPing, not just powder metallurgy, but it’s all the latest technology from the makers, the toll people. Everybody that’s in the HIP industry is usually there from all countries. Hopefully by 2028 we can have the Eastern Block Country there attending again as well.
Doug Glenn: If I remember correctly, it was in Columbus in 2022.
Cliff Orcutt: Yes, 2022 in Columbus, 2025 in Germany. It moves from USA to Europe to Asia every three years.
Doug Glenn: The committee is a group of people who have a common interest in putting this together.
Mike Conaway: Yes, it’s group of enthusiasts.
Doug Glenn: The most recent one was this year in Aachen, Germany, right?
Mike Conaway: Yes.
Doug Glenn: How many people attended that one?
Victor Samarov: Around 250.
Doug Glenn: HIP 2025 is currently on the website, and then when you’re ready, you’re going to have a HIP 2028.
Cliff Orcutt: It’s reserved, and it’ll be coming online probably next year.
The paper from 2025 has been released and made available to people.
Doug Glenn: Anybody else have any other comment on the HIP event?
Soumya Nag: It was my first time going there.
I felt that it was a great exposure to what the world is doing on the PM HIP side. Sometimes we are bottled down in what we are doing in the U.S., and we think we are doing the best thing in the world. That’s not true. There are countries who are superseding us and they have ideas and thoughts and future goals which are very possible for them to succeed. We want to make sure that we learn from them and really act upon that.
Cliff Orcutt: One thing we might want to mention is the Metal Powder Industry Federation, MPIF, for about 15 years has been promoting it as a green technology. I think that we all could agree that we should lean green, towards green things.
There’s less energy usage, less machining. It’s a near net shape technology, and so even if it does economically cost more, we still should look at it from that green aspect, I believe.
Doug Glenn: And you’re talking just about HIPing in general or PM HIP?
Cliff Orcutt: Mainly PM, but all forms of would be more of a green technology compared to your big carbon melting type technologies.
Doug Glenn: Good point, Cliff, thank you.
All right, gentlemen, thanks very much. I appreciate your time, your expertise, and it’s been a pleasure talking with you all.
About the Guests
Mike Conaway Managing Director Isostatic Forging International
Mike Conaway is the managing director at Isostatic Forging International. He began in the HIP field at 19 years old, where the process was invented and developed (Battelle Institute in Columbus, Ohio). Many consider Mike a pioneer in the business of HIP equipment: analysis design, construction and operations. He has ten issued patents related to high pressure design, and received the Lifetime Achievement Award by the International HIP Committee.
David Gandy Principal Technical Executive, Nuclear Materials EPRI
David Gandy is the principal technical executive in the Nuclear Materials sector for EPRI. He has 40+ years of experience in materials, welding, and advanced manufacturing. He is an ASM International Fellow and currently also is a member of ASME Section III.
Oscar Martinez Regional Sales Manager HIP North America, Bodycote
Oscar Martinez is the regional sales manager of HIP North America, Bodycote. He is a metallurgical and materials engineer with a degree from the University of Texas at El Paso. In 2022, he took his current position for the Hot Isostatic Pressure and Powdermet® divisions at Bodycote IMT, serving the North American market.
For more information: Contact Oscar at Oscar.Martinez@bodycote.com or visit his LinkedIn.
Soumya Nag Group Leader of Materials Science and Technology Oak Ridge National Library
Soumya Nag is in the group leader of the Materials Science and Technology Division at Oak Ridge National Laboratory. His research interest is understanding processing (additive and conventional) — structure (phase transformation across different length and time scales) — property (mechanical and environmental property) relationships in light weight and high temperature structural alloys.
Cliff Orcutt Vice President American Isostatic Presses, Inc.
Cliff Orcutt is vice president of American Isostatic Presses, Inc. and has been involved in more than 200 HIP installations in 25 countries over a 48 year span. Orcutt is Chaiman of the International HIP Committee , helping to organize the HIP22 and HIP25 conferences to spread HIP knowledge.
For more information: Contact Cliff at corcutt@aiphip.com or visit his LinkedIn.
Victor Samarov Vice President of Engineering Synertech PM
Victor Samarov is the vice president of Engineering for Synertech PM. He has a masters degree in mechanical engineering from MPTU in Russia and a Ph.D. and full doctor’s degree from VILS Russia. He has spent over 45 years in PM HIP, and has over 250 publications and over 50 issues patents. With more than 45 years of experience in powder metallurgy and hot isostatic pressing (PM HIP), he has authored over 250 publications and is the holder of more than 50 patents.
Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theAugust 2025 Automotive Heat Treat print edition.
The relationship between industry and higher-level educational institutions in North America is an interesting and evolving relationship. Unlike in Europe and Asia, the relationship is quite a bit less formal and far more scarce here. It is almost a foregone conclusion that leading industrial companies will have tight relationships with academic research institutions across Europe. The same is true in Asia, especially China, where many of the research institutes are government funded and are expected to assist with industry research projects. Of course, in both Europe and Asia, many companies are heavily subsidized by the government to conduct research. All in all, the relationships are more plentiful and tighter.
While there are thriving industry-academic relationships in North America, they are far less common, and they take a more practical, business-first approach. There are, however, a good number of strong relationships between educational institutions and the North American thermal processing industry. I’d like to mention three here in some depth and a few others briefly.
Illinois Institute of Technology Thermal Processing Technology Center (TPTC)
Without doing any thorough research, TPTC was perhaps one of the oldest industry-academic partnerships around. I was introduced to this partnership when Dr. Phil Nash, a professor at IIT, was the director of TPTC. That was back in the 1990s. I also know that our very own Dan Herring, the Heat Treat Doctor®, was supportive of the organization. TPTC reportedly shut down 10 years ago, but a webpage, which was not easy to find, indicates that it is now under the direction of Dr. Leon Shaw. After a quick review, there is a good bit about the academicians (professors and students) online, but I could not find any reference to industry partnerships or members. Nevertheless, TPTC was one of the go-to sources for industry for those who were interested in conducting ground-level research.
Worcester Polytechnic Institute (WPI) Center for Heat Treat Excellence (CHTE)
The WPI CHTE remains quite active. Their website does not indicate the exact date that it was established, but I’m guessing the late 1990s or early 2000s. I remember its inception and the efforts of Diran Apelian, their first executive director. I recall that membership dues were steep, but there was a good bit of industry buy-in, including Surface Combustion, Houghton International (now Quaker Houghton), and ASM International.
Current industry partners include Bodycote, Aalberts, Thermatool, Dante, Arcelor Mittal, Pilot Precision Products, GKN Sintered Metals, Pratt & Whitney, DevCom, and Sikorsky. There are also many active industry-focused research projects. CHTE is led by Dr. Thomas Christiansen with the able assistance of Maureen Plunkett. More information about CHTE can be found at https://wp.wpi.edu/chte/.
Purdue University Purdue Heat Treat Consortium (PHTC)
Purdue is a relative newcomer but quite active. Under the leadership of Dr. Mark Grunninger and Dr. Mike Titus with assistance by Maddison DeLaney Walsh, PHTC has gained an impressive number of thermal processing end-user and supplier members, including Amsted Rail, California Pellet Mill (CPM), Caterpillar, Cummins, ECM USA Inc., Howmet Aerospace, Inductoheat, Inc., John Deere, Nucor, and Rolls-Royce. I believe that Quaker Houghton has also recently joined. The number of projects being conducted by this industry-focused consortium is also impressive. More details on PHTC are at https://engineering.purdue.edu/MSE/PHTC.
Others
Of course, there are many other universities around the country that cooperate with the industry to help advance real-world research. Many Heat Treat Today40 Under 40 honorees are graduates of these educational institutions. Here is a short — and I’m sure incomplete — list of other universities that have a proven relationships with the thermal processing industry:
Carnegie Mellon University
Colorado School of Mines
Michigan Technological University
New York State College of Ceramics at Alfred University
Pennsylvania State University
Rensselaer Polytechnic Institute
San Diego State University
South Dakota School of Mines
The Ohio State University
University of Akron
Conclusion
Although the relationship between industry and education is less formal here in North America compared to Europe and Asia, the relationship does exist and can be tapped for the benefit of any company interested in using the great minds of up-and-coming engineers to help solve tomorrow’s challenges. If you’d like to contact any of the organizations listed above, please email me.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Hydrogen is essential for many heat treating processes, but what happens when your supply runs out?
In today’s episode of Heat TreatRadio,Devon Landry of Nel Hydrogen joins Heat TreatRadioHost Doug Glenn to discuss the potential risks of delivered gas and how on-site generation can secure reliable, high-purity hydrogen. This episode highlights the advantages of on-site generation and what questions to ask before making the switch.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Hydrogen Usage in Thermal Processing (4:05)
Doug Glenn: All right, let’s talk hydrogen. I think the first thing I’d like to do is talk about the basics, how hydrogen is used and what it’s used for in thermal processing.
Can you give us a 30,000-foot view on hydrogen and why are we using it in thermal processes?
Devon Landry: Hydrogen is widely used in heat treat and processing. It’s a powerful reducing agent for surface cleaning and sintering success.
Hydrogen scavenges oxygen, counteracting minor furnace leaks. Photo Credit: Nel Hydrogen
It has the highest heat conductivity of any gas, so we can enter and exit parts quicker. It has lower density relative to air and nitrogen, which makes it really straightforward to manage. It burns off easily, readily, cleanly. The only true byproduct of that would be water.
Doug Glenn: We are talking about the security of hydrogen supply.
How important is it for people who need hydrogen to have it, and what happens if they don’t have it — what are the risks here?
Devon Landry: My predecessor, Dave Wolff, used to say it’s like yeast for a pizzeria. It’s a very small part of the cost, but if you don’t have yeast, you don’t have pizza. If you don’t have pizza, you don’t have business. So if you don’t have hydrogen, you can’t really run your processes.
The same with running out of hydrogen. If you’re halfway through a batch and you run out of hydrogen, that whole batch is done. If that batch isn’t finished and you don’t have any hydrogen left, you don’t have business. You have to send employees home and stop your production. You can run into a lot of problems.
Doug Glenn: If you’re processing high-value parts, it’s not just a matter of simply running out of parts and not being able to finish the load. That load could be worth a quarter of a million dollars.
Devon Landry: That’s correct, the parts are completely done; you won’t be able to use those parts — it’s a completely wasted batch. So, you would lose money, not just from excess production, but that batch as well.
On-Site Hydrogen Generation vs. Supplied (06:25)
Doug Glenn: There’s different ways of getting your hydrogen, it can be supplied or Nel, the company you’re with, supplies the equipment to manufacture hydrogen on-site. What type of risks are companies exposing themselves to if they are not generating their own hydrogen?
Devon Landry: Delivered hydrogen is really the only other way to get your hydrogen, and that’s through industrial gas suppliers. I see a shortfall in the future, especially with liquid hydrogen production. There are many hydrogen plants that are getting canceled or delayed.
Supply chain and hydrogen requirements for Artemis rocket
You see, it costs a lot of money to make these plants, and if the financial advisors deem that the plant is not going to make money, they’re not going to do it.
For the Artemis rocket, that takes a full day’s production of liquid hydrogen in the U.S. to fill up. And there are many projects out there that are requiring liquid hydrogen, which is why I see a shortfall coming.
If you can’t get the hydrogen from your industrial gas supplier, where are you going to get it?
That’s where Nel Hydrogen comes in. With generating on-site, you take control of your hydrogen supply.
Doug Glenn: You mentioned that you foresee a lack of supply and that some of these hydrogen plants aren’t being approved.
Why aren’t these plants being approved to be built?
Devon Landry: They cost a lot of money to build and industrial gas companies have a long-term strategic focus, with capital discipline kind of upfront. If you’re going to build a plant and shareholders are not going to see any returns on it, then they’re not going to do it.
So we’ve seen a lot of cancellations. They haven’t really have a good commitment to shareholder value, and they emphasize on strong fundamentals there.
Doug Glenn: At one point in time, there was a lot of talk about hydrogen fuel cells. And everybody wanted to do hydrogen. I haven’t heard much about that recently. Do you think that might have something to do with the cooling off of the hydrogen market?
Devon Landry: Yes, I think so. There was a hydrogen world out there, and people really wanted to build new plants, have fueling stations. There’s so much you can do with hydrogen. But policies around hydrogen are affected by different administrations. With the current administration, they’re taking some of those incentives away. So there’s not as much money being provided as an incentive.
Doug Glenn: This is all the more reason to be very careful about your hydrogen supply. Not only your current hydrogen supply, but in the future. With politics and different administrations, sometimes hydrogen fuel cells is on, then it’s off. As a result, supplies may be a bit dicey. Therefore, it’s probably well worth people paying close attention to where they’re getting their hydrogen now and what the future looks like.
Your input is really important here.
Proton Exchange Membrane (10:23)
Hydrogen cleans part surfaces to enhance processing results. Photo Credit: Nel Hydrogen
Doug Glenn: Tell me about PEM; what does that stand for?
Devon Landry: PEM stands for proton exchange membrane. It’s a differential pressure system, where hydrogen is allowed to pass through the membrane but oxygen cannot.
We’re taking ultra pure water with a resistivity of greater than one mega ohm. That’s going through into the cell stack and the electrolysis takes place there. The hydrogen is allowed to pass through that membrane; the oxygen is not. So, the hydrogen goes towards the process.
Doug Glenn: Oxygen and/or water is the only byproduct.
Devon Landry: Yes, and it returns to the main reservoir, and that oxygen gets vented, either out of vent stack or into the room.
Doug Glenn: The primary markets that Nel Hydrogen serves are mostly industrial, and Nel can also do much larger units. Can you tell me about that?
Devon Landry: With alkaline and PEM both, we can do megawatt style units. I handle primarily the industrial units, and we can go all the way up to 100, 200, 300 megawatt systems — a very vast range.
Doug Glenn: Most businesses in our industry would not need that much, but it’s good for our people to know that you guys have expertise, not just in the sizes that are good for them, but larger sizes as well.
Nel Series hydrogen generators Source: Nel Hydrogen
PEM Process vs. Alkaline (12:05)
Doug Glenn: We have discussed the PEM process. Can you explain the difference between how the hydrogen is extracted from the PEM process vs. alkaline?
Devon Landry: The alkaline system uses KOH, which is highly corrosive and dangerous to handle. You have to fill it up, so there’s a safety aspect with that. In addition, the purity that you’re getting out of the alkaline process is not quite as high as PEM. I think it’s 90%, but it can be 97 to 98%.
With the PEM process, the only output you’re getting is hydrogen and some water, and we mitigate that water with a dryer inside the system. We get five nines purity plus: 99.999% purity plus.
You really need that purity in a lot of the heat treating processes to give you the coloration of the pieces that you’re putting through. With the industrial gas suppliers, you often have to pay a premium to have higher purity. Many times, when you send those cylinders or a tube trailer back to get it refilled, they do not test it to find out exactly what the purity is unless you specifically request that. So your purity might differ every now and then, which means you’re not going to get the exact effect on your process that you would like.
The way the industrial suppliers are making that hydrogen is through steam methane reforming. It’s very energy-intensive, and carbon is a major by-product of that process.
Our machines are as carbon free as your electricity supply line: if you’re feeding it with solar and wind energy sources, utilizing renewable energy, then you are at a zero carbon footprint.
Doug Glenn: You would have true green hydrogen. If your electricity supplier was green, then you would be really producing green hydrogen, which would be very good.
Delivered Gas vs. Hydrogen Generation (14:55)
Doug Glenn: What questions should companies be asking if they are considering moving away from bulk or delivered gas to on-site hydrogen generation?
Devon Landry: To have a hydrogen generator on-site, you need to know your flow and your pressure. There are going to be operational and capital costs.
The capital costs are a little larger with the hydrogen generator. So you’ll need to know how much gas you’re using and what pressure you’re using at. We have calculators to determine which unit would be best for you based on those questions.
If the capital costs are a little too high, which they are for some companies, then we do have leasing options that will help with that capital cost. We can break it down monthly, even for a 10-year period of what you would be spending for your delivered gas versus a hydrogen generator on-site.
Doug Glenn: So, you can do that analysis for businesses if they can provide their current expenditures for delivered hydrogen and usage, and then you can do a comparison to advise them on what it would cost if they were to transition to on-site generation?
Devon Landry: Yes, exactly. Industrial gas suppliers can come with a lot of bills, so you have to pay attention. There could be a trailer rental fees, cylinder rental fees, delivery fees — a lot of bills combining into one. They also generally require signing a contract with them that could be seven plus years, and you have to provide quite a long notice to be relieved of those contract obligations as well.
Doug Glenn: The capital cost could potentially be different, meaning probably more for an on-site generator for hydrogen. When you think of bulk gases, the operating costs are quite low for delivered gas.
How about operational costs for hydrogen?
Devon Landry: The cost of hydrogen generation is going to be the cost of your electricity. The price per kilowatt is going to tell you how much cost per standard cubic foot that you’re going to be paying for it.
Doug Glenn: Electricity is really the only major cost operationally. How about maintenance costs?
Devon Landry: The maintenance cost depends on which machine you select. We build maintenance costs right into the calculator that tells you how much the costs will be per year. There’s a quarterly maintenance cost, which is just basically a calibration, and then a yearly maintenance kit that you can put in yourself.
Doug Glenn:Do you need to have any special personnel to run it or is it self-maintaining?
Devon Landry: It pretty much takes care of itself. If there’s a problem with it, a pop up will let you know the problem, and you can go to the manual to learn exactly what the problem is. If you have a regular maintenance crew on site, many power plants have these, then you usually have somebody that can do it.
It’s generally filter changes and updates like that.
Community Perception on Hydrogen Generation (18:25)
Doug Glenn: Pertaining to public perception, how has the community responded to hydrogen generation?
Devon Landry: Most people like it better. We like to refer to it as the good neighbor benefit. Would you rather look outside and see a gigantic tank full of combustible gas or a quarter inch, stainless steel line?
Fire marshals love it because we store less than seven standard cubic feet on our biggest machine, internally.
And then when we hit the stop button, or if the generator shuts down, the hydrogen is all vented out into the atmosphere. There’s no stored hydrogen — only a minimal amount inside the machine.
Doug Glenn: No rocket ships in your backyard.
Devon Landry: Looking out the window, I’d rather see the sky and some bushes rather than a big tank.
Is Hydrogen Generation Right for Your Company? (19:30)
Doug Glenn: Are there instances where generating hydrogen on-site doesn’t make sense for a company or when bulk delivery is a better deal?
Devon Landry: This is why we have those calculators. I don’t need a company buying a generator if it’s not going to save them money or if it’s not going to be easier for you. It’s really only practical when you’re under 10,000 standard cubic feet per hour.
Doug Glenn: Is that amount for a very large industrial manufacturing plant?
Devon Landry: Yes, that’s quite a bit.
Doug Glenn: Is there any amount that’s too small in which it wouldn’t make sense to have a generator?
Devon Landry: No, our smaller generators put out about 10 standard cubic feet per hour, about 4.9 liters per minute, and it’s on-demand. If you need the smallest amount possible, they’ll put that out for you. If you don’t need any further for the interim, it will basically sit there in idle. These generators are fully on-demand and give you exactly what you need.
Doug Glenn: Which companies currently are out there that it really makes sense for them to look at on-site hydrogen generation?
Devon Landry: Really, anybody that needs hydrogen. If you’re not excited about your delivered hydrogen, if you’re having issues with it, if the cost is too high, we have a lot of different industries that we run with. Many are heat treating and metal processing business. There’s also chromatography, gas chromatography, MOCVD, many different industries. If you have delivered hydrogen, generating hydrogen on-site would be worth looking into.
Final Thoughts (22:45)
Doug Glenn: Where is the corporate headquarters or the world headquarters for Nel Hydrogen?
Devon Landry: Nel Hydrogen is headquartered in Oslo, Norway.
Doug Glenn: How long has company existed?
Devon Landry: It started in 1927.
Doug Glenn: Where’s the main headquarters in the U.S. or North America?
Devon Landry: We’re in, Wallingford, Connecticut, and all of our PEM machines are built there.
Doug Glenn: Very good. I’d like to thank all the everyone for listening.
Hopefully you found this episode enjoyable and informative. Thanks again, Devon. Appreciate you being here.
About the Guest
Devon Landry Senior Field Engineer and Technical Lead Nel Hydrogen
Devon Landry has been an integral part of Nel for 16 years, establishing himself as a leading expert in industrial on-site hydrogen generators. With over 15 years as a Senior Field Engineer and Technical Lead in Technical Service and Customer Support, he has played a key role in delivering top-tier service and expertise to Nel’s global customer base. His extensive experience includes traveling more than 3 million miles worldwide, working across diverse industries and customer sites.
Beyond his technical proficiency, Devon brings strong leadership and business acumen. As an entrepreneur, he successfully founded and managed a craft brewery and taproom in Connecticut for six years, leading a team of seven employees. This experience further enhanced his ability to blend technical expertise with strategic management and operations.