Stress relieving tips from Heat TreatToday? It's not what you think! In this Technical Tuesday, we'll be sharing some fast facts you need to know about stress relieving. It may not be as relaxing as some guided meditation, but at least you will walk away with a refreshed knowledge of stress relieving, a new technology for measuring material stress, and a video demonstration of the stress/strain curve.
Stress Relieving Fast Facts
What is stress relieving? In the most basic sense, stress relieving is heating a metal to a relatively low
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
temperature and then slowly cooling it to reduce the affect of manufacturing-induced stresses.
Why do heat treated parts need to be stress relieved? Manufacturing processes (forging, shearing, bending, etc.) introduce internal stresses, and these stresses, if left unaddressed, can cause the finished part to fail in its end application.
Thermal stress relieving is the preferred method of stress relieving, but mechanical stress relieving is also an option. Vibratory stress relieving and shot peening are two mechanical stress relieving methods available to heat treaters.
Want more fast facts? Check out Dan Herring, The Heat Treat Doctor's®, Atmosphere Heat Treatment, Volume 1.
Addressing Stresses: Indentation Plastometry
James Dean CEO Plastometrex
Stresses introduced during the heat treating process must be addressed. Failing to address these stresses can be disastrous. Mechanical testing systems are crucial in ensuring heat treating had its desired effect and that no new stresses have been introduced to the material. As most heat treaters know, the stress/strain curve of materials is often a give and take. To get high strength, you often have to give up ductility. Measuring the extent of these trade-offs — and measuring plasticity and strength characteristics in general — after heat treating can be time consuming.
In this episode of Heat TreatRadio, James Dean of Plastometrex explains a new technology, indentation plastometry, that measures microscopic stresses in heat treated material. These stresses can affect the yield point of a material and the point of plastic deformation. What's even better is that, with indentation plastometry, heat treaters can view stress/strain curves in minutes and know if there is a need for further stress relieving.
A Refresher on the Stress/Strain Curve
Need a refresher on the stress/strain curve after hearing from James Dean? Check out this episode of Heat TreatTV.
The stress/strain curve is "metallurgy basics." If you spend any amount of time in the heat treating world, this graph will be a familiar sight to you. Basic though it may be, a refresher it always a good idea. Just how much stress can a material withstand before breaking? How does heat treating affect the yield point of different materials?
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Radiohost, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor®, to talk about simplified mill practices and processes as they relate to aluminum and steel. Enjoy this second informative Lunch & Learn with theHeat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): It’s my pleasure to be here and what I’m going to attempt to do in about the next 30-40 minutes is take about 3 or 4,000 pages of literature and condense it down into some simple English and some common sense, if you will.
We will talk about mill practices, production methods, and what I like to call the forms produced. We might call this whole thing “simplified” for lack of a better terminology, if that makes sense. I’ve selected two very common materials to talk about. The first one is aluminum and the second is steel. But I’m going to disguise that a little bit and talk a little about aluminum and iron. Just to recall, maybe our high school chemistry, aluminum (or aluminium as it’s called by the rest of the world), has chemical symbol Al and iron has chemical symbol Fe. You might wonder how we got Fe from iron: it’s from the Latin word ferrum. Aluminium is another story which I’ll leave for another time, but it is quite interesting.
If we’re going to talk about aluminum and if we’re going to talk about iron, why isn’t steel an element? That’s a question I get very often. Steel is actually an alloy. That’s a combination of different elements. The way I like to think about steel is it’s iron and manganese and carbon and some other alloying elements put in that make specific types of steel that are used for specific applications and application purposes.
Watch or listen to the first episode in this series
The other common question I get is you’ve heard of terms in history like “the stone age” where all the tools and, by the way, the weapons were made of stone. Similarly, the stone age gave way to something called “the bronze age.” That’s where an alloy of copper and tin came on. Again, it made better tools and, by the way, better weapons than the stone tools were. Then, later, you probably heard that there was something called “the iron age”, and we all commonly have heard these terms, but why haven’t we heard about “the steel age”? That’s a common question. What is the steel age? Why isn’t it an age, if you will? That’s because we came up with a very fancy term: The Industrial Revolution, where we started to use steel as an engineering material. I don’t want to get too off subject here, but thought I’d mention that.
So, we begin with raw material, and we call that within the industry an ore. Now, most raw material is in the form of ore or minerals that are found in nature, and they’re typically the element of interest (aluminum or iron in this case) combined with possibly some undesirable elements. The ore that we get from the raw material that we get from the earth has to be refined to make it into a metal. And there are certain raw materials (gold is a good example), that are found in its pure state. I which I could have found more of it in my career, then I wouldn’t be talking to you, but that’s a different story! The idea here is the fact that most ores come in the form of, or most minerals are found in nature and have to be refined.
[blockquote author="Dan Herring, The Heat Treat Doctor®" style="1"][The] chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that[/blockquote]
The principal ore containing aluminum is something we call bauxite. Bauxite is aluminum oxide, chemical symbol Al203. The way I like to think of bauxite is bauxite is dirt. We can put a dress on it, but it’s still dirt at the end of the day. It’s a special type of dirt. It’s a dirt that has 40-60% aluminum oxide in it. And there are certain areas in the world where bauxite is more common than others. Interestingly enough, Australia is a tremendous source of bauxite as is Africa. That’s why you find the majority of bauxite mines in either Australia or Africa or other places in the world.
When you get into iron, there are two principal ores — there are hematite and magnetite. They are iron oxides and they’re obviously rich in iron.
But to begin, let’s deal with aluminum and what the mill has to do, or what the aluminum manufacturing process really is. We start off, as I said, with dirt, with the raw ore. We then get fancy, and we crush it into a very coarse powder and then after we’ve crushed it, we want to refine it — we want to take and remove some of the impurities. So, we mix it with a little of what we call caustic soda, which is sodium hydroxide, and lime, which is calcium oxide or calcium carbonate, and we use that refining method to purify the raw ore. What we wind up with, interestingly enough, is a very fine white powder which is called alumina or aluminum oxide.
We start out the manufacturing process with a raw material that is a very, very fine powder that is almost all (principally 99%) aluminum oxide. We take it and we put it into a furnace, and we heat it. We do that process with electricity because we’re using carbon anodes, if you will, placed into the bath that we pass current through to melt the aluminum. The process therefore is extremely energy intensive. That’s why you find aluminum production plants in areas like the Tennessee valley, where we have a lot of hydroelectric power. You find them in Iceland, where you have a lot of geothermal energy to help produce electricity. But they’re very electrically intensive operations.
The scientific reason for that is that the chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that.
You might also find it interesting that when the process was first developed back in the 1880s, and it took that long to produce pure aluminum — if I remember right, the year was 1883 — but the price of an ounce of aluminum was more expensive than the price of an ounce of gold just because of the manufacturing of it.
But anyway, we’ve taken this aluminum powder, which is a white powder, we’ve melted it into a silvery-colored metal, and we do that inside a furnace. Then we tap the furnace — in other words, we pour out the molten aluminum and we either produce cast products from the aluminum or we produce what are called ingots for subsequent working. We either make castings directly or we make ingots.
Cast products, examples of them, might be engine blocks, wheel rims for automobiles, even some small appliances (there are toasters that are cast), patio furniture, tools, cookware — a lot of things wind up just as cast products.
But if we’ve produced an ingot, now we have various methods that we take to produce an engineered product, if you will. We can extrude the aluminum — in other words, we can take an aluminum ingot and we can put it in a press and press it into a form and we can make things like aluminum ladders, bicycle frames, even certain airframe components, out of extruded material. We can take these ingots and we can roll them — we can roll them hot, or we can roll them cold — this is called hot rolling and cold rolling.
But we can turn around and when we roll it, we can make sheet, we can make plate, we can make something that we’re all very familiar with which is aluminum foil. We can make wire, heat exchangers, panels for automobiles, and battery components. Again, in the transportation industry, we can make a lot of things for automobiles or airplanes.
Similarly, we can also forge the material. We hot forge it in this particular case, but we can make various rings and blocks and cylinders and sleeves and components that we can then take and machine.
The process of manufacturing aluminum is relatively straightforward, and it winds up, as I said, with an ingot of some type that is then manufactured into a product.
Doug Glenn (DG): I want to jump in with two thoughts:
You’re talking about that the manufacturing of aluminum from raw materials is highly energy intense. Two points on that: One, it’s much more energy intense than steel production, for one thing, and secondly, that makes some sense of why it is we do so much recycling (or at least try to) of aluminum, because it’s a lot cheaper to take already formed aluminum (an aluminum can or an aluminum wheel off a car) and melt it down. The amount of energy to do that is a lot less than it is to create aluminum from scratch. That was one thing, Dan, if you want to comment on that.
The second thing is you were talking about extruding. I imagine that most everyone knows what that is. You were talking about pressing it into a form. You’ve got to remember that with an extrusion, you’re pressing it through a dye. It’s kind of like your playdough that you push in that form, and you get a shape coming out the other end — that’s extrusion, and not to be confused with forging where you’re putting it into a closed thing and pressing it into a form.
DH: Those are both very, very good comments. Interestingly enough, when you get into iron and steel making, the minerals, the iron oxides if you will, are far easier to break the bond between iron and oxygen than it is between aluminum and oxygen. That’s why the aluminum is such an energy intensive process.
And absolutely correct — recycling saves a tremendous amount of cost and is something that is vital to the long-term success of aluminum because an aluminum product, in general, is more expensive than a steel product.
You are correct — when you extrude something, you basically squeeze it through a dye, if you will. We’ll talk about that a little bit more in forging.
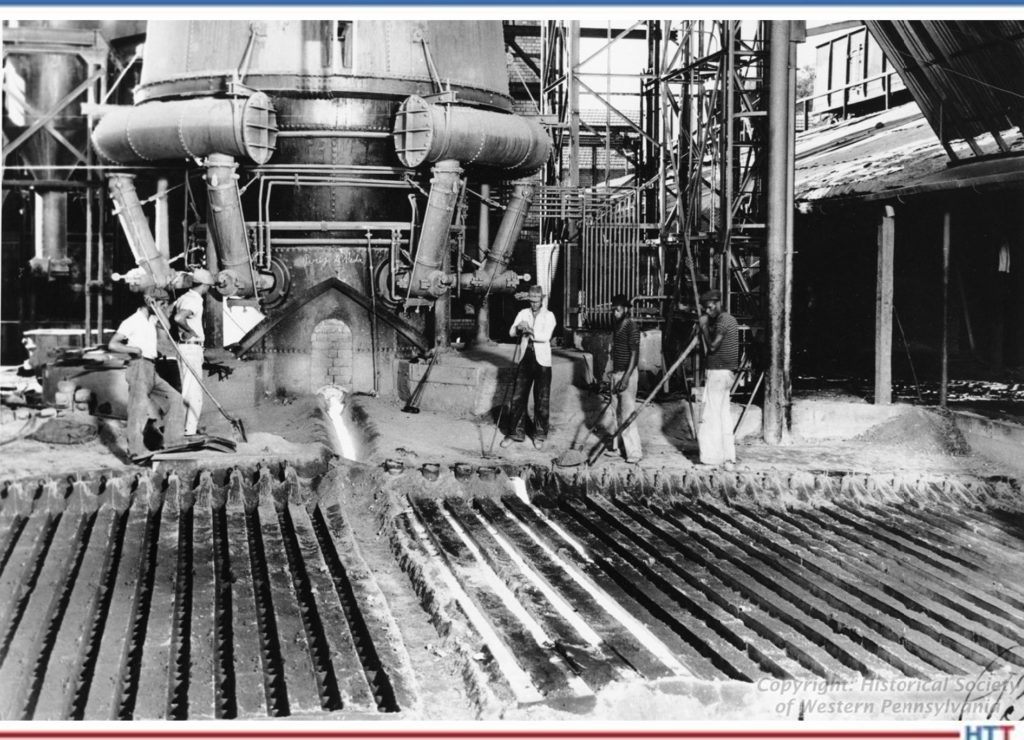
I want everyone to understand that when we start to talk about iron and steel making, because the process has been around for such a long time, there are certain terms that are used in the manufacturing process that have become synonymous with the process itself. Once again, we start out with an iron oxide, a mineral in the form of magnetite or hematite. We take that raw ore and we put it into something called a blast furnace. This is where we do a process called “smelting” of the material. We form a metal by taking and reducing the ore in the presence of air under pressure.
Source: Historic Pittsburgh
Coming out of the blast furnace is molten metal, molten iron, if you will. Now, historically, it’s called “pig iron.” The reason for that is when they originally cast different molds with shapes, the resulting structure looked like a litter of piglets that were actually suckling on their mother. So, the term “pig iron” came about. These little “pigs,” if you will, were broken off from the main casting. As I said, there are a lot of historical things going on.
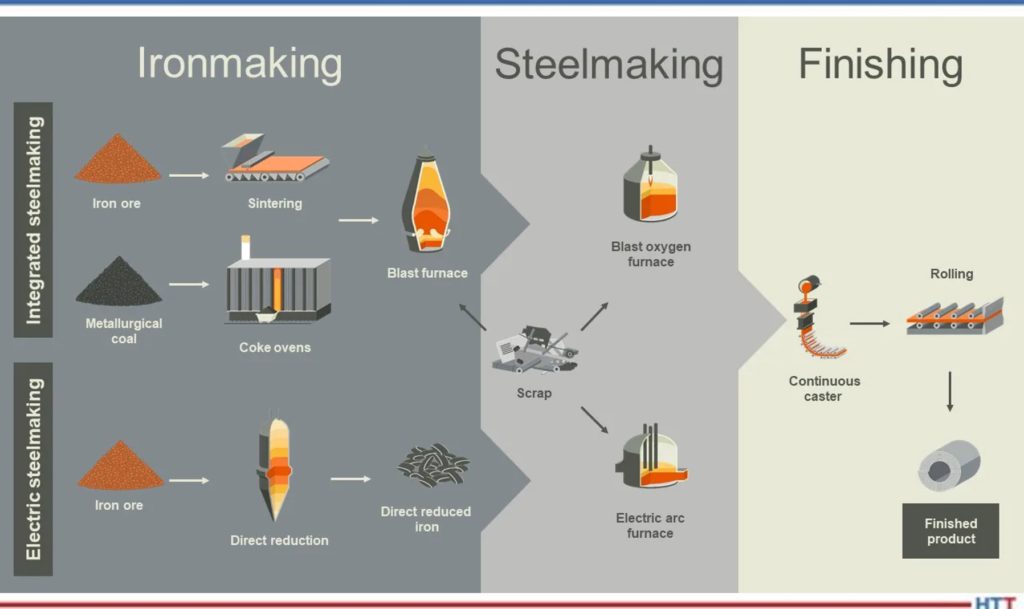
In the old days, you then took the pig iron and you put it into what is called either a BOF (basic oxygen furnace) or an EAF (electric arc furnace) and then you remelted the pigs, if you will. But today, in most of the BOF and EAF processes, you wind up charging a hot liquid iron into those furnaces. They heated up, or continued to heat up, and then you turn around after you’ve converted the pig iron (which is about 94% iron and 6% impurities, so it’s still very impure) and with processing in a BOF or EAF furnace, you get the impurity levels down to less than 1%.
You might say to yourself, “Why is that important?” The idea in steel making is to take the raw material — the iron — and take everything out of it, so we can precisely add back in just those chemical elements that we want to make a particular type of steel. That’s essentially what the BOF or EOF is doing it; it’s converting the molten metal (or the pig iron) into a very, very pure material.
We then do a process which is called “tapping.” We transfer the raw material into a ladle furnace and inside the ladle is where we do the remainder of the refining process. What we wind up doing is we purify the material — we get rid of the additional impurities that are present, anything from hydrogen and oxygen and excess nitrogen to tramp elements and things of this nature. So, in the ladle, we do the refining. This can be done in a vacuum process, a vacuum degassing process, it can be done with an argon process, if you will. But we go from the blast furnace to the refining furnace (the BOF or the EAF), we then go into the ladle and what we’re doing is we’re taking the raw material and we’re making a purer and purer and purer form of, first of all, iron, and then we’re starting to add in elements that we want to make a particular grade of steel or type of steel. Then we’re going to do a process called “teeming” and “casting.” Teeming is basically pouring the molten metal into molds.
Source: BHP
What we wind up with is we have a process where we have liquid steel and we’re going to send it into either something called a continuous caster, we’re going to make ingots out of it, or we’re going to take and atomize the steel. I want to talk about atomizing the liquid steel first. The process is done by adding a gas such as nitrogen or argon or even air, or by using water, but the idea here is that what you wind up with is a powder metal.
By the way, it’s called “powder” metallurgy not “powdered” metallurgy. Powdered is cookies, but powder is what we produce from the atomizing process. The powder can either be spherical in nature or it can be rounded or even irregular-shaped, depending on the type of atomization process. But we take this liquid stream of metal, and we impinge it with either water or gas and burst it or break it apart into particles. Then we do a simple process which is called screening of those particles — it’s basically taking and getting finer and finer, or dividing the powder into finer and finer powders.
Depending on the purification of the powder, how fine the powder is, we use it for what we call conventional powder metallurgy, so we take and use it for basic sintering operations, for example. You’re all familiar with the rearview mirror on your automobile. Interestingly enough, the rearview mirror fits into something called a mirror mount, and that mirror mount is a powder metal part. It happens to be a stainless steel, but it’s a powder metal part.
The idea is the fact that we can have a conventional powder metal. We can have (if we use finer powder) a metal that is suitable for metal injection molding for making things like firearm components, orthodontic braces and things of this nature, or other medical-type devices. Or, if we get a superfine powder, we can turn around and we can use it for something called additive manufacturing.
We’ll talk a little bit more about these later, but from the casting process, we can either go into a continuous caster, we can make ingots, or we can atomize the liquid steel.
If we go into a continuous caster, we’re cooling down the steel and we’re producing three products — they’re called blooms, billets, and bars. Basically, the difference between them is their physical shape. A billet might only be 10 inches square or something of this size (10 x 10 x 10 inches). A bloom is defined as something that is less than one hundred square inches, typically, except if it’s a jumbo bloom caster which makes bigger blooms, but we’ll ignore that as it gets complicated quickly.
The idea here is the fact that we’re either going to take the liquid steel, we’re going to cool it down in some continuous fashion or we’re going to put it into a mold to make an ingot or we’re going to atomize it using water or a gas to make a powder. Those are the three forms that come out of this whole process.
DG: Dan, I’ve got a quick question for you on that: With the aluminum, you mentioned that you can melt it and then cast it directly into a finished product (a cast product). Do we do that much with steel? Do we often take steel and actually take it directly into an alternator casing or some other finished part?
DH: Absolutely. There is a lot of cast steel that is used. The example that comes quickly to mind are probably valve bodies that are used in the petrochemical industry and things. If you think about the iron side, you’re very familiar with cast iron skillets and cast iron cookware. You can also have steel castings as cookware, but you typically don’t as it’s more expensive. But yes, you can make a variety of products directly as a casting.
As I said, you can make powder metallurgy products, and you can also make a family of products that we then call wrought products. What we do is we take those billets, blooms, and bars and then we either hot work them or cold work them to make various types of materials. We can roll them, we can pierce them, we can forge them. We can make sheet, we can make plate, we can make bar and tubular products, we can make wire, we can make strip. A good example is the fact that if you’re a razor blade manufacturer, you want to order material from the mill that’s in the form of strip, thin strip actually.
If, on the other hand, you’re in the oil and gas industry, and if you’re ordering pipe or tubing for use, as we call it, “down hole”, obviously it does no good to have delivered a strip of steel or a sheet of steel or a plate of steel, you want something obviously in the form a tube or a pipe that can then be used.
Part discoloration after vacuum heat treating? What can heat treaters do to prevent this? In this best of the web, Q&A-style article, witness the heat treating industry gather around to exchange ideas and find a solution to the problem. Part position, backfill gas level, contaminated quench gas, or an air leak could all be to blame in this Technical Tuesday.
Dan Herring weighs in on the issue as well. To read The Heat Treat Doctor's®diagnosis, click the link below. Learn how the color and position of the discoloration give clues as to the source of the problem.
An excerpt:
"So, what else could be happening? Let The Doctor add a few thoughts to the discussion. First, the fact that the discoloration (staining) is brown in coloration suggests that the oxide is forming on the part surface during cooling when the temperature is in the range of (approximate) 245ºC – 270ºC (475ºF – 520ºF). This is supported by the fact that the oxidation does not occur “during natural cooling” (which we assume to mean cooling under vacuum). Second, the fact that the discoloration is more evident at the bottom of the load suggests the phenomenon is (gas exposure) time dependent, that is, the longer the parts take to cool through the critical range, the greater the chance for discoloration."
Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, a unique-to-the-industry podcast that covers topics in the aerospace, automotive, medical, energy, and general manufacturing industries. Each episode features an interview with an industry leader and is full of in-depth descriptions of technical content as well as heart-felt stories from industry legends. In today's Technical Tuesday, enjoy this snapshot of four episodes from Heat TreatToday's May 2022 Induction Heating print edition.
Heat TreatRadio: Lunch & Learn with Heat TreatToday – Heat Treatment vs. Thermal Processing
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
There is a world outside the heat treating comfort zone! The heat treating world can be steel-centric, iron-centric, aluminum-centric, and natural-gas centric. What may come as a surprise to most heat treaters is heat treating is a part of a much larger industry: thermal processing. In the thermal processing industry, steel, iron, aluminum, and natural gas are less the star of the show — although they are still important. The thermal processing industry deals more with finished goods like jewelry, while the heat treating industry deals with semi-finished goods like gears and other unassembled components.
In this episode of Heat TreatRadio, Dan Herring, The Heat Treat Doctor®, takes the heat treating world out of its comfort zone and into the world of thermal processing. Learn the difference between the two terms and some surprising ways thermal processing is used — including producing mayonnaise! Also included in this episode are some interesting statistics about natural gas consumption in the U.S. and a description of calcining, an area of thermal processing.
Read the transcript, and listen to or watch the podcast here.
Heat TreatRadio: All About Heat TreatBoot Camp with Doug Glenn
Bethany Leone, Heat TreatRadio editor, and Doug Glenn, publisher of Heat TreatToday, sit down to discuss Heat TreatToday's newest undertaking: Heat TreatBoot Camp. Heat TreatBoot Camp will cram 3 to 5 to 7 years of information into just a day and a half of classes. Settle into the Double Tree by Hilton Hotel & Suites in Pittsburgh Downtown the evening of Monday, October 31st for a good night’s sleep. Lectures begin the morning of November 1st and will end the afternoon of Tuesday, November 2nd. It won’t be all lectures though; there will also be soon-to-be-announced events in the Pittsburgh area.
What is the content of the lectures? Doug Glenn and Thomas Wingens of WINGENS LLC International Industry Consultancy will provide information on the heat treating industry players, products, processes, markets, and materials. If you are an industry-insider, an industry-outsider, a new employee in the industry, or an investor interested in mergers/acquisitions and feel like you need to know more about the heat treating industry, this event is for you. There is no other seminar or webinar like Heat TreatBoot Camp.
Read the transcript, and listen to or watch the podcast here.
Heat TreatRadio: Robotics in Heat Treat, a Conversation With Dennis Beauchense, ECM-USA
Dennis Beauchesne, Managing Director, ECM-USA, Inc. Source: ECM-USA, Inc.
Labor availability is a crucial issue in today’s heat treating shops. Are robots the solution to the ever-growing labor shortage? Dennis Beauchesne, managing director at ECM-USA, Inc. thinks mechanical arms may indeed be the solution to the lack of human arms. And robots are not replacing humans or taking away their jobs — they’re actually helping workers by doing the dull, repetitive jobs no one wants to do.
Listen to this episode of Heat TreatRadio to get up to speed on developments in robotics in heat treat. Vision recognition is a key factor in improving robots. Some heat treaters are even using robot cameras to measure distortion control on finished parts. Traceability with robots enables heat treaters to track exactly where a part was in a bin throughout the entire heat treating process. And, as Dennis puts it, robots are not just for heat treaters with a high-volume of the exact same part, because with new developments, robots can be programmed on the floor to deal with many different part shapes and sizes.
Read the transcript, and listen to or watch the podcast here.
Heat TreatRadio: Heat TreatLegends: Dan Herring, The Heat Treat Doctor®
“. . .I don’t view work as work, I view it as just a true labor of love.” In this episode of Heat TreatRadio, Doug Glenn interviews a Heat TreatLegend: Dan Herring, The Heat Treat Doctor®. Dan describes how he got his start in heat treating and manufacturing as early as six years old. Now, with six books published in the heat treating industry as well as many technical articles, Dan Herring is an easily-recognizable name. Dan is known throughout the industry as an expert problem solver who truly loves his work.
Learn advice from The Heat Treat Doctor® on how to succeed as a young person in the industry, how to contribute to science, and the first lesson of business: Be honest. Tune in to hear more words of wisdom from Dan about work-life balance, living in the moment, and having infinite patience.
Read the transcript, and listen to or watch the podcast here.
Heat Treat Todaypublisher andHeat Treat Radiohost, Doug Glenn, is joined by Dan Herring, known in the industry as The Heat Treat Doctor® of The HERRING GROUP, Inc. In the second installment of a periodic feature calledHeat Treat Legends, listen as Dan tells stories from his 50 years of expertise and experience in the industry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Dan, thank you for joining us. As you know, we’ve spoken before about this: You are actually second on our list of recordings that we’re doing in what we’re calling our Heat TreatLegends podcasts. There were several people that I had at the top of my list — you were one of them. First off, congratulations for being on that list and we’re looking forward to the interview today with you.
Dan Herring: Doug, it’s my pleasure to be here. I just want to say that I consider this a distinct privilege to be considered one of the heat treat legends. But I’d also like to point out to everyone who listens to this that no one individual can do it by themselves. So, I’m accepting this accolade, if you will, on behalf of the many men and women who toiled in, what I’m going to call, relative obscurity and who made this industry what it is today. On their behalf, I’m more than willing to be considered one of the Heat TreatLegends.
DG: Thank you, Dan, that’s very magnanimous of you — that’s very generous and a good way to start and keeps with the character that I know you have.
Let’s go back and talk a little bit about your history, very briefly, to give people a sense of when you started in the industry and your work history. We don’t want to go into too much detail, just where you’ve worked and things of that sort.
First time I met you, Dan, I can still recall it, was in the office of Mr. Ron Mowry at C. I. Hayes and I’m not sure whether it was Warwick or Cranston, Rhode Island, I’m not sure where they were located at the time, but I was a young buck in the industry and went up there with one of my colleagues to visit Ron, and you were there. That’s where I knew you started, where I met you at C.I. Hayes, but there may be time prior to that in the industry where you were already in the heat treat industry. Very briefly, go ahead and give us your history.
DH: First of all, Doug, you’ve got a great memory. I remember meeting you, as well. I’ve been in the industry now a little over 50 years. My working career prior to becoming a consultant in the industry dealt with, or I worked for, three companies and they were furnace manufacturers or, what we call in the industry, original equipment manufacturers. That was Lindberg, which was in the 1970s, C.I. Hayes which was in the 1980s and early 1990s, and then briefly for Ipsen. Then, I "got smart," as the phrase goes, and I saw an opportunity and I formed my own little company called The HERRING GROUP, Inc.
One of the things throughout my career, Doug, that’s rather interesting, is I’ve held an incredible number of different jobs with different responsibilities. I was hired as a corporate trainee by Lindberg. What that meant was that the corporation paid my salary and not the plant, so they were happy to have me, but I was a junior metallurgist who became a metallurgist who ultimately became the chief metallurgist of the organization. Along the way, I worked in engineering, I worked in international marketing, I was a junior application engineer, a senior application engineer, I was a product manager, finally winding up as chief engineer of the company. I joined C.I. Hayes and worked as their corporate metallurgist then became the technical director for the midwestern region of the United States, research and development director at Ipsen, director of new product development.
"My curiosity and interest in science has fueled, if you will, my working career. Metallurgy was once defined to me to be “the chemistry of metals,” which I’ll never forget – I enjoyed that definition." - Dan Herring, The Heat Treat Doctor
So, I’ve done a variety of different tasks. You might say that I’ve been a chief cook and bottle washer of the industry, if you will. But all those tasks, seriously, have taught me what I know today. I learned something from every job I had. Most of my career has been spent “hands-on,” what I mean by that is actively running either heat treat departments, up to a dozen furnaces in the case of Lindberg (there were atmosphere furnaces, there were vacuum furnaces, there were induction heating equipment), running thousands of processes from anything from hardening to enameling. I ran hundreds and hundreds of demonstrations for customers to prove out that the process would work in a particular furnace. I’ve also had the good fortune throughout my career for a period of about 10+ years, I traveled about 15 days a month. To put that in perspective for people, there are only 20 to 22 working days a month. I was visiting customers, visiting manufacturing facilities up to 15 days a month and did that for over 10 years. So, I got to meet quite several people in the industry who, again, shared their experiences and their knowledge. I came across an infinite number of problems in the field that needed solutions, and on and on and on.
Where it began, interestingly enough, and I’m going to put a little call-out here to my parents, that always pushed me to become what I call the best version of myself. My mother was a registered nurse, but I would swear she was an English teacher in disguise; it’s where I learned my love of writing. My father was a machinist — a hands-on guy that ran screw machines. He was one of the most inventive people that I ever met. He was really a good, common-sense individual. And, to horrify the listeners, I’ve been in machine shops since I’ve been six years old. Today, you would never, ever bring a child to work with you and only tell them, “Don’t touch anything and watch yourself.” But anyway, I learned a great deal on the shop floor, so to speak. Then, combined with my education as an undergraduate in engineering and graduate work at the Illinois Institute of Technology, I’ve learned a great deal of my craft from there.
That’s a brief overview of who I am. I’m an equipment guy, I’m a process guy, I’m a hands-on guy, and basically, I’m a problem-solver.
DG: Yes, right. There are two other things, Dan, I’d like to highlight that you’ve humbly left out of your description. One was, back in the day, when I was working for Industrial Heating as their publisher, you and I connected, and you started authoring a monthly column for them for over 10 years, I’m guessing, and had done that for quite some time. Not just because of that, but I would assume somewhat because of that, you heightened yourself as The Heat Treat Doctor®, which you did not mention but I think that’s how you’re really known in a lot of the industry is as The Heat Treat Doctor® from your website and, of course, from some of those columns. I think that’s notable.
And you also did not mention that you are an author of four books: Vacuum Heat Treating Volumes I and II and Atmosphere Heat Treating Volumes I and II, both fairly significant tomes in and of themselves.
DH: Well, thank you, Doug. We’ll talk a little bit more about The Heat Treat Doctor® brand perhaps a little later, but, yes, those are some of the accomplishments on my resume.
DG: Good, good, good.
You mentioned earlier, about some people — you mentioned specifically your parents, which I think was great. It’s very, very interesting, I always find, to see what influence parents have had on people. Is there anyone else you would like to mention that has been significant in the advancement of you and your advancement in the heat treat industry throughout the years?
DH: Well, a few people I think are noteworthy. But I’d like to begin on a rather interesting note. When I was a young boy growing up in Chicago, I want to credit my next-door neighbor, Mr. Joe Pallelo. He happened to be this strange person called a “heat treater.” I didn’t know what he did exactly, but he and my father would spend endless hours either talking between fences or in our yard or in his yard, so I grew up listening to two people talk about heat treating, among other things, which is very unique. Now, truth be told, and I probably shouldn’t admit this but I’m old enough to say it — I was probably more interested in his daughter than I was in him (true story!), but some metallurgy rubbed off along the way.
Also, I think it’s interesting that I have had the extremely good fortune of working for two or three people that actually fell in the genius category. These people were absolutely, positively of genius intellects and they worked within the heat treating industry. At Lindberg, there was a fellow by the name of Hobart Wentworth (aka Bart Wentworth) whose grandfather or great grandfather (I forget which) was actually mayor of Chicago, and he taught me the engineering discipline, if you will. In other words, translating what you learn in university into the real world.
The second one was a guy by the name of Russ Novy. Russ was the chief metallurgist at Lindberg when I started. He was actually a mechanical engineer, of all things, but was one of the smartest and finest metallurgists I ever knew. He had infinite patience, Doug, to tell you what he had learned, and explain things and talk about the root cause of things.
Then, at C.I. Hayes, I must give a shoutout to Herb Western. Herb, still to this day, by the way, holds the record, I believe it’s 300 patents in the state of Rhode Island. The first time I saw Herb he was sitting at this desk fiddling, believe it or not, with typewriter keys. He had a pile of typewriter keys on his desk — he would lift them up and drop them back into the pile, lift them up and drop them back into the pile. Now, I’m a brand-new employee. I’ve been introduced to him — that’s the only thing that stopped him from lifting and dropping typewriter keys. I watched him do this (because my office was right across kitty corner from his) for four days! I’m asking, “What are they paying this guy for?” Then, one day he got up and he walked away from his desk and a little later when I was out in the shop, I noticed that he was building a furnace. He built a furnace; he ran the typewriter keys in that furnace and C.I. Hayes was fortunate enough to get hundreds of thousands of dollars’ worth of business from this strange company called IBM to [indiscernible] typewrite keys.
"The things you learn in the industry, you must share because you strengthen the industry by doing that, you give the industry a competitive advantage by doing that and you’re helping, in your own small way, to educate the next generation of heat treaters. Because, at the end of your career, I think what you’re going to find is that what is important in our industry is to lead not to follow." -Dan Herring, The Heat Treat Doctor
So, Herb had many, many inventions. He was an extremely creative fella. One more quick story — I don’t know if you want to take the time, but it’s worth it: Herb was the only guy I ever knew that while driving through a car wash got a brilliant idea for load transfer, through and in a furnace, from a car wash. He rode back through the carwash multiple times (of course, with the windows down), looking at the transfer mechanism and then went back to the shop and designed the principal drive system that C.I. Hayes uses to this day.
All in all, I think all the people that I worked with were outstanding. And since my working career ended in the furnace manufacturing, I’ve had a lot of people in the general industry, really contribute to my knowledge and my awareness of the industry. I probably could go on and on and on with people, but I’ll just give a special shoutout to one of them which is Bill Jones who is the CEO of Solar Atmospheres. He taught me quite a few lessons both in business and also from a personal standpoint. I’ve had a whole group of people, Doug, yourself included, that have influenced my life in great ways.
DG: That’s great. You know, Bill Jones, of course, was our first Heat TreatLegend guy, so it’s a good name to mention there.
That’s all very interesting, thank you. When you look back, now, on your career, what would you say, in your humble opinion, are the top two or three most significant accomplishments or achievements that you’ve had?
DH: You mentioned one which was the heat treat books. I’ve had the privilege of writing actually ten books and several of them — six, as a matter of fact — have been in the field of heat treatment. I feel that that’s certainly an accomplishment I’m very proud of. In other words, sharing what I know with others forever, if that makes sense.
The second, of course, is establishing, as you pointed out, The Heat Treat Doctor® brand. I’ll talk a little bit more on that later, perhaps.
The other thing that I guess I would say is that one of the things I’m most proud of accomplishing is doing a lot of good in the industry and doing as little harm to the industry as possible and also helping customers that have critical problems — whether they be in the aerospace industry, the medical industry, the automotive industry — helping them fix their problems and get back in operation again. I’ve been called up at three o’clock in the afternoon and asked, “How fast can you get here? We’ve shut the entire assembly plant down and there are a thousand people on layoff right now. Can you come in and help solve our problems?” That was on a Thursday afternoon, and by Saturday morning, they were back in production. Those are things I’m incredibly proud of. Those are the ones that stand out the most.
DG: Yes, that is impactful when it’s people you’re helping. That’s great.
Look back if you would please, Dan, on your career and say, “What are some of the lessons?” Give us two or three lessons that you’ve learned based on the experiences that you’ve been through.
DH: When I think of what I’ve learned or the lessons that I’ve learned, I think I’ll divide it into two areas: One I’ve learned in business and the second will be what I’ve learned in life. Relative to business, I think the first one is: Be honest. And, of course, be ethical, be fair, try hard, communicate well and have infinite patience. In other words, not everyone understands what you’re saying. You must take the time to explain what you mean to the people you’re dealing with. Although that’s a strange answer on the business side, I think it’s most impactful.
Then, on the life side, my advice would be to enjoy the moment, live in the moment. No matter where you are in the world, no matter what you’re doing, enjoy the moment. I’ll give you one little aside on that: I remember the first day I started to work at Lindberg — I took the train to work, it was right across the street from the train station, I was walking across the street, I was 21-years-old, and I said to myself, “Only 44 years to go.” And I turn around and the 44 years has disappeared like it was yesterday. So, you must enjoy what you do, and you’ll never work a day in your life.
The other thing I would say is to never sacrifice family for work. Never, ever. I made myself a promise as a young man after missing a couple of my oldest son’s birthdays that I would never miss another birthday of his in my life, and I’m proud to say I haven’t. But I think that’s an important life lesson, as well.
DG: Yes, that’s good.
Were there any disciplines? You kind of mentioned a couple here, but were there any disciplines, whether they be life-general or work-specific, that you established during your work career you think have treated you well? Things that you’ve said, “This is a discipline I’m going to do every day, every week” or whatever it is. Is there anything along that line that you can remember?
DH: Well, I have two passions in life right now. From the time I was old enough to remember, I had a passion for science, chemistry, in particular. My curiosity and interest in science has fueled, if you will, my working career. Metallurgy was once defined to me to be “the chemistry of metals,” which I’ll never forget – I enjoyed that definition. My other great passion in life is mathematics. I think that the logical thinking and the problem-solving aspects of that discipline stand out to me as something that help every day.
DG: You mentioned earlier, just briefly, about not missing your son’s birthdays and things of that sort, which makes me wonder about this question which I’ve asked before in other interviews and that is: How about work-life balance? Any tips for people? I, personally, find it difficult to turn off the work at five or six o’clock, sometimes. Any guidance or any suggestions for work-life balance?
DH: First of all, Doug, that’s a hell of a question to ask a workaholic! Howsoever, absolutely, positively, there is a life-work balance. It’s different for each individual person. I will simply share mine and that is the fact that I have the unique ability, once the workday ends (and the workday may be 12+ hours), but once the workday ends, I can immediately transition into relaxation and “fun mode,” as I call it, without one thought about work. The thinking about work maybe creeps in when, finally, about midnight you’ve gone to bed or about 4:00 a.m. when you wake up, but the idea is the fact that I have real quality time to enjoy family and friends and pursue some of my nonwork passions. I don’t know if I should mention these; I mentioned mathematics, but I enjoy poetry and critical thinking, and those are hobbies of mine.
DG: Do you find those hobbies to be exceptionally helpful to you in the sense of giving you a mental break from what you do? Does it make you a better metallurgist, a better engineer?
DH: Yes. I really believe — and this is where that work-life balance comes in — you have to get away from it, whether it be five minutes or five days, you have to get away from it so you can come back to it refreshed and ready to go.
DG: Yes. There is a concept out there about what they call “focused thinking” and there is “diffused thinking.” A lot of times when you’re focused on something and you’re thinking and you just can’t get it, you get away for a while. You’re in the shower or you’re sleeping at night and suddenly, boom — there it is! It comes to you because you weren’t focused on it, you were diffused. You were out doing something else and all of a sudden, the genius moment comes.
DH: I will warn people: Don’t shave when the genius moment comes! It can be a life altering experience. It did happen to me, but that’s another story for another day.
DG: Well, that maybe ties into this next question and that is this: This is maybe a little bit more of a serious question because, you know, life is not, as they say, all a bed of roses. What was the most trying time for you in your work career (whatever you’re comfortable saying) and coming out the other side and looking back, are there any lessons you would have learned from that?
DH: I think one of the things that I think people will find to be a little bit unique, is that in my professional career, I’ve had very few trying times. Yes, I’ve had insanely tight deadlines, horrible/horrific travel schedules, getting to a hotel at three o’clock in the morning when you’ve got to get up at six and go visit a customer (we’ve all been there), and trying to temper customer expectations from “the want” to “the need,” if you will. Those are trying professional times.
But some of the work lessons that I’ve learned from that is that not everyone brings the same intensity or focus to a project as you do. Everyone is not as dedicated, and I want to not say “driven” because a lot of people are, but I hold myself to a high standard and as a result of that, you must learn to temper it down, to use a heat treat term. You have to learn to make sure that the recipient of the knowledge is receptive to the knowledge. I’m very much “old school,” although you’d never guess that from looking at me, but my word has always been my bond. I was taught long ago — if you say it, do it. If you don’t want to do it, don’t say it!
So, yes, I can handle pressure, I can handle a tremendous amount of stress, and I don’t view work as work, I view it as just a true labor of love. But all of that, my personality and all my experiences and all the help I’ve been given through the years, have blunted what you’d call “trying times.” I’m very fortunate in that sense.
DG: That is a blessing, honestly. I don’t know that there are a lot of people that could say that. Most people, I would think, if I asked what the most trying time is, something immediately pops into their head. So, that’s very fortunate, it really is.
Let’s flip that question on its head though: If you can think of one most exhilarating time, what would it be? What was the peak of your career?
DH: Again, I’m probably going to give you a very nonconventional answer. And I will also make the comment that this is, perhaps, a little bit of a sexist comment, as well, but I have to say it: I’m lying in bed one evening with my wife many years ago and I do a “sit up” — “I’ve had that “genius moment” and I said, “Oh my God, I’ve got it: The heat treat doctor!” Now, my wife, who’s semi asleep at this moment in time when I have my eureka moment, glances over at me and says, “Now that’s the stupidest thing I’ve ever heard!” She rolls back over and goes to sleep. Well, it took me quite a while to get back to sleep. But, anyway, now we’re laying in bed about ten years later and she says to me, “You know, I was wrong. That heat treat doctor idea is really something.” And I’m lying there, Doug, and I’m going — I can count on one hand the number of times in life a man has ever heard a woman say, “I was wrong.” So, although I wanted to do a fist pump, I restrained myself, I lay there in bed basking in the glow of masculine superiority for all of about 30 seconds and then it’s business back as usual.
This is not a personal accolade here but establishing The Heat Treat Doctor® brand has brought heat treating into the forefront of manufacturing, into the forefront of the industry, into the forefront of engineering, that, yes, there is something called heat treating and it is a solution to your needs. So, I view the brand as not so much a personal accomplishment as an industry accomplishment.
DG: Yes. Well, again, I think you’re being modest, because if I can just interject here: You know The Heat Treat Doctor® idea was good, as has proven out to be the case, but there could be other people who would’ve come up with that and it would not have been as successful. Personally, Dan, I think that the reason that is the case with you, specifically, is because of your relatively unique skillset, which you’ve mentioned and I’m just going to highlight here a little bit.
I think you said it was your mother who taught you “all things words” and English and grammar and things of that sort. It’s a unique skillset to have someone who is knowledgeable about engineering, knows what they’re talking about and can do two additional things besides just knowing the engineering: One, they’re patient enough (as you’ve mentioned in an example of someone you’ve talked about) to be able to spend time to explain it, but secondly, they’re good at explaining it. Some people are just not good teachers. You capture all three of those elements, if you will, “the engineering knowhow”: the ability and patience to teach and the ability to explain things well. I think that’s why The Heat Treat Doctor® has worked for you and worked very well.
DH: I think that’s the case, Doug, and I agree.
DG: Last question for you, because I always like to go away and depart on a question of: You know, you’re an old-timer, right? (Not by my assessment but by your own statement. I still think you have a lot of years left here and we look forward to those.) But what kind of advice would you give to the younger people? You know, Heat TreatToday does 40 Under 40 — we’ve done three or four years of that, so we’ve got either 120 or 160 young people under the age of 40. Hearing advice from those more senior in the industry can be helpful. Are there any pieces of advice you would give to those young people?
"The idea being the fact that soap is your friend, soap is not your enemy. Get out there, do good and do work with your hands, contribute to your science and you will be a success."
DH: Yes. It’s a very, very good question. The thing that comes to mind first, and this is perhaps difficult for younger people to understand, but you have to share your knowledge openly and without reservation. Now, I’m not saying give away company secrets. The things you learn in the industry, you must share because you strengthen the industry by doing that, you give the industry a competitive advantage by doing that and you’re helping, in your own small way, to educate the next generation of heat treaters. Because, at the end of your career, I think what you’re going to find is that what is important in our industry is to lead not to follow. In other words, heat treating has to be the most cost-competitive industry or we will cease to exist.
An example I use, and everyone under 40 won’t understand this but I beg you to try: When I was a young man, there was something in this world called the slide rule. We could do marvelous engineering calculations with nothing more than a slide rule. Well, the slide rule is a thing of the past. It’s a device that works perfectly fine, but who would ever use it over a calculator or a computer? It’s a product that’s obsoleted itself. We cannot let our industry obsolete itself.
Another piece of advice is: Don’t worry what people say, what they do or what they think. Do good, contribute to your science and grow the industry. I guarantee you that at the end of your careers, you will feel like you’ve never really worked a day in your life.
The last piece of advice would be to emphasize: Be a hands-on engineer. Be a hands-on person. This is from my father, of course: Look at the practical side of things, the practical skills, the common sense that it takes to do our jobs. And don’t be afraid to go out there and get your hands dirty — soap was invented specifically for that purpose.
If I can indulge and give one last story (I’m all about telling stories with morals). I always have a bar of Lava soap in the bathroom so when I come in from working outside, I can wash my hands. I was out with the grandson one day a few years ago and we went into the house, and we went in the bathroom to wash our hands, and he took one look at that Lava soap, and he said, “Boy, does that taste bad.” And I’m thinking how would he know what Lava soap tastes like if his father hadn’t washed his mouth out with it? The idea being the fact that soap is your friend, soap is not your enemy. Get out there, do good and do work with your hands, contribute to your science and you will be a success.
DG: Thanks, Dan, so much. I appreciate the time you’ve invested, not just with us here today, but for the 50 some years you’ve put into the industry. It’s been a great pleasure knowing you and working with you. We look forward to doing more with you here at Heat TreatToday, but thanks for all the very, very positive contributions you’ve made to the industry. We appreciate your time.
DH: Doug, it’s my pleasure and thank you for doing this. I think it’s going to be a tremendous service to the industry.
Heat TreatRadiohost, Doug Glenn, and several other Heat TreatToday team members sit down with long-time industry expert Dan Herring, the Heat Treat Doctor®, to discuss the difference between heat treating and thermal processing. If you’ve ever wondered about the difference – if one actually exists(!), then you’ll enjoy this highly informative Lunch & Learn with Heat TreatToday.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): So, Dan, I want to turn it over to you, but I want to give a context though of what we’re going to be talking about. As you just mentioned, before we hit the record button, we’re pretty heat treat centric in our world, but there are a lot of other thermal processes that go on that aren’t exactly heat treat. We talk about some of them in our publication, not all, so what we’d like to do is turn over to you to talk about the difference between “heat treating proper” and “thermal processing, generally speaking.”
Dan, welcome and thanks for educating us.
Dan Herring (DH): Well, thanks, Doug, and good afternoon, everybody. First of all, for everyone listening, I hope to cover the basics providing information without confusing everyone. If there are any questions as I go along, please don’t hesitate to ask them. I think it’s always better to have an interactive, back and forth discussion on things.
You are absolutely correct, Doug. we live in a heat treat centric world. I’m going to start off in familiar territory by discussing a little bit about heat treating. Then, we’re going to move into the differences between heat treating and thermal processing.
To give a simple definition of heat treating — simple yet complicated at the same time — is heat treating is the controlled application of time, temperature and atmosphere to produce a predictable change in the internal structure (that means the microstructure to metallurgists) of the material being treated. Now, the interesting part is that heat treating is (a) predictable, which is why metallurgists exists in the world and it is (b) controlled, which is why heat treaters exist in the world, and the darndable thing about heat treating is that it happens inside the metal or the material and, unfortunately, you (c) can’t see the changes that are taking place.
"Let me give you an example, if I can: I’ll hold this up; I don’t know if people can see it that well, but what this is is a helicopter transmission gear."
Let me give you an example, if I can: I’ll hold this up; I don’t know if people can see it that well, but what this is is a helicopter transmission gear. And if we were manufacturing this particular gear, one of the things we would do to measure, if we were successful or to see if we were successful, is to measure the dimensions of the gear that we were actually taking and manufacturing. But in the world of heat treating, because the changes happen inside the material, it’s very difficult to know if the part is good or not. But heat treating has the ability, as we say, to vary the mechanical properties, the physical properties and the metallurgical properties of a material. The problem is that we can change them either for the better or, as most heat treaters know, we can change them for the worst. That’s why there is something called quality control and quality assurance. But I’m drifting away from the main point.
In the world of heat treating, with that definition — the controlled application of time, temperature and atmosphere to produce the predictable change in the internal structure of a material — not only are we heat treat centric in this industry, but we are also often steel or iron and steel centric in this industry. Metallurgists tend to be either ferrous metallurgists (specializing in irons and steels) or nonferrous metallurgists, specializing in things called aluminum, or as the British and Europeans would say, “aluminium,” titanium, and some of the super alloys and things of this nature. The idea being the fact that there are a lot of different materials that can be heat treated.
We often limit ourselves, if you will. But there are parts of our industry that heat treat: for example, precious metals — the golds, the silvers, the platinums and things of this nature. There are also parts of our industry that deal with copper and brass. There are parts of our industry that deal with ceramics which deal with powder metal, if you will. So, one of the things as heat treaters we must remember is that even under just the heat treat umbrella, there are a lot of different disciplines out there. There are a lot of things that we cover, and we look at. There are a lot of different materials that are processed. And again, we think, in general, as heat treaters and probably incorrectly so, we think about what are called “semifinished goods.” What we think about are parts that are manufactured from steel, aluminum, titanium, copper or powder metal. We think of automotive parts, aerospace parts. We think of something like weapons or military equipment, ammunition, firearms. We think of agricultural products, farm implement products and things of this nature. So, one of the things we must be aware of is that there is a whole world outside of our comfort zone, and that is something that we’re going to explore today.
Before I go on, does that make sense to everyone, or does anyone have any questions about the heat treatment side of what we do?
"Heat treating is the controlled application of time, temperature and atmosphere to produce a predictable change in the internal structure (that means the microstructure to metallurgists) of the material being treated." - Dan Herring
DG: No, I think that makes sense. You mentioned on the inside of the part that things can’t be seen so much. You will probably get to this Dan, but I assume that also includes surface treatments, or would that be something different?
DH: We’ll talk a little bit about the difference between surface treatments and they fall into an area probably referred, in general, as “coatings” and things of this nature. But that is a good question, Doug- plating and coating and things of this nature.
Also, one of the things about heat treating that seems a little bit, possibly confusing is that heat treaters consider processes like brazing (which is a joining process), and they think of soldering (which is a low temperature joining process), as heat treatments. Similarly, we think of sintering, and we think of heat treatments of powder metal products, or we think of powder metallurgy as falling under the subject of heat treatment because we think so much about sintering. But sintering is a bonding or a diffusion process. So, heat treaters think of heat treatment, they think of brazing, and they think of powder metallurgy all combined into that big umbrella. For any brazers who are listening, or any powder metal people who are listening — they probably died of cardiac arrest at this moment in time — but, in general, that’s what heat treating does: it considers those separate entities as part of it.
Let’s go on and look at the fact that I can say to you — automotive components, gears, bearings, aerospace components, landing gear transmission boxes, fasteners, screws, nuts, bolts, farm implement equipment -- those are things that commonly come to mind. People don’t often think, for example though, of things like jewelry which is something that is commonly heat treated or “processed,” if you will, more on the thermal processing side. A lot of electronic materials are also thermally processed, and a lot of castings and things done in the foundry industry.
But, as I said, we think of semifinished goods where a semifinished goods-centric/heat treat-centric world; but there are other worlds out there. Let’s kind of talk about them. But mill practices, or what we call “primary metals,” are another area that’s covered, interestingly enough, under heat treating. Because in steel mills and things of this nature, you’ll find soaking pits, for example. In aluminum processing facilities or aluminum foundries, you might find solution heat treating and aging ovens and things of this nature. So, there is, in a very broad or general sense, heat treating also done on the mill or the material production side of things. Again, unless we’re in that industry, we don’t tend to think about it that much. So, we have to.
But, if I also said to you that things like cosmetics are being processed, not heat treated, but thermally treated, if you will. Or things like cement, or minerals in raw ore, ore materials and things- these all fall in the category of now “thermal processing.”
Let me try to give everybody just a feel for what the different categories of thermal processing are. The number one category, of course, is heat treatment. There is another thermal process . . . . And, by the way, thermal processes are also confused a little bit because we use heat, or we use cold — those are both thermal processes. For all the heat treaters out there, we do things like deep freezing, and we do things like cryo-treatments, cryogenic treatments. Those fall under the umbrella of heat treating. But there are other deep cooling or cooling processes that fall under this umbrella of thermal processing.
Besides heat treatment, thermal processing consists of a few areas which you are maybe familiar with and then again maybe you’re not that familiar with. One of them is calcining which I often call the drying of powders, if you will. This can be in the form of ores, it can be in the form of minerals, it can be in the form of coke (which is a coal byproduct, if you will), it can be in the form of cement. So, there are drying processes that occur under thermal treatment which is in the area of calcining.
There is also a big category called fluid heating where what we’re doing, (and by the way, air is a fluid as well as water and liquids are fluids), so we can turn around and do things like chemical processing which is done at elevated temperature. I had a client that was producing mayonnaise and the mayonnaise has held at 180 degrees Fahrenheit- it is a thermal process, if you will.
Distillation. We won’t talk about alcohol much in the world. I will only comment that all of you think this is a bottle of water, but you could be mistaken about that.
The idea is that fact that fluid heating, calcining, drying, smelting, metal heating in general, curing and forming — which is done a lot on ceramics, on paints, paint drying and things of this nature. There is, just in general, other methods of heating. I’ll give you a simple example: waste incineration. We know that our trash is burned at ultra-high temperatures to reduce emissions, if you will, but avoid going into landfills or, worse yet, dumping it in the ocean and believing that somehow it won’t return to our ecosystem. But incineration is an example of a thermal process.
There are quite a number; there are literally hundreds of thermal processes that are occurring all the time that we don’t, in general, think very much about. Heat treating is typically divided into two general categories — processes that soften a material and processes that harden a material. So, in the category of softening, we think of things like aging, we think of things like annealing, we think of things like normalizing, or even stress relieving (in other words, taking the stress out of material is a softening process).
DG: Tempering, as well, Dan? Would it be in that?
DH: Well, tempering, in a sense, could be considered a softening process. It’s a good one. I consider it more a softening process than a hardening process, but it’s typically so intimately linked with hardening that people think of it as a hardening process. But, hardening and case hardening, austempering, and then, of course, brazing which is a joining process, soldering, sintering which is a bonding process, homogenizing (when we talk about aluminum), solution treating (when we talk about aluminum). Solution treating is not a hardening process, interestingly enough- it’s the aging or the precipitation hardening process after the solution heat treatment that is actually the hardening process.
The idea of the fact is that we’re very familiar with those terms; we’re less familiar with coke ovens or waste incinerators or distilling facilities, or things of this nature. We’re not used to processing resins or composite materials, even though there are autoclaves that use a combination of high pressure and temperature to form some of the composite materials that are used in the aerospace industry.
The way I like to think about it is there is a giant umbrella which is called thermal processing. Under that umbrella is a small segment, maybe not so small, called heat treating, and then heat treating is divided into semifinished goods and raw materials (or primary goods), and then it’s subdivided into irons and steels and nonferrous alloys. Now, in my day, when you graduated university, you graduated with a degree in metallurgy. Today, you become a material scientist which means that you’re dealing with composites, ceramics, electronic materials, a whole series of materials outside the realm of just iron and steel and aluminum and titanium, if you will.
The other thing that’s very interesting about our industry, in general, is probably the aspect of energy usage. The thermal processing industry, in general, and this is a rather stunning number, uses, in round numbers, about 38% of the energy produced in the United States. Now think about that as a number. Of all the energy consumed by people in the U.S. or in Canada or in Mexico or anywhere else in the world, two-thirds of it or greater — 40% of it, almost — is used in thermal processing. About 25% is used by transportation, and another 20% or so is used by residential. Then, there’s about 15% used in, what we call, “other” category. But, in thermal processing, which is also true in heat treating, about 80% of the energy comes from natural gas. And only 15%, (round numbers), comes from electricity.
We have to realize that we’re not only, as heat treaters “heat treat-centric,” “iron and steel-centric,” “aluminum-centric,” but we’re also “natural gas-centric.” Those are staggering numbers to consider. The reason for it, the reason we’re natural gas centric, not only in the heat-treating industry but in the thermal processing industry as a whole, is simply because natural gas is the cheapest energy source available right now. And, these numbers, although they apply specifically to North America, can also apply, if you will, to the world in general. The numbers vary a little bit throughout the world, they may be different in Europe and different in Asia, but not so much that it varies so greatly.
What I’ve tried to cover — and I realize I haven’t left a lot of room for questions here and I apologize for that — but I’ve tried to give you the idea that heat treating is a very important part of a much larger industry that services the manufacturing community.
Let’s open for discussion from anybody.
Dan Herring and the Heat TreatToday team: Karen Gantzer, Bethany Leone, Doug Glenn, Dan Herring, Evelyn Thompson, and Alyssa Bootsma
DG: That sounds good. Do any of you have questions, at all?
Alyssa Bootsma: I did have one. I think it was very helpful in understanding everything and the idea that thermal processing is an umbrella and heat treatment is just a part of that really clicked for me. I was wondering if you could talk about calcining a little bit more and what that process actually is.
DH: Sure. But before I do that, I want to mention one thermal process that I forgot to mention. Because I have a number of clients that work in the baking of cookies, and because I’ve consumed a few of those in my life, I don’t want to forget the baking industry.
DG: The brewing industry?
DH: Absolutely! By the way, the brewing hall of fame is located here in Chicago, unless I’m grossly mistaken.
Before we get to far afield, let’s talk about calcining a little bit. A number of powders, whether they be ores or whether they be things like cement or various minerals, are often processed in, what we call, a slurry. They’re processed in a form in which they are either cleaned or washed with water or with different chemicals. As a result, you have a wet mixture of a mineral and, let’s say, water, or in some cases they can be different chemicals, if you will, that go to either clean the minerals or dilute the minerals or things of this nature. But to go to further processing of those minerals, you have to dry them and put them into a form that they can be used. If this makes any sense, then let’s take cement as an example. It’s no good to keep the cement in a slurry because what’s going to happen to the cement? It’s going to dry and harden. So, what you have to do to send it to the consumers is you have to dry the powder, if you will, deliver it to the end-user who will then add liquid to it to once again form it or turn it into liquid cement. Calcining, is really, in simplest terms, to answer the question directly, I always consider it, a powder-drying process.
DG: Dan, any idea why they call it “calcining?” I’ve always wondered this.
DH: Well, in the old days, I believe that limestone, (which is calcium carbonate), and so "calcining" and "calcium" from the calcium carbonate, I think that’s where the name originally came from. A good thing to look up, however- that’ll be my homework assignment.
DG: There you go. Just as another example of a thermal process, it’s certainly not heat treat, just down the road from where I live, north of Pittsburgh, they have a lot of sand and gravel places. Believe it or not, there is a large, what I would call a, horizontally-oriented “screw furnace” — it’s a cylinder and it just rotates, and inside it’s heated up and they’re just simply burning off the moisture so that they can get the materials, or whatever it is they’re harvesting out of the earth, and get it down to a certain level of moisture so that they can process it. So, sand and gravel. That’s just another area.
Here's another one — and Dan, I want you to hit on glass if you don’t mind, in a minute — but here’s another one where thermal processing is used, which you might not think of, and that’s in the manufacturing of paper production. They’ve got to actually dry the paper and you wouldn’t think of it but they’re passing paper through flame (between flames, not actually in the middle of the flames) simply to dry paper before it goes onto these huge rolls.
One last comment, Dan: We often talk about energy intensity and how much energy it actually takes to perform a certain process. One of the highest thermally intense processes that is used is not so much a heat treatment, but it is actually the manufacturing of concrete, believe it or not. There is very, very high energy intensity — it takes a lot of gas, in this case, to produce concrete.
But Dan, if you don’t mind, could you hit on glass production? We’re all looking out windows here and the manufacturer of glass is a thermal process.
DH: Absolutely it is. But before I do that, quickly, that rotary drum that you saw, the one with the screw inside it, if you will, that helps move the powder, if you will, or the sand and gravel through, is a very typical calcining furnace. Rotary drums are also used in the heat treatment industry to process screws and fasteners, nuts and bolts, small products, if you will, typically.
But yes, paper is a good example but glass furnaces, too, where the glass is actually brought up and the sand and other elements, if you will, are melted into glass. Very disconcerting. You may find this interesting but roughly the walls on a glass furnace (I’ve seen 10-20,000-pound glass furnaces) are something like 4 inches thick, holding back all that molten glass. But again, you’re taking glass that is basically silicone dioxide, its sand is a major component of it. In colored glasses, you add different chemicals. Like, for example, if you want to form a bluish colored glass, you might add a copper oxide, for example, which will change or tint the glass to a different color.
You’ve heard of leaded glasses, for example. In the old days you added lead to glass to make it, again, more formable, if you will. But yes, glass furnaces or the manufacture and production of glass is very energy intensive, as well as cement, as is the production of aluminum, by the way, which basically uses electricity, which is why all of the aluminum facilities are located either near hydroelectric or thermal energy like in Iceland, for example, where you have geothermal energy which is used to heat and produce electricity. But yes, glass is definitely an example of a thermal process, as well.
Glass is interesting because we don’t necessarily do a lot of heat treatment of glass, but you may have heard of glass-to-metal sealing, where we’re actually taking a glass and sealing it into or onto a metal component. Like, for example, the site ports of burners where we look in to see the flame — those site ports are made by glass-to-metal sealing. But, in general, yes, melting and production of glass is a thermal process.
DG: Dan, correct me if I’m wrong, and I could be wrong on this, but cellphones, right? Your glass on the front of that — the reason it is actually quite strong and won’t break is because it’s been thermally processed, a tempering process of some sort, I believe. Correct me if I’m wrong, but isn’t it the thermal process that can make a glass really, really difficult to break?
DH: It is, plus the fact that glass is a quasi-solid, as we say. It’s a solid but it’s really not; it has more characteristics of a liquid, which, again, makes it more ductile or resistant to things It makes it more shock absorbing, for example. But yes, cellphones and cellphone glass are something I’ve got to do some more research on.
DG: Right. They’ve got some stuff called “gorilla glass.”
I just want to recap a couple things for our team here and for other people that might be listening: When we talk about heat treat, which is what we’re centered on, it’s helpful for us to know what processes, materials and things that includes, and what processes and materials that doesn’t include, and that’s why this conversation on thermal processing versus heat treat is helpful for us. The way I like to describe it to our team and to most of the people who would be reading our publication or listening to this podcast, is typically Heat TreatToday is not involved with the making of steel but almost everything else after the making of steel we would deal with, almost everything. So, we don’t really do the steel making. Steel making, however, is very much a thermal process but we just don’t cover it. There are other publications that cover that. And we are very much steel-centered; we do aluminum, as well. However, in the aluminum world, we actually do deal with aluminum making. For reasons that basically have to do with the temperature range: the temperature range isn’t quite as high with aluminum making as it is with steel making. So, we do some of that. We don’t do a lot with aluminum making but a lot after aluminum is made. We do a lot of the homogenizing, annealing, solution heat treating and that type of stuff.
So, that is us. In heat treating, we define things like brazing, even though it’s a joining process, we tend to cover it. Soldering we don’t tend to cover because it tends to be a lower temperature. Dan didn’t mention it, but I’m sure he would, is welding: it’s a joining process but it’s not exactly anything we cover either. It’s not what we consider to be heat treating.
There is another joining process that we didn’t cover, and maybe we could hit on it briefly next time, and that is diffusion bonding which, to be quite honest with you, I haven’t done a lot of study on it so it would be interesting to know what that is. I know it’s done in vacuum and under high pressures, I believe, but things of that sort.
At any rate, that what’s we mean when we talk about heat treat — it’s primarily steels, aluminums, titaniums and typically not steelmaking and probably not titanium making either, but aluminum making and everything downstream from that tends to be us, and our temperature ranges tend to be, very generally speaking, 800 degrees Fahrenheit and above, or as Dan mentioned, we can also do some things in the cryogenic range which are subzero temperatures. So, that is us. Everything that falls outside of that we would consider to be a thermal process, which is a lovely thing, but just not our cup of tea.
DH: Look at this, Doug, a whole new business opportunity for you. With that, I’m extending myself beyond metallurgy, so I’ll quit there.
DG: Dan, we really appreciate it. We look forward to more of these. We are going to try to do other topics, again, what I would call heat treat 101 type topics, our Lunch & Learn series with Dan Herring, The Heat Treat Doctor®. Dan, thanks a lot, we appreciate your time.
We’ve assembled some of the top 101Heat TreatTips that heat treating professionals submitted over the last three years into today’s original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips will remind you of the importance of materials science and chemistry.
By the way, Heat TreatToday introduced Heat Treat Resources last year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Induction Hardening Cast Iron
Induction hardening of cast irons has many similarities with hardening of steels; at the same time, there are specific features that should be addressed. Unlike steels, different types of cast irons may have similar chemical composition but substantially different response to induction hardening. In steels, the carbon content is fixed by chemistry and, upon austenitization, cannot exceed this fixed value. In contrast, in cast irons, there is a “reserve” of carbon in the primary (eutectic) graphite particles. The presence of those graphite particles and the ability of carbon to diffuse into the matrix at temperatures of austenite phase can potentially cause the process variability, because it may produce a localized deviation in an amount of carbon dissolved in the austenitic matrix. This could affect the obtained hardness level and pattern upon quenching. Thus, among other factors, the success in induction hardening of cast irons and its repeatability is greatly affected by a potential variation of matrix carbon content in terms of prior microstructure. If, for some reason, cast iron does not respond to induction hardening in an expected way, then one of the first steps in determining the root cause for such behavior is to make sure that the cast iron has not only the proper chemical composition but matrix as well.
(Dr. Valery Rudnev, FASM, Fellow IFHTSE, Professor Induction, Director Science & Technology, Inductoheat Inc.)
14 Quench Oil Selection Tips
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Height of oil over the load
Required flow velocity through the workload
Post heat treat operations (if any)
(Dan Herring, “The Heat Treat Doctor®”, of The HERRING GROUP, Inc.)
How to Achieve a Good Braze
In vacuum brazing, be certain the faying surfaces are clean, close and parallel. This ensures the capillary action needed for a good braze.
A good brazing filler metal should:
Be able to wet and make a strong bond on the base metal on which it’s to be applied.
Have suitable melt and flow capabilities to permit the necessary capillary action.
Have a well-blended stable chemistry, with minimal separation in the liquid state.
Produce a good braze joint to meet the strength and corrosion requirements.
Depending on the requirements, be able to produce or avoid base metal filler metal interactions.
(ECM USA)
Pay Attention to Material Chemistry
When trying to determine a materials response to heat treatment, it is important to understand its form (e.g., bar, plate, wire, forging, etc.), prior treatments (e.g. mill anneal, mill normalize), chemical composition, grain size, hardenability, and perhaps even the mechanical properties of the heat of steel from which production parts will be manufactured. The material certification sheet supplies this basic information, and it is important to know what these documents are and how to interpret them.
Certain alloying elements have a strong influence on both the response to heat treatment and the ability of the product to perform its intended function. For example, boron in a composition range of 0.0005% to 0.003% is a common addition to fastener steels. It is extremely effective as a hardening agent and impacts hardenability. It does not adversely affect the formability or machinability. Boron permits the use of lower carbon content steels with improved formability and machinability.
During the steelmaking process, failure to tie up the free nitrogen results in the formation of boron nitrides that will prevent the boron from being available for hardening. Titanium and/or aluminum are added for this purpose. It is important, therefore, that the mill carefully controls the titanium/nitrogen ratio. Both titanium and aluminum tend to reduce machinability of the steel, however, the formability typically improves. Boron content in excess of 0.003% has a detrimental effect on impact strength due to grain boundary precipitation.
Since the material certification sheets are based on the entire heat of steel, it is always useful to have an outside laboratory do a full material chemistry (including trace elements) on your incoming raw material. For example, certain trace elements (e.g. titanium, niobium, and aluminum) may retard carburization. In addition, mount and look at the microstructure of the incoming raw material as an indicator of potential heat treat problems.
(Dan Herring, The Heat Treat Doctor®)
Aqueous Quenchant Selection Tips
Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
Filtration is important for aqueous quenchants to keep the solution as clean as possible.
Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. Concentration should be monitored on a regular basis to ensure the quenchant’s heat extraction capabilities.
Check for contamination (hydraulic oil, etc.) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Check pH to ensure proper corrosion protection on parts and equipment.
Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
Implement a proactive maintenance program from your supplier.
(Quaker Houghton)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky)
Check out these magazines to see where these tips were first featured:
Need a refresher course on the "gas laws" and how they relate to heat treating? What exactly is going on at a molecular level in your vacuum furnace? This best of the web article gives a helpful review of the theory of gases and practical tips to make your heat treating experience easier.
An excerpt:
"The movement of gases is an important and interesting subject but one often dismissed as a topic best left to scientists. However, the Heat Treater needs to know something about the basic nature (theory) of gases and in particular how they behave in vacuum. The main difficulty is that too much theory tends to become a distraction. Our focus here will be to better understand what goes on inside a vacuum furnace."
This Technical Tuesday column appeared in Heat Treat Today’s December 2021 Medical and Energyprint edition.
Introduction
Dan Herring
"The Heat Treat Doctor"
The HERRING GROUP, Inc.
Medical devices (e.g., dental, and orthopedic implants, instruments) employ literally hundreds of different types of fasteners to hold their assemblies together. Even though the components in the medical devices are small or even tiny, when a fastener fails, the device will almost always fail as well.
Medical devices fall into two broad categories: surgical/non-implant devices and implantable devices. The alloys and heat treatments for the fasteners involved in both are explained below.
Surgical & Non-Implant Medical Devices
Surgical and dental instruments are examples of non-implant medical devices typically manufactured from austenitic stainless steels where good corrosion resistance and moderate strength are required. Examples include: canulae, dental impression trays, guide pins, hollowware, hypodermic needles, steam sterilizers, storage cabinets, work surfaces, and thoracic retractors, to name a few. These applications often use a variety of stainless steels that can be easily formed into complex shapes. (The heat treatment of stainless steels was covered in Heat Treatment of Fasteners for the Petrochemical Industry, Fastener Technology International, October 2013.)
Specific grades of austenitic stainless steel and high-nitrogen austenitic stainless steels are used for some surgical implants. Examples include: aneurysm clips, bone plates and screws, femoral fixation devices, intramedullary nails and pins, and joints for ankles, elbows, fingers, knees, hips, shoulders, and wrists.
However, the vast majority of orthopedic implants worldwide are manufactured from titanium (e.g., Ti-6Al-4V alloy) or cobalt-based alloys (e.g., ASTM F75, a cobalt-based alloy or cobalt-chromium-molybdenum alloys). They are manufactured from castings, forgings, or bar stock.
Medical application examples include pins, bone plates, screws, bars, rods, wires, posts, expandable rib cages, spinal fusion cages, finger and toe replacements, hip, and knee replacements, and maxillofacial prosthetics.
Figure 3. Dental implant posts
Photo Credit: Dentist in Goa via Flickr
Other Uses for Titanium Alloys
Titanium and its alloys have experienced rapid growth in the industrial (38%), commercial aerospace (29%), and military aerospace (23%) segments. The benefits of titanium include its strength, strength-to-weight ratio, corrosion resistance, non-toxicity, biocompatibility, excellent fatigue and fracture resistance, non-magnetic characteristics, life, cost, flexibility, and elasticity that rival that of human bone.
Non-medical applications include:
Manned and unmanned aircraft (e.g., commercial and military aircraft, rotorcraft)
Artillery (e.g., howitzers)
Military vehicles (e.g., tanks, hovercraft)
Naval and marine applications (e.g., surface vessels, submarines)
Turbines (e.g., power generation)
Chemical processing plants (e.g., petrochemical, oil platforms)
The heat treatment of titanium and titanium alloys is complex and demands an understanding of the end-use application, desired microstructure, and process variables.
Types of Titanium Alloys
Titanium alloys are classified in four main groups based on the types and amounts of alloying elements they contain:
Alpha (α) alloys — cannot be strengthened by heat treatment; low-to-medium strength, good notch toughness, and good creep resistance (superior to beta alloys) at somewhat elevated temperatures; formable and weldable
Near alpha phase alloys — medium strength and good creep resistance
Alpha-beta (α - β) alloys — strengthened by heat treatment; medium-to-high strength, high formability, good creep resistance (but less than most alpha alloys), alloys with beta content less than 20% are weldable; most familiar alloy in this category is Ti-6Al-4V
Beta (β) alloys — strengthened by heat treatment, high strength, and fair creep resistance
Figure 5. Load of bone reamers after heat treatment
Photo Credit: Solar Atmospheres, Inc.Figure 6. HIP repair screw after heat treatment
Photo Credit: Midwest Thermal-Vac
Standard heat treatments are typically done in vacuum style furnaces or in inert (argon) atmosphere furnaces and include:
Annealing — increases fracture toughness and ductility (at room temperature) as well as dimensional stability and improved creep resistance. Annealing may be necessary following severe cold work and to enhance fabrication and machining.
Homogenizing — for improved chemical homogeneity in castings.
Solution Treating and Age Hardening (Aging) — a process of heating into the beta or high into the alpha-beta region, quenching, and then reheating again to the alpha-beta region. A wide range of strength levels is possible, fatigue strength increases while ductility, fracture toughness, and creep resistance are enhanced.
Stress Relief — used to reduce residual stresses during fabrication or following severe forming or welding to avoid cracking or distortion and to improve fatigue resistance. Strength and ductility will not be adversely affected and cooling rate is not critical.
Tempering — When titanium is quenched from an elevated temperature, reheated to a temperature below the beta transus, held for a length of time and again quenched, it is said to have been tempered. Three variables exist in tempering: the phases present, the time held, and the tempering temperature.
Figure 4. Load of knee implants after heat treatment
Photo Credit: Solar Atmospheres, Inc.Figure 7. Typical vacuum furnace
Photo Credit: Solar Atmospheres, Inc.
Custom heat treatments include:
Beta Vacuum Annealing and Vacuum Aging — improves fatigue and yield strength as well as elongation in alloys such as Ti-5553 (Ti-5Al-5V-5Mo-3Cr).
Brazing — induction, resistance, and furnace brazing in an argon atmosphere or in vacuum; torch brazing is not applicable. Cleanliness is important to avoid contamination.
Creep Forming — takes advantage of the fact that titanium moves and takes a set-at temperature.
Degassing — involves removing of entrapped gases such as hydrogen (to under < 50 ppm) to avoid embrittlement.
Diffusion bonding — primarily in powder metallurgy where individual particles fuse together from intimate contact of their surfaces.
Hydriding/Dehydriding — the deliberate addition of hydrogen to embrittle the material followed by the removal of the hydrogen after crushing the material into powder. These are the basic steps in the production of titanium powders.
Isothermal Transformation — involves quenching an alloy from the all beta region into the alpha-beta field, holding, and then continuing to quench to room temperature. Treatment in this way causes precipitation of the alpha phase from the beta.
Sintering — typically involving hot isostatic pressing and laser sintering of powder particles to form near net share components
Practical Considerations — What’s Important
The heat treatment of titanium and titanium alloys is most often done in a vacuum furnace (Figure 7). Heat treat furnace capacity is an important consideration since many titanium parts are volume-limited rather than weight-limited. Load support is a critical issue in many applications to prevent creep or other dimensional changes, especially on intricate or complex part geometries typical in a medical fastener.
Temperature measurement and control must be exact, usually ± 10 °F (5.5°C) or better throughout the entire working zone of the furnace. Work thermocouples are needed; part temperature, not just the furnace temperature, must be known. Caution: when heating parts over 1730°F (943°C), titanium cannot be in contact with a nickel alloy or stainless steels since eutectic melting will occur.
Vacuum pumping systems must be capable of reaching high vacuum levels, 1 x 10-5 Torr or lower before starting to heat. This vacuum level must be maintained while heating (requiring very slow ramp rates) as well as when at temperature. Diffusion pumping systems must be properly maintained for maximum efficiency and to avoid backstreaming.
Since titanium is a strong getter material, vacuum furnace interiors must be pristine; ideally, all metal hot zones and dedicated furnaces are desired, but graphite lined furnaces also used for other processes are typical throughout the industry as a practical necessity. Thus, fixtures and furnaces must be “baked out” (cleaned) before use typically at 2400°F (1315°C).
In Conclusion
Fasteners are at the heart of the medical device industry and heat treatment plays a critical role in the manufacturing process. Whether made of stainless steel, titanium, tungsten carbide, or superalloys, a heat treat recipe is available to maximize both mechanical and metallurgical properties for implantable and non-implantable applications.
References
[1.] Jones, Christie L., Fastening Solutions for Medical Devices, White Paper, SPIROL International Corporation.
[2.] Herring, Daniel H., Practical Aspects Related to the Heat Treatment of Titanium and Titanium Alloys, Industrial Heating, February 2007.
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 45 years. He spent the first 25 years in heat treating prior to launching The HERRING GROUP, Inc. in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. Dan holds a patent (as a co-inventor), and his consulting services in heat treating and sintering, metallurgy, operations, business management, sales and marketing, and technology have benefitted a broad range of industries.
Welcome to another Technical Tuesday with Heat TreatToday! Heat TreatToday is always on the hunt for cutting-edge heat treat technology, trends, and resources that will help our audience become better informed to make wiser decisions.
To find the top resources being used in the industry, we asked your colleagues. But how to navigate the thirty-nine resources? In this quick guide, we'll show you how to navigate the resources provided by your colleagues in Heat TreatToday's2021 Trade Show September print edition. And, after you've browsed these resources, you may want to send your own top picks to Karen@HeatTreatToday.com for next year!
Resource Categories
You'll notice an icon in each resource bubble that indicates which of the five sections you are reading about. The resources appear in this order:
Apps & Tools
Teaching/Learning
Networking
At-Your-Fingertips
Unconventional Ideas and Resources
Who Contributed?
Heat treating vice presidents of sales and operations, authors, and in-house experts at heat treat facilities all contributed. Some offered more than one resource, so be on the look-out for those overachievers! Several contributors were:
Tom Morrison at the Metal Treating Institute
Dan Herring, The Heat Treat Doctor at The HERRING Group, Inc.
Mike Coburn at AFC-Holcroft
Mark Rhoa, Jr at Chiz Bros
Sneak Peak?
Since you asked, here are a few pages from the digital edition of the September 2021 magazine. To see all of the resources, click here.




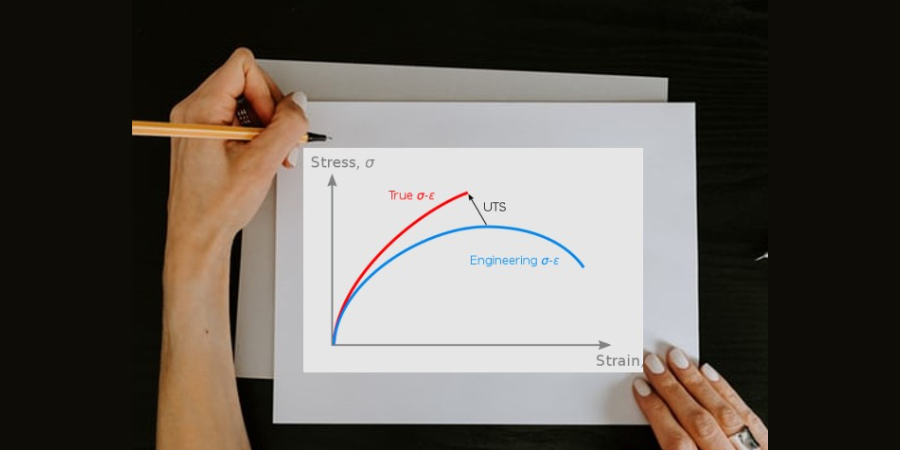



 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com