Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at hot summer events, hot summertime activities, and hot heat treat industry events coming soon to a social media page near you. Check out these posts, podcasts, and videos for a roundup in Heat Treat Social Media.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Heat Treating Skateboards > Hot Moves
This space is usually reserved for something rich and technical, but it’s summertime in the northern hemisphere and heat treating is just as essential for the proper working of items affiliated with leisure and outdoor activities as the products that make the world go round (e.g., automotive, aerospace, etc.). “Skateboarding is not just a sport; it’s an art form, a mode of transport, and a way of life for many. But did you know that the metal trucks on a skateboard—those T-shaped pieces that mount the wheels to the deck—are a product of meticulous heat treatment?” (from Bodycote on LinkedIn, November, 2023)
Check out this recent post from Bodycote laying out how critical it is to safety and experience for skateboard trucks to be heat treated with the same level of skill that it takes to execute an ollie or a shuvit.
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Summer Engineering Institute reshaping the Future of Heat Treating
Future Leaders: Report to the Dome!
Take Us Out to the Old Ballgame!
It may Be Summer but It’s Never Too Early to Think About the Fall
‘Tis also the season for Registration for 2024’s industry events and social media provides an excellent platform for getting the word out. Here are some of the events taking place just in September — don’t delay! Registration is still open for all of these!
Marking Milestones
3. Learn with Us
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. And sometimes things affecting the industry in other places cause us to go “hmm.” Do any of these short posts make you say “eureka”?
Queueing and Sequencing (and more!)
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend two informative podcasts to enjoy on your daily commute!
Tune in to Listen to Heat Treat Radio #110! Isolated Heat, the Future of Vacuum Furnaces
Sharpen your hearing: Heat Treating Knives on the TTT Podcast
5. Junk Food and a Logo Extravaganza
Click through to see what Kowalski Heat Treating thinks about junk food and how that thinking gets them counting logos.
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Heat TreatTodaypublishes eight print magazines a year, and included in each is a letter from the publisher, Doug Glenn. This letter first appeared in Heat TreatToday‘sJune 2021 Buyers Guide print edition.
Doug Glenn Publisher and Founder Heat TreatToday
We’re seeing the backside of COVID as it slouches off into the sunset. Masks are coming off. People are standing less than six feet apart. Hands are being shaken as opposed to elbows being bumped. And planes, trains, buses, interstate highways, office buildings, and restaurants are starting to fill up again with real live people.
So are convention centers.
Such is the case in the North American heat treat industry. . . and none too soon. ASM International recently announced that their IMAT event which includes the long-standing Heat Treat Society sponsored Heat Treat Conference and Exposition (aka Heat Treat Show) will be live and face-to-face this coming September 14-16, in St. Louis. Amen and amen!
Heat Treat Today is one of the sponsors of the ASM Heat Treat Show, and we couldn’t be happier to get together with all of our friends and colleagues at this year’s event. On page 8 of this edition, Eric Hutton explains a bit more about the event. Be sure to read his column. This publication will be heavily promoting the Heat Treat Show as something good and worthy of your attendance. Considering that the last major face-to-face industry event was the 2019 ASM Heat Treat Show, it will be a real blessing to be back in a booth, shaking hands and catching up with industry colleagues, customers, and prospects.
“People are happier and make better decision when they are well informed” has been the driving force behind all that Heat Treat Todaydoes. Our goal is to help people become well informed, and with nearly 24 months since the last face-to-face event, there is certainly a lot of informing that needs to happen. That’s why we’re excited to be one of the key promoters of this year’s event. We hope that you’ll take the time to attend the show, and bring your entire heat treat department with you.
Another way we keep people well informed is by helping them connect with suppliers who can provide them with the equipment, supplies, components, and/or services that they need. That’s exactly what this month’s issue is all about – connecting buyers and sellers of heat treat equipment and services. This is Heat Treat Today's1st Annual Buyers Guide. We’re super pleased with how it has turned out, and we are absolutely certain that next year’s Heat Treat Buyers Guide will be even bigger and better.
In the Heat Treat Buyers Guide, you will be able to find ANY heat treat equipment, supplies, components, sub-systems, or heat treating services that is known to man. If not, let us know and we’ll see if we can add it to the list of improvements for next year. On page 6, our managing editor, Karen Gantzer, explains how to get the most out of this resource. That’s a page worth referencing.
And don’t forget, all of the information presented in this annual print version of the Heat Treat Buyers Guide is updated continually at www.HeatTreatBuyersGuide.com. In the online version, you’ll be able to access the very latest information. When this print issue was going to the printer, there were still a significant number of heat treat industry suppliers who had not updated their listings. By this time next year, there will definitely be more, so don’t forget to check out the online version of this Heat Treat Buyers Guide for the very latest.
If you don’t find what you’re looking for, please let us know. We’re always glad to help.
Whether it’s the Heat Treat Buyers Guide or the upcoming ASM Heat Treat Show, we hope you become and stay well informed in 2021. If there’s anything we can do to help, please let us know. We’re wishing you the very best in 2021 – a true face-to-face, closer than six feet, hand shaking, blessed year.
“Successful heat treating begins by understanding the make-up of the steel that is to be treated.”
Heat Treat Today’sTechnical Tuesday feature provides an overview of the heat treatment process and the benefits wrought from heat treating in salt baths. The article also illuminates details to understand part composition and the austempering and quenching process as a whole.
The author of this Original Content article, Jerry Dwyer, market manager at Hubbard-Hall, has previously written for Heat Treat Today on the topic of polymer quenchants as an alternative to water and oil quenching. Read more here.
Heat treating is a process in which metal is heated to a predetermined temperature and then cooled in a particular manner to alter its internal structure for obtaining a desired degree of physical, mechanical and metallurgical properties. The purpose is to obtain maximum strength (i.e., increase the metal’s hardness) and durability in the material.
Numerous industries utilize heat treated parts, including those in the automotive, aerospace, information technology, and heavy equipment sectors. Specifically, manufacturers of items such as saws, axes, cutting tools, bearings, gears, axles, fasteners, camshafts, and crankshafts all rely on heat treating to make their products more durable and to last longer.1
The heat treating processes require three basic steps:
Heating to a specified temperature.
Holding at that temperature for the appropriate amount of time.
Cooling according to prescribed methods.
Understanding the Part Material
According to the ASM International’s Heat Treating Society, about 80 percent of heat treated parts are made of steel, such as bars and tubes, as well as parts that have been cast, forged, welded, machined, rolled, stamped, drawn, or extruded.1
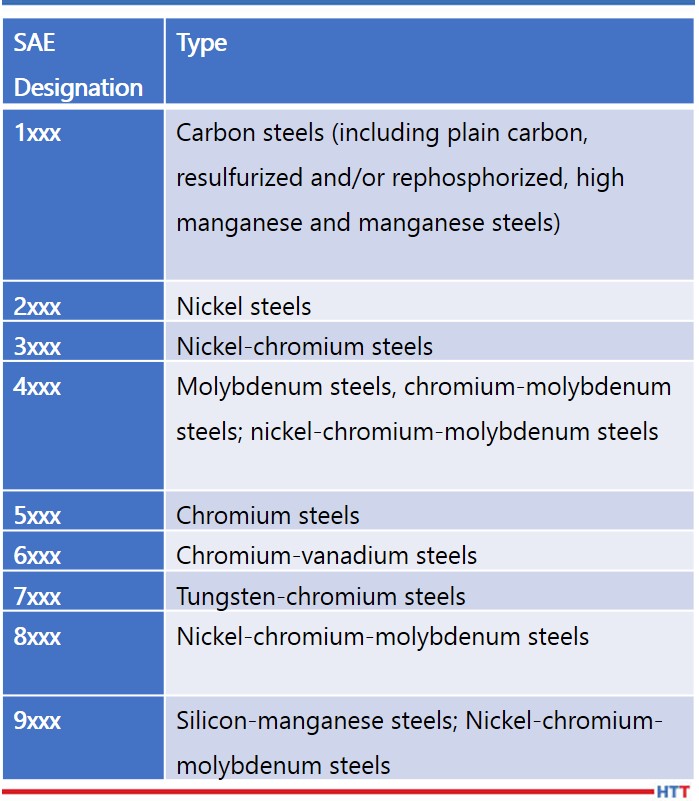
SAE Designation. (Image source: Jerry Dwyer. Reference source #3.)
Successful heat treating begins by understanding the make-up of the steel that is to be treated. The American Iron and Steel Institute (A.I.S.I.) and the Society of Automotive Engineers (S.A.E.) utilize a four-digit system to code various types of steel used in manufacturing. The alloying element in the AISI specification is indicated by the first two digits, and the amount of carbon in the material is indicated by the last two digits. The first digit represents a general category of the steel groupings, meaning that 1xxx groups within the SAE-AISI system represent carbon steel. The second digit represents the presence of major elements which may affect the properties of steel; for example, in 1018 steel the zero in the 10xx series depicts no major secondary element. The last two digits indicate the percentage of carbon concentration. SAE 1018 indicates non-modified carbon steel containing 0.18% of carbon, while SAE 5130 indicates a chromium alloy steel containing 1% chromium and 0.30% carbon.
Carbon steel has a main alloying constituent of carbon in the range of 0.12% to 2.0%. Plain carbon steel is usually iron with less than 1% carbon, plus small amounts of manganese, phosphorous, sulfur and silicon. Carbon steel is broken down into four classes based on carbon content:
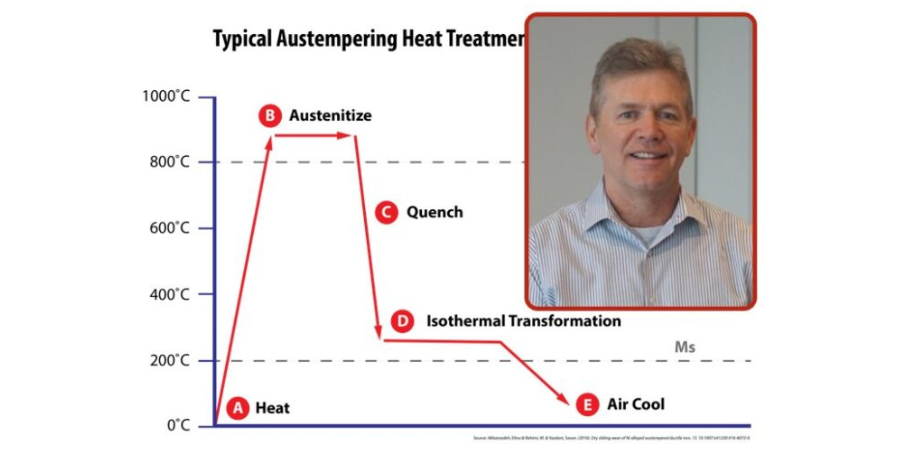
Austempering is one of several heat treatments that is applied to ferrous metals and is defined by both the process and the resultant microstructure of the work. In steel, it produces a bainite (or a plate-like) microstructure.
Typical Austempering Heat Treatment Cycle in Ductile Iron
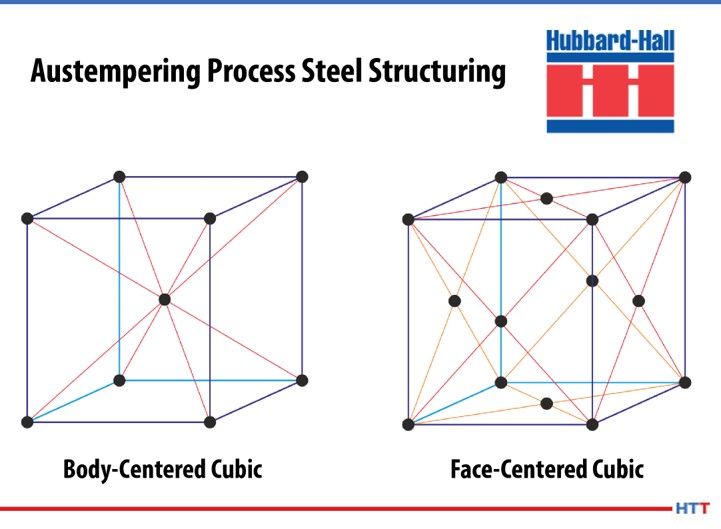
When heated to temperatures below 730°C (1346°F), the pure metal iron has a body-centered cubic structure; if heated above this temperature, the structure will change to a face-centered cubic. On cooling, the change is reversed, and a body-centered cubic structure is once more formed. The importance of this reversible transformation lies in the fact that up to 2.0% carbon can dissolve in a face-centered cubic, forming what is known as a “solid solution.” While in a body-centered cubic iron state, no more than 0.02% carbon can be dissolved this way. The solid solution formed when the carbon atoms are absorbed into the face-centered cubic structure of iron is called austenite.
Austempering Process Steel Structuring
When quenched, carbon is precipitated from austenite not in the form of elemental carbon (graphite), but as the compound iron carbide Fe3C, or cementite. Like most other metallic carbides, this substance is usually very hard; as the amount of carbon increases, the hardness of the cooled steel will also increase.
The temperature of the quench tank is set so that the material is rapidly cooled down at a rate fast enough to avoid transformation to intermediate phases such as ferrite or pearlite and then held at a temperature that falls within the bainite region but staying above the martensitic phase. The bainitic microstructure that is formed as a result of austempering imparts high ductility, impact strength, and wear resistance for a given hardness; a rifle bolt was one of the first applications for this process.
The salt quench also provides low distortion of work with repeatable dimensional response. The materials have increased fatigue strength and is, in general, more resistant to hydrogen and environmental embrittlement.
Heat Treat with Salt Baths
Salt bath heat treatment is a heat treatment process comprising an immersion of the treated part into a molten salt, or salts mixture.2 There are numerous benefits of heat treatment in salt baths, the most prevalent is that they provide faster heating. A work part immersed into a molten salt is heated by heat transferred by conduction (combined with convection) through the liquid media (salt bath).2 The heat transfer rate in a liquid media is much greater than that in other heating mechanisms, such as radiation or convection through a gas.2
Using salt baths also helps with a controlled cooling conditions during quenching. In conventional quenching operation, typically either water or oil are used as the quenching media and the high cooling rate provided by water/oil may cause cracks and distortion. Cooling in molten salt is slower and stops at lower temperature and avoids may of the pitfalls associated with a faster quench.2
Salt baths also provide low surface oxidation and decarburization, as the contact of the hot work part with the atmosphere is minimized when the part is treated in the salt bath.2 There are additional advantages to salt heat treat:
Wide operating temperatures: 300°F -2350°F
Most of the heat is extracted during quenching by convection at a uniform rate.
Salt gives buoyancy to the work being processed to hold work distortion to a minimum.
Quench severity can be controlled or manipulated by a greater degree by varying temperature, agitation and water content of the salt.
Excellent thermal and chemical stability of the salt means that the only replenishment required is due to drag-out losses.
Nonflammable salt poses no fire hazard.
Salt is easily removed with water after quenching.
About the Author: Jerry Dwyer is Hubbard-Hall’s market manager for product groups pertaining to heat treating, phosphates and black oxide. To learn more or get in touch, please visit Hubbard-Hall’s website.
Welcome toHeat Treat Today'sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Check out what heat treating 3D parts does to the integrity of this aluminum piece. Join the discussion in the thread below to see what makes the difference: proper printing or proper heat treatment.
2. Getting Social Online
Let's not talk about the you-know-what that is causing reverberating changes throughout the world. Suffice it to say, many are looking for ways to network, meet, work, and, well, live at a distance. Here are some ways that social media has helped people in the heat treat industry draw people together.
Family Day
Figuring out how to be keep the momentum going at your plant or manufacturing facility may be a challenge, but NitrexMexico seems to have the right idea in (a) recognizing the whole life that their employees have, and (b) throwing a special celebration virtually.
Not wanting to miss out on FAMILY DAY, Nitrex Mexico treated employees & families to a home-delivered catered meal. According to Nayelly Torres, HR Coordinator, the event was created 3 yrs ago to recognize the important role family plays in empowering us to be the best we can be. pic.twitter.com/EbAARvDJgo
Recognition isn't just internal. Focusing on missions outside of one's own life has the interesting effect of drawing people together. See SECO/WARWICK's participation in an endeavor to do just that.
?We do pushups for a little boy named Kajetan, accepting the #GaszynChallenge.? ?
We always put our best endeavors to do more, so we DOUBLED the bet #donating 10 pln for each "pushinguping person" ‼️
These media shared online commemorate the recent past of the heat treat industry. The industry was very different - forget how everyone lived in black and white!! - but also still the same. Check out the media below to get glimpse of the times 50 to 75 years ago.
Geeking Out Over 1945 Aluminum Heat Treat Footage
This YouTube video is an educational film released in the last year of World War II (to give you a context reference) for the heat treatment of aluminum. You can find part 2 by going to this YouTuber's channel.
Bodycote Induction Heating from 1945
What procedures can you see in this picture from an induction heating plant from 1945? Any regulations or plant layout changes as compared to today's?
A "Game Changer" from the 70's
Think about what makes a game changer. This car bottom furnace most certainly qualified as such in 1977, using the most cutting edge technology of its time. Like John Hubbard's sister, there may be something worth sharing in the forgotten news of the past.
4. Reading and Podcast Corner
Ever wanted to have access to resources for on the job training? Read or listen to the sources below to learn a new technique, tip, or other aspect of the industry.
The Future of Heat Treat and the Environment
Center for Heat Treating Excellence
Being a manufacturer with in-house heat treating requires awareness to innovation, and the Center for Heat Treating Excellence is a cooperative membership that keeps you on the cutting edge. Listen to the projects and mission of CHTE in the podcast.
All combustion is not created equal. Listen to Carl Nicolia explain how small changes to your furnace administration can result in high value solutions.
What will Conferences Look Like in the Future?
With protocols and general modes of holding conferences changing over this year, Thomas Report provides an insightful look at how these changes may affect how conferences are conducted in a post-COVID world. Check out the list in this article; maybe you yourself have already thought of one or two of these.
5. Heat Treat Hashtags
Stay current with the latest posts by using these heat treat related hashtags. When you post something on LinkedIn, Twitter, or Facebook, help people find you by using the hashtag that works for you, and @HeatTreatToday so that we can see it too!
#MetalMonday
While many manufacturers and suppliers of heat treatment products have used this hashtag over the years, the most prolific user at this time is Bodycote.
#ManufacturingMonday
Looking for a useful hashtag? This one is a practical add-on which alerts to quite a few tips in the industry.
This one is very similar to #MetalMonday, but it is not as streamlined. Check it out and see what you can find on Twitter, LinkedIn, or Facebook!
#Mfg
Another general hashtag, you never know what you will find, whether it be a fringe development or cutting edge new safety measure. @HeatTreatToday if you find anything worth sharing!
#heattreating
Of course, this hashtag exists! The next time you share a post or post something yourself, be sure to use the hashtag to increase your views!
In the wake of COVID-19, suppliers and manufacturers in the heat treat industry has found ways to educate and convene with one another using digital classes, seminars, conferences and more. This Heat Treat Learning article highlights some of the most prominent events which you can attend from your home or office. The list features events by date.
If you have attended or will be attending an online event, please consider emailing the editors at editor@heattreattoday.com or bethany@heattreattoday.com to share your impressions of the event value.
Classes and Webinars
Fractography and Fracture Analysis: History and Development: Tuesday July 28, 2020, 2:00 PM - 3:00 PM EDT
(photo source: Wynn Pointaux from Pixabay.com)
This free webinar will explore the background of fractography and fracture analysis with Daniel Grice, P.E. Senior Engineer and Larry D. Hanke, P.E., FASM, Principal Engineer Materials Evaluation and Engineering Inc. The event, supported by ASM International, is intended to help anyone who is interested in learning more about material behavior. Read more and register here.
How Verification of Medical Device Surfaces in Production Eases Product Development: Wednesday July 29, 2020, 2:00 PM - 3:00 PM EDT
Operating in different time-zones and featuring a recording to any participant who signs up, this free webinar intends to help metallurgical technicians, engineers, quality control and laboratory managers better understand their surface coatings. The webinar, supported by Buehler, will mainly be focusing on preparation challenges and approaches to achieve good quality, efficient preparation, accurate measurement and correct evaluation of these coatings. Read more and register here.
Elizabeth Kidd, Materials Scientist and Lucas Dillingham, Senior Applications Specialist at BTG Labs
This event targets medical device manufacturers concerned with verification of cleaning, coating, sealing, printing, or bonding. BTG Labs is making this webinar available for free. The speakers are Elizabeth Kidd, Materials Scientist and Lucas Dillingham, Senior Applications Specialist at BTG Labs. Read more and register here.
Heat Treatment 4.0 e-SEMINAR: Wednesday September 9, 2020, 3:00 – 6:00 P.M CET
This international event, conducted in English, features 9 hours of content over a 3 hour period with three topical meeting rooms. Recordings of the event will be made available to all participants for a short time following the event. The site claims that this will be the “first industry virtual meeting of international specialists” including both practitioners and scientists. Additionally, the seminar will serve as a platform to interchange ideas and technologies, share expert experience, and discuss industry in the current times. Hosting this event is SECO/WARWICK. For specific details on the event, read more and here.
ASM Virtual Classrooms: Continual
These online courses listings provide self-guided classes provide professional development opportunities to any students of metallurgy. With quizzes and a final examination, these courses provide certificates of completion for passing (80% or above) the course requirements. A few attributes that one may see in classes are flash animations, video of instructors teaching the course in a classroom, video segments from ASM's DVD series, and PDF's of instructor PowerPoints used in the instructor led trainings. Among course offerings are the Basics of Heat Treat, Component Failure Analysis, and short courses on topics like corrosion. For more details on how to enroll, read more and register here.
Online Opportunities
Not all learning has to be done in a cohort, although community does provide great motivation and a sense of accomplishment. Here is a selection of alternative digital information outlets to access while you are on the go or at home.
Blogs:For the readers
(photosource: tav-vacuumfurnaces.org)
TAV: The Vacuum Furnaces Blog - "Perfect Vacuum Sintering Step by Step [3/4]." Part of a larger series, you can find more via the referenced articles internally linked in this article.
Dan Herring's articles. Check out most heat treat news sources and you are sure to find them.
Ipsen's The Herald. Also, be sure to check out their white papers on their website.
Podcasts:For the drivers
Heat Treat Radio: Re-envisioning your international business? Interested in harnessing the research power of Worchester Polytechnic Institute? Here is just one outlet while you are on your daily drive.
Videos:For the entertainers
Heat Treat Marketing Minute: For advertisers, learn a new skill, hone your marketing technique, use more color in your advertising... all here at Heat Treat Today. Check in with Doug in his commentary on ROI.
MetallurgyData with Neil Hardy: You may remember the young producer of metallurgical content, Neil Hardy. Links to his YouTube and some background on the project can be accessed here.
Tom Ott's LinkedIn videos: Scan LinkedIn and you will find Tom Ott's videos, which come in handy for the tech savvy heat treater.
Heat resistant alloys used for heat treating fixtures, muffles, retorts, radiant tubes, and other parts are typically stainless steel or nickel based austenitic alloys. Welding of these alloys requires practices that are often exactly the opposite of the practices required for carbon and alloys steels since austenitic stainless steels do not undergo phase transformations. Metallurgists are often asked many questions on the proper welding methods. Carbon and alloy steel welding requires practices and procedures that will minimize or prevent the chances of cracking due to potential martensite formation during weld solidification. Austenitic stainless steels do not undergo any phase transformation. They require rapid cooling to prevent solidification cracks due to hot cracking. Thus different procedures are required.
In this Heat Treat TodayTechnical Tuesday feature, Marc Glasser, Director of Metallurgical Services for Rolled Alloys, provides some basic information on the metallurgy as well as good welding practices to follow.
Reprinted with permission from Heat Treat 2019: Proceedings of the 30th Heat Treating Society Conference and Exposition, October 15-17, 2019, Detroit, Michigan, USA. ASM International, 2019.
CHEMISTRY CONSIDERATIONS
Most heat resistant alloys used in the heat treating industry for components are austenitic. They can be austenitic stainless steels, or austenitic nickel alloys. The key word is austenitic. One of the virtues of austenitic materials is that they are not subject of phase changes from cooling to heating or heating to cooling. This is markedly different from alloy and carbon steels, which undergo a phase transformation from austenite to ferrite and cementite. The cooling must be slow enough to prevent martensite formation, so preheating and postheating are performed to either prevent this phase transformation or to temper any formed martensite.
Austenitic alloys do not undergo phase transformations to martensite, and as a result slow cooling the material is the worst operation that an austenitic alloy can be subject to. In austenitic alloys, the main concern is the tendency for welds to hot tear upon solidification[1]. In stainless steels with up to approximately 15% nickel, the solution is simple. The composition is adjusted to form small amounts of ferrite during solidification[2]. Prediction of the ferrite number FN, which represents an estimate of the amount of ferrite in the weld after solidification, is predicted by using Schaeffler diagrams. The ferrite nullifies the effect of certain trace elements that cause hot cracking [1]. One of these trace elements, phosphorous cannot be refined out of the material. Since these materials are all melted from scrap metal, the amount of phosphorous found in the heat will mirror the amount in the scrap. Sulfur, silicion, and boron also contribute to hot shortness, but these elements can be refined to very low levels in the steelmaking process.
For higher nickel bearing grades, with more than 20% nickel, the chemistry precludes the possibility of ferrite formation. Therefore, other means must be employed to prevent hot tearing during solidification. In this case, the residual trace elements, particularly P must be kept low, as they lead to hot shortness [2, 3]. Certain alloy additions including manganese (Mn), niobium (Nb), molybdenum (Mo), and carbon (C) all reduce the propensity of austenitic nickel alloys and high nickel stainless steels to crack [4]. 310 stainless steel stans in a unique position having neither ferrite formers nor weldability-enhancing alloy additions. In this alloy, control of chemistry and residuals is of utmost importance.
The other key to successful welding of nickel alloys is to minimize the time spent in the high temperature range where they are susceptible to hot tearing [4].
GOOD WELDING PRACTICES
Good welding practices for nickel alloys are centered on the need to remove heat as quickly as possible in order to minimize the time spent in the hot tearing range. The first consideration is to keep the heat input as low as possible to still get a full penetration weld. The actual input in kJ is dependent on the alloy being welded.
Heat input (HI) is defined as: HI (KJ/in) = Voltage x Amperage x 6/(Speed (inch/min) x 100)
Welds should NOT be preheated and interpass temperatures should be 200°F maximum. The cooler the interpass temperature is, the less likely hot tearing is [5]. A reliable, easy test for a welder is the spit test. Spit on the weld, and if it boils it is still to hot, and further waiting is in order.
One of the most important considerations in welding nickel alloys is to weld in a straight line along the length of the weld and do not weave. Welders tend to weave from side to side especially when welding nickel alloys which are more viscous that carbon steels and this weaving makes the metal flow better. While this technique works well for carbon steel where a higher heat input and slower cooling are necessary, it is exactly the wrong procedure for nickel alloys. Weaving tends to flatten out a weld. This in turn reduces the crown height and strength.
Furthermore, weaving tends to increase the heat going into the weld and slow down the weld speed. The key is to get a nicely shaped, convex weld bead, as illustrated in Figure 1. A concave bead configuration tends to crack along the centerline [5].
Figure 1: Convex vs. Concave Weld
Full penetration welds are important. Beveling one or more of the pieces to be joined may be required to get a full penetration weld. Incomplete penetration leaves a void between the two workpieces. Such a channel can entrap surface treating gases leading to brittle pieces surrounding the weld. Furthermore, the gap can act as a propagation site for cracks which form from thermal cycling from heat treating. This is shown in Figure 2 below.
Figure 2: The effect of non fully penetrated welds
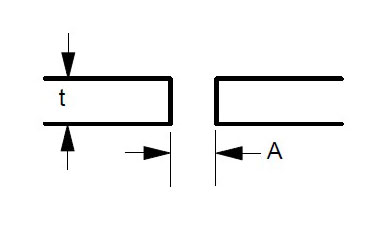
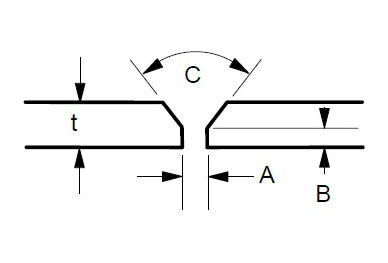
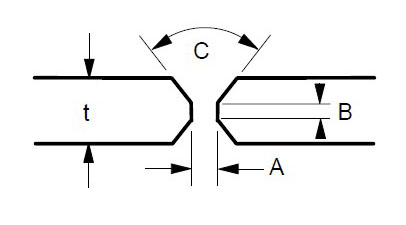
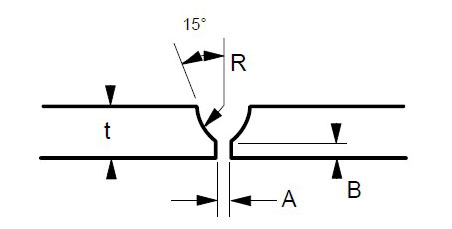
Some suggested joint designs include square butt joint, single V joint, double V joint, single U joint, double U joint, J groove joint, and T Joint. These are shown in Figures 3 to 9 below, along with design criteria. These suggestion grooves are from ASME code[6], but are good guidelines to follow even if code stamps are not required.
Figure 3: Square butt joint. Maximum t = 1/8 ” Gap A = 1/16″ Minimum, 3/32″ Maximum
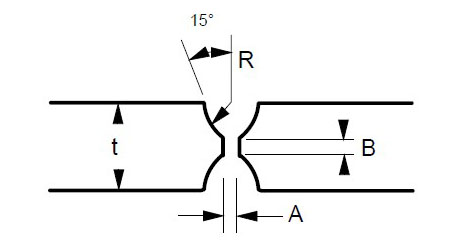
Figure 4: Single V Joint. Maximum t = 1/2″ Gap A = 1/16″ Minimum, 1/8″ Maximum Land B = 1/16 to 3/32″ Angle C = 60 – 75 degrees
Figure 5: Double V Joint. Gap A = 1/16″ Minimum, 1/8″ Maximum Land B = 1/16 to 3/32″ t = 1/2″ or greater Angle C = 60-75 degrees
Figure 6: Single U Joint. Gap A = 1/16″ Minimum, 1/8″ Maximum Land B – 1/16 to 3/32″ Radius R – 3/8″ Minimum For single groove welds on heavy plate thicker than 3/4 inch. Reduces the amount of time and filler metal required to complete the weld.
Figure 7: Double U Joint. Gap A = 1/16 to 1/8″ Land B = 1/16 to 3/32″ Radius R = 3/8″ Minimum Minimum t = 3/4″
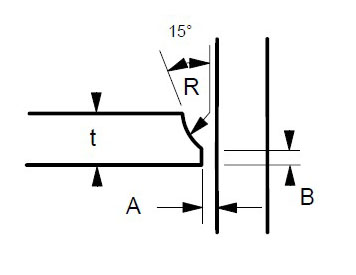
Figure 8: J Groove Joint. Gap A = 1/16 to 1/8″ Land B = 1/16 to 3/32″ Radius R – 3/8″ Minimum For single groove welds on plates thicker than 3/4 inch. Reduces the amount of time and filler metal required to complete the weld.
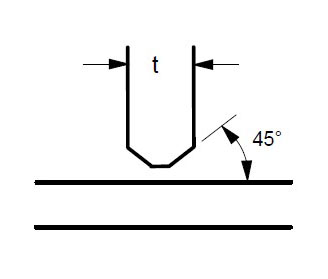
Figure 9: T Joint. t = greater than 1/4″ For joints requiring maximum penetration. Full penetration welds give maximum strength and avoid potential crevices.
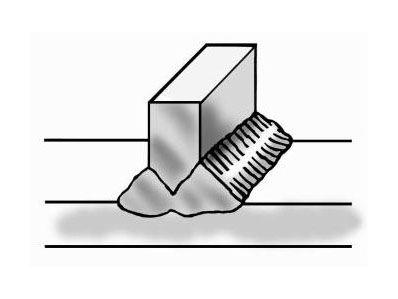
Regardless of which joint is selected, the purpose is to obtain a full penetration weld with no voids or channels, as shown in Figure 10 below.
Figure 10: Example of Full Penetration Weld
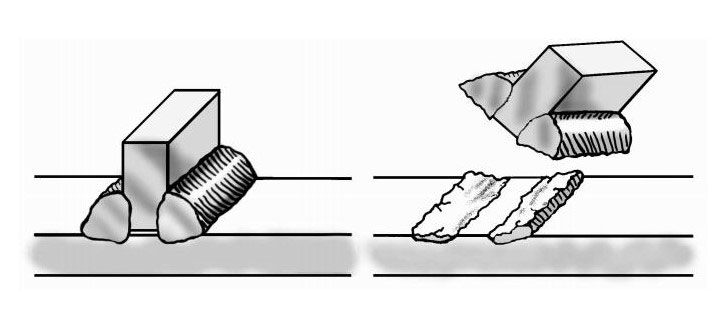
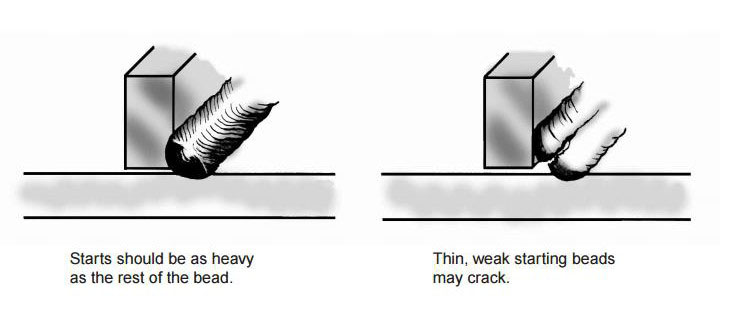
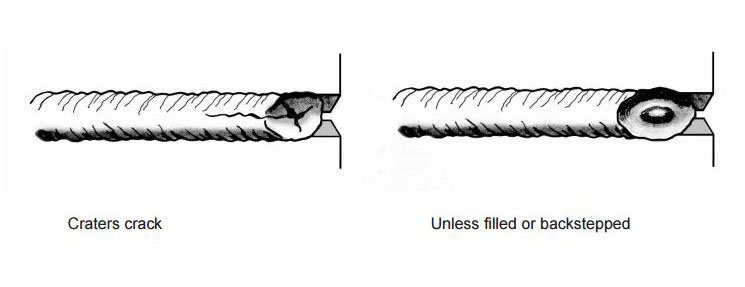
Both the starting and finishing ends of the weld beads can be crack initiation sites. The best practice for starting is to make the start of the weld bead as heavy as the rest of the weld bead [4]. A light or thin start up can cause cracking. This is shown in Figure 11. Furthermore, in nickel alloys, the end of the bead can sometimes yield a star shaped crack. This can be eliminated by backstepping the weld for ½ to 1 inch as shown in Figure 12 [3].
Figure 11: Start welds as heavy as the rest of weld beads
Figure 12: Backstep the weld ends to prevent cracking
Cleanliness is extremely important for welding stainless and nickel alloys. Some general rules include [5]:
Remove all shop dirt, oil, grease, cutting fluids, lubricants, etc. from welding surface and on the area 2 inches wide on each side of the weld joint with suitable cleaning agent.
Eliminate all sources of low melting metal contaminants from paints, markers, dies, back up bars, etc. Chromium plate copper back up bars can form a barrier between copper and the weld surface. Copper can cause HAZ cracking in nickel alloys. These low melting contaminants cause cracking and failures in nickel alloy and stainless steel welds. Avoid using lead or copper hammers in fabrication shops.
Grind clean the surfaces and the HAZ areas. Chromium scales melt at higher temperatures than the base metals and will not be reduced by filler metals.
When welding to nickel alloy or stainless to plain carbon steel, the plain carbon steel must be ground on both sides too.
SHIELDING GASES
Bare wire welding requires a shielding gas to protect the weld from oxidation, loss of some elements to slag or oxide formation, and contamination.
Most stainless steel and nickel alloys require 100% argon for shielding for the GTAW or TIG process.
GMAW or MIG welding has two distinct modes of metal transfer. Spray arc processing transfers metal between wire tip and workpiece as droplets. Short circuit processing transfers the metal in sheets or globules. The most common shielding gas for spray arc GMAW welding is 100% argon. 10-20% helium can be added along with small amounts of carbon dioxide (1% max) to improve bead contour and reduce arc wander [1]. Short circuit GMAW welding uses blends of inert gases usually either 75% argon – 25% helium or 90% helium – 7.5% argon – 2.5% carbon dioxide.
In order to prevent hot cracking with the GMAW process, 602CA® requires a unique blend of 90% argon – 5% helium – 5% nitrogen and a trace (0.05%) carbon dioxide. This blend was trademarked as Linde CRONIGON® Ni30. It is not readily available but there are other close alternate quad gas blends that are commercially available. For GTAW welding, argon with 2.5% nitrogen is used to prevent cracking in 602CA. The nitrogen is the key to preventing cracking in 602CA regardless of method.
RESTRAINT AND DISTORTION CONTROL
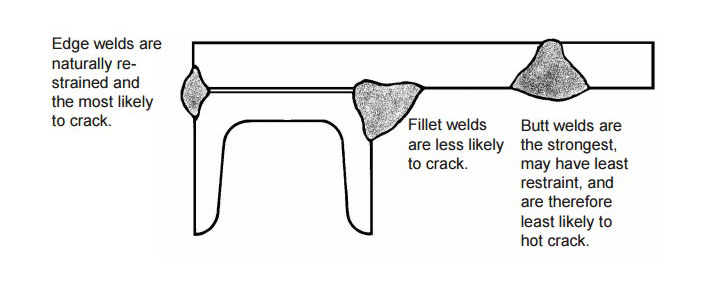
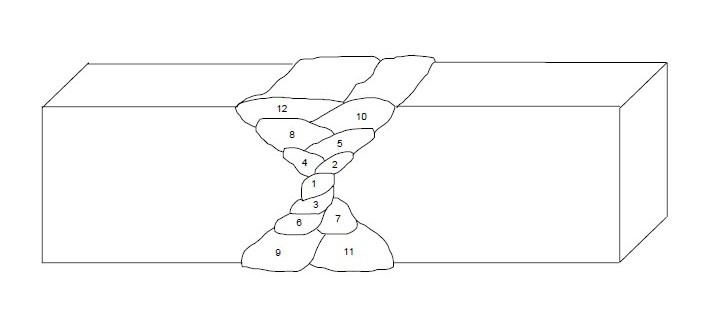
Weld metal shrinks as it freezes. To accommodate the dimensional changes associated with freezing, either the base metal or the weld must move to prevent cracking or tearing. In complex assemblies with multiple welds, each weld, when solidified functions as a stiffener, further restricting movement of subsequent welds. In such cases, the most difficult or crack susceptible weld in the assembly should be made first and the easiest and strongest welds should be made last [5]. An example is shown in Figure 13 below.
Figure 13: Welding with multiple welds. In this example, the edge weld on the left would be the first weld made. The fillet weld in the middle should be the second made, and the butt weld on the right would be the last one made
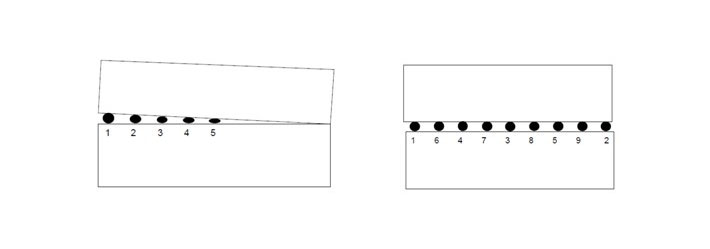
When multiple tack welds must be made, they should be sequenced along the length of the plate [5]. Tack welding from one end to the other that is made in order will result in plate edges closing up as shown in Figure 14.
Figure 14: Tack welding in order along plate edge (left) can close up and distort the joint. Sequencing the tack welds (right) can greatly reduce distortion
Finally, multipass welds should be sequenced around the center of gravity of the joint as shown in Figure 15 below.
Figure 15: Proper sequencing of multipass welds
REFERENCES
[1] Schaefer, Anton L, Constitution Diagram for Stainless Steel Weld Metal. Metal Progress. ASM, Metals Park, OH. P 680-683. November 1949.
[2] Ogawa T. & Tsunutomi, E. Hot Cracking Susceptibility of Austenitic Stainless Steel. Welding Journal, Welding Research Supplement. P 825-935. March, 1982
[3] Li, L & Messler, R. W. The Effects of Phosphorous and Sulfur on Susceptibility to Weld Hot Cracking in Austenitic Stainless Steels. Welding Journal. Dec. 1999, Vol 78, No. 12.
[4] Kelly J. Heat Resistant Alloys. Art Bookbindery. Winnepeg, Manitoba, Canada. 2013
[5] Kelly J. RA330, Heat Resistant Alloy Fabrication. Rolled Alloys. Temperance, MI. May, 1999
[6] ASME Boiler and Pressure Vessel Code. American Society of Mechanical Engineers. New York, NY. 2013.
Come visit the 31st AeroMat conference and exposition! AeroMat is the premier event for aerospace materials and applications for the global industry. Over 700 attendees will be on hand to learn about your company’s latest advances.
AeroMat still holds up as the annual forum that showcases the interchange of pertinent technical information on aerospace industry material and processes. With over 150 technical presentations, come hear plenary speakers featuring the aerospace industry’s most pre-eminent leaders in aerospace materials and take part in a diverse exposition.
The Cleveland Chapter of ASM International will be hosting its Season Kick-off Event on Friday, September 13, 2019, raising money for the Annual Scholarship Fund.
The event will include a luncheon, followed by an 18-hole, shot-gun start golf tournament and ending with dinner, awards, and raffles, at Briarwood Golf Course in Broadview Heights, Ohio. The invite reads:
“Come kick off the new year and celebrate Friday the 13th for an afternoon in the sun with great food, friends, colleagues, prizes and raffles. If you don’t golf come sponsor a hole by setting up your company display and greet the golfers throughout the day, or, you can come for the dinner and awards, or, you can help sell tickets, or, donate a basket for the Chinese raffle, or, you can donate your time and money to make the event a success, or, just come to relax with local ASM Members and their friends. There is certainly something for everyone.”
Rosanne Brunello, incoming chair, ASM International Cleveland Chapter
For more information, contact Rosanne Brunello, incoming chair, by email, rosannemccay@gmail.com, or at ASMInternational.org/cleveland.
A Baker’s Dozen Quick Heat TreatNewsItems to Keep You Current
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
GE Additive has announced the opening of its Arcam EBM Center of Excellence in Gothenburg, Sweden. The new 15,000 square meter facility triples the floor space of Arcam EBM’s previous site in Mölndal with production, R&D, training facilities, and support functions all housed under one roof.
Northern Minerals Ltd., Australia, has signed a rare earths supply agreement with Germany’s Thyssenkrupp Materials Trading for 100% offtake from the Western Australia Browns Range pilot plant, which has already begun producing heavy rare earth carbonates. Under the terms of the agreement, Thyssenkrupp will purchase all heavy rare earth carbonates from the pilot plant and will serve as the exclusive sales partner of Northern Minerals. The two companies will jointly work on the implementation of separating technologies and future expansion of the Browns Range project.
Fluxtrol Inc. presented at the 2019 National Induction Heat Treatment Technology Seminar & Mr. Shen Qingtong Career 67th Anniversary Event in Luoyang City, Henan Province, China. The presentation was titled, “What is Happening When We Induction Scan Harden an Axle?”
Equipment Chatter
An international aerospace firm based in the southeastern United States recently purchased spray/dunk washers manufactured and shipped by Premier/BeaverMatic.
A universal oven (No. 841) was recently put to use heat treating at a customer’s facility, provided by Grieve Corporation.
The production facilities of China-based stainless steel producer Fuxin Special Steel Co Ltd, a part of Formosa Plastics Corporation, in Zhangzhou city in Fujian Province of China, were expanded by a new hot rolling mill as well as cold rolling mills including continuous annealing line and numerous finishing lines. The supply contract for coil transport logistics between the individual plants was awarded to AMOVA GmbH, a company of SMS group.
A hot stamping company in Grand Rapids, Michigan, recently purchased an integrated three-chamber furnace from Lindberg/MPH. A recent video of the installed furnace (at Lindberg/MPH’s website) shows the integration with a robotic transfer system and a hydraulic press.
A rapid heating furnace was recently purchased by a research organization to be used for lightweight hot stamping & formed aluminum automotive component product development. Can-Eng Furnaces International Limited was awarded the contract for the equipment which will integrate the aluminum sheet heating furnace with existing equipment to support both automotive manufacturers and Tier 1 suppliers throughout North America for the development of new safety-critical, lightweight structural components.
A company from within the pharmaceutical industry purchased a Gruenberg steam-heated granulation dryer from Thermal Product Solutions.
Kudos Chatter
Ipsen USA announces its next Corporate Academy class for training Field Service Engineers, part of a fast-track development strategy to continue increasing technical
service capacity in the field. Participants get 26 weeks of comprehensive classroom knowledge, hands-on troubleshooting experience, and on-the-job field training. expertise in servicing and maintaining furnace equipment.
The Cleveland Chapter of ASM International will be hosting its Season Kick-off Event on Friday, September 13, 2019, raising money for the Annual Scholarship Fund. The event will be a luncheon, followed by an 18-hole, shot-gun start golf tournament and ending with dinner and awards, at Briarwood Golf Course in Broadview Hgts, Ohio. For more information, contact Rosanne Brunello, incoming chair, at ASMInternational.org/cleveland. Non-golfers welcome to cheer and/or help.
Novelis and Georgia Institute of Technology recently established the Novelis Innovation Hub at Georgia Tech Company, committing $2.5 million to initiate transformational innovation through sponsored research.
On August 12, 2019, Parker Hannifin and ASM International officially dedicated two new laboratories located at ASM’s headquarters in Materials Park, Ohio. The Powder Characterization Lab and the Computed Tomography Lab were established due in large part to the partnership that Parker Hannifin formed with ASM, allowing key equipment to be acquired for use in the evaluation of additive manufactured metal parts. The Powder Characterization Lab focuses on the size, flow, and shape characteristics of metal powders. The laboratory utilizes a Freeman Powder Rheometer FT4, Horiba Partica LA-960, and a Retsch Technology Camsizer X2, in a total cleanroom environment. The Computed Tomography Lab focuses on non-destructive analysis of metallic parts by way of a Nikon XT H 225 ST CT scanner and an Olympus LEXT OLS5000 laser confocal microscope.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
A thermal processing company donated a $300,000 commercial-grade vacuum heat treating and brazing furnace to Lehigh University’s materials science program to help increase opportunities for its students in the field.
The new addition, known as The Mentor®, was donated to Lehigh University by thermal processing company Solar Atmospheres and its CEO and founder, William R. Jones. Its sister company, Solar Manufacturing, designs and builds vacuum furnaces at its location in Souderton, Pennsylvania, just 23 miles from Lehigh’s campus.
Additionally, Solar Atmospheres built and donated a transformer and water-cooling system that was specifically designed for the application.
Wojciech Misiolek, professor and cha ir of the Department of Materials Science and Engineering at the P.C. Rossin College of Engineering and Applied Science
“This is a very powerful, advanced piece of equipment that will allow us to conduct important experiments in our metallurgy teaching and research, especially around additive manufacturing, which is a hot topic these days,” explains Wojciech Misiolek, professor and chair of the Department of Materials Science and Engineering at the P.C. Rossin College of Engineering and Applied Science. “And we will challenge ourselves to use it up to its full capabilities for heat treatment of metals.”
“With this donation,” adds Misiolek, “suddenly you have the industry-grade equipment. It’s not a miniature version, it’s what you will see out in the field. Our educational system at Lehigh is very hands on, and we have a reputation for that. This furnace will increase opportunities for our undergraduate and graduate students and help them hit the ground running when they go into industry.”