Cemented carbide is often used interchangeably with other terms in the industry to describe a popular material for tool production. However, the specifics of what makes up a cemented carbide, and how this material can be processed, are not so widely discussed.
In this best of the web article, discover the composition, applications, and processes involved in sintering cemented carbide, as well as how vacuum furnaces play an essential role for this material. You will encounter helpful diagrams and resourceful images depicting each step of the process.
An Excerpt:
“Hard metal, or cemented carbide, refers to a class of materials consisting in carbide particles dispersed inside a metal matrix. In most cases, the carbide of choice is tungsten carbide but others carbide forming element can be added, such as tantalum (in the form of TaC) or titanium (in the form of TiC). The metal matrix, often referred as ‘binder’ (not to be confused with wax and polymers typically used in powder metallurgy) is usually cobalt, but nickel and chromium are also used. This matrix is acting as a ‘cement,’ keeping together the carbide particles (hence the ‘cemented carbide’ definition).”
Additive manufacturing (AM) at a commercial scale began about 30 years ago and has expanded well beyond its original scope. As AM becomes increasingly prominent across different industries, heat treaters need to know how to handle AM parts in their shops. Learn about the history of binder jetting AM, the alloys used in this technology that require heat treatment, and what heat treaters should expect for the future.
Read why Animesh Bose of Desktop Metal thinks that binder jetting AM is only going to be used more and more in several heat treating sectors.
This article first appeared in Heat Treat Today’s December 2022 Annual Medical and Energy print edition.
Binder Jetting of Metals: Origins
Animesh Bose Vice President of Research & Development Desktop Metal Source: LinkedIn
Additive manufacturing (AM) at a commercial scale began about 30 years ago and has expanded well beyond its original scope. At the beginning, rapid prototyping (RP) was the name for the burgeoning technology; it emerged in the 1990s to bridge the gap between the need for quickly produced prototypes for manufacturers, not just plastic replicas. Rapid tooling (RT) of metal tooling parts joined RP R&D at this time as the research frontier for materials engineers. The current name for these technologies stands at “additive manufacturing,” or AM, though the popular terminology is simply “3D printing.”
Polymers
Developments in polymer AM also advanced rapidly with both extrusion-based technology as well as through advancements in Digital Light Processing of photopolymers. Stratasys Ltd., an American-Israeli manufacturer of 3D printers, software, and materials for polymer additive manufacturing as well as 3D-printed parts on-demand, began using a material extrusion-based process with their FFF (fused filament fabrication) technology to print parts, patented in 1989. This worked by feeding coils of polymeric materials though a printer, which would extrude the material through a small, heated chamber where the material would pass through a small orifice to extrude – or print – in a three dimensional design. This method allowed for very fine, hair-like material to print in a precise X ,Y, and Z motion, building layer by layer. Vat polymerization was another polymer AM technology that gained traction and involved photopolymer processing. Both technologies are currently used for polymeric materials. Interestingly, both processes have been adapted and are being used for metal 3D printing.
Metal AM
In 1993, an MIT engineering professor named Emanuel “Ely” M. Sachs – a man who could be considered the father of metal binder jetting technique – along with his colleagues from MIT patented the process of laying fluent, porous materials in layers between 50- to 100-micron thickness to form 3D parts. They were able to do this by spraying an organic binder on each layer of material where they wanted to increase the height of the part to produce a bonded layer in the selected area. This layering is repeated several times before the unbonded powder is removed immediately or after further processing.
One of the biggest advancements in metal AM happened in 2014 when GE Aviation combined multiple parts into one huge, complex design using a laser-based additive manufacturing method called direct metal laser melting. The end result was an airplane fuel nozzle made of 20 parts for the LEAP™ engine. All of AM came into the limelight, and direct metal laser melting – a melt-based technology – just took off.
But there were limitations to this laser process, the main one being cost and special powder requirements to layer and melt to form the part. The process was also technologically intensive and not fast enough for high volume production (as would be necessary for automotive or consumer good-type application).
Binder Jetting Technology
Binder jetting that had been developing in the early 2000s started to gain traction as a non-melt-based process for high volume mass production. Instead of melting the powder material, a binder is used to adhere the powder metal layers where needed. This method of printing results in a more uniform final part microstructure compared to the melt-based processes. ExOne, a binder jet 3D printing company, pursued the binder jetting technology using a license from MIT. In 2015, Desktop Metal was formed, and they focused on high volume mass production by binder jet using their Single Pass Jetting (SPJ™) technology. As binder jet gained traction, other companies entered the market (HP, GE, and Digital Metal). Desktop Metal recently acquired ExOne and efforts at developing standards for the technology are in full swing.
Heat Treating of AM Metals
Stainless Steels
There are two popular types of stainless steel for AM. The first is 17-4 PH, a precipitation-hardened stainless steel, which I like to call an “all purpose” stainless steel. When heat treated, one can achieve varying levels of strength, hardness, and elongation; and since it’s stainless steel it has a reasonable corrosion resistance. The aging treatments are already well-established – for example, H900, H1100, etc. The other popular grade is 316L, a non-heat treatable grade used in the food industry among others. Now, most stainless steels have chromium and nickel in decent amounts, so companies have developed a grade which is called “nickel-free stainless steel” for applications where people might be allergic to nickel. This class of alloy is also heat treatable. There are many more stainless steel grades that are being developed by the binder jet process.
Low Alloy Steels
Many low alloy steels are used in AM. For example, 4140 and 4340 have various, small amounts of alloying elements. These low alloy steels also need to be heat treated.
Tool Steels
Again, most tool steels are heat treatable. One of the most popular grades is H13; it is a tool steel that is heat treatable and can achieve fairly high hardness. It’s used for dies and other types of tooling.
Then, there is a category of tool steels known as A2 and D2; those are steels in which the strength can be changed through heat treatment.
Metal Alloys with Binder Jetting
There are also non-steel alloys that are used in binder jetting and require heat treatment. One example is nickel-based alloys, which fall in the broad category of super alloys. With some of these alloys, a heat treater would solutionize the part by taking it to a high temperature (950-1000°C), hold it for 60 minutes, and then quench in water, high pressure gas, or (in some instances) in air. The part then undergoes an aging treatment for several hours, depending on part thickness.
Additionally, there is a class of copper alloys with small amounts of zirconium and chromium that is heat treatable. These alloys have lower thermal and electrical conductivity compared to pure copper but have an advantage of higher strength and hardness over pure copper, which is very soft and malleable. For example, in applications that require additional strength and hardness compared to copper, the copper zirconium-chromium-based alloys may be appropriate since their strength and hardness can be increased by heat treatment.
This is just an introduction to the many alloys that have been used in binder jetting that need heat treatment.
Future of Binder Jet and Heat Treat
While heat treaters know about AM in the medical and aerospace industries, AM will likely gain more traction in the automotive industry. Presently, these are relatively small parts, but you will begin to see larger components coming from AM; one of the things to be aware of is that AM can create organic shapes, including all kinds of twisted and complex metal geometries. To ensure that these organic shapes do not distort or droop, larger parts must be well-supported. The development of a software known as Live Sinter™ by Desktop Metal offers the possibility of negatively distorting a complex shaped part (in the green state) so that after sintering, the part shrinks and distorts to eventually provide the desired complex shape at the end. This allows for the possibility of sintering parts either with minimal or without any support structures.
Heat treaters can also anticipate high volume AM production. This is one of the major focuses for binder jet engineers – to reduce costs for most automotive parts – as it will make AM very appealing to this cost-conscious industry.
Finally, optimizing sintering processes and related equipment for AM parts will result in meeting the production demands of the industry, and this will lead to AM parts being seen in heat treat shops more regularly. It would not be a stretch to consider (since there are heat treatments where gas atmosphere quenching at high pressures is possible), that the complete heat treatment cycle may be performed in the same furnace.
About the Author: Animesh Bose is the vice president of Research & Development at Desktop Metal, where he is responsible for building out the company’s palette of materials that can be used to print quality parts. He has been involved in the area of powder metallurgy and particulate materials (PM) for more than thirty years.
In this article, explore the importance of alternative advanced manufacturing processes and the effects of post-process heat treating of DMLS titanium alloy parts. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of these processes. Read along to see what they found.
This Technical Tuesday article was first published in Heat Treat Today's December 2022 Medical and Energy print edition.
Contact us with your Reader Feedback!
Jianyu Liang Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute Source: WPI
According to Markets and Markets reports, the metal implants and medical alloys market 1 will reach $17.64 billion by 2024, at a CAGR of 9.4%, with titanium metal implants and medical alloys accounting for the largest share of the market. Since it was first reported in the 1940s that titanium had excellent compatibility with human bones, titanium has been used in a wide range of biomedical applications, including arthroplasty and bone replacement, prostheses, craniofacial, maxillofacial, and dental implants, as well as surgical instruments and healthcare goods. 2,3
Although Ti-6Al-4V alloy was originally developed for aerospace applications, its many attractive properties — such as high strength-to-weight ratio, satisfactory biocompatibility, and good corrosion resistance — resulted in it being one of the most widely used biomedical alloys. 4
However, Ti-6Al-4V alloy is very difficult to machine. Traditional Ti-6Al-4V manufacturing processes include casting, wrought (forging/milling from ingots), and powder metallurgy (P/M), with wrought products accounting for 70% of the titanium and titanium alloy market. 5
In recent decades, additive manufacturing (AM) processes have been rigorously
Richard Sisson Key Heat Treat Researcher and Lecturer at Worchester Polytechnic Institute Source: WPI
developed as an alternative advanced manufacturing process for Ti-6Al-4V, especially in personalized biomedical applications. Alternate processes, including powder-bed fusion (PBF), directed energy deposition (DED), and sheet lamination (SL) have been applied in AM processing of titanium and its alloys. 6 Direct metal laser sintering (DMLS), a PBF technology, was the first commercial rapid prototyping method to produce metal parts in a single process and is one of the most widely used AM technologies to manufacture Ti-6Al-4V parts. 7 However, even with the protective oxide film (mainly TiO2), titanium alloys still suffer from pitting and crevice corrosion. Localized breakdown of the protective film leads to the formation of pits. These pits can grow and propagate into macroscopic cracks, which lead to catastrophic failure in orthopedic applications. 8,9
It was reported that post-heat treatment of Ti-6Al-4V parts fabricated by AM techniques could improve its mechanical properties, especially increasing ductility and fatigue strength.
Yangzi Xu Yield & Module Process Engineer at Intel Corporation Source: WPI
However, the changes in corrosion behavior with various post-heat treatments of Ti-6Al- 4V parts fabricated by AM techniques have not been fully understood. In a recent study, a team at Worcester Polytechnic Institute (WPI) evaluated the effects of various post-process heat treatments (including solution treatment and aging, annealing, stress relief, and hot isostatic pressing (HIP)), on the corrosion behavior of Ti-6Al-4V parts manufactured by DMLS. The researchers then proposed a desirable posttreatment procedure that can obtain a good combination of mechanical properties and corrosion behavior of as-printed parts in a simulated body environment. 10,11,12
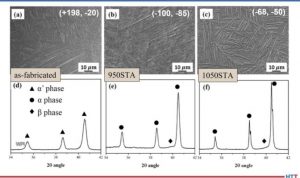
Ti-6Al-4V dumbbell-shaped tensile testing bars were fabricated by DMLS, according to ASTM standards. The microstructure, phase fraction, porosity, and residual stress of as-printed parts were examined and compared to those of the commercial Grade 5 alloy. It was found that the as-printed samples, mainly composed of acicular α’ martensite phase with a small amount of nano-scaled β precipitates, dispersed in the α’ matrix due to rapid cooling during laser processing, whereas the Grade 5 alloy has an α + β two phase with an equiaxed microstructure. The β phase fractions in the as-printed and Grade 5 alloy were 1.6% and 20%, respectively, based on the results of x-ray diffraction refinement. Furthermore, porosity and defects due to lack of fusion or entrapped gas were observed in the DMLS samples. The rapid cooling rate also resulted in residual tensile stress in the as-printed parts.
The microstructure and phase changes due to different heat-treatment processes were examined and compared to those of the commercial Grade 5 alloy. The corrosion behavior of the heat-treated DMLS parts was studied in simulated body fluid by well-established electrochemical methods.
Microstructure: coarsening of the α lath thickness, more spherical β precipitates. Phase identification: narrowed α characteristic peaks (reduced compressive residual stress) Source: WPI
Transformation from α’ to α phase, coarsening of the α lath microstructure, and the development of β phase were observed in samples after heat treatments. The greatest fraction of β phase was obtained in the high temperature annealed sample. Enhanced corrosion resistance was found in all heat-treated samples. The reasons for improved corrosion resistance after heat treatments include: 1) a passive layer that was developed on the sample surface after heat-treatments; 2) increased β phase fraction and size after heat treatments that led to the reduction of the corrosion susceptible sites. Furthermore, only a single passive layer has been observed in the as-printed sample, whereas double passive layers have been observed in samples after heat treatments at temperature higher than 550°C. However, this second layer, which was largely composed of Al2O3 and V2O5, had very low corrosion resistance compared to that of the primary passive layer that was primarily TiO2.
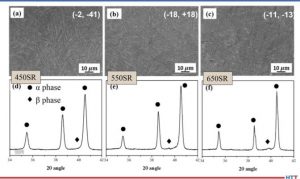
Microstructure: coarsening of the α lath, and grain boundary can be observed Phase identification: narrowing of α characteristic peaks (reduced microstrain, increased grain size) and evolution of β phase Source: WPI
It was also found that the surface roughness had an exponential effect on the corrosion current density and calculated corrosion rate. A rough surface led to a higher corrosion rate, but a rough surface is known to enhance osteointegration. Therefore, surface roughness needs to be adjusted, based on specific applications.
Microstructure: no significant change in the α lath thickness Phase identification: narrowing of α characteristic peaks (reduced microstrain), evolution of β phase Source: WPI
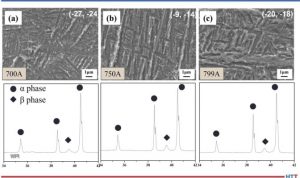
The effect of porosity was analyzed by using a crevice corrosion test. After a one-month immersion in Ringer’s solution at body temperature, pits were found on the Ti-6Al-4V sample surface near the pores in the as-printed samples, which was due to the formation of localized O2 concentration cells near the pore. Porosity in the as-printed parts was confirmed to impair crevice corrosion resistance. To reduce porosity, HIP was applied at three different temperatures. Based on polarization tests and electrochemical impedance spectroscopy tests, different degrees of reduction in porosity and corrosion-current density were observed in samples after HIP; this reduction was most significant after high-temperature HIP at 799°C (1470°F).
In summary, it was found that high temperature heat-treatment enhanced the corrosion resistance of DMLS Ti-6Al-4V parts. HIP was effective in reducing porosity and improving corrosion resistance. HIP below the annealing temperature (799°C, 1470°F) was recommended as a post-treatment for DMLSprintedTi-6Al-4V, to achieve a good corrosion resistance.
References
[1] “Metal Implants and Medical Alloys Market – Global Forecast to 2024,” 2019. https://www.marketsandmarkets.com/Market- Reports/metal-implant-medical-alloy-market-256117768.html.
[2] R. Bothe, et al., “Reaction of bone to multiple metallic implants.” Surgery, Gynecology and Obstetrics, 1940, 71:598–602.
[3] M. Sarraf, E. Rezvani Ghomi, S. Alipour, et al., “A state-of-the-art review of the fabrication and characteristics of titanium and its alloys for biomedical applications,” Bio-des. Manuf., 2022, 5, 371–395. https://doi.org/10.1007/s42242-021-00170-3.
[4] L.-C. Zhang and L.-Y. Chen, “A Review on Biomedical Titanium Alloys: Recent Progress and Prospect,” Adv. Eng. Mater., 2019, 21: 1801215. https://doi.org/10.1002/adem.201801215.
[5] L. E. Murr, S. A. Quinones, et al., “Microstructure and mechanical behavior of Ti–6Al–4V produced by rapid-layer manufacturing, for biomedical applications,” Journal of the mechanical behavior of biomedical materials, 2009, 2(1), 20-32. https://doi. org/10.1016/j.jmbbm.2008.05.004.
[6] A. Hung Dang Nguyen, A. K. Pramanik, Y. Basak, C. Dong, S. Prakash, S. Debnath, I. S. Shankar, Saurav Dixit Jawahir, and Budhi Dharam, “A critical review on additive manufacturing of Ti-6Al- 4V alloy: microstructure and mechanical properties,” Journal of Materials Research and Technology, 2022, 18: 4641-4661. https://doi.org/10.1016/j.jmrt.2022.04.055.
[7] “Direct Metal Laser Sintering (DMLS) Technology,” Additive News. https://additivenews.com/direct-metal-laser-sintering-dmlstechnology/.
[8] O. Cissé, O. Savadogo, M. Wu, and L’H Yahia, “Effect of surface treatment of NiTi alloy on its corrosion behavior in Hanks’ solution.” Journal of Biomedical Materials Research, 2002, 61/ 3 :
339-345. https://doi.org/10.1002/jbm.10114
[9] Sara A. Atwood, Eli W. Patten, Kevin J. Bozic, Lisa A. Pruitt, and Michael D. Ries,”Corrosion-induced fracture of a double-modular hip prosthesis,” The Journal of Bone & Joint Surgery, 2010, 92/ 6: 1522-1525.
[10] Y. Xu, Y. Lu, K.L. Sundberg, et al., “Eff ect of Annealing Treatments on the Microstructure, Mechanical Properties and Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V,” J. of Material Eng and Perform, 2017, 26: 2572–2582. https://doi.org/10.1007/ s11665-017-2710-y
[11] Ibid.
[12] Z. Yang, Y. Xu, R. D. Sisson, & J. Liang, “Factors Influencing the Corrosion Behavior of Direct Metal Laser Sintered Ti-6Al-4V for Biomedical Applications,” Journal of Materials Engineering and Performance, 2020, 29/6: 3831-3839.
About the Authors
Professor Richard Sisson is a key heat treat researcher and lecturer at Worchester Polytechnic Institute. His main research interest is the application of diffusion and thermodynamics to the solution of materials problems. Currently, he is working on modeling the surface treatment of steels and the postprocessing of AM ceramics and metals. His research endeavors have resulted in over 300 publications and over 300 technical presentations.
Dr. Yangzi Xu is currently working at Intel Corporation as a Yield & Module Process Engineer. She received her PhD at Worcester Polytechnic Institute (WPI) and focuses her research on understanding the mechanical and electrochemical properties of AM Ti alloys with different types of heat treatments, and their corrosion performance in biofluid for potential orthopedic applications. Her background includes research in polymer and food science and engineering.
Professor Jianyu Liang is a Professor of Mechanical and Materials Engineering at Worchester Polytechnic Institute, with affiliated appointments in the departments of Civil and Environmental Engineering, Chemical Engineering, and Fire Protection Engineering. Her research work on nanomaterials, AM, agile manufacturing, machine learning for materials science and manufacturing engineering, and sustainability has been funded by NSF, NASA, DoD, ED, and industry. Her work has resulted in over 300 research papers and technical presentations. As an educator, Liang strives to equip students with the confidence, enthusiasm, knowledge, and skills to allow them to enjoy learning throughout their lives.
For more information
Department of Mechanical and Materials Engineering Worcester Polytechnic Institute, 100 Institute Road, Worcester, MA 01609 Or email jianyul@wpi.edu and sisson@wpi.edu
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
All the buzz in our industry seems to indicate that additive manufacturing (AM) and 3D printing are the next hot topics in heat treat, particularly in vacuum heat treat. Heat Treat Today decided to find out how these new technologies are shaping the industry. Read what five heat treat industry leaders had to say about how their companies are preparing for the next generation of AM and 3D printing.
This Technical Tuesday article bringing together the responses from these five companies was first published in Heat Treat Today‘s November 2022 Vacuum print edition.
What changes have you made to accommodate the AM/3D printing marketplace?
Dennis Beauchesne General Manager ECM USA, Inc.
The most important changes relate to the build plate size and how it connects to our standard size systems. Build plates are ever-changing, it seems, as customers have new applications and mostly larger build plates are being requested. In addition, the process parameters – such as temperature and time at temperature and quantity of material – are important. These two items have the most to do with reconfiguring equipment for the AM market. We have also been able to implement our wide range of automation and robotics skills into this equipment as the market scales up for high production.
How will your products and/or services change to accommodate this marketplace?
We are/will be introducing equipment that is in line with standard-build plate dimensions along with reducing operating costs.
Share how 3D printing or AM products/services help heat treaters.
Contact us with your Reader Feedback!
Recent debind and sinter applications have involved, as previously mentioned, complete robotics to handle parts after printing, to debind, to sinter, and then to process specialized by ECM, such as low-pressure carburizing. ECM has also provided equipment to provide all three processes in the same furnace without moving the load or requiring the furnace to cool and reheat. This reduces work processing time along with less handling and less utility cost.
What changes have you made to accommodate the AM/3D printing marketplace?
Mark Hemsath Vice President of Sales, Americas Nitrex Heat Treating Services
Nitrex Vacuum Furnaces, through its GM Enterprises acquisition, has moved heavily into additive manufacturing via large production MIM furnaces, which are able to both remove large amounts of powder binders and sinter the parts in the same process. We are in the process of installing and/or starting up five furnaces for these markets, and we have recently employed even more advanced concepts on high volume wax removal. A further trend is on higher value materials, like nickel and cobalt alloys and titanium, necessitating diffusion vacuum levels for processing. Nitrex Vacuum has had this experience already for many years, so moving to smaller scale 3D designs comes with years of experience.
How might your products and/or services change to accommodate this marketplace?
Smaller units are a trend to keep an eye on. We have over a decade of learning from the large units we offer, and this will allow us to compete in these lower volume markets (i.e., 3D) via our proven expertise. Several facts/ideas that we are keeping top of mind are:
Large potential in the future (whole new market starting to evolve)
Redesign the product to meet the new needs
Good for rapid prototyping and quick low volume parts
Furnaces need to be available with fast delivery 3D printing is finding a tremendous niche in fast part production, sourced internally or sourced quickly. These parts may cost more per piece, but having them fast is often more important, and 3D offers this ability to cut weeks or months off of supply chain sourcing.
Share how 3D printing or AM products/services help heat treaters.
The AM sector is still in growth mode. How we help is to give a full-service solution to those customers who want to really increase their volume yet use vacuum in the process. Vacuum helps to transport the binder vapors away from the parts and into the traps for removal. Full binder removal adds to the quality of the parts, as does vacuum sintering of the final parts. We have supplied a few systems over the years with higher, diffusion vacuum levels. As powder materials evolve to higher value materials, there is more interest in diffusion vacuum, and we recently supplied such a system.
What do readers need to know about AM/3D to make decisions today?
Vacuum is the proper way to debind and sinter. Additionally, 3D printing started slow and there were many technologies evolving. Now, it has started to really grow, and the need for smaller furnaces that can offer the same quality as MIM parts produced in high volumes will be a need for 3D part makers, in medium to low volume parts. This may involve furnaces for sinter only, debind and sinter, or even sinter and heat treat. We can see the need to both sinter 3D parts in a small furnace and also heat treat them with special added processes and surface treatments.
What changes have you made to accommodate the AM/3D printing marketplace?
Phil Harris Marketing Manager Paulo
Adding a hot isostatic press has been the most notable change Paulo has made to serve the growing AM market. It goes a step further than that though; heat treatment of AM parts has rapidly evolved, and the desire for custom cycles and more data has caused us to make instrumentation changes and do more R&D type work. Understanding the full production path of the parts and doing our part to reduce the time parts are spending in post-processing steps, including offering stress relief, HIP, EDM, and vacuum heat treatment in a one-stop-shop.
How might your products and/or services change to accommodate this marketplace?
As trials continue and boundaries are pushed for both additive and the accompanying thermal processing, we’re constantly keeping an eye on what’s next. Investing in equipment that’s capable while maintaining and instrumenting it to provide the data and reliability the market needs is the name of the game. Of course, open communication with additive manufacturers and printer designers makes this far easier. We value communication with printer manufacturers as it helps us understand demand for our services in terms of build plate size, since, as we all know, furnaces and HIP vessels aren’t one size fits all!
Share how 3D printing or AM products/services help heat treaters.
Additive parts have become commonplace and we’re now regularly providing HIP, stress relief, and solution treating for them. A more interesting example is for parts printed in Inconel 718; we’ve developed a combined HIP and heat treat (or High Pressure Heat Treat) cycle which was able meet material properties specifications when the traditional processing techniques were not. This is where we feel the real cutting edge is when it comes to heat treatment of additive parts; the slow cooling HIP cycles developed for casting decades ago aren’t always optimal for today’s additive parts.
What changes have you made to accommodate the AM/3D printing marketplace?
Trevor Jones President Solar Manufacturing, Inc. Source: Solar Manufacturing, Inc.
There are several methods for 3D printing and we as heat treaters and vacuum furnace manufacturers generally classify those methods into two basic groups: those that use liquid binding polymers and those that do not.
For the group who does not use liquid binding polymers, there are no changes thus far to the design of the vacuum furnace that must be made. One significant caution is insuring there is no loose powder on the surface or cavities of the parts. Residual powder on or in the parts could have adverse effects on the parts themselves and to the vacuum furnace. The loose powder can liberate from the part during the heat treat or quench steps during the process and contaminate the vacuum furnace. The powder in the furnace is then considered FOD (foreign object debris) for subsequent heat treatments processed in that furnace. The powder could also accumulate over time and cause an electrical ground the heating elements or the quench motor, clog the heat exchanger, contaminate vacuum gauges and hot zone insulation, among other issues.
For the group that does contain liquid binding polymers, in addition to the comments about avoiding loose powder on or in the parts, care must also be taken to accommodate for the vaporization of the binder that occurs during heating of the parts. The binder, in its vapor form, will condense at cooler areas in the vacuum furnace. The condensed areas are potential contamination points and could have all the same issues and concerns of loose powder as described above. The binder collection locations, whether at intentional or non-intentional places, will also have to be routinely cleaned to maintain ideal binder collection, optimum vacuum pumping, and overall furnace performance.
How might your products and/or services change to accommodate this marketplace?
With the growth of 3D printing using liquid binder polymers, Solar Manufacturing has taken what was learned from the furnace modified at Solar Atmospheres of Western PA for MIM and AM processing and applied it to a new furnace product line specific for the debind and sinter applications. Solar Manufacturing collaborated with our affiliate company, Solar Atmospheres of Western PA, in modifying an existing vacuum furnace to accommodate the debind and sintering processes. A modified hot zone was installed, and a dedicated binder pumping port was added that helps minimize and target the condensation of detrimental binders evaporating out of parts containing binders. The modified Solar Atmospheres furnace is extremely valuable in gaining knowledge about various aspects of the process and learning what works, and what does not work, in furnace and recipe design. Combining the knowledge and experience of process development of Solar Atmospheres with the advanced Engineering Design Team at Solar Manufacturing, we believe we have a furnace design that modernizes and simplifies the debinding process while minimizing traditional maintenance issues.
Share how 3D printing or AM products/services help heat treaters.
We developed a process of debinding and sintering stainless steel parts with our affiliate company Solar Atmospheres in Souderton PA. The project started out with our Research and Development group to develop the process for the client’s parts. As the trials scaled up, test coupons became test parts, eventually full-size loads. There are always challenges to scaling up from test parts to production loads and we were able to provide the support the customer needed through that transition. The R&D eff orts were successful, and the client ended up purchasing multiple furnaces, which was the end goal for both parties.
Additionally, Solar Atmospheres is currently vacuum stress relieving a 3D component for a major U.S.-based aerospace company that is in use in aircraft today. Also, numerous large-scale components destined for deep space.
What do readers need to know about AM/3D to make decisions today?
Bob Hill, president of Solar Atmospheres of Western PA, reminded us to “realize and acknowledge that AM is still in its infancy stage. Therefore, many metallurgical uncertainties still exist for the multiple printing processes that exist. Understanding this new kind of metallurgy for each printing process, while developing standards and specifications unique to additive manufacturing, is still a huge obstacle. Until this is accomplished, AM will not be the ‘disruptive’ technology that all the experts predict it will be.” If your business is printing parts with liquid polymer binders, you should seriously consider how you plan on debinding and sintering the parts ahead of time. Printed parts in the “Green” or even “Brown” state are fragile and if you are going to ship the parts somewhere else for the debind and sinter steps, extreme care must be taken to prevent the parts from fracturing during transit. Although the shipping can be safely and successfully accomplished, ideally a furnace is available at the print shop to immediately perform the debind and sinter process to avoid those potential shipping difficulties. The other forms of 3D printing that do not contain liquid polymers generally do have this issue.
What changes have you made to accommodate the AM/3D printing marketplace?
Ben Gasbarre Executive Vice President Sales & Marketing Gasbarre Thermal Processing Systems
From our inception, Gasbarre has had expertise in the powder metallurgy industry, which requires debind and sinter applications similar to that in the AM and 3D printing markets. Our ability to supply equipment for both powder and parts producers has set us up for quick adoption into this market. While considerations need to be made specific to AM, our focus has been on technical support and helping the market grow to higher volume applications.
How might your products and/or services change to accommodate this marketplace?
As adoption of these technologies grow, the volume at which parts need to be produced will grow. Our line of continuous processing equipment in both vacuum and atmosphere applications are well suited. Whether it be debind and sinter, annealing, or stress relieving, we have equipment and expertise that can grow from early production to high volumes.
Share how 3D printing or AM products/services help heat treaters.
Overall, Gasbarre is here to be a resource and support the growth of the additive market. Whether that be through new equipment, servicing existing equipment, or involvement in the industry organizations, we have the expertise to drive success today and into the future!
What do readers need to know about AM/3D to make decisions today?
Additive manufacturing is such a dynamic technology, it is difficult to state one specific item. There is the potential for significant growth opportunities for new applications, but also the potential replacement of traditional manufacturing methods. We also know there is substantial backing for the technology by both private industry and government entities. Like other emerging technologies in the automotive and energies sectors, additive manufacturing isn’t a matter of if, but when it’ll achieve wide scale adoption and high-volume applications.
It is amazing how the list of materials being utilized with this technology is growing. While metals and alloys have not been the majority of the market, it is rapidly growing. With that growth, there is a wide variety of applications and thermal processing requirements for those materials. As well, the different additive and 3D printing processing methods (i.e., binder jetting, powder bed fusion, etc.) leads to a similar diversity in thermal processing requirements.
The powder metal industry continues to develop to keep up with production and industry needs. What exactly goes on with powdered metals and additive manufacturing? What is the sintering process? What should heat treaters know about the future of this industry?
In this original content article, three different resources -- an article, a radio broadcast, and a Heat TreatTVepisode -- come together to answer these questions and much more.
Ron Beltz Director of Strategic Accounts Bluestreak | Bright AM™
In this article, investigate the processes used to treat the metal powders. Sintering is one such process and others, like annealing and hot isostatic pressing, are examined too. Ron Beltz, director of strategic accounts at Bluestreak | Bright AM’s™ takes a look at these processes and also discusses other elements like software use and serialization. "One of the issues of additive manufacturing is the possibility of internal defects," Beltz explains. "Direct metal laser sintering (DMLS) regularly produces near 100% dense parts, but to provide another level of control to help reduce part failure, hot isostatic pressing (HIP), instead of heat treating, is successfully being used by many aerospace companies and in the casting industry."
Harb Nayar TAT Technologies (photo source: tat-tech.com)
Hear from Harb Nayar, president and CEO, TAT Technologies; as he peers into the future of the industry; "The other [change in industry] I think that’s going to emerge is most probably making more and more parts by powder metallurgy from metal powder which are 100% free alloyed." Nayar is confident that the powder metal industry will keep growing, and this interview gives good insights from his depth of knowledge.
John Engquist,FAPMI (past president of the Center for Powder Metallurgy Technology), gives some practical basics on what powder metallurgy (PM) is and how sintering helps produce automotive components. "Let's take a look at some PM applications: here we have a notch and pocket plate that are used in one way clutches. . . .made from sinter hardened steel and iron carbon steel. Here we have an automotive planetary carrier system. . . .Here we see stator cores for electric motors . . . ." Listen in on ways to use powdered metal.
These thought-provoking pieces give an opportunity dig a little deeper into sintering and additive manufacturing. Stay on top of education and developments within the powder metal industry.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Ever heard of binder jetting (BJT)? It's an evolving technology that is quickly catching up to metal injection molding (MIM). Compared to MIM, BJT has a lower cost per part rate, produces larger parts, and, because BJT is a cold process, it does not introduce residual stress inside the part.
Even though BJT is a cold process, sintering is a key step in BJT. Read this best of the web article to learn the ins-and-outs of sintering with binder jetting.
An excerpt:
"Vacuum sintering furnaces are usually the go-to choice for sintering of [binder jetting] parts, thanks to the ability to provide bright and shiny sintered parts, the tight process parameters control and the possibility to work with different debinding and sintering atmospheres."
How do sintering parameters, especially the sintering atmosphere, affect the quality achievable from parts? Do you know what your three gas options are? Find out this and more, including an evaluation of some interesting solutions for your heat treating needs.
An excerpt:
"However vacuum furnaces operating with hydrogen require additional safety measures. For this reason, specific design solutions (such as double seals on all the furnace flanges) and software safeties are adopted. Despite the increased degree of complexity of the equipment and the higher process costs, vacuum furnaces operating with hydrogen over-pressure bring several advantages. . ."
"SLM"? You may have heard of AM -- additive manufacturing -- but how about selective laser melting, SLM? Stay on top of your acronyms with this overview on how vacuum furnaces and SLM, an AM technology, can increase fatigue performance of parts.
In this Technical Tuesday, the author not only shares what this technology can do, but also the results of SLM in laboratory studies and research at the University of Parma.
"When SLM processes are conducted within a vacuum heat process, it is possible to make more detailed components which have more intricate forms. Crucially, this means that they will often perform better than would otherwise be the case when they are in use."
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat Treat Today presents today’s Heat Treat Fringe Friday Best of the Web article on how COVID-19 affected the additive manufacturing (AM) industry.
The trajectory of AM has been altered due to COVID, but specifically by what has happened to supply lines, traceability, and service providers. Further topics, details, graphs, and analyses are highlighted in this article by AMPOWER Report: “Severe economy impact from disruption of trade routes.”
An excerpt:
[blockquote author=”AMPOWER” style=”1″]This reorientation of supply chains offers significant potential for Additive Manufacturing. The accompanying flexibility and availability can represent a considerable added value that has hardly or not at all been considered so far and may also justify a cost increase due to risk reduction.[/blockquote]
Don't you just wish there was direct, consolidatedinformation that clearly identified the keycharacteristics of new technologies? All too often, there is a dissonance between scholarly discoveries and jargon and the work on the ground (or the shop floor, as it were). But today's resource is different.
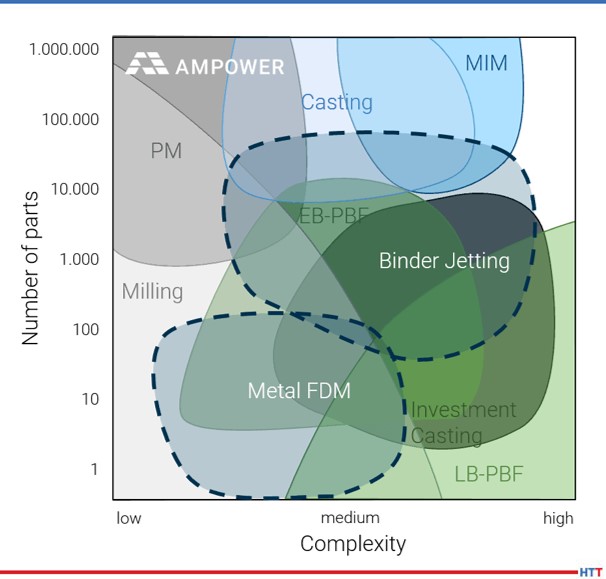
In this Heat Treat Today Best of the Web feature, Ampower presents analytical evaluations of sinter-based additive manufacturing (AM) technologies compared against laser beam powder bed fusion (LB-PBF) and metal injection molding (MIM). The analysis covers over 50 specimens from 9 different system suppliers. The authors are Dr.-Ing. Maximilian Munsch, Matthias Schmidt-Lehr, and Dr.-Ing. Eric Wycisk (pictured above left to right).
An excerpt: "For automotive and machine industry, binder jetting technology and metal fused deposition modeling offer great future potential. They will cover the gap between casting and LB-PBF regarding cost and productivity."