There is so much to learn in so little time, but if you are at all interested in additive manufacturing (AM), you will want to check out this new study.
This Heat Treat Today’s Best of the Web feature is full of scholarly findings presented in an easily accessible PDF for free. Three insights that the study elaborates on are: Titanium represents largest share of materials in AM; HIP cycles are not optimized for AM; and part performance may be increased by optimized HIP cycles. The study was developed by Dr.-Ing. Maximilian Munsch, Matthias Schmidt-Lehr, and Dr.-Ing. Eric Wycisk (pictured above in that order).
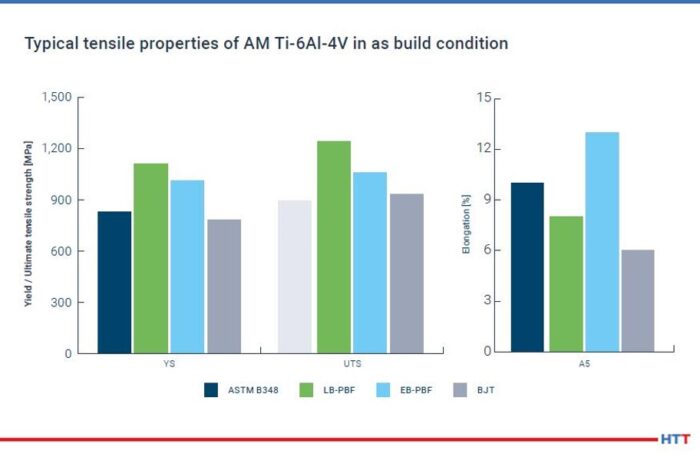
An excerpt: “To increase the part performance hot isostatic pressing (HIP) is commonly used for highly demanding applications and has become a common post- process for titanium AM parts as well. However, the typically used temperature-pressure-cycles for AM are derived from HIP processes originally used for casting parts.”
Today’s story is an industry update coinciding with an excellent video resource describing conventional press and sintering with PM.Heat Treat TV seeks to provide helpful content on the latest trends in the industry and keep you current with what is happening between overlapping technologies. Read on to see how this great video relates to current trends.
If you have a video you’d like included on Heat Treat TV, please send an email to editor@HeatTreatToday.com and include a link to the video.
There has been a lot of talk in the industry about how sintering and powder metallurgy (PM) have been making headway in the world of heat treat. From how to use 3D printed green parts to understanding the step-by-step protocols of vacuum sintering, innovative heat treaters are envisioning new horizons at their fingertips, literally, by using the myriad of tools and skills at their disposal.
One of the most prominent figures, who is on the cutting edge of sintering, PM, and 3D printing in the North American market, is Harb Nayar, president and founder ofTAT Technologies LLC. Hespoke about some of the changes in these overlapping applications of 3D printing, sintering, PM, and additive manufacturing (AM). “Now, that ‘most probability low alloy steel,’ with even a lower amount of alloying, is going to be more conducive to faster quenching. In powder metallurgy – gas quenching is already used after sintering: they call it sinter hardening. In my opinion, heat treat will have to somehow modify its practices to deal with if the same forged product is really made from micro ingots as opposed to a macro ingot.”
This video highlights the questions of “what” and “how” of conventional press-and-sinter powder metallurgy. The creators of this excellent presentation are the Metal Powder Industries Federation’s Industry Development Board and John Engquist,FAPMI (past president of the Center for Powder Metallurgy Technology). Giving the very basics, they share that PM is just metal powder, molded by high pressure in a closed die, and that molded 3D green compacts are then sintered to produce parts in the various industries which service the automotive, recreation, agricultural, hydraulics, and other markets. Watch the video to see how this process breaks down, and what factors to consider (like size) when planning your PM use.
Additionally, this video is now available as the introduction video to Heat Treat Today’sSintering & Powder Metallurgy page where even more new and technological articles and videos are available.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Mr. Harb Nayar, president and founderof TAT Technologies LLC. Harb is both an inquisitive learner and dynamic entrepreneur who will share his current interests in the powder metal industry, and what he anticipates for the future of the industry, especially where it bisects with heat treating.
The following transcript has been edited for your reading enjoyment.
Harb Nayar (HN): My name is Harb Nayar. I am the president of TAT Technologies, LLC. It is a very small 10 year old company that focuses on powdered materials and processes, especially sintering.
Doug Glenn (DG): This experience you've had with powder metals stretches over 50 years. I understand that people recognize you as “the sintering guru” for the value that you've brought to the industry. Can you share what intrigued you about the powder metal process and the powder metal industry that began your lifelong interest?
Harb Nayar at TAT Technologies (photo source: tat-tech.com)
HN: There is no doubt that PM (powder metallurgy) is a very, very unique manufacturing process to make metallic products. If I have to pick one thing that I would say which is almost becoming a destructive technology in the manufacturing of complex shapes (metallic products), that would be additive manufacturing using metal powders to start with. And you may ask why it's destructive. The answer is relatively short and simple. That it takes a totally different way of manufacturing. You are adding layer by layer to build a 3-dimensional component and therefore you can make unusual designs and unusual complex shapes out of it. The PM is used to make 2-dimensional and 3-dimensional parts for a very long time, but this one can make 4 dimensions. Now you may say there are only 3 dimensions, where are you coming up with the fourth one? Well, in my opinion, the fourth one in this case is emptiness. In other words, it can create design. Within the solid, you have empty spaces, so to speak, and that is what I call the fourth dimension. This is where the major benefit will be to reduce weight.
Now, to really give you how much design flexibility there is, I'll give a very simple example. Suppose you are trying to make this one piece, or many pieces, of a globe of the whole world, but you want it to be stainless steel. And you want to make it in one piece with no welding, but you want to show the hills and the valleys and the ocean and everything else, and you want to keep the interior of this globe empty to keep the weight light. You can only do this by additive manufacturing and to the best of my knowledge, there is no other way to make it. That is where I'm emphasizing the fourth dimension – the emptiness.
DG: Yes. And now this would have a pretty significant influence on both the aerospace and the automotive industries where lightweighting plays a key role.
HN: I think lightness, just as in the cellphone business or the semiconductor business where things became smaller and smaller, in the product line it's going to be, can we make it lighter and lighter, if for no other reason than to use less material to begin with. The other one I think that's going to emerge is most probably making more and more parts by powder metallurgy from metal powder which are 100% free alloyed. In other words, all the elements are in each metal powdered particle. In other words, you're starting with a micro ingot as opposed to a big ingot that you normally use to make bars, and then from bars you cut pieces, and then from those pieces you do hard forging or machining. But here, you will be starting from the other end where each powdered particle now is a micro ingot and the challenge is how you take billions of these micro ingots and make a 20 lb. part out of it. That’s the other thing that most probably is going to start picking up.
Students taking a hands-on course with TAT Training Center (photo source: tat-tech.com)
Especially the low alloy steel parts. My personal feeling is that a lot of technology, although it has already been developing, but, it will develop much more rapidly in the next 10 years. That is where the role of the heat treat people will be actually much bigger, because by doing a heat treat, you can always make an alloy or a material more strong, so to speak, as that's the main function of heat treat. But in the low alloy steels, the reason you are adding alloy is so that it's more conducive to heat treatment. Certain alloying elements help you to strengthen the material more than certain other elements. I think the powder metallurgy technique, each micro ingot is uniformly alloy, where when you start with a big billet, it's not uniformly alloyed. I think that the role of the PM would be to reduce those dimensional, (like mechanical properties in 3 dimensions are different if you're making something that originally was cast as a billet), where in the metal powder particle, because the distance is so small in each particle, each element is much, much more uniformly dispersed. And also, there are no stringers that you normally get when you're casting, let’s say, a 7” diameter bar or a 15” square bar, out of which you then make other things. Not only will the alloys be more uniformly distributed in the micro ingot, but there will be no stringer type of impurities.
DG: So then, Harb, what is your prognosis for the future of the industry looking forward?
HN: That is an unusually good question, and also a very complicated question. But I can make three or four general statements. One is that powder metallurgy is going to continue to grow. A lot of people will take issue with me, but in my opinion, with additive manufacturing coming in and with these other developments that I mentioned, in the last 2 – 3 years it has been below 6% growth rate. It used to be 7 -8% and it began to flatten out a little bit. I think that AM and this other micro ingot approach, I think that it will swing back to 7, 8 or 9% growth by the middle or latter part of this decade. And all these changes that are coming will affect heat treat. The way I see it, in heat treat, the changes will be based on two things: what are they heat treating right now? For example, if they're heat treating almost exclusively from macro ingots and now they have to worry about the micro ingot type of products, obviously heat treat has to shift somehow. The second one: how is being heat treated right now? That's where I feel that oil will be going down and other quenching techniques most probably will be coming up. Part of that will be influenced by as the PM makes inroads into machine parts or hard forged parts using macro ingots. The micro ingot will somehow affect the heat treat.
DG: So those will be the main things: that PM will continue to grow and elimination of oil.
HN: Well, the PM will continue to grow, but that will then affect the heat treat industry, yes.
DG: Harb, could you tell us how you got interested in powder metallurgy, and also how you came to be known as the 'sintering guru' in the United States?
The Delhi Iron Pillar (photo source: Harb Nayar)
HN: Well, it all started when I watched an American movie at 17 years old, in India, in English of course. At the age of 18, I came to study at Rensselaer Polytechnic Institute in Troy, NY in mechanical engineering. When I went back to India, I happened to see a monument that's called Delhi Iron Pillar. I was born in Delhi, I had seen it, but it never impressed me that much. But when I read the story behind it, that it was made by starting with iron oxide powders, and that got converted into a sponge iron and then sponge iron was hot forged into this 14 ton structure. It is the largest part known to be made by powder metallurgy and was made around 14 centuries ago and it still has not rusted. So with all the story behind it, there are still some mysteries behind it, but the main thing is that powder metallurgy impressed me. It changed my course.
DG: In fact, seeing the Delhi iron pillar did change Harb's life course. He went back to school and studied sintering and earned a master's degree in metallurgy at Notre Dame University. Then he poured himself into the practical, returning to Rensselaer Polytechnic Institute, where he earned his PhD. Shortly thereafter, Harb worked in a research lab for Copper Range Company where he researched the possibility of making copper strip directly from powder, as opposed to casting it from molten copper. Unfortunately, that research project never grew legs. His next employment, however, did bear fruit. After Copper Range, Harb moved to New Jersey, and here's what happened.
HN: So after working for Copper Range, I went to New Jersey and worked for an industrial gas company. It was called Airco Industrial. It was well known for making nitrogen, oxygen, hydrogen and many, many other gases. When I was hired, they had no powder metallurgy activity of any kind. So my first assignment was, can the powder metallurgy be used to be make electrodes, welding rods, etc, because Airco also had a welding products division. I then did make hardfacing rods and welding rods by powders.
DG: Although the welding products division was sold, Harb found a new home at Airco researching and developing synthetic gases. Remember, in the early 70's, there was the energy crisis and a concern that there would be a shortage of industrial gases. During his time at Airco, Harb was one of the early developers of synthetic gases, or what might be more commonly known today as mixed gases. After Airco, Harb took some extended time off to raise his young daughters after the untimely passing of their mother. After the daughters were out of the house, Harb wondered what he should do with himself. TAT Technologies, the company he currently owns and operates, was just the answer.
Harb, tell us a little about what you're currently doing with TAT Technologies.
HN: TAT stands for Temperature Atmosphere Time Technology. Whatever my thermal processing background was, I decided to work on that, but focus only on powder metallurgy to start with, not all the other thermal processes. In other words, start with sintering to begin with.
I opened a school to teach sintering, just like I learned when I left and came from India. I started teaching sintering but did it hands-on; not just lectures, but hands-on. So, I bought a sintering furnace for testing equipment and opened my own lab in 2012. We started with education and training, then added some R&D to it, then developed equipment that can help to increase the production rate in sintering furnaces by as much as 30 – 40% in existing furnaces. Slowly, we would begin to work with a very small number of people and that's what we've been doing until 2019. Then, of course, in 2020, COVID-19 came along. Just like in the 70's, the bad time, at least it appeared to be a bad time anyway, that there was a natural gas shortage, that gave the birth to Synthetic Atmospheres. That was my silver lining then. My silver lining this time is that it forced me to look into other projects which may be even more interesting. And I decided to build by intellectual property. So since then, I've received one patent, two are already applied for, two are in the process, and another four or five are waiting in line.
Students engaged in hands-on learning at TAT Training Center (photo source: tat-tech.com)
My future now is in two directions: One is to continue with what we became very good at until 2019 and make it go further, and the other is to, hopefully, develop this new project and figure out a way of commercializing them. I believe in the old theory “that one in hand is better than two in the bush,” I change it to “keep the one you have in the hand the best you can, and still go after the two in the bush.” This is what has evolved because of COVID-19.
DG: Let's stick with TAT for just a moment. Where do you see it going in the future?
HN: There are three activities that we plan to pursue based on the patents that are issued or are being issued. One is a project which promotes production of low alloy steels by powder metallurgy. I believe there is a very big future in that. In other words, how to bring out the better properties of a micro ingot compared to a big ingot and how to translate that into better products which require less energy and will cost less to manufacture. Right now they are being manufactured in one way or another by either machining or by taking a billet, chopping it down to small pieces and then doing hard forging. I plan to make the starting material, from my hard forging using low alloy steel, would be powders as opposed to a preform that originally was cast somehow somewhere. That's my one project. And that will affect heat treat quite a bit. Presently, most of the heat treat is done on parts which are really made by the big casting approach, ingot casting; these bring all the imperfection from the casting into the final product which is then heat treated. My question is that if the product was much more uniform, then it may develop somewhat different heat treat approaches and it most probably will reduce, if not eliminate, oil quenching.
DG: So, why the elimination of oil quenching?
HN: There are two reasons. One obviously is just safety as oil tends to catch fire, but the main reason is that if you can distribute the alloys more evenly, there is a high probability you need less total amount of alloying element, which will give you a similar mechanical property because it doesn't have some of these irregularities. Now that “most probability low alloy steel” with even a lower amount of alloying is going to be more conducive to faster quenching. In powder metallurgy – gas quenching is already used after sintering – they call it sinter hardening. In my opinion, heat treat will have to somehow modify its practices to deal with if the same forged product is really made from micro ingots as opposed to a macro ingot.
DG: Very interesting. So that is one prospect of three. What is another one?
Student learning at TAT Training Center (photo source: tat-tech.com)
HN: In the additive manufacturing, there are two weak points there, that's why it's not taking up as quickly, commercially, I'm talking, R&D, the money, the research, is going at a very high rate, but the actual production where you can see a part going in the automotive is not there yet. The reason is the shaping process – layer by layer – is somewhat slower. They have to speed it up quite a bit in order to make it what I call mass production. That's one, at the moment, still a bottleneck.
The second one is a bottleneck that they are not addressing yet because they feel they have to take care of the other bottleneck first, and that is because wherever there will be high volume of additive manufacturing, there the green part will have some binder in it. That binder has to be removed prior to sintering. Therefore, I am going to be focusing on binder, and start getting ready within a couple of years, for mass debinding.
Right now, the debinding is done in small batches only. I'm going to be ready for production on a mass scale when the shaping people start making the green parts faster. And it's much more challenging than the debinding in the conventional powder metallurgy because there the amount of binder, or what they call lubricant, by volume is less than 10%, whereas in the additive manufacturing, wherever they use the binder, is always much more than 10%. That makes it a bigger challenge to get rid of it. I already have an expertise in how to get rid of the binder in the conventional part of metallurgy, so I will use my dad’s know-how as a stepping stone to develop, what I call mass production, debinding operation. That's my second project.
The third one came directly out of COVID-19. I cannot get into it because there are still some patent issues involved here, but I want to replace N95, which is made from what's called unwoven polymer, and I want the filtering portion to be metallic. That would be my dream project.
DG: Any last messages for our listeners?
HN: We are not doing it, but we are open to it, and that is because your main listeners are heat treaters, so I'm open to them – that my background is furnaces and atmospheres and temperature – to anyone if they have problems to reduce the atmosphere cost, let's say. Or they want to increase the productivity of their furnaces, they could reach me and once I understand their need, I will be willing to work with them on how to accomplish those two goals: cost reduction, atmosphere reduction and the third will be energy production. I have a pretty good background in all of those three areas when it comes to thermal processes in general. Even though my focus right now is on sintering, that does not mean I cannot get into annealing or brazing or heat treating or tempering, and so on.
DG: Thanks for taking the time to talk to us, Harb.
What happens when the binder reaches the primary pump? How does a heat treater avoid binder condensing?
(photo source: tav-vacuumfurnaces.com/blog/)
In this Heat Treat TodayTechnical Tuesday, we are featuring a Best of the Web to learn about what happens to binder residue in vacuum furnaces when it is pumped up with process gas. This is the final segment of a four article series on the vacuum sintering process. To read the previous three articles, visit TAV Vacuum Furnaces for the details.
An excerpt: "As regards temperature, a quite natural solution would be to lower the temperature of the captured material. However, it is too costly to go below the values typically reached by industrial chillers. Instead it is easier to change to rotary pumps that work at higher temperatures, not least because these pumps are usually inexpensive. In fact when intending to use a vacuum system without being familiar with the problems of sintering, people tend to use high-performance, high final vacuum level pumps. To obtain this however, it is important..."
A Canadian additive manufacturing powder producer, in partnership with McGill University in Montreal, has announced the results of a research project on its aluminum alloy powders. Extensive testing undertaken by the university has revealed that the Equispheres’ powders are suitable for sintering with binder jet 3D printing technology. Equispheres claims that the combination of binder jet 3D printing with aluminum alloy powder can have a significant impact on the automotive industry.
Dr. Mathieu Brochu, Associate Professor at McGill
“We are excited to begin work with Equispheres’ binder jet printing partners in the next phase to fully understand all aspects related to sintering of complex shape components and the fundamental relations with new specialized binder agents,” said Dr. Mathieu Brochu, Associate Professor at McGill and Canada Research Chair in Pulse Processing of Nanostructured Materials.
Equispheres has developed a method of powder atomization that creates spherical metal powders. On the strength of its proprietary technology, Equispheres has previously received a $5 million investment from American global aerospace and defense company Lockheed Martin. The company also received an $8 million investment from early stage and SME financing bank BDC Capital, due to its focus on the environmental advantages of 3D printing.
Currently, Equispheres is collaborating with key partners to develop specialized binder agents that are required for aluminum and for specific automotive applications.
A U.K.-based industrial gases company that supplies liquefied natural gas process technology and equipment to heat treaters and companies with heat treating operations recently introduced its new gas density sensor at POWDERMET 2018, the International Conference on Powder Metallurgy & Particulate Materials, held June 17-20 in San Antonio, Texas.
Air Products announced that this novel sensor has been designed to measure hydrogen concentration in sintering furnaces that use a nitrogen-hydrogen blend as the hot zone atmosphere, aiding metals processors in improving quality control and comply with regulatory requirements. As part of the conference’s Sintering Atmosphere Control technical session, Air Products’ Dr. Liang He presented “Hot Zone Nitrogen-Hydrogen Atmosphere Monitoring with Gas Density Sensor”, which included beta test results of continuously measuring an industrial sintering furnace atmosphere composition for better production process control and consistent product quality.
A Vermont-based ceramics solutions specialist and manufacturer recently announced in a white paper the introduction of a new direct-pressure, sintered silicon nitride powder-to-part component manufacturing process to be applied in a wide variety of industries.
Superior Technical Ceramics released the results of the heat treating process that provides a high-performance, cost-effective material solution as an alternative to both reaction-bonded silicon nitride and hot-pressed silicon nitride, and which the company expects to meet the demand from manufacturers looking for a material with a high strength-to-weight ratio, which compares favorably even with metallic nickel-based “superalloys”.
An excerpt:
“Silicon nitride (Si3N4) is a strong, lightweight, and commercially important non-oxide ceramic material. . . . Raw silicon nitride powder has a gray color and is typically fabricated by exposing pure metallic silicon powder to high-temperature nitrogen gas under pressure, although naturally occurring deposits have also been found as small inclusions in certain meteorites. Fully sintered (dense) silicon nitride has a dark gray to black coloration and component surfaces can be ground to a smooth polish. It is often utilized in demanding applications in which strength, wear resistance, fracture toughness, and dimensional stability are all required at high temperatures and/or in corrosive environments.”
Andrea Alborghetti, Technical Manager of TAV Vacuum Furnaces
Andrea Alborghetti, technical manager of TAV Vacuum Furnaces and contributor to the company’s blog, has provided a comprehensive, step-by-step overview of how to achieve “perfect vacuum sintering”, which includes an explanation of the metallurgic technologies involved; a review of debinding, “the first critical step of sintering”; and the factors to be taken into consideration when choosing what type of heat treatment process to use in order to obtain “a high quality of the end material in terms of density, porosity, and mechanical resistance.”
A new update on MPIF Standard 35 was issued in October 2017 by the Metal Powder Industries Federation (MPIF) for aluminum alloys often used in aerospace applications, providing design and materials engineers with performance requirements for specifying aluminum alloys in powder metallurgy. The new standards identify a Rockwell hardness of 75 for the AC-2014-32-T8 and 83 for the AC-2014-38-T8, values which refer to the heat treatment which the alloys undergo.
Matt Sand, president of 3DEO, discusses the pros and cons of laser sintering and bulk sintering as applied to the 3D printing industry with a particular emphasis on sustainability and low-cost technologies.