There is so much to learn in so little time, but if you are at all interested in additive manufacturing (AM), you will want to check out this new study.
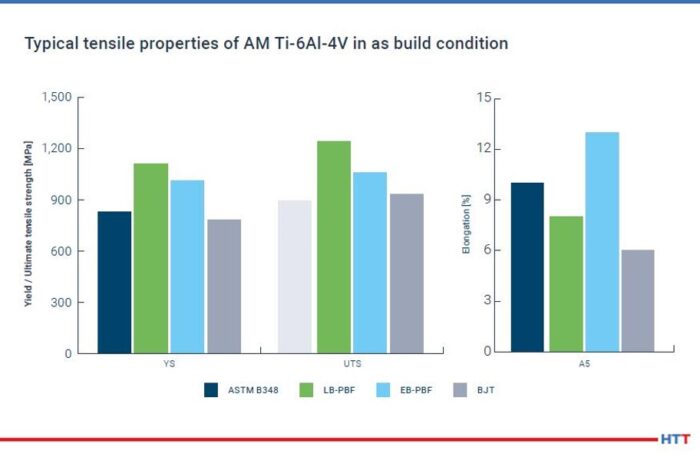
This Heat Treat Today’s Best of the Web feature is full of scholarly findings presented in an easily accessible PDF for free. Three insights that the study elaborates on are: Titanium represents largest share of materials in AM; HIP cycles are not optimized for AM; and part performance may be increased by optimized HIP cycles. The study was developed by Dr.-Ing. Maximilian Munsch, Matthias Schmidt-Lehr, and Dr.-Ing. Eric Wycisk (pictured above in that order).
An excerpt: “To increase the part performance hot isostatic pressing (HIP) is commonly used for highly demanding applications and has become a common post- process for titanium AM parts as well. However, the typically used temperature-pressure-cycles for AM are derived from HIP processes originally used for casting parts.”
North American commercial heat treater installs their sixth all-metal hot zone furnace at their Souderton plant in Eastern PA. This is Solar Atmospheres' sixth all-metal hot zone furnace installation, and the fourth for their climate-controlled room.
The furnace is a new Mentor model, built by sister company Solar Manufacturing, has a working zone of 12” x 12” x 18”, and is the first of its kind. The additional furnace increases the heat treater's capacity for processing sensitive materials such as PH stainless, nickel-based superalloys, titanium, and ferritic/austenitic stainless steels, yet focuses on smaller lots and one-off items. The furnace makes it possible to reap the benefits of an all-metal furnace while minimizing the overall cost.
We see the expansion plans of companies related to the heat treat industry, and we are with you: How? Why? At this time?
Heat Treat Today’s Original Content article seeks to illuminate some of these questions and frame industry expansion in real terms, as well as share reasons to be hopeful for the future. Featured in this article are Industrial Heating Equipment Association (IHEA) Economic Specialist Dr. Chris Kuehl, Managing Director at Armanda Corporate Intelligence, and Jason Orosz, President of Nitrex Heat Treating Services (HTS).
“COVID-19 may own the spotlight today, but manufacturing’s tomorrow is getting some big-dollar investments.“
It is safe to say that manufacturers have taken encouragement from news of industry giants in the manufacturing industry announcing the status of their expansion plans. Last month, Industry Week covered several of these changes: Navistar International Corp. broke ground for a plant in San Antonio, TX; Canpack Group, based in Krakow, Poland, will build an aluminum beverage can plant in Pennsylvania; Tesla had already begun its Gigafactory located near Austin, Texas which is set to be operational by the end of 2021; and Nikola Corp. also broke ground on its 1 million-square-foot manufacturing facility in Coolidge, Arizona.
Ribbon Cutting with the Owners: Doug and Jackie Peters, Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters’ Heat Treating, Inc.)
In the heat treat world, we’ve seen companies, like Peters’ Heat Treating and Nitrex, celebrating plant expansions, opening new facilities and breaking ground to expand existing ones. Jason Orosz, president of Nitrex Heat Treating Services (HTS), illuminates that there is a backstory to the titillating headlines: “[many] recently announced expansion plans… were being formulated well before COVID-19 hit, and are based on assumptions about future business levels for 2021, 2022, 2023, and so on.” He goes on to recognize that, “for many industries, this year’s contraction will be seen as more of a temporary, but severe, loss of business than a permanent reduction.”
Still, what does this trend of expansion in the automotive industry in North America mean?
Dr. Chris Kuehl IHEA Correspondent Managing Director at Armanda Corporate Intelligence
Dr. Chris Kuehl, managing director at Armada Corporate Intelligence and IHEA’s executive economic summaries author, indicates that one must consider existing circumstances before one can understand the transition. For instance, setting up production sites abroad, Kuehl notes, typically has lower production costs, more than simply lower wages. In certain locations, one does not adhere to the same magnitude of regulations and restrictions that are implemented in the U.S. Additionally, access to raw materials is priority, and “setting up shop” closer to those foreign resources has helped to diminish production costs in the past. Lastly, Kuehl points out that thoughtful location of production centers abroad can open up new market opportunities for companies.
Looking at the current rise in production centers in the U.S. may mean three things, says Kuehl. First, the role of technology in capital distribution: “Technology and robotics [have] reduced the importance of cheap labor. The company using machines can worry about other factors. Now, they can think more about transportation costs and access to their market.”
Second, “working overseas is harder now than it was,” Kuehl comments. In previous years, more countries have engaged in protectionism, and the trade wars of last year did not make life any easier. Now, COVID-19 is just another blow to international supply chains, having “stranded some 40% of global cargo and basically crushed the whole concept of JIT [just-in-time production system].”
Jason Orosz President Nitrex Heat Treating Services
This current disruption in the economy cannot be minimized. Orosz states that the current economic climate has impacted how capital is deployed, and can occur in construction being delayed, or perhaps firms holding their cash for any future, COVID-19-related disturbances.
And third: the new trend of “mass customization.” Instead of needing mass quantities of products being made cheaply — which drove the practice of “distance sourcing” — Kuehl highlights that the present “consumer wants infinite variety and specialization,” which, as it were “requires manufacturers be close to that market to understand what is needed and when.”
This trend of bringing supply-chains closer to home is cause for hope, though. “[I] think companies,” comments Orosz, “are optimistic that, going forward, an increasing portion of the supply chain for American multinationals will be U.S.-based vs. what may have been seen over the past few decades. If this trend proves true, it will certainly trickle down into the local industrial heating sector.”
[blockquote author=”Jason Orosz, President of Nitrex Heat Treating Systems” style=”1″]”Over the long term, expansion plans for stable, forward thinking manufacturing companies will proceed mostly unchanged. Of course, there are notable exceptions… but I think situations like that are the exception, not the rule.”[/blockquote]
From left to right : Groundbreaking with Tom Cooper (Vice President of Business Development), Bill Walter (Facility Manager), and Raja Gumber (Senior Account Manager)
Considering present events, Orosz notes that “over the long term, expansion plans for stable, forward thinking manufacturing companies will proceed mostly unchanged. Of course, there are notable exceptions like the passenger aerospace industry whose supply chain will be impacted for a number of years, but I think situations like that are the exception, not the rule.”
“Our expansion in Aurora is on track,” Orosz continues, as an anecdote to his point, “and we expect it to be operational mid-2021. Our main goals are to increase our overall production capacity and install the latest in new technology to ensure that the services we can offer our customers are on the leading edge of what’s possible metallurgically.”
Hope is the often idealized maxim of many societies: “Hope is the thing with feathers,” “we hope in the things unseen,” “our greatest glory is not in never falling, but in rising every time we fall.” But in times of crisis, how many of us choose to do the hard and essential thing: hope?
Jim Grann, Technical Director, Ipsen (photo source: www.ipsenharold.com)
We all like to make savvy commercial decisions, in fact, Heat Treat Today’s 101 Heat Treat Tips on page 20 of this digital magazine is a great example of tips that can save you time and money. But will it pay off to use your conventional vacuum furnace for aluminum brazing?
Questions involving safety, effectiveness, and quality might come to mind with this proposal. Before implementing such a strategy, head over to Heat Treat Today’s best of the web Technical Tuesday article by Jim Grann, technical director at Ipsen. He tackles the components of aluminum brazing versus the capabilities of conventional vacuum furnace as well as detailing some of risks that can happen if you do try to use your conventional vacuum furnace for aluminum brazing.
An excerpt: “By nature, vapor pressure aids in the depletion of magnesium and parent aluminum alloys in high vacuum, depositing magnesium onto the hot zone and into the shielding… Proper vacuum aluminum brazing requires special components that standard vacuum furnaces generally do not have, including…”
Today’s story is an industry update coinciding with an excellent video resource describing conventional press and sintering with PM.Heat Treat TV seeks to provide helpful content on the latest trends in the industry and keep you current with what is happening between overlapping technologies. Read on to see how this great video relates to current trends.
If you have a video you’d like included on Heat Treat TV, please send an email to editor@HeatTreatToday.com and include a link to the video.
There has been a lot of talk in the industry about how sintering and powder metallurgy (PM) have been making headway in the world of heat treat. From how to use 3D printed green parts to understanding the step-by-step protocols of vacuum sintering, innovative heat treaters are envisioning new horizons at their fingertips, literally, by using the myriad of tools and skills at their disposal.
One of the most prominent figures, who is on the cutting edge of sintering, PM, and 3D printing in the North American market, is Harb Nayar, president and founder ofTAT Technologies LLC. Hespoke about some of the changes in these overlapping applications of 3D printing, sintering, PM, and additive manufacturing (AM). “Now, that ‘most probability low alloy steel,’ with even a lower amount of alloying, is going to be more conducive to faster quenching. In powder metallurgy – gas quenching is already used after sintering: they call it sinter hardening. In my opinion, heat treat will have to somehow modify its practices to deal with if the same forged product is really made from micro ingots as opposed to a macro ingot.”
This video highlights the questions of “what” and “how” of conventional press-and-sinter powder metallurgy. The creators of this excellent presentation are the Metal Powder Industries Federation’s Industry Development Board and John Engquist,FAPMI (past president of the Center for Powder Metallurgy Technology). Giving the very basics, they share that PM is just metal powder, molded by high pressure in a closed die, and that molded 3D green compacts are then sintered to produce parts in the various industries which service the automotive, recreation, agricultural, hydraulics, and other markets. Watch the video to see how this process breaks down, and what factors to consider (like size) when planning your PM use.
Additionally, this video is now available as the introduction video to Heat Treat Today’sSintering & Powder Metallurgy page where even more new and technological articles and videos are available.
"The success of most heat treating processes comes down to the battle between time v. temperature..." In this Heat Treat Today Technical Tuesday article, Jerry Dwyer of Hubbard-Hall describes innovative heat treating practices with organic polymer quenchants.
If you are interested in learning about what these polymer quenchants can do, and want to know specifically how a high-performing polymer reacts in the quenching process, read on for the details from a specific case study. Between time and temperature, you may just get the best of both worlds.
The success of most heat treating processes comes down to the battle between time vs. temperature, better known as isothermal transformation. The delicate balance between how long to quench a part and at what temperature often comes down to which media is being used to do the quenching.
Image of a clean machine
For decades, water and oil have been the go-to solution for quenching heat-treated parts in order to harden them to proper specifications. Of the two, water has the highest cooling rates (between 2,000°F/sec to 10,000°F/sec), which often leads to high distortion rates in parts and more cracking because of the high residual stresses. Oil-based solutions have been used extensively in the metalworking industry on larger, thicker parts because it has basically three cooling speeds: slow for lower hardness and less distortion, medium for when moderate to high hardenability is needed, and high for carburized and carbo-nitriding part applications.
But with increasing concern for both environmental disposal and safety issues, many heat treaters have been searching for an alternative quenching technology that meets their needs. With water and oil so prevalent, industry researchers developed a hybrid of the two in order to come up with a series of polymer quenchants that serve numerous functions and also reduce some concerns.
Development of Polymer Quenchants
Image of polymer
The polymer quenchants contain organic inhibitors and other additives that produce concentrates, which are diluted for use. The advantage of polymer solutions is that they have widely variant properties, which give a heat treater flexibility in how they use the product compared to just water or oil. They are also non-flammable, which eliminates the need for operators to install needed fire suppressant equipment that might be needed with other quenching methods.
There are several different types of organic polymer quenchants, including polyalkylene glycol (PAG), sodium polyacrylate (ACR), polyvinyl pyrrolidone (PVP), and polyethyl oxazoline (PEO).
The polyalkylene glycol (PAG) polymer is one of the most widely used in the heat treating industry and provides an ideal uniform cooling for minimizing distortion and preventing crack formation during hardening machine components and tools. Scott Papst, vice president of specialty sales and business development at Hubbard-Hall, says that many of their customers have inquired about adding a polymer quenching alternative to their process.
“The technology of the polymer process has grown tremendously over the years, and we wanted to make sure we had that technology in their hands,” Papst says.
Partnership with Idemitsu Grows Offerings
Hubbard-Hall, which has a line of several heat-transfer and heat-treat salts for annealing, martempering, isothermal quenching and other applications, began to look for a partner company to supply its customers with polymer quenchants and set their sights on Idemitsu Kosan Co., a Japanese energy company that owns and operates oil platforms and refineries, and manufactures numerous petroleum, oils and petrochemical products.
“We found Idemitsu to be a wonderful partner which has a tremendous focus on advanced technology, especially when it came to heat treating,” Papst says. “We were very happy when we could put together a partnership to offer their polymer quenches to the U.S. market.”
Polymer quenches are used primarily in what is called an “induction hardening operation.” An electric current is put through a copper coil to create a magnetic flux that heats up the target section of the part. Induction hardening uses a shorter time to harden the targeted section of the part instead of using an atmosphere furnace to heat treat the entire part.
Where salt quenches are used to heat treat an entire part, the polymer quenches can be targeted to certain areas of a parts, such as gear teeth. Greg Steiger, a senior key account manager for quench products at Idemitsu, says polymer quenches work great on parts like gears because it treats the most vital sections of the part.
“A gear has to be hardened because it needs to withstand a lot of wear-and-tear; but the teeth take the brunt of the load when the part is in use,” Steiger says. “The teeth of the gear have to be harder than the rest of the part; if the entire gear was as a hard as just the teeth, then that part would fracture and shatter.”
Benefits of Inverse Solubility
Polyalkylene glycols utilize inverse solubility in water; while they are completely soluble at room temperature, they become insoluble at higher temperatures from 140°F to 195°F, depending upon chemical structure. Inverse solubility controls the cooling and quenching mechanism. The ability to vary the concentration of a polymer quench provides great flexibility of the cooling rate. The polymer separates from water as an insoluble phase, and the ensuing deposited layer becomes as an insulator that determines the rate of heat extraction from the quenched part.
“The polymer slows the cooling compared to water, and controls the heat treating process” Steiger says. “The transformation rate is much more controllable, which makes the heat treating more tailorable to the part.”
Image with the door closed
Image of a door before process
Idemitsu’s high-performance polymer quenchant is its Daphne Plastic Quench HF, which has excellent oxidation stability performance that protects the integrity of the quenchant even after contamination by metalworking fluids. Steiger says Daphne Plastic Quench HF virtually eliminates the formation of sticky films common in most quenching polymers, which reducing the amount of drag out and thus reducing consumption.
“It is formulated to provide superior biocidal protection, preventing bacterial contamination in the recirculating induction hardening systems,” he says. “It also offers outstanding rust and corrosion prevention to better protect quenched parts. It is highly resistant to degradation.”
Lower Viscosity, Improved Efficiency
The Daphne Plastic Quench HF has a viscosity (at 104°F/40°C) of 29.5 mm2/s, which bests its two top competitors at 536.1 and 301.7. The lower viscosity improves handling and production efficiency, and also reduces or eliminates sticky build-up on machines, gauges, fixtures and parts.
The product also has excellent rust preventative properties and is thermally stable. In fact, Steiger says, testing with a Tier I parts supplier who was having rust issues with a competitor’s product showed that Daphne Plastic Quench HF has stable cooling performance after six months of use, and they only recharged their system twice in a year, reducing consumption by over 66%.
Further, when a global automotive OEM switched to Daphne Plastic Quench HF from a competitor, the result was better separation from tramp oils. The previous product was causing unstable cooling performance that resulted in cracks on the parts; it turns out the OEM was dumping machines and recharging every three months because tramp oil contamination become more than 5%.
“The actual quench oil usage by the OEM was reduced by up to 75% after just four months, and their sump life was much longer at more than six months,” Steiger says. “Lower concentrate usage and a significant reduction in residue directly correlates to improved productivity, reduced maintenance costs and lower disposal costs.”
About the Author: Jerry Dwyer is Hubbard-Hall’s market manager for product groups pertaining to heat treating, phosphates and black oxide. To learn more or get in touch, please visit Hubbard-Hall's website.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s offering includes tips from Quaker Houghton to help you select aqueous quenchant, Pyro Consulting LLC to check your flow, and Nel Hydrogen on how to solve certain compliance issues.
Heat TreatTip #9
Aqueous Quenchant Selection Tips
Aqueous Quenching
1. Determine your quench: Induction or Immersion? Different aqueous quenchants will provide either faster or slower cooling depending upon induction or immersion quenching applications. It is important to select the proper quenchant to meet required metallurgical properties for the application.
2. Part material: Chemistry and hardenability are important for the critical cooling rate for the application.
3. Part material: Minimum and maximum section thickness is required to select the proper aqueous quenchant and concentration.
4. Select the correct aqueous quenchant for the application as there are different chemistries. Choosing the correct aqueous quenchant will provide the required metallurgical properties.
Greenlight Unit
5. Review selected aqueous quenchant for physical characteristics and cooling curve data at respective concentrations.
6. Filtration is important for aqueous quenchants to keep the solution as clean as possible.
7. Check concentration of aqueous quenchant via kinematic viscosity, refractometer, or Greenlight Unit. [Image: Hougton Intn'l Greenlight Unit and/or Houghton Int'l GL Display B] Concentration should be monitored on a regular basis to ensure the quenchant's heat extraction capabilities.
8. Check for contamination (hydraulic oil, etc) which can have an adverse effect on the products cooling curves and possibly affect metallurgical properties.
Greenlight Display
9. Check pH to ensure proper corrosion protection on parts and equipment.
10. Check microbiologicals which can foul the aqueous quenchant causing unpleasant odors in the quench tank and working environment. If necessary utilize a biostable aqueous quenchant.
11. Implement a proactive maintenance program from your supplier. (Quaker Houghton)
Heat TreatTip #10
Go with the Flow!
In the absence of specific calibration requirements, how do you know your flow meters are working properly? Certainly, AS9100D requires gauges that can affect fit, form, or function to be calibrated, and Nadcap requires the meters to be correct for the gas used and checked for proper function as part of the PM schedule. Often generator issues can reveal problems with flow meters. Check the meter when the furnace gas is off. If the float does not drop to the -0- mark, it’s an indication that carbon soot has built up inside the chamber of the meter. This condition can be detected early by looking for tiny black carbon particles floating around in the flowmeter oil. Proper PM should include removing the float for cleaning and replacing the float oil regularly. (Pyro Consulting LLC)
Heat TreatTip #11
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost. (Nel Hydrogen)
Generate H2 and N2 on-site – saving money, improving safety, and reducing carbon footprint.
Discover how to keep your furnace in prime working order as Fred Hamizadeh, director of Global Manufacturing Services- Heat Treat & Facilities Equipment, of American Axle & Manufacturing and keynote speaker at Furnaces North America 2020 (Virtual) Trade Show, outlines the essential attributes of effective maintenance practices for industrial heat treating equipment.
This article will be featured in Heat Treat Today’s upcoming FNA Trade Show issue in early September.
Fred Hamizadeh, Director of Global Manufacturing Services- Heat Treat & Facilities Equipment, American Axle & Manufacturing
I recall great advice from my first boss, Bob Williams, of Williams Industrial Service: He said to me early on that if the maintenance people are happy with your equipment, you’ve designed a good furnace. Combining many years of my OEM furnace manufacturing experience with my current position allows for a perspective that is useful to both American Axle & Manufacturing (AAM) and our OEM suppliers.
American Axle & Manufacturing can trace its history to the early 20th century and was comprised of the five General Motors plants, purchased by an investment team led by our co-founder, Richard E. Dauch, in 1994. Heat treating has been a core competency of the AAM manufacturing system since the inception of the company. AAM uses conventional gas carburizing and tempering as well as various induction processes in the manufacturing of all drive-train components. These components include: case hardening of gears and pinions; induction hardening of shafts, CV joint and balance shafts; and sintering of powder metal. Our metal-forming product business unit uses induction heating to forge and manufacture a large variety of automotive components. As one of the largest captive global heat treaters, AAM’s carburizing equipment varies in size and style, from batch to single and multirow pushers. Induction equipment cells also vary from single spindle to multi spindle, fully automated hardening and tempering lines.
“While we remain open to all new developments and advances in technology, it does not provide suppliers with an open checkbook. We must maintain a balance between high technology, reasonable CPU, component performance improvement, and reliability. “
(Photo source: American Axle and Manufacturing)
An integral part of AAM’s quality process is the maintenance and reliability of production equipment including the heat treat equipment. To remain current with latest CQI-9 requirements, all maintenance intervals are scheduled, followed, and monitored by the company leadership. All AAM facilities have an advanced maintenance team that performs most of the day-to-day requirements and responds to all emergency cases.
Maintenance requirements must be considered early on during equipment selection, procurement, design, and manufacturing. AAM has specifications that heat treat manufacturers must follow to allow safe and fast maintenance to occur regularly without requiring equipment to be removed from production. As a minimum, sufficient access points within the equipment are essential. A preferred location would be to have access from the plant floor; otherwise, safe platforms must be provided. All hazards such as heat, electricity, and stored energy must be eliminated or locked out. A detailed LockOut TagOut (LOTO) system diagram allows maintenance to be performed safely. Use of our recommended parts list ensures that we have common components for speedy repairs within our stores.
(Photo source: American Axle and Manufacturing)
Today, we look for equipment that has the following features to allow extended mean time between failures (MTBF), provided regular scheduled maintenance is completed:
Equipment built to AAM’s specifications for heat treat equipment. These specifications are designed based on our needs and best practices as well as supplier capabilities and regional presence.
Use of common components within company provided parts list
Use of domestically available and reliable material and components for equipment built in various regions of the world for ease of replacement. Otherwise, the use of U.S. or European brands with global presence is preferred.
Use of standard equipment design to allow common spare parts that can be shared between plants. This standard design will also provide equipment interchangeability and allow maximized equipment utilization based on plant loading.
Use of common control equipment and sensors. We utilize two brands of process controls. Our electrical systems use AAM Controls Architecture specifications that allow all plant control engineers the ability to troubleshoot, repair, and place equipment back into production rapidly.
Use of highest-grade cast or wrought nickel-chromium grade components to insure long MTBF. This is one area that must be observed closely during the bidding process.
Use of brick lining for all carburizing zones. This eliminates the carbon burnout issues associated with ceramic fiber lining.
Use of reliable, dependable, and global suppliers. Our need to maintain interchangeability and versatility to maintain high utilization rates require suppliers to have presence in North and South America, Europe, and Asia. Same is true for component suppliers. Rapid response to issues is critical for our operations and most of our suppliers have met this requirement.
Enforcing a maintenance schedule that allows for maximized production while allowing time for burnouts and maintenance. Maintenance and burnout schedules are established a year in advance. These schedules are communicated and balanced with production requirements. This period is not only required for performing needed maintenance but should be used to plan the next maintenance activities.
Detailed LOTO tags to pinpoint all sources of energy that need to be locked out to perform safe maintenance.
Detailed inspection of equipment for safety, maintenance, and function prior to shipment from supplier.
Provide training for engineers, technicians, and operators in safety operation and maintenance of the equipment by the manufacturer.
For large and complex equipment, monitor force and cycle time historically as early indicators of maintenance requirement.
While there are some new developments and advancements in the maintainability of equipment using the latest digital technologies such as Mobile Maintenance Assistance by Aichelin, more development needs to occur to allow integrated maintenance, record keeping, spare parts ordering, and monitoring. Digital archives of system drawings and manuals must be available for a maintenance technician at point of use. Additionally, video recordings of training sessions can be maintained at the equipment for training new associates.
(Photo source: American Axle and Manufacturing)
The future of heat treat will include more advances in induction processing, austempering, and further development of liquid quench capable LPC equipment. Over the last 30 years, many new processes have been introduced into the market but were unable to justify eliminating conventional gas carburizing and induction hardening. While we remain open to all new developments and advances in technology, it does not provide suppliers with an open checkbook. We must maintain a balance between high technology, reasonable CPU, component performance improvement, and reliability.
About the Author:
Fred Hamizadeh, a mechanical engineer and 32-year veteran of the heat treat industry, is the director of Global Manufacturing Services-Heat Treat & Facilities Equipment, at American Axle & Manufacturing. The majority of his experience has been focused on the OEM side of heat treating with Surface Combustion and Williams Industrial. For the last 14 years, Fred has worked on the consumer side of heat treating with AAM.
For more information, contact Fred at Fred.Hamizadeh@aam.com
This Heat Treat Today Original Content piece offers a closer look at a resource for metallurgists: Al-Si Alloy: Automotive, Aeronautical, and Aerospace Applications.The authors of the book, Dr. Francisco Robles-Hernandez, Dr. Jose Martin Herrera Ramírez, and Dr. Robert Ian Mackay, collaborated in the making of this reference text for students and practicing heat treaters. The information below has been provided by Dr. Mackay and was composed by Heat Treat Today editors.
Dr. Robert Ian Mackay, M.Sc., M.Eng., Ph.D., P.Eng., at Nemak
Dr. Robert Ian Mackay, M.Sc., M.Eng., Ph.D., P.Eng., at Nemak has spent nearly 25 years in industry, but also can lay claim to a history in academia. He joined in the authoring of Al-Si Alloy: Automotive, Aeronautical, and Aerospace Applications with Dr. Francisco Robles-Hernandez and Dr. Jose Martin Herrera Ramírez to lend his expertise to “[bridge] the gap between fundamental science and its application to industrial metal casting and heat treatment.” Aluminum silicon (Al-Si) is one of the most prolific alloys, as this book notes, and thus describes major characteristics of the alloy as well as its application in the key fields of automotive, aeronautical, and aerospace.
Covering aluminum metal casting science, the book explores content such as thermal analysis methods, mechanical testing, casting processes. Of the nine chapters, Dr. Mackay emphasizes chapters 3 and 6 as being particularly helpful to heat treaters. Chapter 3 details the important casting processes used in Al-Si alloy metal casting, and further highlights “the heat treat process and their specific temper designation as specified by the Aluminum Association (e.g. T5, T6 and T7 for metal casting),” Dr. Mackay notes. He comments that the way one heat treats an aerospace precision sand casting differs from an automotive high pressure die casting (HPDC), making this section particularly valuable.
In the second heat treat noteworthy chapter, the authors examine mechanical properties of the alloy. “This is the part of the textbook,” comments Dr. Mackay, “that is specifically controlled by the heat treat process. Throughout this chapter references to T5, T6 and T7 tempers are made as they do influence not only the type of mechanical testing that is performed, but also the casting properties that are achieved.”
Al-Si Alloys will be a helpful reference guide to heat treaters; while the use of the text is primarily academic, the book was designed to enable people to access information without studying the entirety of the book. Other features that one could reference in the book are the historical discovery that mechanical strength could be improved by processing aluminum castings, the implementation of this improved structural component in WWII military aircraft, and Dr. Mackay’s deliberate contribution of a “detailed description of testing methods used and their interpretation for metal casting quality.”
The book is available in hardcover, softcover, and e-book formats. To access the e-book , or to download select chapters, one can visit the website of the publisher, Springer Nature. See here.
To contact Dr. Robert Mackay, you can reach him via his LinkedIn profile here.
Bob Hill, President, Solar Atmospheres of Western PA
Vacuum oil quenching (VOQ) is adopted at Solar Atmospheres of Western PA(SAWPA). The latest VOQ quench line, including a hardening furnace, tempers, washer, and charge car, will be installed and fully operational by the end of 2020. To make room for this new technology, the company is continuing construction of its 15,000 square foot addition.
Amidst the context of the coronavirus (COVID-19), Solar views this period as an opportunity to set new paths of transformation and growth for the company, and thus came to decision to continue their planned expansion. “We have had to think on our feet," said Bob Hill, President of SAWPA, "find innovative solutions and pivot quickly, to change protocols to protect our employees and to safeguard our business."
SAWPA builds new Vacuum Furnance for VOQ line at their expanding site. (Photo source: SAWPA)