Welcome to Heat Treat Today's This Week in Heat TreatSocial Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!
"Tinsel, the thin sparkling strands we drape over Christmas trees, first appeared in Germany around 1610 and was originally thin strips of material extruded from real silver. According to WiseGeek.com, silver looked good but tarnished quickly and was soon replaced by other sparkly metals. Tinsel was first placed on Christmas trees to accentuate the glow of lit candles, and only the wealthiest people could afford entire garlands.
"Advances in manufacturing eventually resulted in cheaper aluminum-based tinsel, and by the early 20th century most consumers could afford tinsel garlands, as well as individual pieces of tinsel known as icicles. By the 1950s, the use of tinsel garlands and icicles nearly overshadowed the use of Christmas lights." (Thomasnet.com)
2. Christmas Chatter
Chestnuts roasting on an open fire? Sounds like a safety hazard. Check out what people are chatting about this holiday season.
3. Light Up the Night
What do you get when you mix candles with combustion?
As most heat treaters know, parts and fixtures often do not mix well. Diffusion bonding can cause the two to fuse together. In this case study, learn how combining thin-film coatings with specific part and fixture design can avoid diffusion bonding.
Read all about it in today's Technical Tuesday feature, written by Jeff Tomson, sale manager at Ionbond. This article was originally published in Heat TreatToday’s December 2021 Medical & Energyprint edition.
Jeff Tomson Sales Manager Ionbond
A client approached Ionbond looking for a solution to a problem: They had parts diffusion bonding to their fixtures during heat treatment. The client was using 316SS fixture spacers for heat treating 17-4 SS components at 1904°F (1040°C) in a high-vacuum heat treatment furnace and 316L SS components at 1652°F (900°C) in a high-vacuum heat treatment furnace. Due to the chemical affinity of the alloying elements of the two materials, the length of the heat treatment, and the operating temperature, atoms from both materials could intersperse. The resulting diffusion bonding caused difficulty getting the subject parts to separate from the fixtures.
The coating solution needed to be chemically inactive at the processing temperature while providing a defect-free contact surface. Ceramic materials satisfy these requirements; thus, Ionbond's CVD 29 (Al₂O₃) coating was recommended. The CVD process is a method for producing low stress coatings by means of thermally-induced chemical reactions. Typically, the substrate is exposed to one or more precursors such as TiCl₄, CH4, or AlCl₃ which react on the substrate material to produce the desired film. CVD coatings typically do not maintain their characteristics at the elevated temperatures of our client's application for long periods. However, the high-vacuum environment would allow the coating to function above its 1832°F (1000°C) service temperature. The coating has an excellent record in high temperature applications (cutting, forming, etc.) since it is chemically inert and has the ability to maintain a high hardness.
CVD equipment by Bernex
The CVD 29 coating has different variations and many applications. In the cutting tool world, its ability to resist thermal stresses makes it well suited for high-volume machining of mild and stainless steels. In resistance welding it is used heavily for locating pins and splatter guards, as its electrically insulating properties prevent arcing and its high toughness allows for a long life. For high temperature forming, chemical inertness prevents aluminum buildup on die profiles. High wear resistance makes this coating an ideal solution on ferrous and non-ferrous alloys used in hot extrusion and die casting applications. The overall coating thickness varies from 6 to 16 microns, depending on the version being applied as well as the substrate material. The coating produced is multilayered with adhesion-promoting underlayers that are needed to ensure bonding of a ceramic material to steel.
Due to the high coating temperatures, austenitic stainless steel is typically not an ideal substrate for the CVD process due to its low carbon content causing issues with adhesion. It is a better option than martensitic grades as post-coat hardening is unnecessary. Popular substrates for this coating family include carbides, D2, and H13 tool steels. Some exotic materials such as platinum and nickel content alloys are also used for specialized applications in the semiconductor and aerospace industries.
Ionbond's Cleveland team. Ionbond is a global leader in thin-film coatings, which are used to improve durability, quality, functionality, efficiency, and aesthetics of tools and components. Its portfolio includes physical vapor deposition (PVD), plasma assisted chemical vapor deposition (PACVD), chemical vapor deposition (CVD), and chemical vapor aluminizing (CVA) technologies, including a broad range of diamond-like carbon (DLC ) coatings.
Given the nature of the CVD process, typically all surfaces receive uniform coating. In the first trial, the client's spacers were coated utilizing different fixtures to ascertain whether fixturing methods would be a factor. Subsequent client trials revealed no discernable differences.
The first test by the client using the coated parts at 1904°F (1040°C) in a high-vacuum environment was considered a success, with the client stating that the coating performed “excellently.” There was no sign of coating degradation based on the visual appearance and the subject parts were easily removed from the fixtures with no signs of diffusion bonding. The second test was performed at a lower temperature of 1652°F (900°C) and had similar positive results.
Ionbond in Cleveland, OH
Given the success of the first batch, the client ordered another trial. The second set of parts, while made from the same material, were a completely new design. There were three different parts, two that had threads and the third that was a smaller washer shape. Sharp edges can present issues for the CVD process as stresses can build up at the points of the threads and cause the coating to delaminate. The small washers presented their own concerns due to the thin dimensions sparking concerns about excessive movement. Visual inspection after coating showed good adhesion with no delamination, as the threads were not sharp enough to cause issues. The smaller washers also had negligible distortion after coating. The second set of spacers were also tested in heat treatment at 1652°F (900°C) with similar results.
Inspired by these successes, the client is currently having a third set of parts manufactured to further improve the productivity of their fixtures. The geometry of the third set is completely different as our client continues to leverage the performance of the coating with the design for a more efficient fixturing.
About the Author:
Jeff Tomson is the sales manager at Ionbond’s Cleveland, Ohio site. He has been in sales and marketing roles since graduating from the University of Michigan in 1999. He has worked in automotive, aerospace, and thin-film industries.
Today, we cast our sights overseas to our European information partner, heatprocessing, to find out what’s new internationally. Major movements in steel and implementations of new furnace tech are the themes.
Steel Wire Plant Needs New Bell Annealer System
“After detailed technological analysis, Italy’s Trafilerie San Paolo, srl. has selected a Hicon/N2 bell annealer facility for steel wire by Ebner Industrieofenbau.
“The facility will be installed in TSP’s newly-remodeled steel wire plant in Molteno (LC). Initial installation will comprise two Hicon/N2 workbases, one heating bell and one cooling bell, as well as all required peripheral equipment. The scope of supply includes all required supplementary equipment such as hydraulic power supply equipment, a pressure control station, analysing systems, state-of-the-art electrical systems with automation technology and a central visualisation system terminal.”
“Wuhan Iron & Steel Co. Ltd. (WISCO) has awarded Tenova LOI Thermprocess another order for the installation of a continuous quench for efficient cooling of thin steel plates.
“The quench is specially designed for efficient cooling of thin and very thin plates of high strength and wear resistant material. The quenches adopted for this application ensure maximum hardness and outstanding flatness combined with unique and powerful models and overall automation.”
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
An international extrusion die maker with in-house heat treating is set to modernize its gas-fired combustion technology with eleven furnaces at three U.S., Canada, and Mexico locations. The upgrade: new vacuum, nitriding, and tempering furnaces that will increase consistency and precision nitriding potential and reduce gas emissions.
SECO/VACUUMwill deliver four Vector®single-chamber gas quench vacuum furnaces, six tempering furnaces, and one ZeroFlow® pit-type gas nitriding furnace for use in the aluminum extrusion industry.
"This is a big deal for the customer," said Peter Zawistowski, managing director of SECO/VACUUM. "They’ll benefit from a complete modernization of their heat treatment capabilities across all of North America with clean, efficient vacuum heat treatment technologies. It’s a bigger deal for vacuum heat treating as a whole. It proves we’ve made great strides in the industry to convert legacy atmosphere users into vacuum technology believers."
Derek Dennis President Solar Atmospheres of California
To support R&D and additive manufacturing projects, Solar Atmospheres of California (SCA) has added some small vacuum furnace capacity to their equipment offerings.
The new vacuum furnace was acquired from SCA’s furnace manufacturing sister facility, Solar Manufacturing (SAMI) located in Sellersville, PA, and was specifically designed to process a variety of materials between 600°F – 2400°F (+/-10°F) in both vacuum and/or partial pressure environments. Precise cooling capability up to 2-Bar in argon, nitrogen or helium is available with a maximum operating temperature up to 2650°F. The furnace is also equipped with the SAMI’s state-of-the-art SolarVac® Polaris Control System for optimum performance and precise cycle control.
"We are pleased to add this needed piece of vacuum furnace equipment to service our valuable customers," said Derek Dennis, president of SCA. "The additive manufacturing industry continues to grow, and this new furnace will allow SCA to respond to small builds and R&D projects quickly and precisely."
A Midwest manufacturer of brass components is upgrading their heat treat capabilities with a new furnace. The 24″ wide, 3 zone mesh belt annealing furnace will provide improved energy efficiency, reduced atmosphere consumption, and consistent and reliable part quality, as compared to an older design.
The brass annealing furnace from Gasbarre Thermal Processing Systems is designed with a maximum operating temperature of 1650℉ with a capacity of 800 lbs/hr, and utilizes a blend of nitrogen and hydrogen atmospheres. The system incorporates an Allen-Bradley PLC and HMI with automated atmosphere and water temperature control and datalogging.
Precise temperature regulation is undoubtedly the top variable in the industrial process that influences the quality of the final product. Using intelligent power control and predictive maintenance, silicon controlled rectifiers (SCRs) play a major role in temperature regulation and in improving the industrial heat treating process. What are SCRs and how do they improve the industrial heat treat process?
In this Technical Tuesday feature, written by Tony Busch, sales application engineer at Control Concepts, Inc. and Meredith Barrett, manager of Marketing and Business Development at Weiss Industrial, discover how SCRs can help you improve temperature regulation.
(This article was originally published in Heat Treat Today’s November 2021 Vacuum Furnaceprint edition.)
Introduction
Meredith Barrett Marketing and Business Development Manager, Weiss Industrial
Tony Busch Sales Application Engineer Control Concepts, Inc.
In manufacturing metals and in the heat treat industry, temperature regulation is crucial. SCR power controllers regulate the flow of electricity from the grid to a major heating element in a manufacturing process. Usually, the major heating element is a furnace, kiln, or oven, and the SCR is often connected to the heating element directly or to a transformer connected to the heating element.
The ability to calculate resistance in a furnace can provide information on the overall condition of an element. The SCR collects data and communicates it back to the network. Predictive maintenance is knowing when an element has reached its useful life. This article will define what an SCR power controller is, how it functions, and the different firing modes.
Digital Thyristor/SCR Power Controller Overview
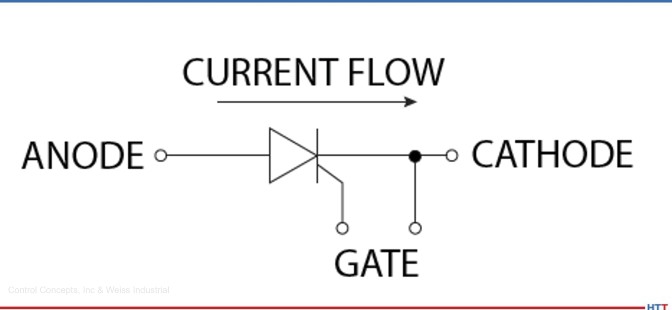
“Thyristor” is a Greek-derived word for “door.” The term is a hybrid of the word thyratron and transistor. As defined by ElectricalTechnology.org, a thyratron is a gas-filled tube that works as an SCR. SCR and thyristor are interchangeable terms in describing a device with four semiconductor layers or three PN junctions with a control mechanism. These small machines are known as latching devices. In the context of electrical engineering, a latch is a type of switch where once it’s on, it will remain on after removing the control signal.
Figure 1. Current flow
The actual power control module is an advanced electronic device with LED indicators and I/O terminals. The main internal components of an SCR power controller include:
• Semiconductor power devices (SCRs and Diodes)
• Microprocessor-based control circuits normally referred to as the firing circuit
• Heat sink (a means to dissipate the heat generated from semiconductor devices)
• Protective circuits (fuses and transient suppressors)
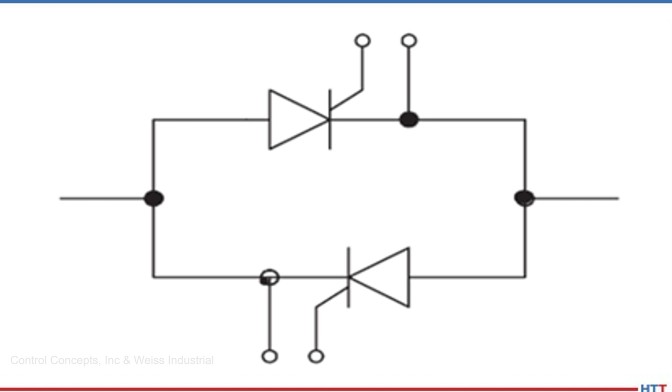
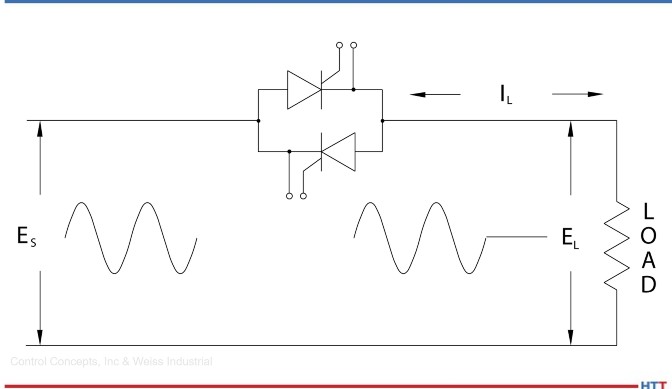
The diagram below is a very basic model showing one leg of an SCR controller. However, in all electrical designs of power controllers, such as the popular Control Concepts MicroFUSION series featured in this article, each controlled leg requires SCRs back-to-back within the power control module because of alternating current.
Figure 2. Basic model of one leg of SCR controller
How are Digital SCR Power Controllers Superior to Their Analog Predecessors?
“Digital” SCR power controllers are basically a concise way of referring to a power controller unit that utilizes a SCR switch (as opposed to a different switching method such as an insulated-gate bipolar transistor (IGBT)) and has all the above components. Additionally, these units contain microprocessors that make them more of a smart device. They are scalable, and easily paired with other digital units, whereas pairing analog power controllers results in potential emitter gain and bias.
Digital SCR power controllers can provide flexibility unmatched by analog units. This flexibility includes various communication options and the ability to switch through fi ring modes with ease, all without requiring the unit to be changed or rewired. The adaptable nature of digital SCR power controllers allows them to be incorporated into an industrial heat treat process much more effortlessly.
Older analog units are not highly configurable like their digital replacements. Newer SCRs not only have configurable faults and alarms, but also savable configuration files which can easily be loaded onto another unit.
Digital SCR power controllers can obtain accuracy and repeatability previously impossible with analog controllers. Digital units have power regulation capabilities that adjust for both variations from the mains voltage and resistance from the heating element. This form of power regulation is not only the most precise way to regulate temperature, but it also allows for process repeatability.
Synchronization of two units connected to the same power source, firing in zero-cross mode, is not ideal. This means that modules should not sync up so that they are on and off in unison. If this should happen, the process would require a large amount of current to be drawn from the source while the controllers are all on, and none when they are off.
The company’s SYNC-GUARD™ feature, not previously available on older SCR controller modules, reduces the peak current draw required from the source over time by causing each controller to attempt to find a time to turn on when fewer, or no other, controllers are firing. However, it has its limitations. The more controllers that are added to application, the probability of them syncing increases. Once ten or more controllers are utilized in an application, it becomes impossible to not have some sync up despite this feature.
Another key difference is that digital SCR power controllers are always calibrated and will never change. This allows the convenience of being able to “set it and forget it.” Newer models have an option of a digital display which was previously unavailable with analog controllers.
How the Latest SCR Power Controllers Improve Industrial Furnace Operations
SCRs can calculate electrical resistance in a furnace and provide precise power control. Intelligent power control has embedded algorithms which teach functions to calculate data and predict what is likely to happen next in the life of a heating element. This capability can determine partial load loss, resistance change, and complete load loss.
Partial load fault detection is a “watchdog” feature that monitors the system for change in resistance. This is useful for detecting an element failure for loads with multiple parallel elements. The feature monitors a user-set tolerance value that determines the drift from the target resistance in the system.
Therefore, an operator can enter the resistance manually or use the innovative “teach function” with a digital SCR controller. This is a form of artificial intelligence that will allow the SCR to learn the heating element through algorithms. The teach function auto-ramps and intelligently saves different resistance values at various setpoints in a process, eliminating guess work.
SCR power controller units attached to industrial furnace
Heater bakeout is an aspect of industrial furnace operations where digital SCRs offer a great amount of control. Industrial furnaces, kilns, and ovens are often lined with some sort of refractory or ceramic material that allows them to withstand extremely high temperatures. Typically, this material can get stressed and crack if heated too quickly, particularly in some submersion heaters where moisture can be present.
Modern SCR power controllers have an actual heater bakeout mode that will increase the temperature to the heating element gradually, allowing the furnace to slowly equalize in temperature. If any moisture is present in the heating element, it is baked away, and either way, slowly ramping up the temperature prevents damage to the refractory. This can prevent both costly furnace repairs and downtime.
Another major advantage of digital SCR controllers is tap change indication that informs the operator when to change voltage taps. Some loads, even if they remain the same, still can influence and change the element resistance over a period of time. Because this affects the power factor, a transformer with multiple voltage taps can be used.
Additionally, digital SCR controllers can also be utilized to achieve a constant output power. The tap change indication feature signals the operator when to adjust the voltage taps to a higher or lower setting on a digital display or digitally via the alarm monitor panel.
Predictive vs. Preventative Maintenance
Predictive maintenance has become a popular buzz word related to “Industry 4.0” as we now enter what is known as the fourth industrial revolution, or digitization of a manufacturing process utilizing an interconnected network of smart devices. The goal of both predictive maintenance and preventative maintenance is to increase the reliability of assets, such as an industrial furnace, oven, or kiln used in the heat treat manufacturing process. This not only avoids costly downtime but increases the life of an asset resulting in substantial savings in maintenance costs.
The main difference between the two is preventative maintenance is simply regularly scheduled upkeep, such as a temperature uniformity survey (TUS) on an industrial furnace. Think, for example, of how you have the oil changed every 3,000 miles in your vehicle because it is common practice for extending the life of your engine: that’s preventative maintenance.
Predictive maintenance is more condition monitoring or intelligence gathering on the health of an asset. It is based on present time and continuous data monitoring from smart devices on an industrial network. Predictive maintenance is knowing when an element needs to be fixed or has reached its useful life and needs to be replaced. Knowing the life of the element allows for a structured shut down preventing expensive unscheduled downtime.
How Do SCRs Achieve Intelligent Power Control?
In the instance of intelligent power control, the SCR acts similarly to a dimmer switch on a lighting fixture. It regulates the amount of electricity going into the furnace, just like the dimmer controls the amount of brightness going into the light bulb. The purpose of regulating the electricity to the heating element is to maintain the desired temperature and prevent damage to the asset from power surges or voltage inrush.
“Resistance” is an electrical engineering term that relates to the amount of current that can flow through a heating element of a furnace, machine, or other electronic device that heats up. Technically, this can be something as simple as your household toaster. When the heating element is cold, the resistance to electricity is lower, allowing more current to pass through. When it is hot, its resistance is higher, blocking the incoming current.
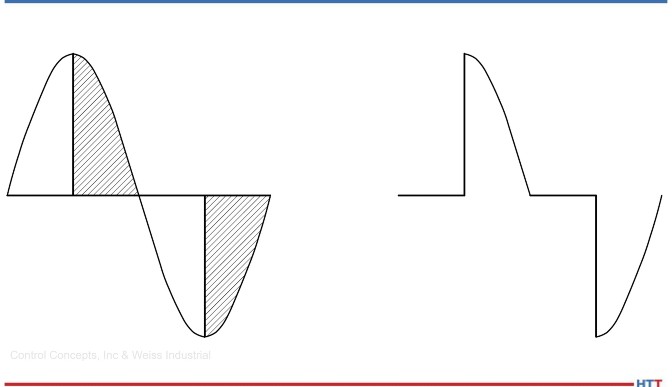
Figure 3. AC supply (left) and load voltage (right)
Both variations in the electricity coming from the grid (the mains voltage) and furnace resistance can cause temperature fluctuations. SCR power controllers accommodate for both variations from the mains voltage and furnace resistance by regulating output current utilizing different firing modes.
Firing Modes of SCRs: Phase-Angle & Zero-Cross Explained
What technically is a “firing mode” when it comes to SCRs? As noted in the SCR diagram, the topology of an SCR includes a control circuit also known as a “firing circuit.” The SCR has feedback and logic to determine how it is going to fire the electric sine wave. Thyristors, as SCRs are more commonly known outside of the U.S., have two basic control modes: phase-angle and zero-cross.
Phase-Angle
When a SCR power controller adjusts the voltage using the firing angle, it is known as phase-angle mode. This is analogous to a dimmer switch on a light fixture. The SCR is acting as a dimmer switch on an industrial furnace. Using phase-angle control, each SCR in a back-to-back pair is turned on for a variable portion of the half-cycle that it conducts. This trims every single half sine wave, giving a very smooth output, hence getting the correct kilowatts to the needed load.
In a heat treat application where the SCR is firing directly into the transformer, phase-angle mode will need to be employed. This protects the transformer from saturation. (See Figure 3.)
Zero-Cross
In zero-cross firing mode, the power controller adjusts the duty cycle to regulate the voltage. Each SCR is turned on or off only when the instantaneous sinusoidal waveform is zero. In zero-cross operation, power is applied for several continuous half-cycles, and then removed for a few half cycles, to achieve the desired load power.
In other words, zero-cross is best described as a blinking on and off. You’re firing a certain amount of full wave cycles, then it is going to turn off for a period of time, and then return to the on mode. An average is taken of the cycles that fire versus do not fire, which gives you control.
The on and off nature of zero-cross is beneficial for power factor, and the overall cost is lower than running SCRs in phase-angle applications. Simply stated, running SCR power controllers in zero-cross mode versus phase-angle mode consumes less energy and saves money on the electric bill. Zero-cross also produces little to no harmonics. As illustrated below in Figure 4, you can run SCRs in two-phase versus three-phase mode using zero-cross. If the resistance is varying less than 10%, zero-cross can be applied to the heat treat process.
SCR Power Controller Configurations
Single-Phase
In a single-phase configuration, SCRs are running back-to-back to the load, which is looping back up to L1 and L2. This is the most basic SCR set up.
Figure 4. Single-phase configuration
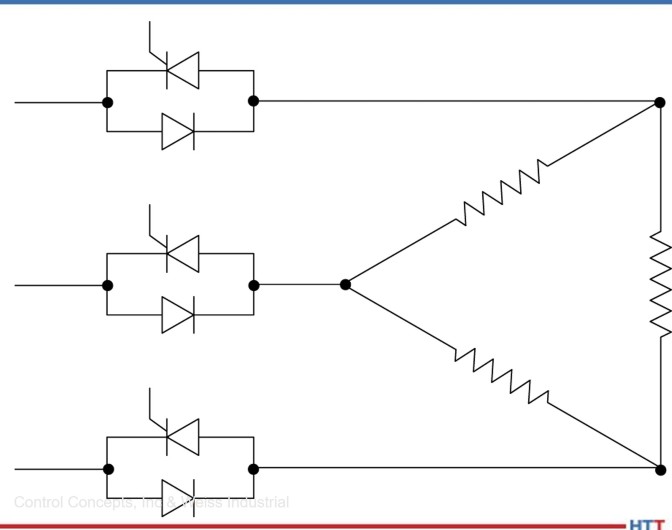
Three-Phase/3-Leg (6SCR)
Three-phase is wired in a delta or wye and involves three SCR modules connected in a circuit. This is great for phase-angle control where the SCR is firing into transformers. The topology is beneficial for direct firing as well. Three-phase is effective in high inrush current loads that require a current limit, and it also enables the system to phase without blinking on and off.
Figure 5. Three-phase/3-leg (6SCR) configuration
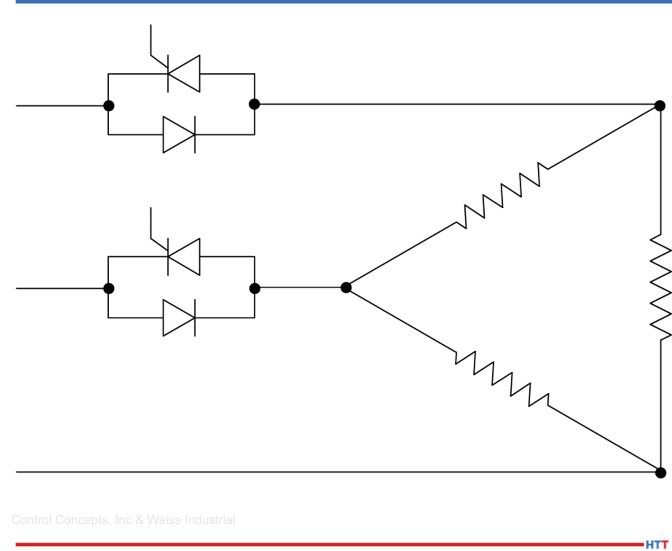
Three-Phase/2-Leg (4SCR) Zero-Cross Only
This configuration involves two SCR modules controlling two of the legs, and the third leg is connected to the delta or wye but going directly back to supply voltage. This can be more cost effective for an application since it is run in zero-cross mode.
Figure 6. Three-phase/2-leg (4SCR), zero cross mode
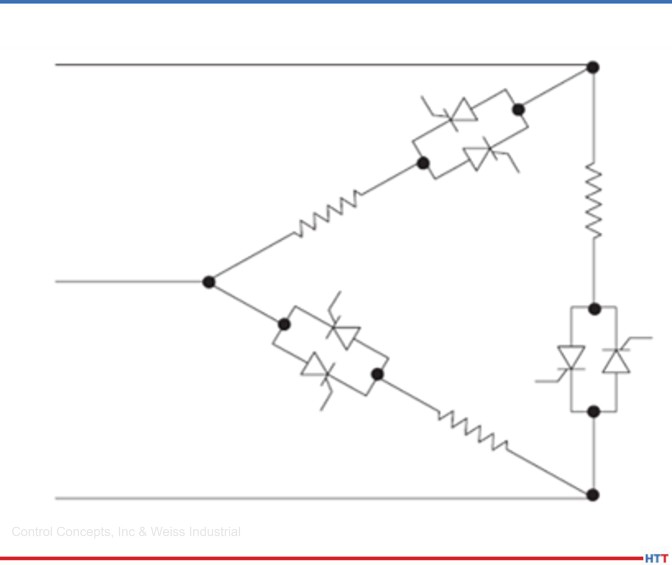
Inside Delta
Inside delta configuration is double the wiring. However, it reduces the size of the SCRs needed. Where the SCRs are placed in the circuit in the inside delta configuration will draw less current at the point. This is a more uncommon configuration, and it is found infrequently in the field.
Figure 7. Inside delta configuration
What SCR Is Right For Your Application?
Weiss Industrial, a manufacturer’s representative company, chose to partner with one of the top OEMs to help provide their customers with uninterrupted and efficient plant operations. They teamed up with Control Concepts Inc. (CCI) on their MicroFUSION Power Controllers because they found their product to be the most reliable and their customer service superior. The company’s power controllers are manufactured in the USA in their 54,000 square foot, company-owned facility in Chanhassen, MN.
Tony Busch, sales application engineer, notes that one of the bigger factors to consider in selecting the right SCR power controller is the load type. Some loads require zero-cross fi ring modes, others phase angle only, and in certain cases it does not matter. It can be either zero-cross or phase angle.
The main rule of thumb is to never use zero-cross on fast responding loads, such as infrared lamps and low mass heaters. In this instance, zero-cross will cause too much of an inrush current and can burst lamps and/or fuses down the line. On the other hand, loads in which the resistance changes are less than 10%, such as nickel and iron chromium, zero-cross must be used. Operators also prefer zero-cross in instances where low harmonics are required, as it produces less harmonics than phase-angle firing mode.
Conclusion
In conclusion, SCRs help achieve an integral part of an industrial network that improves the modern heat treat manufacturing process by providing precise and intelligent power control. They also achieve predictive maintenance previously impossible with their analog predecessors. Their advantages are numerous in improving industrial furnace operations and the heat treat manufacturing process.
Other major advantages of SCRs are their high reliability. Since they are solid-state devices, there is no inherent wear-out mode that can be associated with other industrial mechanical machinery that has gears or moving parts. This means little to no maintenance of the SCR power controller.
They have infinite resolution, which means if there is an incoming supply voltage of 480 volts, sequentially, 480 volts will be returned out of the SCR when it is turned on fully. There is no trim back or load loss involved. You can go from zero to 100% if you want to control your voltage, power, or current.
SCRs also have an extremely fast response time, which allows the operator to turn the device on and off very quickly. In North America, voltage is mostly running on 60hz at 120 half cycles per second. SCRs allow you to target a particular half cycle and turn it on and off very quickly. This is a great feature for loads that have high inrush current, acting as a soft starter, to keep from saturating the heating element.
Want to learn more?
Weiss Industrial has partnered with Control Concepts Inc. to produce a PDF document entitled A Guide to Intelligent Power Control & Temperature Regulation Utilizing SCR Technology, which you can obtain by contacting Meredith Barrett, Marketing and Business Development manager at Weiss Industrial: meredith.barrett@weissindustrial.com.
About the Authors:
Tony Busch, a graduate of Dunwoody College of Technology with a degree in Electrical Construction, began his career atControl Concepts, Inc.’s headquarters in Chanhassen, MN as a test technician, quickly transitioning to field service and repairs. In 2014, he began his current position as a sales application engineer and became Bussmann SCCR training certified. Contact Tony at tony.busch@ccipower.com
Meredith Barrett has a Communications degree from Penn State University and over twenty years of experience in sales, corporate communications, marketing, and business development. While her journey into the industrial and manufacturing sector began in 2014 with Siemens Industry, Meredith joined Weiss Industrial in January of 2020 as the Marketing and Business Development manager to assist in building a new marketing department and lead generation program, while also supporting business development. Contact Meredith at meredith.barrett@weissindustrial.com.
We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
This Technical Tuesday column appeared in Heat Treat Today’s December 2021 Medical and Energyprint edition. John Clarke is the technical director at Helios Electric Corporation and has written about combustion related topics throughout 2021 for Heat TreatToday.
In February 2022, we will continue this series. Please forward any questions or suggestions to our editor Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
No matter what method we pursue to save natural gas, it is safe to assume it will require some investment — time and/or materials. Furthermore, we want a payback from this investment. To calculate the payback, we need to estimate the cost of the project as well as the value of the natural gas saved. We can generally nail down the cost of a project by obtaining quotes for materials and labor, but it is more difficult to know what the future cost of natural gas will be; and without knowing the savings, the payback is at best an educated guess.
As we have discussed in previous articles, demand for North American natural gas is increasing for electrical power generation as well as liquified natural gas (LNG) export to areas in the world with limited supplies. These are steady, predictable demands and less susceptible to seasonal variations in temperature. Less heating demand during warmer winters is generally offset by greater electrical power generating demands during warmer summers.
Let us revisit recent trends in the cost of natural gas. The graph below depicts the spot price for 22 consecutive trading days ending November 2, 2021.
Figure 1. Henry Hub price for natural gas
Beware of the displaced origin on the graph below — it makes the fluctuations in the spot price appear greater than they are, but it is done to indicate a range of prices — generally around $5.50/mmBTU. (Once again, neither the author nor Heat TreatToday presents the opinion of future prices for any purpose other than to further our discussions of energy saving project paybacks.)
Last month, we posed three questions:
How do I know when the material I am heating is at the desired temperature?
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
How much fuel can I save with a shorter cycle?
Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
What temperature is my furnace or oven?
You walk up to the controls and read 1650°F. Is that the temperature of your oven? The answer is a definite “maybe” because the temperature displayed on a single loop temperature controller is simply the reflection of the small voltage generated by one thermocouple. This is obvious, or else we wouldn’t need to run temperature surveys. But the question is — do we have to live with this shortcoming? The answer to this question is a definite “no”! Modern control instrumentation makes it easy to use many thermocouples to sense the temperature of the furnace throughout the chamber. Then take the mean of these values to calculate the temperature and use this average value for the input to our temperature control loop. By comparing the readings of temperatures at various points in the furnace chamber, we can sense if all the work being heated is near to the desired setpoint.
No furnace load is perfect — there is always some non-uniformity of mass or surface area. With multiple sensing points, the more massive and slower to heat portion of the load will influence the nearest thermocouple. The furnace control can be designed to hold until the coolest thermocouple in the chamber reaches some minimum temperature. Perhaps this is now the trigger for a soak timer.
In addition to measuring multiple chamber temperatures and inferring the actual temperature of the work, the proportional integral derivative, or PID, temperature control algorithm provides a good deal of insight as to how close the work is to the desired furnace temperature. All PID controllers or programmed functions provide an output value. For our discussions, we will assume the output is between 0-100%. This output is used to control the heating element(s) of burners’ input levels. The advantage of the PID loop is that it calculates the required value more rapidly than a conventional on/off control — providing us the near steady values for our furnace temperatures.
Let’s imagine we adjust the temperature setpoint of our empty furnace to 1650°F. We will allow it to come to temperature and wait an hour until it is soaked out, so that the refractory and internal components are at some steady state temperature. The PID loop will settle to some average value; we will assume this value is 35%, which represents the holding consumption of the furnace. The heat entering the furnace is in equilibrium with the heat being lost through the refractory, up the flue, around the door, etc.
Now we load the furnace with 4000 pounds of thick steel parts, where the mass/surface area ratio is very high. The furnace thermocouple(s) will reach 1650°F in one hour; but, if we look at the PID loop output, it will take time for it to fall to 35%. The time between the indicated 1650°F and the output falling to 35% is a period when the work continues to absorb heat and conduct it to its core. When the output stabilizes at 35%, we know the work is soaked out at temperature — in other words, the surface and core of the parts are at the furnace setpoint temperature.
Do I have excessive factors of safety built into my process to compensate for not knowing the temperature at the core of the part being heated?
With added insight into the actual temperature of the work being heated, excessive soak times can be reduced without risk. It also allows for the running of light and heavy loads with the same program.
How much fuel can I save with a shorter cycle?
Building on the same hypothetical; assume the input to this furnace is 4,000,000 BTU/Hr and 1,000 hours are saved per year — the savings will be roughly 4,000,000 BTU/Hr x 0.35 (holding consumption) x $5.50/mmBTU x 1,000 Hours per year, or $7,700/year. Now, perform this modification on four furnaces. Add to this savings the increased confidence that the work is at temperature before the soak period is initiated, better consistency for varying part loading, and I think we can agree — we have a project. The only question is, will we cash the check?
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the "fringe" of the weekend, Heat Treat Today presents today’s Heat TreatFringe Fridaybest of the web article discussing how to sell amidst global shortages.
We all remember the great toilet paper shortage of 2021, but supply chain issues have created shortages in other areas as well. How can manufacturers sell when warehouses may be empty and jobs may be on hold due to parts stuck somewhere in the supply chain? This video gives practical tips for how to sell to clients no matter where they are in the supply chain.
An excerpt:
"For one, companies should focus on being nimble, and that could mean adapting their sales strategy to the current circumstances. Creating promotions around goods that are readily available can help move customers over, but for those who are committed to a certain product, incentivizing or rewarding their patience can keep them from jumping ship while they wait."
Karla Sarabia Plant Manager Watlow Electric Manufacturing Company
Watlow Electric Manufacturing Company, a North American manufacturer of industrial heaters, sensors, and controllers, will receive a high-vacuum furnace and auxiliaries for annealing thermocouple wires between every drawing stage.
SECO/VACUUM will design and deliver the Vector®HPGQ 6-bar furnace with a customized 40"x40"x48" working zone and a 1.5 ton load capacity. The furnace package includes a 20,000 l/s diffusion pump for high-vacuum operation and a closed loop water system, loading cart, and nitrogen reservoir.
"We wanted a furnace that aligned perfectly with the exceptional capabilities and operation at our Illinois facility to ensure uniform product quality among plants," Karla Sarabia, manager of Watlow Electric Manufacturing Company's Mexico project said. "It’s also a big advantage that SECO/VACUUM has local maintenance support to serve our needs in Mexico."




 Welcome to Heat Treat Today's This Week in Heat Treat Social Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!
Welcome to Heat Treat Today's This Week in Heat Treat Social Media: The Christmas Edition. With so much content available on the web, especially during Christmas, it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So before you head off to celebrate with friends and family, Heat Treat Today is sharing some great Christmas-themed heat treat news from the different social media outlets!












 We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.
We continue to consider the topic of natural gas pricing and reduction and its impact on heat treaters. Much of the discussion in this month’s article initially appears to deal with process quality or consistency. But understand, process consistency and energy savings are inextricably linked.



