There is no way to validate the heat treating process without completely destroying the job. Here’s where pyrometry becomes crucial. The precision, accuracy, and uniformity standards of specifications like AMS2750 and CQI-9 provide peace of mind without destructive testing.
Read the Spanish translation of this article by Víctor Zacarías, director general de Global Thermal Solutions México, in the version below, or read both the Spanish and the English translation of the article where it was originally published: Heat Treat Today's March 2022 Vacuum Furnace print edition.
El tratamiento térmico como la mayoría de los procesos especiales, tiene la particularidad de ser una operación crítica que para su validación requiere de pruebas destructivas. Al no poder medir el 100% del producto, las normas de pirometría juegan un papel fundamental en el control y documentación de los procesos de tratamiento térmico. La norma AMS2750 y la evaluación CQI-9 son los estándares mas aceptados en la industria aeroespacial y automotriz respectivamente, y describen los requisitos de precisión, exactitud y uniformidad para los sistemas de medición de temperatura y los equipos empleados en el procesamiento térmico. Este artículo sintetiza los requerimientos de estas normativas e ilustra los beneficios en la industria de contar con un enfoque homologado para la reducción de la variación y la prevención de defectos.
Víctor Zacarías Director General Global Thermal Solutions México
Introducción
Las operaciones de tratamiento térmico son percibidas generalmente como cajas negras cuyos resultados son poco predecibles. Si bien, entendemos los mecanismos físicos involucrados para modificar las propiedades de un material, los hornos de tratamiento térmico son sistemas termodinámicamente imperfectos, y por ende los resultados finales en ocasiones también lo son.
A esta situación hay que agregar una variable adicional. Al tratarse de operaciones en las cuales las características del producto final solamente pueden ser validadas a través ensayos destructivos, debemos de contar con un nivel particular de control de proceso si queremos asegurar la repetibilidad en las operaciones de tratamiento térmico.
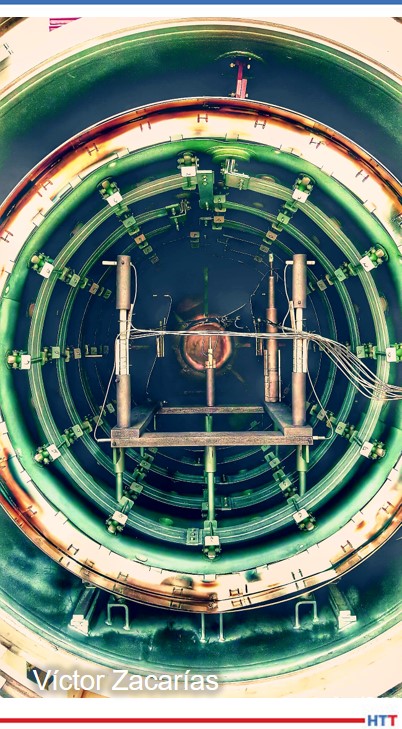
Fotografía 1. Ensayo de uniformidad de temperatura conducido en horno de vacío
Las normas y especificaciones de Pirometría definen los requerimientos de control de temperatura para los equipos de procesamiento térmico (hornos, muflas, estufas, etc) empleados en las operaciones de tratamientos térmicos. Se trata de estándares muy completos que nos permite resolver las incógnitas que los auditores de proceso ponemos sobre la mesa
¿Cómo sabes que las lecturas de temperatura de tu horno son precisas?,
¿Cómo sabes cuál es la variación de temperatura de tu sistema de medición?
¿Cómo sabes que la totalidad de la carga fue expuesta a una temperatura consistente durante el ciclo completo de tratamiento térmico?,
¿Cómo sabes que lo sabes?
Las especificaciones de pirometría mayormente aceptadas y probadas en la industria son:
AMS2750, emitida por SAE International, es la norma universalmente aceptada para fines de certificación de procesamiento térmico en la industria aeroespacial
CQI-9 de la Automotive Industry Action Group (AIAG). Las secciones 3.1, 3.2, 3.3 y 3.4 definen los requerimientos de pirometría para la evaluación de tratamientos térmicos en la industria automotriz y
API 6A y 16A, cuyos anexos establecen los requisitos pirométricos para los componentes tratados en la industria de energía (oil & gas)
Todas estas especificaciones contemplan en su contenido al menos los siguientes 4 aspectos:
Calibración de los termopares (o cualquier otro sensor de temperatura), así como los requisitos y tiempo límite de uso en función de su aplicación.
Calibración de la instrumentación de control y prueba
El procedimiento y los criterios de aceptación para la realización de la prueba System accuracy Test (SAT).
El método y los criterios de aceptación para la prueba de uniformidad de temperatura o Temperature Uniformity Survey (TUS).
Las normas de pirometría son sometidas procesos de revisión profunda de manera frecuente por las organizaciones que las emiten para asegurar que los requerimientos sean entendidos. Sin embargo, no cambia el hecho de que se trata de documentos complejos, generalmente malinterpretados y que requieren de personal experimentado para su implementación. Cómo ejemplo de estas dificultades, en auditorías de certificación Nadcap (industria aeroespacial) 8 de cada 10 hallazgos levantados están relacionados directamente con pirometría. Las evaluaciones de CQI-9 en la industria automotriz presentan cifras similares.
A pesar de lo anterior, la implementación correcta de los requerimientos de pirometría ha probado por años que se puede alcanzar un proceso de tratamiento térmico consistente y arrojar datos que permiten prevenir defectos de manera efectiva.
Termopares
Un termopar es un sensor de temperatura que consiste de dos conductores con características termoeléctricas distintas. Los conductores están unidos en un extremo (unión de medición o hot junction), el cual estará en contacto con el elemento cuya temperatura se quiere medir. Cuando los conductores se exponen a un gradiente de temperatura se genera una diferencial de potencial (mv) debido al fenómeno conocido como Efecto Seebeck. En el otro extremo (cold junction), se empleará un voltímetro para medir el potencial generado por la diferencia de temperatura entre los dos extremos (ver figura a continuación).
Figura 1. Diagrama de un termopar
La normas de pirometría definen los requisitos de calibración para los termopares usados en el equipo de procesamiento térmico. Para adquirir termopares acordes con la normatividad, debemos considerar la aplicación final del sensor para definir el error máximo permitido al momento de la calibración (ver tabla a continuación).
Una vez que contamos con termopares calibrados, se debe documentar la fecha en la que se realiza la instalación para monitorear el tiempo de vida del sensor. Los termopares tienen un tiempo de vida finito debido a que la exposición a la temperatura provoca la degradación de los conductores y por ende la disminución de su precisión. El reemplazo por lo tanto de un sensor de temperatura estará determinado por el tipo de temopar (K, N, E, T, J, B, R, o S) y la temperatura a la que se expone.
Instrumentación
Los instrumentos reciben comunicación eléctrica de los termopares y convierten fuerza electromotriz (fem) a un formato usable.
La especificaciones de pirometría como AMS2750 y CQI-9 definen los requisitos de resolución y precisión para la instrumentación empleada en Tratamientos Térmicos, así como la frecuencia a la que se deben calibrar dichos instrumentos. El nivel de precisión de la instrumentación está en función la norma aplicable y el propósito del instrumento como se muestra en la siguiente tabla.
Tabla 1. Precisión requerida sensores de temperatura de acuerdo a AMS2750 y CQI-9
Es importante considerar las instrucciones del fabricante al momento de instalar y calibrar los instrumentos de control del horno. Desde el punto de vista metrológico, la documentación debe demostrar que la calibración de los equipos es trazable a un patrón nacional (NIST, CENAM, etc) y, en la mayoría de los casos, realizada de conformidad a la norma ISO/IEC 17025:2017 correspondiente a los laboratorios de ensayo y calibración.
Prueba de Exactitud del Sistema (System Accuracy Test o Probe Check)
La prueba System Accuracy Test (SAT) o Probe Check es una comparación en sitio del sistema de medición del horno contra un sistema de medición calibrado. El objetivo de esta prueba es determinar si la desviación natural del sistema de medición de temperatura se encuentra dentro de límites aceptables.
Figura 2. Diagrama de un Ensayo de Exactitud del Sistema (SAT)
El criterio de aceptación para determinar si los resultados de una prueba SAT son aceptables o no, dependerá de la normativa aplicable. Si la diferencia del SAT excediera los límites permitidos por la norma, los procedimientos internos deben tomar en cuenta la siguientes consideraciones antes de volver a procesar piezas:
Documentar que el equipo ha fallado la prueba,
Determinar la causa raíz de la falla y
Implementar acciones correctivas
Cuando el resultado de la prueba SAT excede los límites permitidos, las acciones correctivas generalmente se pueden reducir a dos alternativas: (1) Reemplazo del termopar o (2) Recalibración y ajuste del instrumento.
Una vez aplicadas las acciones correctivas y, antes de procesar cualquier material adicional, la prueba SAT debe repetirse conforme al procedimiento de la norma para confirmar la efectividad de las acciones correspondientes.
Un SAT es una prueba muy simple para asegurar que el todo el sistema de medición (termopar mas instrumento en conjunto) provee una representación exacta de la temperatura. Es importante tomar en cuenta que los resultados de la prueba SAT cambian con el tiempo, por lo tanto se trata de un chequeo muy útil para identificar tendencias y tomar acciones de manera proactiva antes de una desviación.
Prueba de Uniformidad de Temperatura (Temperature Uniformity Survey)
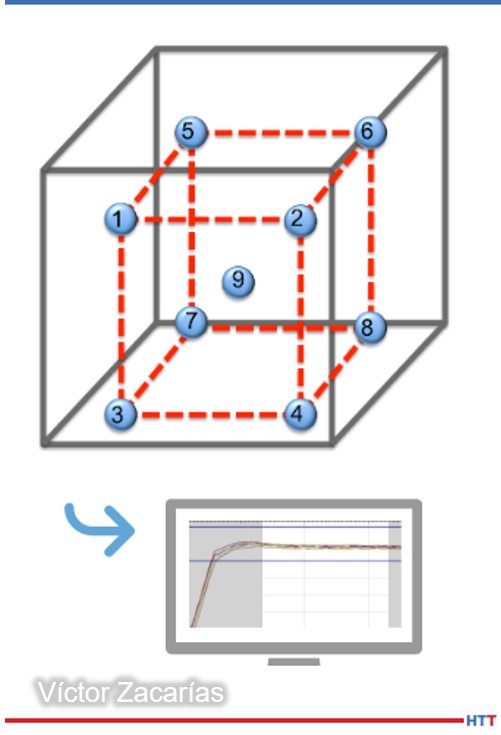
Figura 3. Diagrama de un Ensayo de Uniformidad de Temperatura (TUS)
Un Temperature Uniformity Survey (TUS) es una prueba en donde un instrumento y varios termopares calibrados miden la variación de temperatura dentro del volumen de trabajo del horno. La prueba TUS indica dónde se encuentran los puntos mas fríos y/o calientes de un horno y proporciona elementos para determinar el porqué de esos puntos y cómo corregirlos.
El primer aspecto a considerar es la cantidad de termopares a emplear durante la prueba, que está en función del volumen de trabajo del horno y la normativa aplicable. Para la mayoría de los volúmenes de los hornos disponibles comercialmente, la cantidad de termopares requeridos es de 9 para hornos tipo batch (lote) y 3 para hornos continuos.
Un TUS se considera aceptable si las lecturas de los termopares se encuentran dentro de los límites establecidos por la especificación durante el tiempo requerido en todo momento. La prueba TUS se recomienda realizar después de la instalación inicial del equipo o después de una modificación que pudiera alterar las características de uniformidad del horno. Posteriormente se deben realizar de manera periódica de acuerdo a la normativa.
Importancia de la pirometría
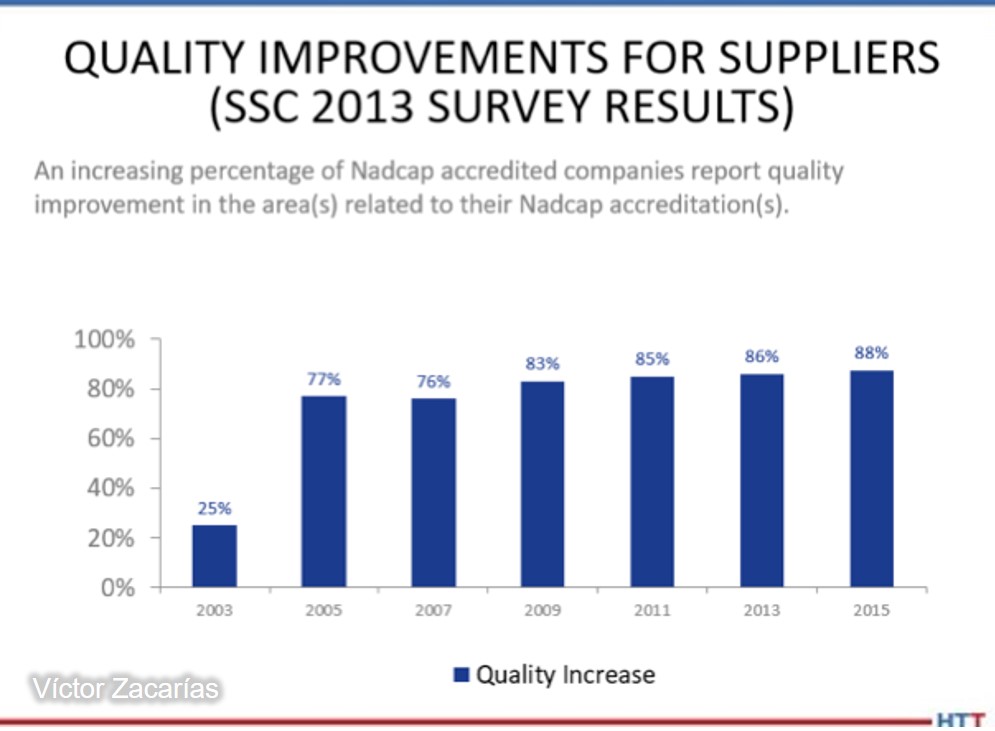
La labor para armonizar los procesos especiales no es sencilla, sin embargo existen datos contundentes que prueban la efectividad de este esfuerzo. El equipo de STAs de Ford Motor Co. ha realizado estimaciones de los beneficios obtenidos al implementar CQI-9 en su cadena de proveduría y han cuantificado ahorros de hasta 20 millones de dolares por conceptos de reducción de defectos en Tratamientos Térmicos. De igual manera, el Performance Review Institute, quien es la organización encargada de administrar el programa Nadcap, reporta cada año el impacto en la mejora continua en las organizaciones aeroespaciales que acreditan este programa.
Figura 4. Percepción de la mejora en la calidad en relación con su acreditación Nadcap
Las pruebas de pirometría proporcionan información valiosa que fomenta el mantenimiento preventivo de los hornos y equipos relacionados. Al mismo tiempo, el entendimiento y control de los sistemas de medición ayudan de manera proactiva a obtener resultados metalúrgicos repetibles. En ambos casos la información generada en estas pruebas nos permite reducir la probabilidad de scrap o reclamos de calidad y asegurar la continuidad del negocio al mostrar conformidad con los mandatos del cliente.
Sobre el autor: Víctor Zacarías es ingeniero metalúrgico egresado de la Universidad Autónoma de Querétaro con estudios en Gerencia Estratégica por parte del Tec de Monterrey. Con más de 15 años de experiencia en la gestión de tratamientos térmicos, actualmente es director general de Global Thermal Solutions México. Víctor ha realizado numerosos cursos, talleres y evaluaciones en México, Estados Unidos, Brasil, Argentina y Costa Rica y ha participado en el Grupo de Trabajo de Tratamiento Térmico de AIAG (CQI-9) y en el Comité de Ingeniería de Materiales Aeroespaciales de SAE.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
A global manufacturer of electronic components with engineering centers and factories worldwide has purchased a vacuum tempering furnace for one of its plants in Pennsylvania. The furnace will be used to anneal copper and steel electrical connectors used in subsequent assemblies.
With a chamber of 48” x 48” x 72”, the new equipment from SECO/VACUUM, a SECO/WARWICK Group company, will deliver added capacity to meet increased demand for the company’s products. The order includes a turbo-cooling feature designed to improve turnaround time from batch to batch and maximize throughput.
"We are finding increasing opportunities in markets with broad supply chain stresses," commented Peter Zawistowski, managing director of SECO/VACUUM. "We are doing our part with this global electronics supplier to provide the boost they need to achieve an integrated recovery with their customers. Every little bit helps, and we’re pleased to be a part of the solution."
Technology is ever evolving. Will you be able to keep up with all the new developments? Discover the tech trends these heat treat industry leaders are excited about and how they will impact you and your company.
This article first appeared inHeat Treat Today’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
AFC-Holcroft LLC
Daniel Hill Sales Engineer AFC-Holcroft
Heat treaters are taking part in sustainability initiatives aimed at reducing greenhouse gases and achieving carbon neutrality. Whether larger or smaller-scale, commercial or captive, customers are seeking ongoing collaboration and ultimately equipment solutions aimed at sustainability. While much of these initiatives remain targets rather than requirements, there is steady momentum commercially, politically, and socially for them. Understanding the targets with respect to your business’ goals — and the technologies available to meet them — will help determine appropriate strategic plans. Specific trends in this context include:
Trend 1:
Latest high efficiency burner technologies such as our Aichelin Group’s Noxmat products are continually growing in popularity. Moreover, secondary energy recovery systems are used for preheating products or external processes. These solutions all improve thermal efficiency, thereby reducing overall carbon footprint.
Trend 2:
Although natural gas heating still has a sizeable operating cost advantage, additional users are instead opting for electric heating systems on new equipment and conversions of existing equipment. As electric utility providers add renewable energy options for business customers, the carbon footprint for heating can be reduced or even net zero.
Trend 3:
AFC-Holcroft has long been an advocate of molten salt quenchants for superior distortion control and for the improved properties of austempered materials they can also produce. Much to do with those same thermal stability properties, these molten salt baths can be used for years without deteriorating whereby only salt drag out needs to be made up in the quench tanks. Yet with modern salt reclamation systems, the salt drag out on parts and tooling is quickly recaptured in a post washer where it can be separated and recycled back into the very same quench tank over and over.
Air Products
Heat Treat Gas Smart Monitoring: Maximizes Productivity and Safety with Advanced Monitoring Systems
Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.
The Air Products Process Intelligence™ offering includes a cloud-based process optimization system developed for the metals processing industry. This Industry 4.0 tool enables recording and analysis of the production parameters and is linked to operational results, facilitating process optimization, and product quality improvement. Integrated with thermodynamic calculations, field experience, and documentation features, the tool provides process engineers with extended capabilities to manage production and support process troubleshooting. This will also help manufacturers comply with requirements such as CQI-9 and Nadcap.
Learn more about Air Products Process Intelligence™ at www.airproducts.com/APSmart.
Gasbarre Thermal Processing Systems
The team at Gasbarre is always looking to improve the designs and technology of our equipment.
Ben Gasbarre President, Industrial Furnace Systems Gasbarre Thermal Processing Systems
Advancements in heating systems, insulation packages, and controls are key to improving efficiency and process control. With the updates to these systems, it is common for new equipment to be justified on utility savings alone. Control systems are upgraded for predictive and preventative maintenance activities, precise process control, and conformance to the latest CQI-9 and AMS-2750 standards.
Like it or not, companies are being forced to look for ways to reduce their carbon footprint and become more energy efficient in their manufacturing processes. Gasbarre has identified ways to consider improving your operation of your continuous furnace system. We can integrate sensors and controls into almost all aspects of an existing or new furnace to give you the ability to monitor and manage your inputs. This includes production speed, cooling water, natural gas, electricity, and atmosphere. Converting a furnace to run hydrogen and nitrogen atmosphere versus generating atmospheres (i.e., endothermic or exothermic generators) will greatly reduce your carbon footprint, while helping to reduce on-site utility and maintenance costs.
Gasbarre’s continuous vacuum furnace system takes energy efficiency and furnace performance to a new level. Vacuum furnace systems off er many advantages over conventional atmosphere furnace systems. We discuss this in terms of the 4-Es:
1. Effects on material properties due to the pure environment of the furnace
2. Energy efficiency due to its ability to be turned on and off when not in use, limited furnace conditioning, and focused heating system
3. Environmentally friendly as there are little to no emissions, either zero or more efficient atmosphere consumption, and no atmosphere burn-off requirements
4. Elevated temperatures can be achieved supporting more process flexibility and improved cycle times
Gasbarre Thermal Processing Systems has been designing and manufacturing continuous furnace systems for nearly 50 years. As a leading manufacturer of both atmosphere and vacuum continuous furnace systems, Gasbarre has the knowledge and expertise to help drive your success now and into the future.
Noble Industrial Furnace
The Latest in Continuous Furnace Systems from Noble Industrial Furnace
In recent years Noble Industrial Furnace manufactured extensive continuous furnace lines for customers in New England, along the East Coast, and in the Midwest.
Our gas-fired or electric tube furnace projects included burnout (800–1450°F), hardening (1600–2100°F), and tempering (300–1200°F) process lines with material continuously running through multiple furnaces. Silicon carbide or alloy tubes strategically positioned within the proportionally dimensioned multi-zoned furnaces allowed for extremely tight temperature control and uniformity. Additional components in the line included chillers, cooling dies, and temperature-controlled nitrogen.
Noble delivered numerous gas-fired indexing belt burnout furnaces (800–1450°F) heated with high velocity burners. Design allows for parts to automatically index through the load station, burnout chamber, and cooling and unload station with necessary temperature sensing and data logging on individual parts and/or batches.
Traditionally designed continuous belt furnaces (600–1900°F) both electric and gas-fired, included options such as internal stainless steel shrouding, flame curtain or doors, forced air cooling or drop chute quench.
Control systems for the equipment met industry specific and customer required standards and integrations with PLC’s, HMI’s, controllers, and related components from leading manufacturers, including Allen Bradley, Honeywell, Yokogawa, and Eurotherm.
Noble has positioned itself for continuous growth in our industry for decades to come.
Yokogawa
Digital Transformation Enhances High Temperature Fan Bearing Monitoring
Maintaining reliable performance of furnace fans is critical to the heat-treating process; however, these fans are vulnerable to failures which can be difficult to predict. Increasing vibration in motor bearings is most commonly the first sign of a problem. Running the fans at the fringes of their specified operating ranges is a typical root cause. Temperature and vibration levels can be monitored either by handheld measurement devices or via sensors. Key challenges for heat-treat operators include the ability to efficiently maintain records of temperature and vibration data, determine trends in the data, and accurately predict problems before they arise.
Digital transformation and IIoT technologies can be quite beneficial to the monitoring and maintenance strategies for these furnace fans and other assets, especially those that are manually monitored or unmonitored. The first step is adding wireless sensors to regularly gather data about the equipment status. For process heating fans, vibration and surface temperature sensors are most beneficial and can be installed very easily with magnetic mounts. For other equipment and processes, temperature and pressure are among the additional measurements that are available. Data from these devices can be sent to on-premise systems, cloud-based systems, or both for visualization and analysis. This is where the real value comes into play, as these systems can provide early anomaly detection that enables operators to address equipment issues before they interrupt the process, impact the batch quality, or result in expensive repairs. Taking it a step further, artificial intelligence (AI) and machine learning (ML) algorithms can “learn” the normal equipment operating conditions, detect signs of problems very early in their development, and predict failures. These enable a more efficient condition-based maintenance process, which can considerably reduce facility downtime and operating costs.
Yokogawa’s Sushi Sensor solution exemplifies this technology. Learn more about the Sushi Sensor solution by visiting https://www.yokogawa.com/us/solutions/products-platforms/field-instruments/sushi-sensor-e/#Details .
Quaker Houghton
Aqua-Quench™ 260 solves distortion and residual stress issues in aluminum quenching.
Fig. 1 Water Quench, Fig. 2 Polymer Quench
Aqua-Quench™ 260 is a readily available AMS 3025 Type I certified quenchant, ideal to quench difficult aluminum parts. This product is used throughout the world in aerospace, automotive, and transportation to control distortion and residual stress in forgings, extrusions, castings, and plates.
Engine components are heat treated for wear and durability. Aircraft components are heat treated for strength and fracture toughness. Even bicycle frames are heat treated for strength, lightness, and durability. In each case, control of distortion and residual stresses are critical to efficient manufacture and long life of the product. By far the largest source of problems for heat treaters is distortion of parts after heat treatment.
Aqua-Quench™ 260 and Aqua-Quench™ 251 polymer quenchants are used in the industry to control and minimize the distortion occurring during the quenching of aluminum. Typically, these quenchants are governed by AMS 3025, and are either Type I (Aqua-Quench™ 260) or Type II (Aqua-Quench™ 251). Type I quenchants are single polyalkylene glycol polymers, while Type II quenchants are multiple molecular weight polyalkylene glycol polymers (PAG). Each offers different benefits. Because of the higher molecular weight of the Type II PAG quenchants, lower concentrations can be used.
For additional information, contact your local Quaker Houghton representative, or visit www.QuakerHoughton.com.
Idemitsu Lubricants America
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Many commercial and captive heat treaters have a common problem with part cleanliness. Whether the post quench wash is a spray dunk cabinet or a spray washer, the use of the proper alkaline cleaner is critical to obtaining clean parts that meet or exceed expectations.
There are two basic types of cleaners: cleaners that emulsify the quench oil and those that split the quench oil. In the typical spray dunk washer, the load enters the washer and is then immersed and agitated. This agitation forms a mechanical emulsion as the cleaner removes the quench oil from the parts.
The next step is for the cleaner to enter a quiescent stage to allow the oil to break away from the mechanical emulsion and float to the top of the cleaner tank. At this point the floating oil is moved via a spray or air knife to a skimming chamber and the oil is brought up through the now oil-free surface into the spray chamber. A cleaner forming a chemical emulsion will combine the quench oil and cleaner into a single emulsion that is then sprayed onto the load. This redeposits the oil back onto the load. When the load exits the washer, the deposition of the oil onto the load is not obvious. However, when the load exits temper and the water portion of the emulsion and the oil have evaporated, the deposition of the oil is obvious. This redepositing of oil can be seen in the image below.
The same phenomena can occur in multistage belt and spray washers as well. In these continuous washers, the constant agitation from the spray creates a mechanical emulsion that does not allow the oil to separate out of the cleaner. In short, to optimize any post quench washer system the alkaline cleaner should not emulsify the quench oil. Instead, the oil should be allowed to float to the surface in a quiescent tank to be removed via a skimmer. The alkaline builders should also be liquid instead of a powder to eliminate clogged spray nozzles and housekeeping issues.
Honeywell
Enabled Combustion for the Heat Treat Market
In most heat treat processes, performance data gets trapped at the equipment level. To catch alerts or be aware of problems, a plant worker usually needs to physically stand next to the equipment. That’s impractical when organizations are under pressure to be more productive. Owners and operators know that to maximize productivity, they need to minimize unplanned downtime that can result in tens of thousands of dollars of lost revenue per hour. To this end, they need production and process systems that operate in a smart, efficient, and sustainable manner.
With diminishing numbers of combustion specialists, rising energy costs, reduced profit margins, and increased demand for better product quality, manufacturers with thermal processing assets are striving to increase productivity and reduce operating expenses.
Today, heat processing operations can harness the power of connectivity and information sharing to transform their operations. They can use connectable control devices and next generation control systems to capture critical, real-time process information and provide insight into the state of their thermal processes.
One such connected solution is Honeywell’s Thermal IQ. Part of Honeywell’s cyber-secure portfolio, Thermal IQ turns data into actionable insight so that users can optimize operations, predict equipment or process failures, and prevent unplanned downtime.
Remote monitoring enables organizations to closely monitor the operation of thermal processes, see real-time and trending data, and receive alerts when critical parameters stray outside normal limits. Meanwhile, users can maximize their thermal intelligence quotient by connecting everyone from management to maintenance group with insights that drive smarter decisions.
The result is that companies must no longer wait for faults or failures that can lead to shutdowns — instead, they can enable themselves to get ahead of trouble and take proactive steps to maximize uptime, productivity, and profitability.
Kanthal
Electric heating helps steel industry fight climate change.
Jon Hartmayer Sales Area Manager Kanthal
To achieve its goal of fossil-free steel, the industry must stop using fossil fuels for its own heating processes. Electric heating is an existing alternative that has become increasingly attractive considering the growing focus on climate change. Electric heating is highly efficient, provides precise temperature control, and can remove carbon dioxide emissions completely when used with renewable electricity.
Steel is an essential material for the modern world, but it is also a major source of greenhouse gases. Today’s iron and steel industry accounts for six percent of global carbon dioxide emissions and eight percent of energy-related emissions, according to researchers at Columbia University’s Center on Global Energy Policy. The American iron and steel industry alone accounts for 62.1 million metric tons of direct carbon dioxide equivalent emissions annually, according to the U.S. Environmental Protection Agency.
An electric car bottom furnace at Kanthal’s own steel plant in Sweden that is used for heating of ingots to 2372°F before rolling.
“Electric heating can help the steel industry reduce its emissions while achieving high efficiency,” said Jon Hartmayer, sales area manager, NAFTA, at Kanthal. “If you use renewable electricity, you can get down to zero carbon dioxide emissions. Electric heating also removes emissions of nitrogen oxide and sulfur dioxide completely.”
A common misconception is that electric heat cannot create high enough temperatures, but that is not true. “Electrification gives a very high efficiency of up to 95 percent, with temperatures up to 3362°F (1850°C),” Hartmayer says. “Advanced control systems also allow you to get a precise temperature control, plus or minus one degree Celsius (+/- 1.8°F), while electricity provides a safer, cleaner and quieter production environment.”
One steel company that has experienced the benefits of electric heating is Ovako, which has collaborated with Kanthal to electrify 14 of its heat-treatment furnaces in its plants in Sweden. The results have been excellent.
“The estimated carbon dioxide savings are about 1,400 to 2,000 tons per year per furnace,” Hartmayer says. “The electrification has also created a more stable production that has significantly reduced daily maintenance.”
CODINA
The CODINA Technical Team is involved in analyzing and studying ways to improve the lifetime of our belts to keep each industrial application functioning properly.
Companies using mesh belt furnaces are forced to change the mesh belts time after time due to the degradation from the service done. Finding ways to extend the lifetime of a mesh belt will be directly linked to a cost reduction of the operation and maintenance of the furnaces.
The CODINA Technical Team defines mesh belts as “the mirror of the furnace,” since it is the only part going in and out. Understanding what the belt is showing and reporting that observation — during the operation — can be helpful to elongate the lifetime and function of the mesh belt.
For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:
1. Check all the conveyor guides and cylinders (driving, return, tensioning, supports, etc.). All the cylinders must be at 90° in respect to the middle line of the conveyor and perfectly parallel to them.
2. Review the supports or sliding guides of the furnace. Ensure there are no sharp edges or elements that could rub and damage the belt.
3. Keep the furnace clean and free of parts that could stack the product and affect the mesh belt.
4. Ensure the temperature inside the furnace is always homogenous.
5. Maintain a homogeneous product loading (in terms of weight and dimension) during all belt lifetime and operation. Non-homogeneous loading on width and length will end with a non-desired deformation and a lifetime reduction.
6. Pay attention to the deformation and the elongation of the mesh belt during all mesh belt service. Unusual deformations and elongations give information about possible improper set ups or higher pressures on the traction systems.
7. Check the belt alignment continuously and if necessary, rectify alignment where appropriate.
Super Systems, Inc.
The Latest Developments & Technical Trends in Controls & Instrumentation
Jim Oakes President Super Systems, Inc.
The thermal processing industry continues to push forward with technology in the areas of controls and instrumentation to ensure the proper thermal process is performed to achieve the right metallurgy. The pillars in technology remain quality and efficiency with a growing emphasis on connectivity and carbon footprint visibility. The industry is benefitting from new technology that gives more input to the control process using more sensors, allowing for machine decision making. This trend is even more important today with a shrinking workforce and knowledgeable, aging employees retiring or switching jobs. With a smarter machine, there are fewer opportunities for error, shorter training periods for employees, and greater efficiencies.
There tends to be a more targeted use of software as it relates to decision-making and how to fully utilize this asset. More people are looking for quick access to information; not only on their laptop or desktop but using mobile devices as well. Many manufacturers and heat treaters are using critical notifications, pushed to them to address disruptions to the way a machine is operating. These notifications can ensure that machines have potential maintenance and safety issues addressed in a timely manner. It is well known by industry adopters of technology that there is almost too much data to sort through in a traditional way. With push notifications and user interface screens set up, users are finding the most efficient ways to sort through and take full advantage of the information presented to them.
Whether new capital equipment or technology updates to existing machines, the industry will continue to benefit from technology becoming more cost effective and easily implemented in the thermal processing industry.
Williams Industrial Service, Inc.
The Latest in Continuous Furnace Systems from Williams Industrial Service, Inc.
Over the past 50 years, Williams Industrial Service, Inc. has been designing and building high-performance industrial furnaces for the heat treating market. Some of our continuous products consist of Large Capacity Pusher Furnaces, Cast-Link Belt Furnaces, and our highly popular Mesh Belt Hardening Furnaces. They range in all sizes up to 6,000 lbs./hour and are designed for maximum performance while offering the latest features in the industry.
Below are some of the highlighted features for the Mesh Belt Hardening Furnaces by Williams:
No Part Loss or Mixing
One of the biggest challenges with a mesh belt furnace is part loss and/or part mixing. Due to the geometry of certain parts, they can roll off the side of the belt or get hung up in the quench chute area causing parts to get lost inside the furnace or mixed with other parts.
Williams has a proven design that prevents part loss or mixing. Our proprietary design allows both sides of the belt to ride on angled SIC shelves that run the entire length of the furnace continuing into the quench chute. This feature set has proven to be one of the most reliable solutions in the industry.
High Efficiency Heating Systems
Williams primarily uses single ended SIC radiant tubes in many sizes that can be electrically heated or gas fired. When properly maintained, tube life expectancy exceeds 15 years. With this configuration, if one eventually does fail the temperature uniformity is not affected. This keeps the furnace in CQI-9 compliance and maximizes uptime performance.
Mesh Belt Life
With our unique conveyance design, the life of the mesh belt in our furnaces typically lasts twice as long as the competitors. Our design includes driven return rolls and automatic clutching for precise ratio control to reduce friction on the belt for improved life.
SCADA Control System
Williams offers a fully automated, state of the art control system. This provides our customers with complete traceability of the parts including enhanced data collection and reporting capabilities.
C3 Data
website: C3data.com
Nathan Wright CEO C3 Data
C3 Data’s furnace compliance software continues its expansion, providing more capability and choices to help our customers meet the challenging/everchanging compliance needs of the heat treat world (Nadcap, CQI-9, etc.).
We begin 2022 by announcing that C3 Data now integrates with the heat treat industry’s leading MES/QMS software: Bluestreak. Now the furnace compliance status of any given furnace can directly inform Bluestreak and optionally prevent furnace operators from loading parts into non-compliant furnaces. Contact your C3 and/or Bluestreak representative for more information.
At C3, we understand that every heat treat job has its own unique requirements and preferred list of vendors. That’s why we’ve not only built the software specifically for the heat treat industry, but we’ve always made it work in every possible scenario. Whether you do all your pyrometry in-house, outsource it all, or a hybrid, C3 remains the flexible and configurable software for whatever your needs may be.
This past year we’ve made concerted efforts to provide even more choices for our customers. A growing list of over a dozen of the world’s best pyrometry labs now use C3 to perform on-site pyrometry services and to provide C3-integrated Field Test Instrument calibration services. This means Field Test Instrument data provided by these accredited labs is always 100% digital and free of human-error when you’re performing pyrometry tests using C3.
We’ve also very recently expanded the list of thermocouple manufacturers that C3 can digitally integrate with through a technology just released, using a “Good, Better, Best” approach. C3 customers will soon be hearing and seeing more about this and will be able to make a more informed decision about which thermocouple suppliers might be best for their specific situation.
We have lots more in the works for 2022! Check us out at: C3data.com and give the software a test drive by filling out this form: https://www.c3data.com/get-more-info/.
Nel Hydrogen
On-site Gas Generation Is a Tool for Success
Hydrogen generators are available in a variety of sizes and hydrogen gas output volumes to match the needs of any thermal processing operation.
Several trends are converging to renew the interest of metal thermal processors in on-site gases generation:
Supply interruptions of delivered gases have impacted customers across all types of gases and usage segments. Unbelievably, a NASA/U.S. Space Force satellite launch was delayed by a week in September 2021 because there were not enough liquid nitrogen trailers and drivers to deliver the product to the California launch site. Delays of this sort have also become almost routine in liquid hydrogen, affecting customers nationwide.
Reduction in carbon footprint has become a key measurable for major corporations and their supply chains. As ESG (Environmental, Sustainability, and Governance) criteria have become widespread through major corporations, the requirements are forced down through the supplier network. Whether you are getting loads of gases delivered by diesel tractor trailer or making your own atmospheres by endo or exo, be prepared to face challenges to measure and reduce your carbon footprint.
Increasing community awareness of hazardous materials. As the scarcity of volunteer firefighters and other emergency responders has reached crisis proportions, regulators are increasingly unhappy with storage of hazardous raw materials at sites where a release can create a community emergency. Processors storing liquid ammonia for DA or liquified cryogenic hydrogen or nitrogen can expect increased scrutiny from local authorities having jurisdiction.
Saving money and ensuring reliable production. The math is straightforward — on-site gas generation saves money versus delivered gases. It becomes compelling when delivered gases are increasing in price and becoming less reliable.
On-site generation gas technologies are advancing, becoming less expensive to own and operate, and are clearly environmentally superior. Especially for companies who are buying a green blend of electricity, on-site hydrogen and nitrogen generation is a way to simultaneously save money, reduce your carbon footprint, and win customer, worker, and environmental safety acclaim for your efforts.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Pre- or post-heat treat process cleaning might sound like an afterthought, especially when considering the expense. But this process can be effective and economical depending on the cleaning agent.
Learn about cleaning in this comprehensive best of the web. You'll walk away knowing what type of cleaning is best for your heat treated parts. Enjoy!
An excerpt:
"Chemical polarity makes it possible to fulfill a great variety of cleaning requirements. Polarity influences the characteristics of a substance such as its solubility, as well as its ability to function as a solvent."
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
This week we'll check out some heat treating in action, question the effects of increasing robotics on heat treat industry, and several rigorous heat treat resources.
Robotics seem to be an increasing part of life as we know it. "The operator utilized a suite of wearable devices, which is known as the iFeel system. These gadgets include multiple IMUs (inertial measurement units) placed at various locations on a body suit; 'gloves' that both track the user's finger movements and relay tactile sensations from the robot's finger pads; and a VR headset – the latter tracks the user's facial expressions, eyelids and eye movements, picks up their voice, plus it allows them to see what the robot is seeing, and to hear what it's hearing." Will the metals in the technology designed for robots find their way into your heat treat shop? (New iCub 3 biped robot used as a long-distance avatar for its operator)
2. The Social Pulse of Heat Treaters
Here's what all of the chatter is about. Check out how thins are going in heat treat shops across North America.
Making Metal More Normal
.
Walk Around the Plant
Fabrication Completion
3. Quick Tips from the Interweb
Have a little extra time? Check out the engaging media about heat treat topics below.
A Hot Take on the Olympic Medals
.
An Overview of Heat Treatment in the Refining, Power, and Petrochemical Industry
Historical Landmarks
4. The Listening and Reading Corner
Soak in some knowledge on austenite, robotics, and salt quenching in these key podcasts that you can watch, listen to, or read the transcripts of.
Not a academic. But I’ve milked cows on a dairy farm (didn’t like it) sorted magazines for distribution. But currently operates furnaces for steal heat treat. pic.twitter.com/Q8XOU8xVTi
There seems to be no limit to what heat treated titanium alloy products can do -- just listen to the name: "titans." However, its poor tribological performance means that a surface treatment is necessary in most applications.
This best of the web article shares a quick technical run-down of all you need to know about plasma/ion nitriding of titanium alloy products with guidelines and graphs to show you the way.
An excerpt:
At the moment, nitriding is the most common and rational diffusion treatment which can be used for all-over surface hardening of titanium products. Nitrided titanium has a gold/yellow color of the TiN nitride enhancing attractiveness of the treatment in many applications.
We've assembled some of the top 101 Heat TreatTips that heat treating professionals submitted over the years into today’s original content. Read on for 8 tips that will keep you and your team safe!
By the way, Heat TreatToday introduced Heat TreatResources last year; this is a feature you can use when you're at the plant or on the road. Check out the digital edition of the September 2021 Tradeshow magazine to check it out yourself!
4 Reasons Not to Overlook Combustion System Maintenance
Anyone who has operated a direct fired furnace, especially one that relies on pressure balance ratio regulators for ratio control, knows that regular tuning is needed to keep the process running with the proper air to fuel ratio.
Here are 4 reasons not to skip regular combustion system tuning:
It can cost you money: Operating with more air than needed will reduce your furnaces efficiency and require you to burn more fuel. Conversely, operating air deficient, unless necessary for the process, results in unburned fuel being released with the exhaust gasses. In most cases the unburned fuel going up your stack is energy that you paid for.
It can decrease product quality and yield: For many ferrous metals too much excess air will result in excess scale formation at high processing temperatures. On the contrary other materials such as titanium need to be processed with excess air to prevent Hydrogen pickup.
It can reduce your furnace’s reliability: The burners on your direct fired furnace will have a defined range of acceptable air to fuel ratios for proper operation. If your system wanders outside of this range, which can be fairly tight with today’s ultra-low NOx burners, you could start to see flame failures that result in unplanned shutdowns.
It can be a safety hazard: Apart from the possibility of causing burner instability, running with too little air will increase CO emissions. Unless your furnace is designed to safety exhaust CO you could end up exposing personnel working near your furnace to this deadly gas.
(Bloom Engineering)
Alarm Your Eye Fountains & Deluge Showers
For emergency eye fountains and deluge showers, I recommend that each plumbed unit be equipped with an audio and visual alarm on a spring-loaded bypass. The purpose of the alarm is to alert others of the emergency. It is important that employees promptly respond to assist the employee who has been sprayed, splashed, or otherwise contacted by the dangerous substances. The bypass allows employees to easily test the units without setting off the alarm. If there is no bypass, employees might be reluctant to conduct the test, feeling it takes too much effort to alert all relevant persons that there is a test. As a result, an inadequacy of the flushing system could go undetected. With the bypass on a spring-loaded system, the person who conducts the test cannot fail to reset the alarm; it is reset automatically.
(Rick Kaletsky)
Gauge Those Gauges
It is quite common, in my experience during inspections, to find gauges that are missing bezels or have severely broken bezels. This can be a hazard if the stylus or general mechanism is damaged. I have found stuck styluses. A false reading may be given. Such a reading may result (for example) in an employee boosting air pressure, or the level of liquid in a tank or a temperature, far beyond the safe limit. I have also noted gauges where the stylus had been broken-off, and an employee merely made an assumption of what the proper “numbers” were. When conducting preventive maintenance tasks, check those gauges and replace missing or damaged bezels.
(Rick Kaletsky)
Check Your Quench Oil
Safety – Performance – Oxidation
Safety
Water content should not exceed a maximum of 0.1% in the quench oil.
Flash point should be checked to ensure no extraneous contamination of a low flash point material (i.e. kerosene) has been introduced into the quench tank.
Performance
Cooling curve analysis or GM Quenchometer Speed should be checked to confirm the quench oil is maintaining its heat extraction capabilities. Variances in heat extraction capabilities could possibly lead to insufficient metallurgical properties.
Oxidation
TAN (total acid number) and Precipitation Number should be checked to ensure the quench oil is thermally and oxidatively stable. Oxidation of the quench oil can lead to staining of parts and possible changes in the heat extraction capabilities.
Sludge content should be checked . . . filter, filter, filter . . . sludge at the bottom of the quench tank can act a precursors for premature oxidation of the quench oil.
Work with your quench oil supplier on a proactive maintenance program . . . keep it cool . . . keep it clean . . . keep it free of contamination to extend the life of your quench oil.
(Quaker Houghton)
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost.
(Nel Hydrogen)
Use Fall Protection Systems to Reduce Construction-Related Falls
Most equipment used for thermal processing stands well over 10 feet tall and has the capacity to hold or process over 60 tons of molten metal. During refractory installation, repair and maintenance of this large equipment, refractory professionals often find themselves raised atop platforms, scaffolding, decking and work stations. Due to the fact that refractory employees regularly work at elevated heights, it is crucial to keep them safe from fall-related injuries, as well as to ensure the job site is free of safety violations. To accomplish this goal, it is essential to understand the hazards of falls and know the Occupational Safety and Health Administration (OSHA) rules.
According to OSHA, in 2017, almost 42% of all construction worker related deaths were attributed to falls. Thousands more were injured. Fall Protection infractions (OSHA 29 CFR 1926.501) also topped OSHA’s 2018 list of the Top 10 Safety Violations for the eighth consecutive year.
Incidents involving falls frequently involve a variety of factors, however, a common thread running through most is the absence of fall protection equipment. Even if you’re Nik Wallenda, the high wire aerialist of the famed Flying Wallendas family, OSHA requires protection when working on refractories at heights of six feet above a lower level:
Handrails, Guardrails and Toe-boards: serve as barriers between the employee and an open edge. Midrails or screens need to be installed between the top of the guardrail and the walking or working surface to prevent falls.
Personal Fall Arrest Systems: provide employees with an individual form of fall protection. For example, a body harness connected to a lanyard or retractable line secured to a fixed anchor. These types of systems are designed to go into action before contact with any lower level.
Personal Fall Restraint Systems: prevent employees from reaching the edge where a fall hazard is likely to occur. It tethers a worker in a manner that will not allow a fall of any distance. This system is comprised of a body belt or body harness, an anchorage, connectors, and other necessary equipment.
As a second line of defense or where fall prevention systems are not practical, for instance roof work, a warning line system consisting of ropes, wires, or chains is an approved solution if it is at least 6 feet from open edges around all sides of the work area. Fixed barriers can also be installed to prevent employee access to dangerous areas.
To address any hazardous areas that may have floor openings, color-coded covers should be used and marked with the word “Hole”. Covers should be secured tight to prevent workers from falling through floors or elevated areas.
OSHA clearly states employer requirements. OSHA mandates employers train workers on how to use personal fall protection equipment and how to work in hazardous situations. Employers must also assess the workplace to determine if walking or working surfaces have the necessary strength and structural integrity to safely support workers.
Before any work begins, conduct a hazard assessment to develop a comprehensive fall protection plan, to manage hazards and focus employee attention on prevention. Falls cause deaths and numerous serious injuries each year, many of which are preventable. Maintain the highest safety standards on your job site by installing or using fall protection systems – not all of us can be as sure footed as Nik Wallenda.
(Plibrico Company, LLC)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky)
A Products Eye View in the CAB Furnace Using Optical Profiling
Ever wished you could see what truly happens to your product as it travels through your conveyorized CAB furnace? Well now you can! Thru-process Optical profiling is similar to temperature profiling but instead of measuring the temperature of the product the system records a high-resolution video of the products journey through the furnace. It’s like running your car “Dash Cam” but through the furnace at over 1000°F. The resulting video “Optical Furnace Profile” shows process engineers so much more about how their process is operating without any need to stop, cool and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time. From the video evidence, the root cause of process problems, possibly already highlighted by running the temperature profile system, can be identified accurately and efficiently. Furnace structural damage or faulty furniture such as recirculating fans, control thermocouples or heater elements can be detected. Buildup of unwanted flux within the furnace can be monitored allowing accurate service and clean down schedules to be planned preventing future unplanned costly line stoppages. Damage or distortion of the conveyor belt compromising the safe smooth transfer of product through the furnace can be isolated with accuracy helping reduce corrective action turnaround times.
A Canadian heat treat solutions providers has recently prepared a shipment of an 1,800 kg/hr continuous mesh belt heat treatment system for a fasteners manufacturer located in the Piedmont Region of Italy.
CAN-ENG Furnaces International, Ltd.'s furnace preparations for the company continues their support of critical fasteners around the world and was the primary reason CAN-ENG was chosen again for their second capacity expansion. This European project will be the fifth installation for the global manufacturer, whose operations span Europe, South America, Mexico, and USA.
A manufacturer of machining tools, industrial knives, mulching knives, and chippers has placed an order for a vacuum furnace with 10 bar high-pressure gas quenching. It will be used for tool steel hardening and tempering processes.
The furnace on order, the Vector® -- a furnace from North American SECO/VACUUM and the international SECO/WARWICK -- has been adapted to match the Czech manufacturer's needs: SECO/WARWICK engineers have designed a 600 x 600 x 1800mm work space. The device modification was implemented to fit the long and straight characteristic shape of the workpieces. The unit was also equipped with a directional cooling option to effectively cool down long and thin knives that, a shape that's prone to distortion during the hardening process.
The application for the device required an inverter that enables complete control over temperature at every stage of the hardening process to reduce distortion. Together with the additional option of directional cooling and the convection system, the system design helps to reduce the undesirable distortion significantly.
We're flipping through Heat Treat Today's technical articles today to highlight four heat treat-related processes: quenching, sintering, nitriding, parts cleaning. Read our top picks of technical articles from these categories like a case study that pits pressure and velocity against one another and the future of powder metallurgy in heat treat.
Is it the size of the furnace that effects the rate of cooling or something else? This case study pits two HPGQ furnaces against one another to determine what matters more in vacuum gas cooling rate: pressure of velocity.
"This is primarily due to the temperature differentials during cooling. Gas quenching cools strictly by convection. However, the three distinct phases of liquid quenching (vapor, vapor transport, and convection) impart undue stress into the part causing more distortion."
What does a cross between powder metallurgy and heat treating look like? Our friend and sintering expert Harb Nayar shares his knowledge. Read the transcript of this interview or listen to the podcast!
"There is no doubt that PM (powder metallurgy) is a very, very unique manufacturing process to make metallic products. If I have to pick one thing that I would say which is almost becoming a destructive technology in the manufacturing of complex shapes (metallic products), that would be additive manufacturing using metal powders to start with."
Pulse plasma nitriding offers many benefits as an alternative case hardening process that you may not know much about. Explore the advantages the process has to article in this technical article.
"Each process has advantages and disadvantages, but for those seeking more precise control of the diffusion layer formation, depth of case hardening, and preservation of component dimensions, are increasingly turning to plasma nitriding."
It may be easier to skip -- cheaper too! -- but what are you missing out on if you do decide to skip cleaning heat treated parts? When does it matter the most? 7 experts weigh in.
"What role does parts cleaning play in the heat treat process and component quality? What is the cost or consequence for heat treating when cleaning is not done correctly? Any anecdotes you can share with us?"





 There is no way to validate the heat treating process without completely destroying the job. Here’s where pyrometry becomes crucial. The precision, accuracy, and uniformity standards of specifications like AMS2750 and CQI-9 provide peace of mind without destructive testing.
There is no way to validate the heat treating process without completely destroying the job. Here’s where pyrometry becomes crucial. The precision, accuracy, and uniformity standards of specifications like AMS2750 and CQI-9 provide peace of mind without destructive testing. 










 Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.
Now, more than ever, technology needs to come into play to maximize efficiency in the workplace and monitor key indicators on production lines. This includes remote monitoring, using sensors and wireless communications technology to track process efficiency, production rates, machine settings, and parameters. It allows manufacturers to see whether processes are running as smoothly as they could be, or if there is a way to boost efficiency. Using real time and historical data allows optimization of production processes, saving time and money by providing the information needed to minimize gas and utility usage while ensuring product quality remains high. In addition, a visual overview of how the equipment is performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur.














 For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt:
For that purpose, the CODINA Technical Team, with experience of more than 50 years, suggests the following tips to extend, as much as possible, the lifetime and service of a mesh belt: