Tata Steel will receive an IIOT (industrial internet of things) solution for their industrial furnaces. This solution is designed to reduce emissions and increase furnace throughput by measuring, maximizing, and maintaining energy input through the combustion process.
PSNERGY LLC's Total Combustion Solution consists of combustion monitoring and alerting, which delivers simple and actionable combustion performance reports resulting in reduced equipment downtime, as well as radiant tube inserts to absorb and radiate energy into the load. This package is set to increase productivity and reduce emissions at Tata Steel furnaces. The project will be completed by the end of Q2 in 2022.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A 28” wide, 4 zone mesh belt annealing and brazing furnace has been commissioned for Bluewater Thermal Solutions, a U.S. based commercial heat treater.
The furnace from Gasbarre Thermal Processing Systemsis installed in Bluewater’s annealing and brazing facility in Coldwater, MI. The mesh belt furnace is designed with a maximum operating temperature of 2100℉ with a capacity of 1,600 lbs/hr, and utilizes a blend of nitrogen and hydrogen atmospheres. The system incorporates an Allen-Bradley PLC and integrated dewpoint meter to ensure precise process control for consistent and reliable part quality. This is the fifth such Gasbarre furnace at this location.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat TreatRadio host, Doug Glenn, talks with Mark Mills, one of the nation’s foremost experts on energy and technology about the future of energy and technology in the North American heat treat industry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): I’m really tickled about this interview. For most of you, this gentleman is a heat treat industry ‘outsider,’ but listen, he probably knows more about energy and emerging technologies than pretty much anybody in the industry. I’m really looking forward to talking to Mark Mills, today.
Mark and I first met at the International Thermprocess Summit (ITPS) in Düsseldorf in 2017, back in the heyday of Marcellus and Utica Shale. So, Mark, first off, welcome, glad to have you here.
Mark Mills (MM): Thanks for having me. That was back when the dinosaurs were roaming the earth, I guess, right? It seems like a long time ago.
DG: That’s right. It does seem like a long time ago.
Let me give our listeners and viewers a quick idea of your background and then we’ll jump into some questions. I told Mark, before we hit the record button, it’s probably going to take me longer to introduce you than it is for the rest of the conversation.
MM: They can always google me in the magic machine, and they’ll know more than they want to know anyway, but go ahead, Doug.
DG: That’s exactly right.
Mark is a Senior Fellow at the Manhattan Institute which is a conservative think tank in New York City. He is also a Faculty Fellow at Northwest University’s Robert R. McCormick School of Engineering and Applied Science and a strategic partner at Montrose Lane, an energy technology venture fund. Before this, he was chairman and CTO of the ICx Technologies which he helped take public in 2007.
He is either author or coauthor of four books: a 2005 book which I found to have a very interesting title: The Bottomless Well: The Twilight of Fuel, The Virtue of Waste, and Why We Will Never Run Out of Energy. That was coauthored with Peter Huber. In 2018, Work in the Age of Robots, which is interesting. Our publication recently did some work talking about how to work with robots. In 2020, Digital Cathedrals. The last question I want to ask you today is about your book that is just coming out or has just come out: The Cloud Revolution: How the Convergence of New Technologies Will Unleash the New Economic Boom and A Roaring 2020s.
Mark has also published a lot of articles in The Wall Street Journal, New York Magazine, Forbes, USA TODAY, and RealClearPolitics. He has been on TV on CNN, Fox, NBC, PBS and now Heat Treat Radio (straight to the top!). Also, in 2005, he was on Comedy Central’s The Daily Show with Jon Stewart, which, by the way, I watched and liked. He’s also just recently joined the podcast ranks, so congratulations on that. This is a podcast I will recommend because I’ve listened to every episode so far, believe it or not, all three of them!
MM: Number four goes live in a few days!
DG: For those of you listening, the podcast is called The Last Optimist. My information says that it started on February 24th with “Unleashing Innovation,” so I highly recommend that.
The only other thing I want to mention about your background, Mark, was that you were in the White House’s science office as a staff consultant under President Ronald Reagan.
Again, welcome, and my first question to you is this: Did you ever meet Ronald Reagan?
MM: No, I was a kid, and I like to remind people that I was still in diapers at that time, so it doesn’t date me too much. When you talk to students and they hear “Reagan,” it would be as if, when I was a student, somebody came and talked to me and said they worked for Grover Cleveland, it would’ve been unimpressive. No, I never met him. I was twenty-something and the kids worked in little cubicles or cages, and you got fed your work, you worked seven days a week and you did what you had to do, and the President didn’t meet with the kids. Peggy Noonan, who famously was his speech writer, she was a contemporary — I didn’t know her then and I don’t know her now — but she wrote, some years later, that she never met the President either. I had a hand in writing one of his speeches because it was the only energy speech he ever gave. The speech writers were required to fly it by us techies in the science office to make sure they didn’t screw up, so I rewrote some of that speech — it was fun.
DG: I was going to say, that would’ve been right in the middle of the energy crisis. It seems to me there were a lot of energy crisis things going on and he was coming off of [President] Carter.
MM: Exactly. We had a combination of things: the 1979 Iranian revolution which, of course, then with the Carter’s presidency and also led to a 200% increase in oil prices, almost overnight, and so the world was in thrall of alternatives to energy and oil back then. Congress, in 1980, passed something I’ve been warning oil companies about ever since — the Windfall Profit Tax Act — to punish oil companies for making money for the foresight of having drilled oil before a price rise and storing it and selling it after a price rise, which used to be a business called “a smart commodity play” but Congress criminalized it. It took, I think, eight years before that law was repealed. It was a feckless law; it did not achieve its purposes, it just damaged American businesses. But anyway, I digress.
DG: Yes, but you know what? It just goes to show you no good deed will be unpunished.
MM: Yes, and Congress may do it again. They are talking about it again.
But my book comes out at a curious time. I wrote it during Covid lockdown times which is a dispiriting time to write an optimistic book, but I make analogies in my introduction to the book to the 1920s which also a dispiriting time. 1920 was the third wave of the 1918 flu, which in per capita terms was 400% more lethal than the Corona virus has been, and it primarily killed young people. The Corona virus has primarily killed old people. So, it was a devastating time. We had come off a horrific world war. We were in the middle of massive race riots in the early 1920s of a level that are, frankly, unprecedented and still haven’t been repeated, thank God. We had political turmoil over the fears of the Red Scare; this was right on the heels of the Bolshevik Revolution and worries about communism infiltrating the western world, especially the United States. The world though, technologically, took off.
The 1920s were a time of great convergence of technologies of that era — not just one thing, it was multiple things. We had the dawn of a practical automobile, the dawn of practical airplanes, the advent of radio communications, the proliferation of telephony in homes, we had pharmaceuticals appear for the first time in history and chemical polymers that allowed cheaper products for consumers. It was a time of torrid growth that led to roughly 75 years of the greatest expansion of wealth and wellbeing the world has ever seen.
It also didn’t mean we didn’t have war. As I pointed out in the introduction to my book, governments can do stupid things, and one would expect another war, and I wrote this book right before the war broke out in Ukraine, not because I wanted a war, but because we fight wars, unfortunately. We can expect other recessions and depressions — that will happen too. All of that happened in the 20th century, yet the technological changes of the 20th century, everybody knows, brought astounding advancements in wellbeing and wealth, so the question you would have is, Could it happen again? Now, there are some economists (and it’s typically the economists) who say, “No. The new normal is slow growth. All the big things have been invented.” I call them “the new normalists.” The new normalists are wrong, and in my book, I set out to prove we’re on the cusp of a revolution not in one thing, but across all the same three fronts of transportation, machines and materials, and communications. Although, the lead title is the Cloud because at the center of it is something that is really unique — the cloud infrastructure is truly a unique thing in human history.
DG: Well, it sounds like a fascinating book. I may ask you a little bit more about it towards the end, but it sounds very good.
MM: You might even enjoy it if you read it! It’s available now at Amazon.com!
DG: I’ve got to get it. I honestly have not read it yet.
MM: I do have several chapters on energy in the book, of course.
DG: You mentioned materials, though, Mark. Do you have anything on materials in there?
MM: Yes, absolutely.
DG: Great. I can tell you a lot of people in our audience will be interested in that.
Let me ask you the first question. I want to harken back to something you said, which I think will be kind of provocative for our audience, and that was when you were on the deadly serious Jon Stewart Show. You said (or he said, I can’t remember which), “We don’t have an energy problem, we have a technology problem.” Why don’t you explain that, please?
"There is essentially an infinite supply of energy. Energy is all around us in all kinds of forms. It is always a question of what technologies are available to tap into nature’s energy forms (whatever the form is) in ways that are acceptable, and acceptable means affordable, reliable, clean enough — all the metrics that we care about in society — but it is always a technology problem. So, if you think there’s a shortage of energy, you’re essentially saying we’ve stopped technology innovation." - Mark Mills, Senior Fellow, Manhattan Institute
MM: It was an interesting show, by the way. I hope he picks up doing book interviews again on his podcast. It was most interesting. I can tell you this, and it’s not to suck up to Jon Stewart (because you’re not Jon Stewart and he’s not doing TV anymore), but when you’re on the book circuit, you don’t expect people to have read your book, you really don’t; it’s not a reasonable expectation. But you’re happy to talk about your book because the whole point of writing it is you want people to know it exists. He was the only person that had obviously read the book before I came on the interview. You could tell by the questions. He’s a very bright guy, a very curious mind, and he was fascinated by this. He got the point, and the point, of course, was: energy is physics — and I’m a physicist so I confess to that sort of bias — and there is no limit to energy in the universe. There is essentially an infinite supply of energy. Energy is all around us in all kinds of forms. It is always a question of what technologies are available to tap into nature’s energy forms (whatever the form is) in ways that are acceptable, and acceptable means affordable, reliable, clean enough — all the metrics that we care about in society — but it is always a technology problem.
So, if you think there’s a shortage of energy, you’re essentially saying we’ve stopped technology innovation. You can have interregnums where the innovation slows down. It can be hard to find the new solutions and take time, so that would be the “shortage.” Shortages occur in the sense that we max out our access to land because energy is always about accessing land somewhere. You have to get your hands on land whether you’re getting land where the wind is or land where the oil is. It’s the same thing.
DG: Or land where the sun shines, or whatever.
MM: It doesn’t matter. You have to pay for, whether politically or in dollar terms, access to land, and then you have to build machines, and building machines always requires the extraction of materials from the earth and, given your audience, always everywhere requires the application of heat to convert materials from one form to another, and the application of heat and physics — and your audience knows this — thermionically means you always have waste. That’s why part of our other book title was The Virtue of Waste. By that, what we meant was that the virtue of waste is the fact of applying heat to bring order to the universe to get higher ordered materials. It means that that is a virtue; we want to get high ordered materials and low entropy higher quality steels, different kinds of polymers. These things require heat, so that the presence of waste heat is actually a direct indication that we’re doing a virtuous thing of creating order in our universe.
DG: Not to say that we try to maximize the amount of waste, but the fact that we’re creating waste shows that we’re doing something and it’s something productive.
MM: No engineer ever maximizes waste. What engineers are stuck with is what the fact of conversion efficiencies require you. It’s a misnomer. The idea that there’s waste energy is a total misnomer; it is the price you pay to take entropy out of systems. It’s the price you pay for conversions. It’s a cost. Now, you want to minimize the cost, so in engineering terms, it means minimize the amount of waste heat because you spend all kinds of money making heat, so I don’t want to throw it away needlessly. But every engineer knows this fact: if it costs me more to reduce the amount of waste heat than the money, I’d have to spend to get additional input fuel, I’m going to buy the input fuel, because it’s always about money. It really is, for every business.
DG: Speaking of business: So, our industry, which you know relatively well, having spoken at the ITPS, you had a good taste of it there — we are heavily natural gas, right? Especially North America. Now, over in Europe, where we met, it wasn’t so much that — there’s still natural gas but there is heavier emphasis on electricity, as well. Before the Ukrainian crisis, what was the long-term look for energy, especially natural gas, here in North America? Then, I want to ask you after that, just to follow up: How has that changed since the Ukrainian crisis?
MM: The long-term look was the same before as it is after in terms of the physics reality. That is, the world needs a lot more energy and would need a lot more natural gas. And the U.S. would eventually —depending on what administration and what policies were in place from Congress — expand its production and its exports. That, in my view, is locked into reality. The velocity with which that happened is what Ukraine changed. Now, we haven’t seen evidence of the velocity changing yet, but I do think that the Ukrainian crisis will serve as a reset back to reality of what governments need to do, both in Europe and here in the United States, to provide the kind of energy needed to make electricity and the kind of energy needed to make heat in process industries.
DG: So, you’re saying same-same, basically. Let me ask you the next question because this might really get to the gist of it. As you know, it’s all about price, right? Short-term, mid-term natural gas prices. . . again, here in North America, what are you thinking and what should heat treat natural gas users be watching to help them know what’s coming down the pike?
MM: I think any big industrial users of natural gas have learned something in the recent decade of the shale revolution: the incredible increase in gas exports. The U.S. is now the largest natural gas exporter in the world. Although Qatar is going to work hard to surpass us; they just announced tens of billions of dollars of investment of new LNG (liquid natural gas) export capacity. I suspect Australia is going to do the same. We don’t have a similar response yet, so short-term we know that natural gas prices have migrated towards being commoditized like oil prices, so they have been dragged into the exchange markets of the world. What that means in the short-term is exactly what you’re already seeing: gas prices get dragged up as traders worry and think about where future supplies are going to come from.
So, I think we’re going to see more volatility in the future, but I made that prediction in 2015 in Düsseldorf. The volatility comes from the combination of expansion of a U.S. production and the commoditization of the market globally, so that’s normal. Which would argue, if you’re a big consumer, to look to making favorable long-term contracts with suppliers — pretty normal, whatever the commodity.
But I do think in the short-term, the markets will be stressed because there’s going to be a lot of pressure. Europe, I think, is inevitably going to want to have more U.S. LNG. This will redirect LNG exports from Asia to Europe. That will, in the short-term, push prices up because you can’t build pipes fast enough, and believe me, Putin is going to build more pipes to China — that’s one you can almost take to the bank. But that takes time. So, during the build-out of those pipes and the competition for gas, we’ll see how this administration responds to expediting new export terminals. By the way, expedite export terminals move more gas in the markets, I think counterintuitively will help lower gas prices. The more relief we put into the market of supply certainty, the more forward prices, I think, will get pulled down. Short-term, I think volatility with trending up, not “crazy up,” I don’t think. If Europe tried to ban the use of Russian gas, gas prices will go crazy up, as they did in the short-term in the windfall in Europe.
Longer term, I’m very bullish on gas prices being moderate and cheap again because the U.S. can produce astonishing quantities of gas. I’ve talked to producers, and I won’t name names, that when gas prices for consumers, you were all really happy when it was $2.00, but if you’re a producer, you’re not a happy camper. But producers were still making a profit at $2.00. Who knew? I mean, it’s crazy! Nobody thought that was ever possible. Look, to be fair, if you’re a consumer, you want 2 not 3 dollars, but give a world that used to see 5- and 10-dollar gas, you know that you can live with 3 dollar or 4-dollar gas and do very well in the world markets because everybody else in the world is paying 5 to 15 dollars. And at those prices (let’s just throw numbers 3-5 for the clearing price in the United States), the United States can produce gas until it’s coming out of our ears, to use the obvious expression. And ship it to the world, net [price] landing in Europe for 6, 7, 8; I just think it’s the biggest single revolution that’s still underappreciated — not the oil from American production, but the gas. It’s huge, it’s monstrous!
DG: I’m curious about Russia. I don’t know how much of what goes on over there is going to affect us, okay, but I’ve got a couple of questions about Russia: After the Ukrainian crisis is over, do you see Russia returning to be a major player (which I assume they are now) in the energy market as far as actual ability to produce the energy, and do you think there is going to be any long-term push-back against buying energy from them because of instabilities or people not trusting or anything of that sort?
MM: Back in the dawn of time, I was what you’d call a “cold warrior.” I was in the weapons research and development business during the 1980s, and so I’ve thought a lot about competition with Russia and the Soviet Union for a long time. I’m no more expert than a lot of people and I would commend Niall Ferguson’s most recent writings on this; he’s very astute about the history of Russia.
But I think it’s pretty clear that a couple things will happen, and a couple things could happen. The two things that will happen is that Russia will continue to produce gas. They don’t have anything else to make money with. The other thing that will happen is that if the West doesn’t buy it, other people will — India, Russia, China, African nations, South American nations. So, there is lots of offtake, and the growth is in Asia anyway.
But if we sanctioned the gas, all that means is that those that are buying the sanctioned gas get a discount. They still get to buy it. I don’t think we can sanction China for buying Russian gas — I just don’t think that’s going to happen; I think it’s extremely unrealistic. So, they’ll keep producing gas; they have to.
I think we’ll see a realignment of interest. So, the interest in having the U.S. and Australia and Qatar, for example, (those three big producers), increase their supply to the world while Russia still needs the revenue is favorable to lower prices, let’s just say, if you’re just thinking economic terms. It’s favorable geopolitically because there’d be some delinking although now, we have new dependencies and links — we’re strengthening the geopolitical linkages between, let’s say, China and Russia, so that may have some unintended consequences.
"We will survive it anyway, even with our feckless policy house right now. We are a very big economy and very high inertia. Even as much damage as politicians are trying to wreak on our domestic energy industry, it’s pretty resilient, but it can be destroyed."
The wild cards, of course, are principally in Russia’s capacity to actually operate in its environment. You know, a lot of its gas production is in the north in the Siberian regions and it’s technologically extremely difficult. They’ve had a lot of help from the top performers in this field and those are the western oil and gas companies — the Exxons, the BPs, the Shells. Those companies have already pulled back. If they pull away, either because they’re ordered to, they’re sanctioned, or they’re just nervous, Russia runs the kind of risk that Mexico is facing now; their production is going down. It’s the kind of risk that Brazil faced before they let western firms come back in. Production declines because they don’t have the engineering capabilities. It's not that they’re not good engineers: the western oil and gas companies are just profoundly good at what they do, especially in difficult environments like deep water in the Arctic. So, that’s a risk. And if that supply starts to slip and it slips faster than the West makes up the difference, then we get upward price pressure, and I don’t think anybody can begin to guess the next five years of production in Russia, at this point.
DG: You know there are a lot of Americans that believe that if we would do certain things politically, on our end of the equation, that the U.S. could fairly easily make it through this little crisis moment. You commented in one of your podcasts about a fact, (and correct me if not quoting you correctly on this), but you said that it’s not a technology or an energy shortage issue, it’s a policy issue. So, we are something along the line of producing 1.5 million fewer barrels of oil today at $120/barrel than we were a year ago at $60/barrel. Do you think America could survive most of this if we get policy house in order?
MM: We will survive it anyway, even with our feckless policy house right now. We are a very big economy and very high inertia. Even as much damage as politicians are trying to wreak on our domestic energy industry, it’s pretty resilient, but it can be destroyed. As I wrote in my book, it is possible to Sovietize an economy; the Soviets demonstrate it. Venezuela Sovietized their economy. But I don’t think that will happen in America. I’m realistic that more damage could be done but we will survive it. We can’t insulate ourselves from global pricing, so if global oil and gas prices and a lot of pressure is put on and goes up, we will see prices rise here, which, if it goes up enough, we will suffer a recession, too.
Look, if oil prices tracked what happened the last two times we had a major interruption (we haven’t had major supply interruptions except ’73 and ’74, and the ’73 interruption took oil up 400% overnight), we’d be talking $300-350 oil. The Iranian crisis took it up 200%. So, these numbers would be destructive to the economy, we would suffer a recession because of that; it would trigger a recession because it would move too much money into the markets that need fuel and industries would be damaged — you know the trajectory. I think that is not likely but the crisis in Ukraine is volatile enough that you can no longer say it’s impossible. If Putin were self-destructive, he’d say, “I’m hurting. You want to see hurt? I’ll show you hurt.” Just turn the spigots off and gas and oil going to Europe. That would cause a whole lot of hurt there. And would you call that an act of war? Well. . . .
Let me spin a theory: Let’s just say he decided to do it in a Machiavellian way rather than saying, “I’m turning off the spigot.” Let’s just say that the pipe got blown up Nord Stream 1. He would blame it on Czechian terrorists or Ukrainian terrorists, or maybe his guys did it, but actually blow it up, we would see gas prices go wild because Europe would have to make up the shortfall somehow.
This is what worries me about where we sit of which we have not many options except to reset our policies to send a signal to the world that we don’t want to be caught in this position again and to not be caught in this position again because we’re tied to the hip with Europe whether we like it or not. I think that’s basically a good thing, I just think we are. Europe and we have to have an energy policy that economically and structurally signal to the market that we’re going to delink from dependency. Not no Russian oil and gas, but how about if we get, I’ll pick a number, a third of it from Russia instead of 70% if you’re Germany? Then you have some resilience. If that were the policy of the European Union and the United States in combination, the mere act of announcing that policy in legislation — so you can’t change it easily — would push down the forward price of oil and gas because markets price against future expectations. Right now, the expectation is either the possibility of less or the possibility of a lot less, not the possibility of a lot more — that’s not the expectation yet.
DG: Two more quick questions: Listening to some of you stuff, you’re not an anti-renewables type of guy, so again, thinking about our industry, I’m just curious, do you ever see a place where renewables of any type will play a significant role in industry, in general, but, more specifically, high intensity places where natural gas is used like the heat treat industry?
MM: No. That’s the short answer.
DG: Now the follow up: Why?
MM: The majority of processes can’t be done electrically. We can use microwaves, as you know, for a lot of processes, and plasma, so there is a lot of work in that area, and some very promising things. But there is really no easy path to replacing the efficiency, both thermodynamic efficiency and economic efficiency, of high temperature heat (flames) — that’s the nature of processing materials. So then, you’re only option is the current affection for “green hydrogen.” This is a profoundly misplaced aspiration. First, if we’re going to use hydrogen that we could begin to afford and produce at scale, it will be by reforming natural gas. So, it’s economically obvious — stripping the carbon out of CH4 just to burn the H is expensive and energetically counterproductive. So, that’s the “brown hydrogen.”
If we want to make hydrogen by electrolyzing water — your audience understands chemistry — the reason there’s still water on the planet is water does not want to be destroyed very easily. It’s a very stable molecule. You have to use lots of energy to get the hydrogen out and that, itself, makes it inherently — not just for the present but for the foreseeable future — far more expensive than natural gas. Until someone discovers a magic catalyst (and I’m not ruling that out!) that can disassociate hydrogen from water in some fashion that is, let’s say, ten times (not 10%) more efficient than electrolysis, that would be a big deal. But that doesn’t exist.
Renewables for heat. . . . Yes, sure, you make electricity with windmills. As long as you’re willing to take your electricity episodically, when the market provides it, and there are some businesses that turn on and turn off, but if you want to store electricity then we’re going to go back into chemistry world that your audience knows lots about.
If you spend ten minutes studying the physical chemistry of batteries, what you learn is that for storing energy, if I have to store energy so I can provide heat when I need it to run a process (especially continuous processes which are very common in heat treatment), storing natural gas as a compressed gas is relatively expensive; you’d rather have a pipe bringing it in. But if you just do it in straight economic terms: how many dollars does it cost to store a therms worth of energy in a compressed gas tank? How many dollars does it cost to store therms worth of energy in a battery? This is easy to figure out: it’s roughly a hundredfold increase in the cost per therm to store energy in a battery versus normal storing it.
Do the batteries get cheaper by a factor of two? Sure, maybe. So, it’s just fifty times more expensive. And will batteries get cheaper? I’m here to make a simple prediction I’ve been making for several years: NO. They’re getting more expensive now because they’re made from materials. Batteries are 60-70% cost denominated by the commodities used to make them and all those commodities are inflating because everybody wants the same commodities: lithium, cobalt, manganese, nickel.
DG: Yes, and a lot of that is tied to the mining industry.
MM: A very slow industry to respond. And a challenging industry, to say the least.
DG: And not exactly a lot of stockpiles in the North American area. Most of those mines are Russia, China, . . .
MM: Africa, South America, yes.
Another fact-point: the United States was one of the largest mining regions, on a percentage basis, in the world forty years ago; we produced 90% of the world’s rare earth elements into the late 1990s. We produce nearly none now. But the absolute size of the mining sector in the United States is roughly the same in tons and minerals produced now as it was 30 years ago, but the world uses about three times more stuff. So, our share of mining has not kept up with the growth of our economy or the world’s economy, because it’s a hostile environment to open a mine in. We have lots of minerals. America is a very mineral-rich territory. But this administration just cancelled two mines, one in Minnesota to mine nickel and one in Alaska. So, we’re demanding more minerals and we’re going to be importing them; we are now. At least seventeen critical minerals are 100% imported.
DG: Maybe we ought to add to the old “drill, baby, drill” we ought to add “dig, baby, dig.”
MM: You took the words right out of my report that I wrote on this a year ago.
DG: Last question: Let’s come back to your book. I want to make sure our audience gets a good taste of what they would read in there. The Cloud Revolution: How the Convergence of New Technologies Will Unleash the New Economic Boom and A Roaring 2020s. Why should they read it?
MM: You asked, “Do I cover materials?” The taxonomy of the book is that everything in society is based on technologies — that’s what civilization is built from. Humans are technology-creating animals; it’s what we do. We invent things, we build tools. But all the technologies fall into sort of three buckets or three spheres. They are one of only three things: It’s about information — acquiring it, moving it, storing it, processing it, technologies for that. The technologies of machines — machines to move, fabricate, control — we build machines. The third sphere is the sphere of materials. You can’t do anything with the machines unless you have materials to make the machines and the materials machines use to make other things. The universe of society is in those three domains.
What I do in my book is map out the changes that are underway — not speculative, not theoretical — but I look at what I call the revolution that’s already happened. What you want to know in order to know what the next 10 years will look like is not what was invented now or last year, but things that were invented 10 or 20 years ago that are just now reaching commercial viability. That would tell you that the tipping point towards these inflections of growth are close to us. That’s much more interesting than saying, “Oh, fusion is around the corner.” No, it’s not. We don’t know when fusion is going to happen. We haven’t invented a commercial machine yet. But if the first commercial fusion machine had been invented, say, 5 years ago, then you could say very different things about fusion in the next decade.
"What I do in my book is map out the changes that are underway — not speculative, not theoretical — but I look at what I call the revolution that’s already happened. What you want to know in order to know what the next 10 years will look like is not what was invented now or last year, but things that were invented 10 or 20 years ago that are just now reaching commercial viability."
So, I look at materials, machines and information through the lens of what has just happened, and then, what does that mean for employment, for entertainment, for education and for healthcare. I sort of map out the four big areas of what we want to do with machines and materials and information, and I map out, first, the revolutions in each of those three spheres where the epicenter of the revolution.
A thread through them all, for the first time, is this thing we call the cloud, which is not a communications tool — it’s a knowledge amplifier that’s democratizing expertise, democratizing skill. If I had said 10 years ago that you’d do a lot of your data information processing (not just storage) in the cloud, every one of the companies in your audience would stare at me doe-eyed and say, “No chance.” They’re all doing it now. You do it day to day when you do Google map or use Airbnb. But every single industry increasingly migrates their knowledge amplification, not just their storage. All of the software they use, not just in the back office, but to run processes. And some of the cloud hardware might be on premise for reasons of security or latency, but it’s still a cloud, the function is the cloud.
I think of the impact of the cloud in the three domains of communications — the cloud is impacting how we can communicate. The cloud is not a communications tool, it uses communications and amplifies it. We’re moving into an era where we have something that is called a materials genome where we can use supercomputers resident in the cloud to do what alchemists have talked about for centuries: Imagine a material, imagine properties you would like, and do experiments that would’ve taken centuries — you can do them hours in supercomputing. But here’s the key, coming back to your world: It not only all takes energy, once the materials are conjured (which took electrical energy to conjure), it then will still take heat to make those materials because nature does not want to give up entropy without you having to expend heat to plight it.
DG: Well, there is hope for us. There is hope for the heat treat world then, that’s for sure.
MM: There’s going to be a lot of heat treating going on for a long time.
DG: Mark, thanks a lot. I really appreciate your expertise. It’s good to talk to you and it’s nice to see you again. I’m sure we’ll stay in touch. Thanks for joining us.
In induction hardening, power supply, generator issues, and coil problems can all cause damage to parts. Consider one more area where problems may develop: improper care of polymer quenchants. Several key variables play a role in maintaining polymer quenchants, and in protecting the final product. Learn what these variables are in this article by D. Scott MacKenzie, Ph.D., senior research scientist of Metallurgy at Quaker Houghton, Inc.
This Technical Tuesday feature will be published in Heat Treat Today's May 2022 Induction Heating print edition.
D. Scott MacKenzie, Ph.D Senior Research Scientist -- Metallurgy Quaker Houghton, Inc.
Introduction
Induction hardening is commonly used to heat treat gear teeth, shafting, and other parts that require a high surface hardness for wear or strength. The process uses a power supply, RF generator, induction coil, and quenching mechanism (spray or immersion) to yield a high surface hardness and advantageous residual surface stresses. Heating is very fast, with selective heating of the desired part. An induction hardening line can be integrated readily into cellular manufacturing.
There are many problems that can occur in induction hardening that can have nothing to do with the power supply, RF generator, or coil. These are process-related issues that are often due to improper or inadequate process control. These problems can manifest themselves as improper part hardness or cracking; improper pattern; quenching issues such as foaming or excessive drag-out; corrosion issues; or biological issues such as bacteria and fungus or odors. In this short article we will discuss proper process control of polymer quenchants.
Concentration Control
Concentration control is one of the most important process parameters in induction hardening. Improper control can result in soft parts, cracked parts, or excessive distortion. The concentration of the polymer can change due to quenchant drag-out during operation, or due to evaporation of the water. Another source of inaccurate polymer control is contamination from coolants, or process fluids from prior operations if the parts are not cleaned prior to induction hardening.
The most common method of concentration control is by handheld digital or analog refractometer. A small drop of the quenchant is placed on the sample window of the refractometer, and the refractive index (in °Brix) of the quenchant is determined. The refractometer reading is then multiplied by the factor associated with the quenchant to determine the concentration.
However, contamination from using hard water, or other contamination from coolants, etc., can cause the factor to shift lower, resulting in an error in concentration measurement. The refractometer should be verified using kinematic viscosity at routine intervals, to monitor and correct the proper multiplying factor.
If the concentration is low, the polymer should be added. If the concentration is high, the water should be added.
pH
pH is the measurement of the acidity of the solution and is a measure of the health of the system. It infers the presence of adequate corrosion inhibitor. Steel parts tend to rust when solutions are at a pH of less than 7 and have a passive film at a pH greater than 8.5. Further, biological growth is stunted as the pH is increased. Contamination, especially by chloride containing coolants, or from water containing high levels of chloride can result in the pH dropping, and rust occurring. In water, when evaporation occurs, the chloride will concentrate. Should the pH drop below 8.5, then a pH booster or corrosion inhibitor should be added to increase the pH.
Corrosion Inhibitors
There are two types of corrosion inhibitors commonly used in polymer quenchants — nitrite/nitrate corrosion inhibitors, and amine based corrosion inhibitors. These different types of inhibitors should not be mixed due to incompatibility. Most machining coolants contain amine type of inhibitors, so this type of inhibitor is usually recommended for induction hardening unless the parts are thoroughly cleaned and rinsed prior to induction hardening.
Biological Availability
Biological activity, such as fungus or bacteria, can affect the performance of the quenchant. This generally affects the quench system by clogging filters, and clogging quench spray heads. It is also an odor issue, resulting in a strong mildew or rotten egg smell.
The test for biological activity is usually a simple dip slide. The slide, containing an agar-type growth medium, is washed with the fluid, and allowed to sit for three days. Bacteria growth will be evident on one side, and fungal growth is visible on the other side. The levels of bacteria are usually rated from 1–11, indicating bacteria or fungus in a logarithmic scale. When the bacteria exceed 6 or 106 CFU/ml, the fluid should be treated with a biocide. If the fungus count exceeds 102 CFU/ml, then it should be treated with a spectrum fungicide. The system should also be thoroughly cleaned prior to dumping and recharging to prevent contamination of the new bath.
Image: Polymer quenchant contaminated with coolant. Failure to properly wash and rinse parts prior to induction hardening can contribute to rusting, cracked parts, and unsightly surface condition. Source: Quaker Houghton, Inc.
One thing to note, is that the use of biocides is extremely hazardous. Very small quantities (ounces) are required to kill the biological activity in a 10,000-gallon tank. Proper safety equipment (Tyvek suit, chemical safety goggles, face shield, and chemical resistant gloves) should be used to dose a system to kill biologicals. The use of biostable quenchants, such as Aqua-Quench™ 145 or Aqua-Quench™ 245 can avoid the use of dangerous biocides.
Contamination
Contamination is the most common cause of quenchant failure in induction hardening. This is due to improper or inadequate cleaning of parts prior to induction hardening. The contaminants do not burn off , but act as a source for rusting and other surface defects.
The quench tank is not a cleaning tank. Parts should be free from coolants and other fluids prior to heat treatment. Even a small amount of residue on each part can build up in the system, and thousands of parts are processed. For long life of the quenchant bath, proper cleaning of parts is required.
Conclusions
In this short article, the importance of several key variables was illustrated. Proper control of these variables will lead to properly heat treated parts, and long quench bath life.
About the Author: D. Scott Mackenzie, Ph.D., is senior research scientist in Metallurgy at Quaker Houghton. In 2008, he was awarded the Materials Science and Engineering Departmental Distinguished Alumni award from The Ohio State University. He is the author of several books, and over 100 peer-reviewed papers. Scott received a B.S. in Metallurgical Engineering from The Ohio State University and holds an M.S. and Ph.D in Metallurgical Engineering from the University of Missouri. He has served on the ASM Heat Treating Society Board of Directors, and is past president of the International Federation of Heat Treating and Surface Engineering.
For more information: scott.mackenzie@quakerhoughton.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Andrew Bassett President Aerospace Testing and Pyrometry Source: Aerospace Testing and Pyrometry
A large aluminum producer in the U.S. Midwest received assistance from a North American pyrometry service provider to ensure their heat treat and laboratory furnaces were ready to run.
After the visit from the pyrometry service provider, Aerospace Testing & Pyrometry, Inc. (ATP), four laboratory furnaces were certified and three of four heat treat furnaces were wired and ready to go. One 40 point survey, two 35 point survey and one 25 point survey on a forty foot tall drop bottom furnace.
"We love our Pyrometry Services," commented Andrew Bassett, president of ATP. "All the certifications will be run through our newest venture, Aerospace Compliance Software."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly “heat treat” but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web article reviewing why and how the steel industry is contending with hydrogen as a “green” solution to CO2 pollution.
The heat treat industry is bustling with visions of using hydrogen as the heating gas for combustion burners; in fact, you can watch the debate unfold as to it’s potential, promise, and application in this Heat TreatRadio episode here. But Thomas Wingens of WINGENS International Industry Consultancy told us that much of the hype is really coming from the steel industry: the potential to replace the coke in blast furnace productions with hydrogen. This would decrease a lot of CO2 emissions. In a previousHeat TreatFringe Friday, we shared the world’s first “fossil-free” steel delivery. This time, read how other steel producers are responding to the pressures to go green.
[blockquote author=”” style=”1″]Around 71 per cent of steel produced today comes from an iron-ore-based method. This typically uses a blast furnace at temperatures of around 1,500°C in which carbon, usually coal, is used to remove oxygen and impurities from the ore to make pig iron. The latter is then turned into steel via a basic oxygen furnace whereby oxygen is blown onto the liquid iron to burn unwanted elements.[/blockquote]
We're flipping through Heat Treat Today's technical articles today to highlight four heat treat-related processes: hardening, ferritic nitrocarburizing, titanium processing, and stress relieving. Read our top picks of technical articles from these categories that include a back pocket resource, a podcast episode, and a review of past and future innovations.
Sometimes, the best technical advice comes out in a conversation. Mark Hemsath and Doug Glenn took three Heat TreatRadio episodes to talk about the basics of metal hardening. Listen to or read the transcript of the first episode in this series to get a leg up on metal hardness.
"I think the most important thing is that with metals, you’re trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don’t want it to break, you don’t want it to chip, you don’t want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness."
How is nitriding different from ferritic nitrocarburizing? Temperature? Materials processed? Costs? Industries? This article is a resource: a table that compares these two processes against the other.
"Skim this straight forward data that has been assembled from information provided by four heat treat experts: Jason Orosz and Mark Hemsath at Nitrex, Thomas Wingens at WINGENS LLC – International Industry Consultancy, and Dan Herring, The Heat Treat Doctor at The HERRING GROUP, Inc."
Titanium is its own animal, so its sometimes helpful to take a moment to identify what it is and how processing this metal might change in the future. Check out this article to learn more.
"The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage."
It's not as flashy as a huge furnace, but understanding stress relieving is key to heat treat parts correctly. Plastometrex is a new technology to advance what we know and how we test stress on projects. Read all about.
"The oxidized layer was then removed and the Hardox steel samples were indented in the locations that are shown in Figure 5a. The indentation data were analyzed and converted into stress-strain curves using the SEMPID software. Two are shown in Figure 5b, where it is apparent that the high temperature brazing process has affected the strength characteristics of the material in that location."
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
Qatar Aluminium Extrusion Co. (Qalex) recently received a nitriding system. The aluminum profiles manufacturer wanted to equip a second extrusion plant with an independent nitriding furnace to save on handling, processing time, and costs associated with having to transport extrusion dies back and forth from its first factory for nitriding work.
The client chose a compact system from Nitrex, an international provider in surface treatment with North American locations. The model NXK-1015 furnace is equipped with process technology designed for nitriding extrusion dies.
Marcin Stokłosa, project manager at Nitrex Poland, said, "Qalex was . . . very pleased with our technical support and spare parts accessibility. What they ordered is an exact copy of the first Nitrex installation – an identical configuration with the same furnace model, size and process technology."
Installation and startup were completed in January 2022.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There is no way to validate the heat treating process without completely destroying the job. Here’s where pyrometry becomes crucial. The precision, accuracy, and uniformity standards of specifications like AMS2750 and CQI-9 provide peace of mind without destructive testing. Read how the requirements of these regulations are benefiting the industry through standardization and defect prevention.
"El tratamiento térmico como la mayoría de los procesos especiales, tiene la particularidad de ser una operación crítica que para su validación requiere de pruebas destructivas. . . "
Read the English translation of this article by Víctor Zacarías, general director at Global Thermal Solutions Mexico, in the version below, or the Spanish translation when you click the image to the right.
Both Spanish and English translations of the article were originally published in Heat Treat Today's March 2022 Vacuum Furnace print edition.
Víctor Zacarías General Director Global Thermal Solutions Mexico
Introduction
Heat treatment operations are generally perceived as black boxes whose results are not very predictable. Although we understand the physical mechanisms involved in modifying the properties of a certain material, heat treatment furnaces are thermodynamically imperfect, and sometimes the final results are too.
An extra variable must be added to this picture. As the properties of the final product can only be validated through destructive testing, we must have a high level of process control in place if we want to ensure repeatability in heat treat operations. This is where pyrometry specifications play an important role, particularly in defining the correct temperature controls for consistent heat treatment.
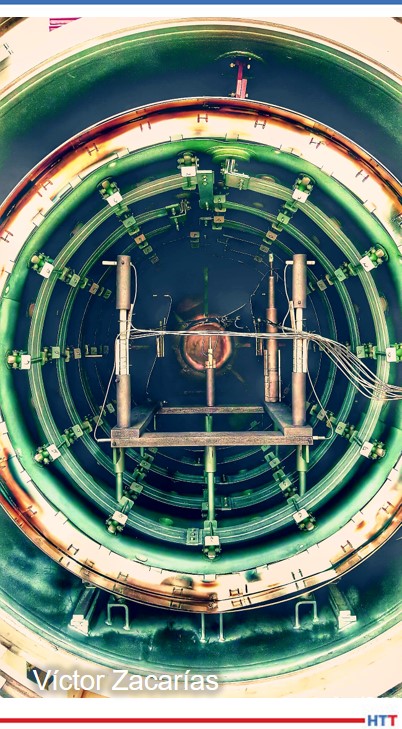
Picture 1. Temperature uniformity survey performed in a vacuum furnace
Pyrometry standards/specifications define the temperature control requirements for thermal processing equipment used in heat treatment operations (furnaces, ovens, muffles, etc.). These specifications are very comprehensive documents that allow us to solve the following problems:
How do you know that the temperature readings are accurate?
How do you know the temperature variation of your measurement system?
How do you know that the entire load was exposed to a consistent temperature during the cycle?
How do you know what you know? (Documented evidence)
The most widely accepted and proven pyrometry specifications in the industry are:
AMS2750: issued by SAE International, it is the universally accepted standard for thermal processing certification purposes in the aerospace industry (Nadcap).
AIAG CQI-9: this assessment provides the pyrometry requirements for the evaluation of heat treatment in the automotive industry.
API 6A & 16A: annexes establish the pyrometric requirements for the components treated in the energy industry (oil and gas).
All of these specifications describe in their content at least the following four items:
Calibration of thermocouples (or any other temperature sensor), as well as the limit of use depending on its
application
Calibration of control and test instrumentation
The procedure and acceptance criteria for conducting a System Accuracy Test (SAT)
The method and acceptance criteria for a Temperature Uniformity Survey (TUS)
These specifications are subject to continuous revisions to ensure that the requirements are understood. However, it does not change the fact that they are very extensive documents, generally misinterpreted and which require experienced personnel for their implementation. As an example of these difficulties, in Nadcap accreditation audits, eight out of 10 findings are directly related to pyrometry. CQI-9 assessments in the automotive industry show similar figures.
Despite the above, the right implementation of the pyrometry requirements has proven for years that a consistent heat treatment process can be achieved, providing data that allows defect prevention in an effective way.
Thermocouple Requirements
A thermocouple is a very simple temperature sensor that consists of two conductors with different thermoelectric characteristics. The conductors are joined at one end (hot junction) which will be in contact with the element whose temperature is to be measured. When the conductors are exposed to a temperature gradient, a difference of electrical potential (mV) is generated due to the phenomenon known as Seebeck effect. At the other end (cold junction), a voltmeter is used to measure the potential generated by the temperature difference between the two ends (See Figure 1).
Figure 1. Schematic of a thermocouple
Pyrometry standards defi ne the calibration requirements for the thermocouples used in thermal processing equipment. In order to acquire thermocouples in accordance with these regulations, we must consider the final use of the sensor to define the maximum error allowed at the time of calibration (See Table 1).
Once we have a calibrated thermocouple, the date of the installation must be documented to track the sensor life. Thermocouples have a finite lifetime because of the natural degradation of the materials of which they are made, leading to a decrease in their accuracy. Therefore, the replacement of temperature sensors must be calendarized depending on the thermocouple type and the temperature to which they are exposed.
Instrumentation Requirements
Instruments receive electrical communication from thermocouples and convert potential (mV ) to a usable format.
Pyrometry specifications like AMS2750 and CQI-9 define the resolution and accuracy requirements for the instrumentation used in heat treating equipment, as well as the frequency at which these instruments must be calibrated. The level of accuracy of the instrumentation is based on the applicable specification and the purpose of the instrument, as shown in Table 1.
Table 1. Accuracy required for temperature sensors according to AMS2750 and CQI-9
It is important to consider the manufacturer’s instructions when installing and calibrating control and recording instruments. From a metrological standpoint, documentation must evidence that the calibrations are traceable to a national reference standard (NIST, CENAM, etc.) and, in most industries, carried out in accordance with ISO/IEC 17025.
The System Accuracy Test
A System Accuracy Test (SAT) or probe check is a very simple test to ensure that the entire measurement system (thermocouple and instrument together) provides an accurate representation of the temperature. It is an on-site comparison of the furnace’s measurement system against an independent calibrated measurement system (See Figure 2). The purpose of this test is to determine if the natural deviation of the temperature measurement system is still acceptable.
Figura 2. Diagrama de un Ensayo de Exactitud del Sistema (SAT)
The criteria to determine whether the results of an SAT test are acceptable or not will depend on the applicable regulations, AMS2750 or CQI-9. If the difference in the SAT exceeds the limits allowed by the standard, internal procedures must take into account the following considerations before reprocessing parts:
Document that the equipment has failed a test
Determine the root cause of the failure
Implement corrective actions
When an SAT test result fails, corrective actions can generally be reduced to two options: replace the thermocouple and/or recalibrate and adjust the instrument.
A SAT is performed to assure the accuracy of all the systems in the furnace which are used to make decisions about the product, both control and recording. It is important to note that SAT test results change over time, therefore historic SAT data is very useful to identify trends and proactively take action before a deviation shows.
Temperature Uniformity Surveys
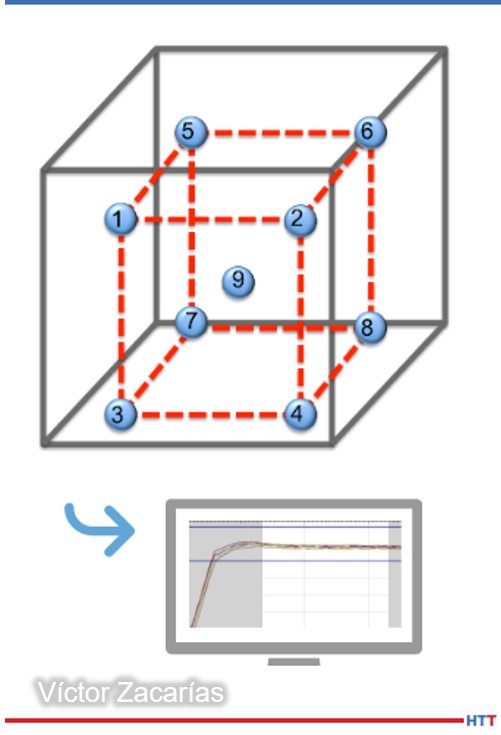
Figure 3. Schematic of a temperature uniformity survey (TUS)
A Temperature Uniformity Survey (TUS) is a test where a calibrated instrument (data logger) and several calibrated thermocouples measure the temperature variation inside the furnace. The result of a TUS test indicates where the hottest and/or coldest spots are in a furnace and provides elements to determine how to correct them.
For most commercially available furnace volumes, TUSs are conducted introducing nine thermocouples for batch type furnaces, and three tracking thermocouples for continuous furnaces.
A TUS is considered acceptable if the test thermocouple readings are within the limits set by the specification for the required time. TUS is highly recommended to be performed after the initial installation of the equipment or after a modification that could alter the heating characteristics of the furnace. Subsequently, they must be carried out periodically in accordance with the applicable regulation.
Importance of Pyrometry
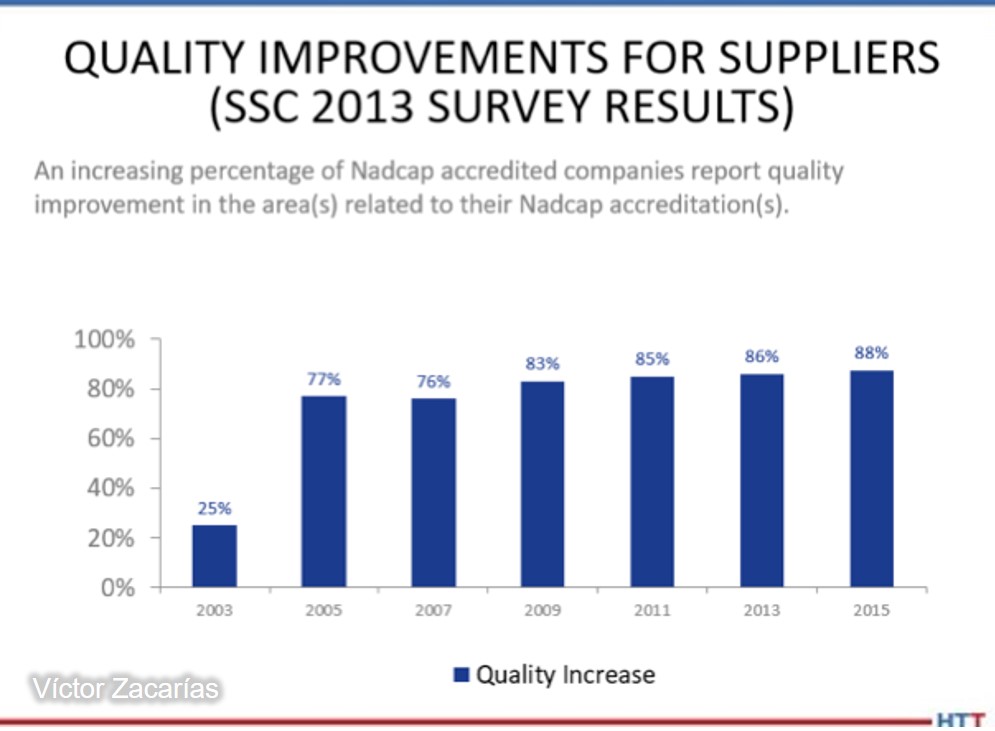
The labor of harmonizing special processes is not easy. However, there is strong evidence that proves the effectiveness of this eff ort. For example, Supplier Technical Assistance teams at Ford Motor Co. have followed the results achieved by the implementation of CQI-9 by their suppliers and have estimated cost savings of up to 20 million dollars in reduction of heat treatment defects. Similarly, the Performance Review Institute, which is the organization in charge of managing Nadcap, reports increasingly positive results each year by the implementation of the program, impacting directly on continuous improvement of aerospace organizations that accredit it (Figure 4).
Figure 4. Perception in quality improvement from Nadcap audits
Pyrometry testing provides valuable information that encourages preventive maintenance of furnaces and related equipment. At the same time, it provides understanding of the measurement systems that allow achieving repeatable metallurgical results. In both cases, the information generated in pyrometry allows heat treaters to reduce scrap and quality claims and most importantly, ensures business continuity by showing compliance with customers’ requirements.
About the author: Víctor Zacarías is a metallurgical engineer from the University of Querétaro with studies in Strategic Management from Tec de Monterrey. With over 15 years of experience in heat treatment management, he is currently the managing director of Global Thermal Solutions México. Victor has conducted numerous courses, workshops, and assessments in México, United States, Brazil, Argentina, and Costa Rica and has been a member of the AIAG Heat Treat Work Group (CQI-9 committee).
An international valve manufacturer located in the southeastern U.S. has received a high-uniformity box furnace.
The L&L Special Furnace Co., Inc. model XLE 244 is a front-loading, refractory-lined box furnace and has an effective work zone of 22” wide by 22” high by 20” deep. There is a horizontal double-pivoted door with a safety power cutoff switch. A ceramic hearth and standoffs are provided as a workspace.
The control system is driven by a Honeywell program control with an overtemperature control to prevent the furnace from overfiring. A digital round single-input chart recorder keeps accurate recordings of the furnace process temperature. The Kanthal Iron Aluminum Chrome coiled elements located on the sides, back, and door are controlled in two zones for balancing of temperature gradients from top to bottom.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com





 Tata Steel will receive an IIOT (industrial internet of things) solution for their industrial furnaces. This solution is designed to reduce emissions and increase furnace throughput by measuring, maximizing, and maintaining energy input through the combustion process.
Tata Steel will receive an IIOT (industrial internet of things) solution for their industrial furnaces. This solution is designed to reduce emissions and increase furnace throughput by measuring, maximizing, and maintaining energy input through the combustion process. Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com