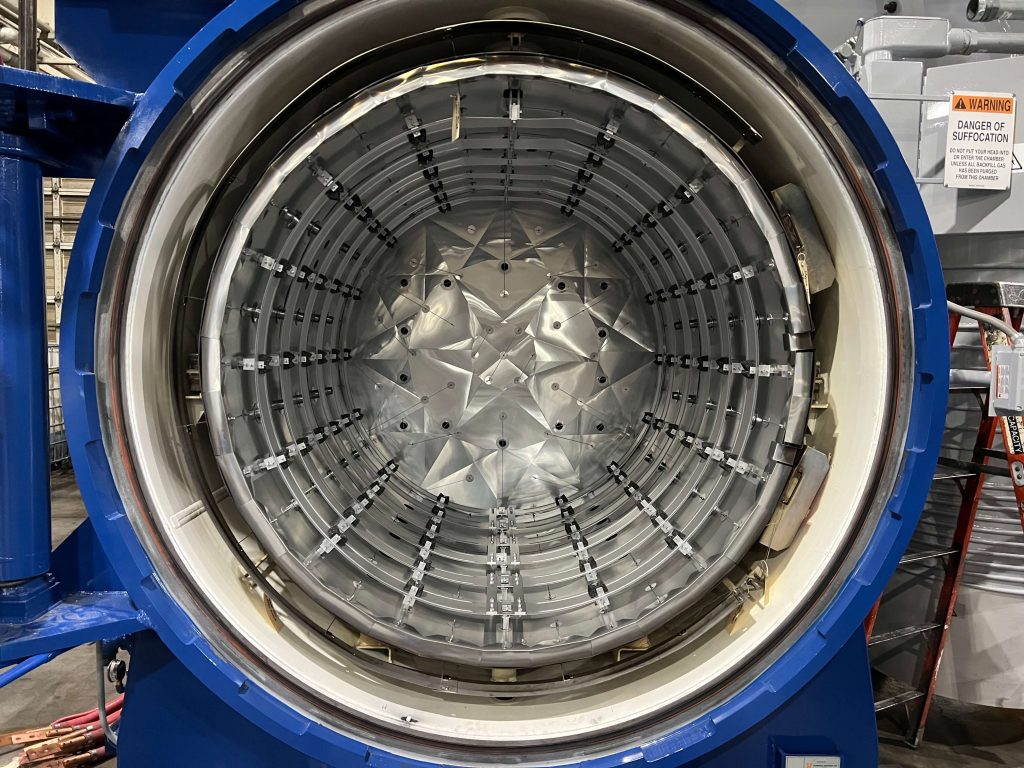
A U.S. heat treater has expanded their operations with the installment of a horizontal vacuum furnace. Stack Metallurgical Group announced the addition of a 6 bar quenching TurboTreater furnace at their Portland facility.
Stack services aerospace, medical, and cutlery industries, among others. The company shared, “Stack is continuing to show our commitment to excellence by investing in a brand new 6 Bar quenching, Turbotreater horizontal vacuum furnace from Ipsen. This is more than a purchase; it’s a substantial investment in our facilities and, more importantly, in our valued customers.”
The Ipsen vacuum furnace features internal quenching with 360-degree cooling uniformity, decreases cycle times up to 20%, and reduces gas consumption up to 40%. The furnace handles heavy loads and operates for multiple processes, including hardening, tempering, brazing, sintering, and annealing.
Press release is available in its original form here.
A U.S. titanium metal and critical materials company has been granted $1.3 million for forged critical titanium components. IperionX will produce the titanium parts for U.S. Army ground vehicle programs at their Titanium Manufacturing Campus in Virginia.
Anastasios (Taso) Arima CEO IperionX Source: IperionX
The task order will be fulfilled using titanium production and advanced forging processes.
“Securing this first U.S. Army task order is a decisive step toward reshoring the nation’s titanium supply chain,” said Anastasios (Taso) Arima, IperionX CEO.
The project is the first of further task orders expected under the US $99 million SBIR Phase III contract, which enables any DoD and U.S. Government agency to support production capabilities by procuring titanium parts and materials directly from IperionX.
All technical specifications, performance requirements, and delivery schedules are governed under the U.S Controlled Unclassified Information Program (Executive Order 13556), ensuring protection of sensitive defense information.
For additional information about IperionX’s heat treat capacities, click here.
Source: IperionX
Press release is available in its original form here.
There are many avenues for achieving new feats in sustainability. One foundational method of pursuing sustainability is efficient furnace design. In this Control’s Corner installment of Technical Tuesday, Stanley Rutkowski III, senior applications engineer, RoMan Manufacturing, Inc., explores ways to design furnace electrical power systems for efficiency.
This informative piece was first released inHeat Treat Today’sJune 2025 Buyers Guide print edition.
In the world of industrial heat treating, sustainability isn’t just a buzzword; it’s a measurable outcome of engineering decisions. While discussions around energy usage often focus on renewable sources or carbon offsets, the path to sustainability begins much earlier — with the design of the furnace’s electrical power system.
From transformers and load configurations to modern control technologies, every part of the furnace power pathway affects how efficiently energy is used — and how much of it is wasted. A well-designed system doesn’t just heat effectively; it does so with less resistance, fewer losses, and minimal disruption to the power grid.
The Power Triangle: Real, Reactive, and Apparent
Understanding sustainability starts with understanding how energy is consumed. Utility companies bill based on more than just energy (kWh). They measure and potentially build via:
Real power (kW): the usable energy
Reactive power (kVAR): the energy lost due to inductance and system inefficiencies
Apparent power (kVA): the total power delivered, including losses
Power factor: the ratio of real power to apparent power, indicating system efficiency
Peak demand: the highest level of power drawn during a billing period
Furnace systems with poor power factor or high reactive power incur more cost, even if their real energy usage is low. That’s why electrical design is so critical.
Control Systems: The Shift to Digital
Legacy systems, such as tubes or saturable reactor-based VRTs, have largely given way to more efficient SCR- (silicon controlled rectifier) and IGBT- (insulated-gate bipolar transistor) based controls. IGBT technology, in particular, offers high-frequency switching, reduced losses, and excellent power factor performance. These systems also provide communication protocols — giving real-time insight into power draw, voltage stability, control temperatures, and even predictive maintenance alerts.
Digital communication allows users to evaluate trends over time. For example, changes in DC bus voltage or output current may signal a degrading heating element, enabling early intervention. Smart controls also help avoid peak demand charges by shifting high-load operations to off-peak hours or adjusting recipes to consume less total power.
Load Configurations and Layout
Load configuration is equally as important: single-phase, Scott-T two-phase, or balanced three-phase arrangements. Poorly balanced systems place stress on utility infrastructure and reduce power factor. Balanced loads, especially when combined with IGBT control, lower disturbances to the grid and increase efficiency.
Physical layout also plays a key role. Long conductor runs increase resistance and inductive reactance, which raises energy consumption and heat loss. “Close coupling” the transformer and conductors near the furnace feedthrough reduces losses and improves power delivery, which is important for sustainability and cost savings.
AC vs. Rectified DC Power
Finally, consider how power is delivered. While AC remains common and easy to install, rectified DC systems eliminate voltage zero-crossings, resulting in more stable heating and reduced thermal stress on elements. For high-precision applications like carburizing or annealing, DC systems can extend equipment life and improve thermal uniformity.
Conclusion
Energy sustainability in heat treating isn’t just about switching to greener sources — it starts with how power is delivered, controlled, and consumed. Getting a power conversion expert involved early in the planning and system design process ensures that every component is optimized for efficiency, reliability, and long-term performance. This early collaboration helps manufacturers reduce energy costs, extend equipment life, and achieve more sustainable operations without compromising results.
About The Author:
Stanley F. Rutkowski III Senior Applications Engineer RoMan Manufacturing, Inc.
Stanley F. Rutkowski III is the senior applications engineer at RoMan Manufacturing, Inc., working on electrical energy savings in resistance heating applications. Stanley has experience in welding, glass and furnace industries from R&D, design, and application standpoints. For more than 15 years, his focus has been on energy savings applications in industrial heating applications.
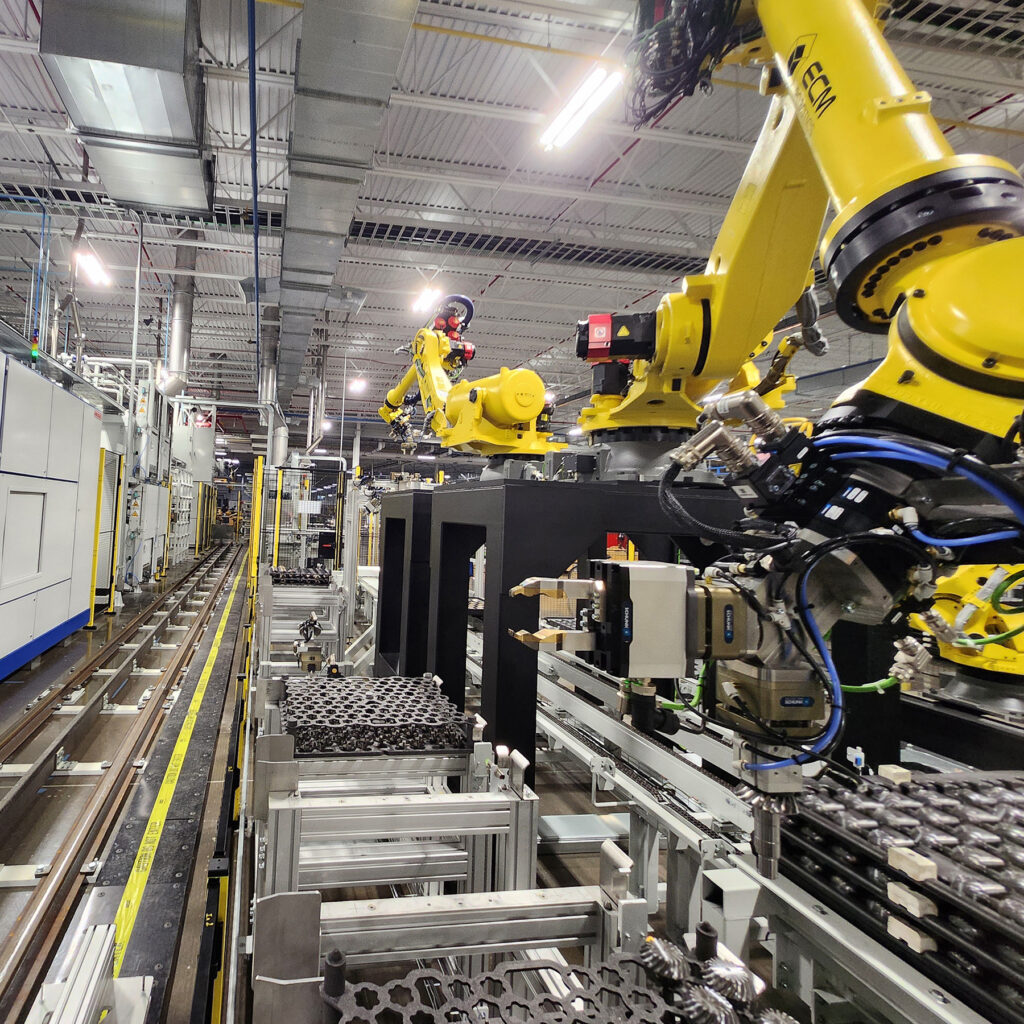
A modular NANO vacuum furnace system was commissioned for increasing in-house heat treat demands in drive technology. The furnace has reached its final acceptance.
SEW-EURODRIVE completed their fully automated in-house vacuum furnace system integrated with their patented MOVI-TRANS® inductive energy power transfer system (pictured parallel with ECM’s transfer system rails). SEW EURODRIVE partnered with ECM USA to commission the furnace which is completely integrated with advanced automation for their Lyman, South Carolina facility.
Source: ECMSource: ECMSource: ECMSource: ECM
This 6 chamber, 20 bar quench NANO vacuum furnace system provides flexibility and integration utilizing the addition of 16 tempering positions, advanced solvent based washer (both oil and water based contaminants), and robotic workload assembly/disassembly. . . Specifically designed to run multiple materials (including carburized grades and tool steels) this system has modular flexibility to adapt to increased production demands for various load scenarios and processes.
Press release is available in its original form here.
This instructive piece was first released inHeat TreatToday’sApril 2025 Induction Heating & Melting print edition.
In heat treating, clean parts are essential for repeatable, high-quality results. Yet cleaning is often seen as a necessary evil rather than a strategic process. That mindset must change.
For decades, gas carburizing with oil quenching has dominated the industry despite challenges, such as contamination, environmental concerns, and part distortion. These issues have driven growth in alternative processes, such as vacuum carburizing with gas quenching and nitriding, which eliminate post-quench oil contamination. However, not all metallurgical requirements can be met with these newer processes, and gas carburizing with oil quenching remains necessary for many part sizes, geometries, and material types. Furthermore, some alternative processes require more advanced pre-cleaning technology, adding complexity.
I briefly left heat treating in 1998 — I call it my sabbatical from heat treating — to work in advanced industrial cleaning and automation. When I returned about five years later, I was struck by how far behind the industry was in cleaning technology. While other manufacturing sectors had embraced modern solvent and hybrid cleaning systems, heat treating continued to rely on outdated aqueous washers that struggle to clean oil-contaminated parts effectively. It goes back to the old axiom: oil and water don’t mix. Spraying harder only emulsifies the oil further, making separation and disposal even more difficult, increasing costs, and creating sustainability concerns.
Paths Forward
Process shift — Where practical, companies have transitioned from oil quenching to vacuum carburizing with gas quenching, nitriding, and other alternative processes that reduce contamination issues. Of course, such changes are not driven solely by cleanliness — metallurgical requirements and process economics are complex topics. Gas carburizing with salt quenching is an often overlooked alternative, which offers superior heat transfer over gas quenching, reduces distortion, and is environmentally sustainable. Unlike oil quenching, cleaning aft er salt quenching is far simpler, as hot-water washers reclaim over 99% of the salt in a closed-loop system. The old negative mindset about salt, which questions the safety and toxicity of high temperature salt, has restrained process growth in this area. New equipment designs could create interesting, alternative paths with multiple benefits.
Mindset shift — If oil quenching remains necessary, cleaning processes must improve. Conventional aqueous washers are inefficient, and while modern cleaning systems are effective, they are costly. However, when considering part quality, sustainability, efficiency, and long-term cost savings, these systems provide a strong ROI and should not be dismissed.
Technology shift — Sustainability in cleaning cannot be ignored. Water-based systems with distillation attempt to recycle but have high energy costs, making solvent-based systems with integrated distillation more practical for higher efficiency and lower hazardous waste output.
Rugged environments (left) require cleaning systems that modern washers are not often built for. Many new washers are more suited to clean controlled environments like vacuum heat treating (right). (Images from “All About IQ Furnace Systems,” 16)
Challenges with Modern Washer Designs — Thoughts for Manufacturers
One major barrier to adopting advanced cleaning systems is cost, driven by their design. Many new washers are built for clean, controlled environments like vacuum heat treating but are poorly suited for traditional heat treat shops using oil quenching. Th ese shops have different requirements — floor space constraints, varied load configurations, and harsher conditions — meaning rugged, adaptable, and cost-effective solutions are needed. Function must take priority over aesthetics.
Washer manufacturers should rethink their designs to better fit conventional operations by focusing on durability, modularity, and cost-conscious engineering. Doing so could lower costs while improving adoption rates and accelerating industry-wide improvements in part cleanliness, quality, and sustainability.
Conclusion
Heat treating is changing, and cleaning technology must evolve with it. Whether by adopting better process alternatives, improving cleaning methods, or rethinking equipment design, companies that embrace innovation will reduce waste, improve efficiency, and ensure long-term success with a stronger commitment to sustainability and environmental responsibility.
The industry is evolving. It’s time to evolve with it.
References
“All About IQ Furnace Systems.” Heat Treat Today, 4, no. 1 (February 2021): 16-28. https://www.heattreattoday.com/ february-2021/
About The Author:
William (Bill) Disler President WDD Consulting LLC
William (Bill) Disler entered the heat treat industry as a young engineer, quickly establishing himself as a hands-on expert and eventually leading an international heat treat supplier company as CEO/president. He now serves the industry as a strategic advisor and partner to the C-Suite, as an engaged board member, through his consultancy, WDD Consulting, and in roles where he can make a positive impact.
For more information: Contact Bill Disler at wdisler@wddconsulting.com
What are advanced management systems and how does deep integrative system management software help automotive heat treaters improve processes while saving on time and unnecessary expenses? Explore the future of software technology for the management of heat treating operations in this Technical Tuesday by Sefi Grossman, founder and CEO of CombustionOS.
The heat treating industry is on the brink of a technological transformation. Just as the momentous adoption of websites and emails transformed the nature of work for manufacturers, the advanced software systems are thrusting us into a new era of simplicity, automation, and deep integrations.
This article explores how advanced systems — an application of ERP (enterprise resource planning) and MES (manufacturing execution systems) combined with the power of AI — is revolutionizing facility operations, enhancing quality, efficiency, and profitability.
What Are Advanced Systems?
Advanced systems simplify, streamline, and automate operations by lifting the data burden off of plant personnel. While most existing systems focus on the part inventory workflow, more advanced systems go beyond by directly integrating into the heat treat process to track at bin/tray/tree level.
This requires real-time scheduling control, barcode scanning, digitizing recipe and process (no more paper), and direct sensor/PLC integration. Because of its critical nature, an advanced system is most likely an on-premise and cloud “hybrid solution” that is not crippled by internet connectivity issues. This allows it to still utilize rapidly evolving cloud systems that provide external services like messaging, big data storage, and AI to name a few.
Precise Processing
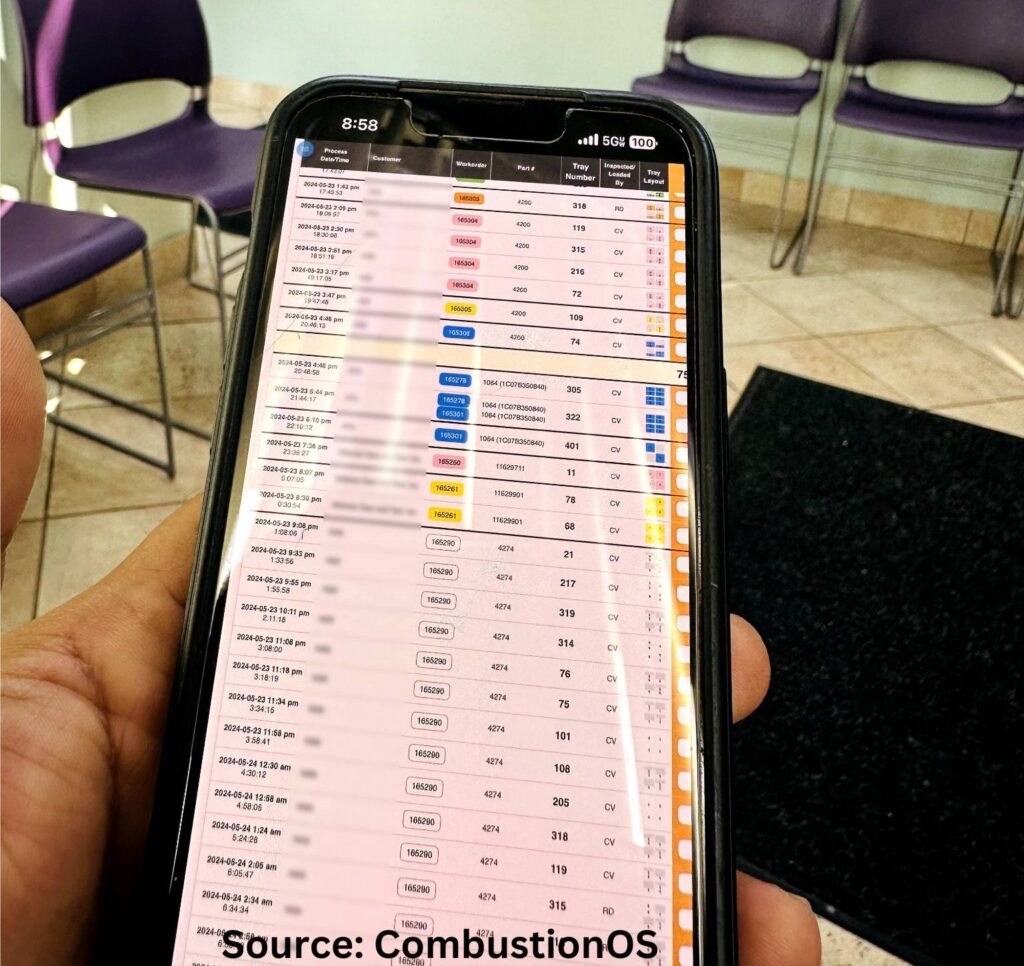
Figure 1. CombustionOS developers spend extensive time with operators and plant managers to create interfaces that are intuitive and easy to use. Pictured is access to job data stats from a mobile device being used outside of the manufacturing plant.
Repeatable, accurate methods to ensure optimal time, temperature, and atmosphere of the decided heat treatment processes are possible with advanced systems.
Utilizing existing sensors and hardware interfaces, data is collected in short intervals, transformed into meaningful data formats, and stored in a database. Network technologies such as HTTP, Modbus, and other analog to AI technologies make this possible with minimum additional hardware. The data is managed locally on the facility network, and synchronized with cloud services for further processing, analysis, and long-term history storage.
With a close monitoring of all these variables, facilities can tighten acceptable specification ranges. Deep integration with equipment ensures that data flows seamlessly from sensors and devices to the central system.
This real-time data collection and processing enables facilities to monitor operations continuously and make informed decisions quickly. For example, integrating data from temperature sensors, pressure gauges, and other monitoring devices ensures that all critical parameters are tracked and managed effectively. Additionally, if a temperature reading deviates from the acceptable range, the system can immediately alert the relevant personnel, allowing them to take corrective action before it becomes a critical issue.
In addition to quality assurance, integrated artificial intelligence tools optimize job scheduling. Unlike traditional date/time calendar methods, AI systems predict job completion times based on real-time process data. This is particularly useful for roller furnace setups, where continuous processing occurs, but it is also beneficial for batch furnaces. Optimized scheduling improves resource allocation and operational efficiency, ensuring that jobs are completed on time and to the required specifications. The difference between a “calculation algorithm” and AI is that, with AI, you do not have to pre-program it. It automatically learns and adjusts for known variability in your hardware and even the personnel that are operating the equipment.
Finally, the automation of these systems captures and records all necessary information accurately. This reduces the risk of non-compliance, improving the overall quality of the final product. For example, a Detroit-based heat treating facility reported that accessing real time data to ensure compliance with industry standards has allowed them to spend 40% less time on documentation tasks.
Figure 2. Having increased control over the process gives more peace of mind to operators that components perform as needed.
Alleviating Burden on Maintenance and Inventory
Predictive maintenance is one of the most significant applications of AI in the heat treating industry. Traditional maintenance schedules are often based on fixed intervals, which can lead to unnecessary downtime or unexpected failures. AI driven predictive maintenance, on the other hand, uses real-time data to determine the optimal times for maintenance activities. This approach not only reduces downtime but also extends the lifespan of equipment.
A Detroit-based heat treating facility implemented an AI-driven predictive maintenance system (PMs) and saw a 25% reduction in equipment downtime. By analyzing data from critical parts, inventory, process tracking history, and various sensors, the AI system could predict when components were likely to fail, allowing the maintenance team to inspect and address issues proactively beyond their standard PMs. This not only improved operational efficiency, but also saved significant costs associated with emergency repairs and unplanned downtime.
Additionally, the integration of QR codes for inventory and process tracking enables quick and accurate data entry compared to manual logging. For instance, when racking parts out of bins, operators can simply scan QR codes, which automatically update the system with the relevant information. This not only speeds up the process but also minimizes the chances of human error.
Reducing Operational Costs
The adoption of advanced ERP and MES systems has led to substantial cost savings for many facilities. These systems reduce operational costs through the implicit automated integrations that technologies like CombustionOS bring. Here are just a few ways that operational costs have been cut:
Decreasing shipping and receiving management from three to just one employee
Minimizing rework costs by timely process alerts
Reducing personnel by replacing constant manual oversight with accurate, digital tracking systems
Lowering administrative costs by utilizing a more efficient and accurate invoice automation platform
Case Study: A client reported comprehensive cost savings, including a 20% reduction in shipping and receiving time, fewer logistics and furnace operators needed, a 33% decrease in rework costs, a 15% savings in maintenance costs, and a 25% reduction in accounting overhead. These efficiencies translate into substantial payroll savings and improved profitability.
How To Implement
Figure 3. When racking parts out of bins, operators can simply scan QR codes, which automatically update the system with the relevant information.
One of the most significant advancements in heat treating technology is the deep integration with various equipment types. Unlike traditional ERP systems, which often lack true integration, advanced systems work backwards from equipment data, building ERP functionalities around this integration to ensure seamless and accurate data flow.
First, there are advanced systems that can handle data from both digital and analog sensors. So, for heat treaters who are juggling a variety of sensors and systems, looking for an integrative advanced system that has adaptability will ensure compatibility with existing equipment while keeping an eye on cost. Facilities can continue using their current equipment while benefiting from advanced monitoring and control capabilities.
Second, advanced ERP/MES systems can take collaboration with multiple vendors. Rather than uproot current systems and relationships, work with an advanced systems provider who is able to collaborate with other software and systems. Advanced ERP/MES systems provide comprehensive solutions that include deep equipment integration and full ERP functionalities. This approach reduces the complexity and cost of integration, ensuring that all components work together seamlessly.
Key Applications
Most operations in a heat treat department will benefit from advanced systems due to the time-saving automations that the system integrates. But many heat treaters are looking to adapt and integrate older systems and often more complex designs, like roller hearth furnaces. Here are some steps that experts will take to guide you through to make the digital integration smooth and effective:
First, it is important to understand you don’t need to boil the ocean. Starting with a more advanced inventory tracking system that employs barcodes can set the underpinnings for a more integrated system while providing immediate benefits to your logistics.
Then, it is also key to get a deep understanding of your current process and map out your operational workflow. Using a flowchart program helps visualize the process to make sure all stakeholders are on the same page.
Some aspects of your current process are probably outdated (perhaps created by someone who is no longer at the company), while others are key to the core of how you operate. Understanding the difference is crucial to make sure you unlock potential automation without disturbing your core process and flow.
You’ll then need to prepare every required form, document, chart etc. that you use in the operation. For process control, recipes, and lab testing, provide many parts/iterations to capture the complexity.
Finally, take inventory of any existing digital systems you have adopted, like inventory tracking, spreadsheets, or custom software. The existing system network, including servers, Wi-Fi setup, and hardware (PCs, printers, scanners, etc.) will be utilized as much as possible in the transition to reduce the need to purchase and set up different equipment.
The future will require constant innovations and thoughtful leveraging of increasingly advanced systems. Unlike static, homegrown, or “pieced together” solutions, the most advanced systems are constantly updated with new features, ensuring they remain at the cutting edge of technology. Engaging directly with plant personnel to understand their needs and challenges allows systems like CombustionOS to evolve and improve continuously.
The heat treating industry is on the cusp of a technological transformation, driven by advancements in ERP, MES, and AI. These technologies offer the potential to enhance quality, efficiency, and profitability, making them essential for the future of manufacturing. By embracing automation, integrating advanced AI capabilities, and committing to continuous innovation, the industry can achieve new levels of operational excellence.
About the Author:
Sefi Grossman Founder & CEO CombustionOS Source: Author
Sefi Grossman has been at the forefront of technology revolutions for the past two decades and has been leading the technology company CombustionOS for nearly seven years.
Welcome to Heat Treat Today’sThis Week in Heat Treat Social Media. We’re looking at hot summer events, hot summertime activities, and hot heat treat industry events coming soon to a social media page near you. Check out these posts, podcasts, and videos for a roundup in Heat Treat Social Media.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Heat Treating Skateboards > Hot Moves
This space is usually reserved for something rich and technical, but it’s summertime in the northern hemisphere and heat treating is just as essential for the proper working of items affiliated with leisure and outdoor activities as the products that make the world go round (e.g., automotive, aerospace, etc.). “Skateboarding is not just a sport; it’s an art form, a mode of transport, and a way of life for many. But did you know that the metal trucks on a skateboard—those T-shaped pieces that mount the wheels to the deck—are a product of meticulous heat treatment?” (from Bodycote on LinkedIn, November, 2023)
Check out this recent post from Bodycote laying out how critical it is to safety and experience for skateboard trucks to be heat treated with the same level of skill that it takes to execute an ollie or a shuvit.
2. It’s a Beautiful Day in the Heat Treat Neighborhood
What’s everyone been up to on the social channels?
Summer Engineering Institute reshaping the Future of Heat Treating
Future Leaders: Report to the Dome!
Take Us Out to the Old Ballgame!
It may Be Summer but It’s Never Too Early to Think About the Fall
‘Tis also the season for Registration for 2024’s industry events and social media provides an excellent platform for getting the word out. Here are some of the events taking place just in September — don’t delay! Registration is still open for all of these!
Marking Milestones
3. Learn with Us
Sometimes, it’s the small things on social media that grab your attention or give you the “ah ha!” moment. And sometimes things affecting the industry in other places cause us to go “hmm.” Do any of these short posts make you say “eureka”?
Queueing and Sequencing (and more!)
Quiz Time
4. Open Your Ears: The Podcast Corner
You can’t read everything, we get it. Heat Treat Today is here to recommend two informative podcasts to enjoy on your daily commute!
Tune in to Listen to Heat Treat Radio #110! Isolated Heat, the Future of Vacuum Furnaces
Sharpen your hearing: Heat Treating Knives on the TTT Podcast
5. Junk Food and a Logo Extravaganza
Click through to see what Kowalski Heat Treating thinks about junk food and how that thinking gets them counting logos.
Have a great weekend!
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
As heat treaters strive for a sustainable future, pressure mounts to make the right choices while running commercially viable operations. In this Technical Tuesday installment of a continuing series, guest columnist Michael Mouilleseaux, general manager at Erie Steel, Ltd., explores the potential ramifications of the DOE effort for industrial decarbonization in the heat treating industry. The first installment, “US DOE Strategy Affects Heat Treaters”, appeared on April 10, 2024, in Heat Treat Today, as well as in Heat Treat Today’s March 2024 Aerospace print edition.
This informative piece was first released inHeat Treat Today’s May 2024 Sustainability Heat Treat print edition.
As regulatory agencies set industrial decarbonization goals aimed at achieving net zero greenhouse gas emissions (GHGE) by 2050, heat treaters should prepare for action. But where do heat treatment technologies stand today, and what is the path going forward?
Background
President Biden’s 2021 executive order calling for a “clean energy economy” led the U.S. Department of Energy (DOE) and the Environmental Protection Agency (EPA) to develop “The Industrial Decarbonization Roadmap,” a strategic plan for reducing industrial emissions. The plan identified five sectors — chemical, petroleum, iron and steel, cement, and food and beverage production — as targets for mitigation efforts. According to “The Roadmap,” process heating operations within these five industries represent the greatest opportunity to apply what were established as four pillar technologies:
Energy efficiency
Low carbon fuels, feedstocks, and energy sources (LCFFES)
Carbon capture, utilization, and storage (CCUS)
Industrial electrification using green electricity
In May 2023, heat treating was specifically named as a target process for reducing GHGE during the DOE’s Office of Energy Efficiency & Renewable Energy’s Low Carbon Process Heating Forum.
A Closer Look at the Technology Pillars
To determine the path forward, it’s important to understand where heat treatment technology stands today regarding the four pillars.
Energy Efficiency: Among energy efficiency opportunities are furnace insulation, controls, and burner design. According to furnace and controls manufacturers that I have spoken with, advancements in insulation and heating system controls offer less than a 20% opportunity in efficiency improvement over
LCFFES: In the U.S., the primary hydrocarbon fuel for heat treating is natural gas, which has an average (commodity) cost of $2.57/MMBTU. Hydrogen has been endorsed as the preferred replacement. Hydrogen manufacturing and distribution issues aside, hydrogen has a 2023 (commodity) cost ranging from $14.00 to $40.00 per MMBTU, and a carbon footprint of 30–130% that of natural gas. “Green hydrogen” is “under development.”
CCUS: Carbon capture, utilization, and storage is currently relegated to natural gas production operations where the captured CO2 is injected into existing wells to “enhance” production. Although the DOE suggests development of advanced CO2 capture technologies are still underway, a 2023 Congressional Budget Office report states there are “fifteen CCS facilities . . . operating in the United States . . . [with] an additional 121 . . . in development.” It is fair to state there are no CCS (carbon capture and storage) facilities currently operating on the scale of a heat treating operation.
Electrification: For electrification to be impactful, electricity must be generated via green sources. Currently, 40% of the electricity generated in the U.S. comes from natural gas, 20% from coal, 19% from nuclear, 10% from wind, and 3% from solar. It is my opinion that, regardless of the incentives federal and state governments offer wind and solar energy operations, they will not reach the scale — and most certainly not the reliability — necessary to achieve the stated 2035 GHGE goals.
Cost also must be considered. The average U.S. cost for electricity was $0.086/KWH in 2023. In California, however, the cost for electricity generated with 40% renewables was $0.1819/KWH. In Germany, it was $0.289/KWH with 55% renewables. To put this into perspective, today the differential in (industrial) electricity (commodity) costs demonstrably increase as the percentage of that electricity is generated by “green” sources. To think that this trend is going to be reversed by federal mandate is paradoxical.
A Realistic Look at the “Road Map”
While industrial decarbonization targets called for an 85% reduction in GHGE by 2023 and net zero by 2050, the goals seem unreachable using currently available technology. Replacing natural gas with hydrogen will result in significant cost increases as the commodity is 5–15 times more expensive, the equipment will require retrofitting to accommodate hydrogen, and the national infrastructure will need to be modified for hydrogen.
Electrification of existing gas-fired processes will result in a cost increase of four times, according to DOE estimates; however, based on today’s cost trends, 7–9 times higher is more likely. Additionally, the cost of converting equipment to electric operation must be considered. Mitigation efforts suggested by the DOE include improvements in efficiency that rely on yet-to-be-developed technologies and cost reductions in electricity facilitated by the wholesale use of renewable energy.
Overall, decarbonization efforts are noble. The timeframe and methodology, however, are unrealistic as they are based on the use of still-conceptual technologies.
What Can Heat Treaters Do?
Following the lead of the automotive industry may be key. This sector reacted to the government mandates for GHGE reductions by going all in for electrification — with projections of 50% electric vehicles by 2030. A funny thing happened; these vehicles were not wholly accepted by the American public. The auto industry, led by the dealers, with the support of the UAW, and the car manufacturers petitioned their U.S. Representatives to “pause” these requirements. This political pressure caused the EPA to roll-back the implementation schedule.
Heat treaters must act now with a similar effort, but it must be aimed at preventing the promulgation of regulations that rely on still-conceptual technologies within an unachievable timeframe. Contact your local government leaders; let them know what we do means jobs and tax revenues. Contact your U.S. Representatives and Senators to let them know heat treaters are critical to our national security, the transportation system, and, in fact, the infrastructure of this country. What we do should not be outsourced, and we need to be given all the considerations of a critical industry.
The next column in this series will address the role of process heating in GHGE, analyze DOE assessments of GHGE for industry and process heating operations, and propose a fact sheet intended for use in our effort to set a realistic timeline for decarbonization goals In the next column, we’ll address potential ramifications of the DOE effort for industrial decarbonization in the heat treating industry to help you be better informed and prepared.
About the Author:
Michael Mouilleseaux General Manager at Erie Steel, Ltd.
Michael Mouilleseaux is general manager at Erie Steel, Ltd. He has been at Erie Steel in Toledo, OH since 2006 with previous metallurgical experience at New Process Gear in Syracuse, NY, and as the director of Technology in Marketing at FPM Heat Treating LLC in Elk Grove, IL. Michael attended the stakeholder meetings at the May 2023 symposium hosted by the U.S. DOE’s Office of Energy Efficiency & Renewable Energy.
For more information: Contact Michael at mmouilleseaux@erie.com.
Attend the SUMMIT to find out more about the DOE’s actions for the heat treat industry.
Find Heat Treating Products and Services When You Search on Heat Treat Buyers Guide.com
Nadcap certifications are integral to aerospace heat treating. Maintaining compliance, however, can be a headache. Learn how a new technology is streamlining Nadcap certifications.
This article by Chantel Soumis was originally published inHeat Treat Today’s March 2024 Aerospace Heat Treatprint edition.
Challenges to Capture Nadcap Certifications
Contact us with your Reader Feedback!
The Nadcap certification (National Aerospace and Defense Contractors Accreditation Program) plays a critical role in maintaining the integrity of heat treating processes, especially in the aerospace and defense industries. Recognized globally, the certification sets rigorous standards for heat treatment facilities, ensuring that heat treating processes produce parts and materials with the necessary strength, durability, and reliability.
The certification addresses the data that needs to be documented concerning all aspects of the heat treat processing, such as temperature control, process documentation, and quality management. A survey from the Performance Review Institute (PRI) indicates that 80% of aerospace and defense companies consider Nadcap accreditation as a requirement when selecting suppliers, and 90% of aerospace and defense prime contractors would disqualify a supplier without Nadcap accreditation. And when such a strict standard is implemented and then subject to regular audits, a 40% reduction in nonconformance costs are likely, as was reported by companies in the aerospace and defense sector in a study by the National Center for Manufacturing Sciences (NCMS).
While compliance with Nadcap and other heat treat certifications demonstrates a commitment to quality and opens doors to lucrative contracts with aerospace, defense, and other precision industries, actually capturing the data can be tedious. The effort and cost of employing disconnected systems — capturing measured data from system A, making the certification documents in system B, and then emailing the certification results to clients from system C — can be cut by synthesizing these actions into one system.
Digitizing Certification Management for Complete Compliance Control
Many organizations facilitate the certification process via digital means. This may be through the use of digital quality management systems (QMS) or enterprise resource planning (ERP) software that includes modules designed for certification management. These tools help automate record keeping, provide alerts for upcoming certification renewals, and streamline the overall certification tracking process, ensuring that heat treating operations remain compliant and efficient.
Nadcap Scanner tracking a process via QR code
But more should be done.
Veterans Metal, a metal finishing plant in Clearwater, Florida, was driving manual processes: everything was written down and data was being entered into spreadsheets for tracking purposes. Like many heat treaters, each step the company took to process a part required manual intervention to write down 20+ line items of information and then incorporate the associated data entry into spreadsheets.
The company was looking to modernize their plant.
After careful evaluation of Veterans Metal’s processes and needs, Steelhead Technologies developed and deployed the Steelhead Certification Scanner (or Nadcap Scanner) line that includes a handheld scanner and a system of QR codes to facilitate an easier user experience, including an interface that allows for swift operator proficiency, typically within minutes. This digital interface allows users to measure data, create certifications, and email this from the one system.
Smart Scanning in Action
The metal processing company received a 15-minute walk-through of the Nadcap Scanner, how to process parts, and where to find the data within the system. Using the handheld device, operators scanned QR codes (specifically created by Steelhead Technologies) that were placed on processing stations. As parts were moved from one process station to the next manually, a user would scan the accompanying QR code on the next current station, locking in data from the previous process and automatically reflecting that the next step was in process.
When operators scanned a process station, the device showed the remaining time in the process and displayed all parts being processed, custom instructions, and key data collection, such as oven temperature. This timer automatically starts when a process station QR code is scanned, gives a one minute warning when the process is nearing completion, and stops automatically when the next process station QR code is scanned.
Chet Halonen, a plant optimization expert for Steelhead Technologies, presented the “Powered by Steelhead” certification to the Veterans Metal team.
With the intuitive layout and guided steps, operators were easily able to navigate the accreditation process, significantly reducing time spent on extensive training. More importantly, the Nadcap Scanner line eliminated handwritten data entry, margin of error, and additional time needed to develop certifications since the scanner automatically generates them from the data and sends them to clients. The scanner has since been adopted by many other Nadcap-compliant operations across the United States.
Take Nadcap Digital
Achieving Nadcap accreditation is crucial for showcasing a commitment to quality, aligning with industry benchmarks, and accessing lucrative business opportunities. With the advent of digitized solutions like the Nadcap Scanner implemented within a comprehensive manufacturing ERP, companies will streamline the accreditation process, enhance operational efficiency, and bolster compliance with a system that’s “literally just button clicking,” as one manufacturer observed.
Embracing innovative tools not only saves time and resources, but also strengthens market positioning and client relationships. By merging the prestige of Nadcap accreditation with digital advancements, heat treaters can elevate their operations to reach new heights of excellence.
About the Author
Chantel Soumis, Head of Marketing, Steelhead Technologies
Chantel Soumis is serving as the head of Marketing at Steelhead Technologies. With a robust background in manufacturing technology and strategic partnerships, she leverages over 15 years of experience to shape the company’s marketing landscape.
For more information: Contact Chantel at chantel@gosteelhead.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
A group of graduates from MIT and Duke University identified manufacturing as an industry overburdened by rapidly growing energy costs and proposed a technology to provide electric bill savings of up to 30%. They will be piloting this technology with a U.S. heat treater, ThermoFusion, a Californian heat treater and brazer.
EQORE, a startup tackling energy issues for manufacturers, is developing smart energy storage systems. They aim to cut industrial energy bills by a third while offering a payback period of 1–3 years. Connected behind the meter, an EQORE system serves as an optimizing filter for electric equipment without changing its operation in any way. The system consists of a wall-mounted computing unit and a compact floor-mounted battery pack. It can be installed inside or outside of a facility and only needs a connection to the electric panel and internet.
The founding team features backgrounds in energy storage engineering from Tesla and Apple, as well as software and business development, and is supported by an innovation fund at MIT. The technology specifically targets reducing demand charges, which can account for 60–70% of industrial electricity costs. Demand charges penalize high variability in electric usage, a characteristic of heat treating facilities like ThermoFusion. For these facilities, a single peak in power usage can drastically increase the entire bill. Remarkably, in some locations in the U.S., demand rates have doubled since 2022.
After talking to over 200 businesses, utility representatives, and energy experts, the team concluded that the solutions to the demand issue remain limited. Available power optimizations disrupt customer operations, while independent power generation like solar is often out of reach due to its decade-long repayment periods. EQORE’s solution empowers clients to reduce energy costs while maintaining existing production levels.
Their team is actively looking to engage with more pilot customers and is open to collaborations.
The original press release is available upon request.