An energy technology company based in Dresden, Germany, was recently appointed the Kanthal® Award by the jury at a prize ceremony in Stockholm, Sweden, on October 4.
The jury awarded the prize to Sunfire GmbH according to the following motivation:
“Sunfire GmbH has developed a process converting regenerative power, CO2, and water into synthetic gas or a crude oil substitute (Blue Crude) which has the potential to satisfy the key need for CO2-neutral transportation fuels for the sustainable society of tomorrow. Sunfire is nominated for their process which utilizes waste heat with the help of efficient high-temperature flow heaters to maximize the overall efficiency.”
The Kanthal® Award recognizes innovations related to new solutions in sustainability, quality of life, and the field of energy efficiency. The Kanthal® Award includes a prize sum of 5000 Euro ($5500), a statuette, and a diploma. The prize sum is, however, not for the winner to keep, but is to be donated to a charitable organization which supports the same criteria the Kanthal® Award is based. Sunfire GmbH will donate their award to the environmental organization Greenpeace.
Dr. Dilip Chandrasekaran, Head of R&D and Technology at Kanthal and Chairman of the Jury
“It feels great, I’m very motivated,” said Sebastian Becker, Sunfire GmbH. “Sunfire has a very motivated team and we are eager to make the world more renewable. Hopefully, we have the right idea at the right time with the right people, and I think this can make us successful.”
Dr. Dilip Chandrasekaran, Head of R&D and Technology at Kanthal and Chairman of the Jury, said: “Sunfire GmbH has with their technology fulfilled the key criteria for the Kanthal® Award, to promote innovation, sustainability, and benefits on a global scale.”
Kanthal is Sandvik Group’s global brand in heating technology.
A U.S.-based aerospace and firearms parts company, which has been manufacturing bolt carrier groups for the AR-15 and M16 rifles since 1991, offers precision manufacturing of the .223/5.56 bolts and bolt carriers to buyers of a high quality .308 bolt carrier assembly for the AR-10 rifle.
The .308 bolt, made by Young Manufacturing from SAE 9310 steel, is precision ground in three critical areas after heat treating to military specifications (mil-spec). This removes the distortion that occurs during heat treat and provides the most accurate fit possible on the center support ring and the bolt tail. Grinding the back of the lugs true to the bolt face produces a bolt that locks up true and square to the center of the bore. Bolts are magnetic particle inspected to detect any stress fractures that might occur during the heat treat process.
.308 carriers follow the same strict process as the .223 bolt assembly components, starting with 8620 steel heat treated to mil-spec, followed by precision grinding the inside bores and outside diameter to ensure they run concentric to each other and again remove the distortion from heat treat. The manufacturer adds additional surface or contact area near the front of the carrier for a tighter fit and support when the carrier is in the battery.
Global industrial fastener manufacturer Trifast PLC has announced the expansion of its heat treatment capabilities as part of the company’s response to positive gains in the first half of 2017.
“This substantial expansion allows us to access further the growth market sectors within Europe,” stated the company in a recent release, pointing to the installation of a £1 million new heat treatment plant at their TR Vic location in Italy. In addition, more complex value-add components will be supported by new automated inspection and packing machines at the production facility.
Enhanced fiberization techniques combined with proprietary processing technology is behind the manufacturing of a recently unveiled low bio-persistent (LBP) fiber that provides high-temperature performance up to 1400°C, higher than other LBP fibers currently available in the market.
Unifrax, a leading global supplier of specialty products used in industrial, filtration, automotive and fire protection applications, and headquartered in Tonawanda, New York, recently launched Isofrax® 1400, a low bio-persistent (LBP) fiber to provide customers with improved thermal and physical characteristics. The high-temperature LBP technology was first introduced by Unifrax 18 years ago and offers thermal conductivity, thermal shock resistance, and low h, at storage, as well as ease of cutting and fabrication in the worldwide ferrous/non-ferrous metals, chemical processing, and ceramics industries.
In addition to higher temperature resistance, Isofrax 1400 fiber has high solubility in simulated body fluids and hence carries no hazard classification, meeting stringent European regulatory requirements. Isofrax® 1400 fiber are exonerated from classification as hazardous (tested according to Note Q Regulation (EC) No. 1272/2008).
“The enhanced Isofrax 1400 fiber exhibits a higher melting point and reduced shrinkage at high temperatures demonstrating superior thermal performance,” said Jayne Webb, Unifrax Product Manager, USA.
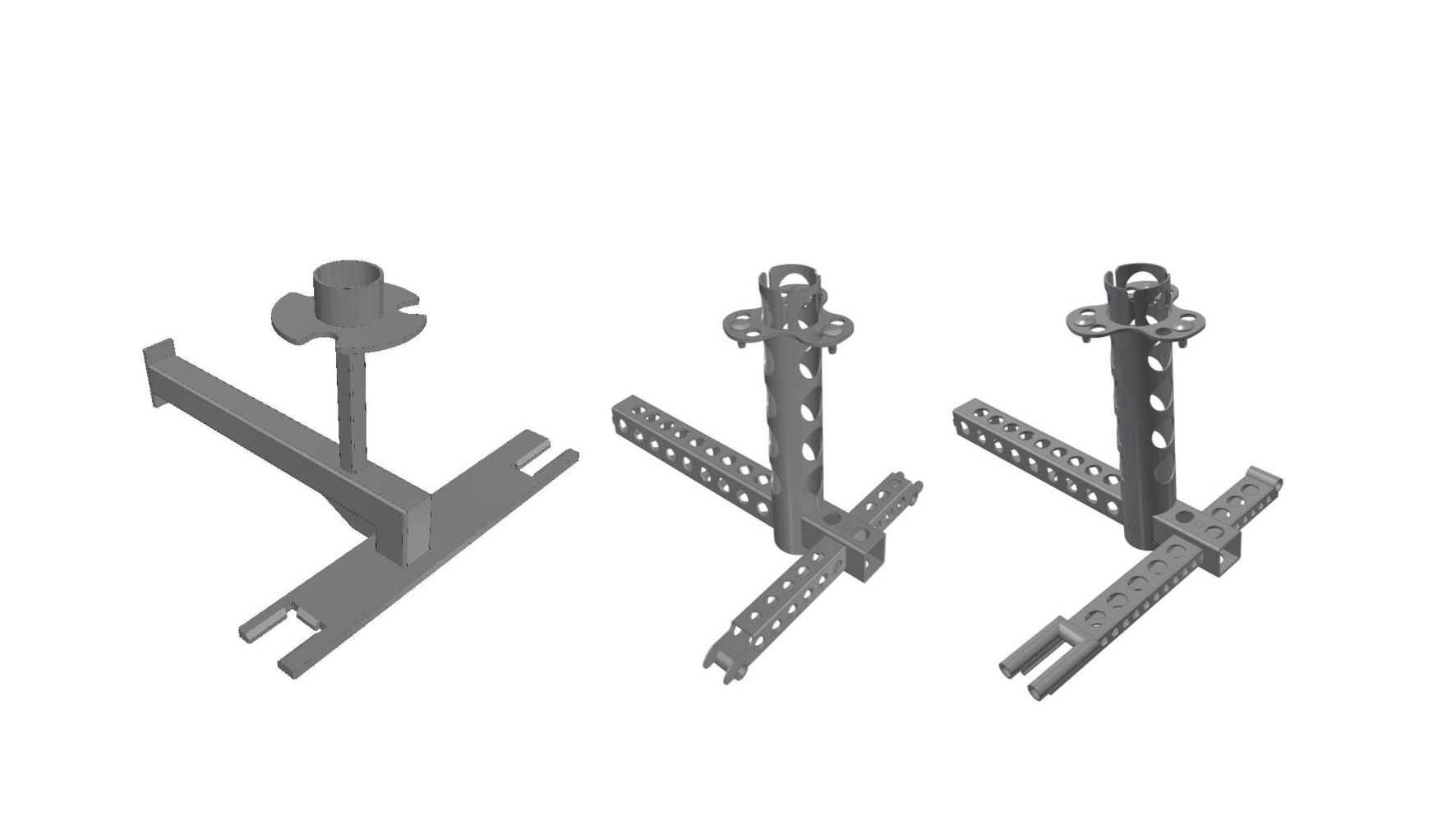
Innovative product carrier concepts can save light metal foundries millions by massively reducing alignment work and energy costs while increasing throughput and process reliability.
Furnace builders often see product carriers as a necessary evil which is why the savings that can be achieved by using optimized carrier concepts are often underestimated. In contrast, StrikoWestofen, located in Gummersbach, Germany, pursues a holistic, process-oriented heat treatment approach in which the interplay of furnace system, quenching unit, and product carrier is fine-tuned.
Rudi Reidel, General Manager, StrikoWestofen
Heat treatment is a complex multi-layered process in the manufacture of light metal castings and forgings. Its importance has increased in the past few years, particularly in the automotive industry. Today, heat treatment is applied not only to heavily stressed components such as engine parts or wheel rims, but also to safety-critical structural components found in body and chassis. Heat treatment aims to optimize material properties such as ductility, hardness, and tensile strength, as well as eliminating residual stresses. The process is carried out in three stages: solution annealing, quenching, and aging. Throughout all three stages, the treated parts are mounted on product carriers.
Product carriers are considered to be the starting point for the development of a heat treatment system at StrikoWestofen. Looking at the system holistically, they are at the very heart of any heat treatment process. “[O]ur team has completely redesigned the product carrier, built countless prototypes and carried out a large number of tests. The outcome is very promising,” said Rudi Riedel, manager of StrikoWestofen. The resulting modern product carriers are designed to realize considerable savings compared to conventional models. These savings result from reduced alignment work, increased throughput, improved process reliability and a remarkably low energy consumption.
StrikoWestofen (Gummersbach) was able to reduce the weight of product carrier mountings from 4 kg to ca. 2.5 kg.
Reduced alignment work
Heat treatment releases residual stresses which often lead to distortion of components. In order to match the tolerances specified by the end customer, any distortions must be reduced through manual or mechanical alignment work. The cost arising from this alignment work can be considerable, but it can be reduced by using optimized product carriers. The special design of the frame mountings ensures an even transfer of the heat to the component and its uniform cooling using water, air, or a mixture of air and water. Simulation, meticulous measuring, and sophisticated heat treatment tests help to ensure consistent quality and precise design of the product carriers.
Repeatable processes and increased plant capacity
Packing density and therefore throughput of the heat treatment system can be increased through fewer profiles and fixtures, which are also tailored to the component they are supporting. Modern additive manufacturing processes and precision measuring of each individual product carrier prior to delivery guarantee repeatability and stability of the heat treatment process. Instead of heavy frame profiles, StrikoWestofen relies on weight-reduced frames for its product carriers. This means less mass overall needs to be heated up and cooled down again, thus saving energy as well as dramatically reducing solution annealing and quenching times. Finally, the carriers are made from stainless steel instead of normal steel, preventing corrosion and surface rust and thereby increasing durability.
“Product carriers are an often underestimated but essential component of the heat treatment process. Innovative developments in this field make an important contribution to the reduction of the costs per casting and help our customers to maintain their competitive advantage in dynamic global markets,” noted Reidel.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
What would the Australian Ministry of Defense have to do with heat treating in Southern California?
Karen Stanton, Director–Corporate & Strategy of Heat Treatment Australia (HTA), explains how a growing Australian aerospace and defense market propelled HTA’s launch of their first non-Australian heat treating shop, which is today located in Sante Fe Springs, California, within a reasonable distance of customers and suppliers alike.
Listen to Heat Treat Radio’s podcast (Episode #8) with Karen’s description of how expansion into the southern California heat treat market seemed to be the most reasonable move for an agile and growing company like HTA.
Click the play button below to listen.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
NASA’s recent tests to design a technique that would allow additive manufacturing to create durable 3-D rocket parts made with more than one metal show great promise for the technique to eventually replace the brazing process.
Engineers at NASA’s Marshall Space Flight Center in Huntsville, Alabama, tested NASA’s first 3-D printed rocket engine prototype part made of two different metal alloys through an innovative advanced manufacturing process. NASA has been making and evaluating durable 3-D printed rocket parts made of one metal, but the technique of 3-D printing, or additive manufacturing, with more than one metal is more difficult.
An image from a microscope reveals how the two metals, copper alloy and Inconel, mix and interlock to form a strong bond created by the innovative 3-D printing process during manufacturing of the igniter prototype. Credits: NASA/UAH/Judy Schneider
“It is a technological achievement to 3-D print and test rocket components made with two different alloys,” said Preston Jones, director of the Engineering Directorate at Marshall. “This process could reduce future rocket engine costs by up to a third and manufacturing time by 50 percent.”
Engineers at Marshall, led by senior engineer Robin Osborne, of ERC, Inc. of Huntsville, Alabama, supporting Marshall’s Engine Components Development and Technology branch, low-pressure hot-fire tested the prototype more than 30 times during July to demonstrate the functionality of the igniter. The prototype, built by a commercial vendor, was then cut up by University of Alabama–Huntsville researchers who examined images of the bi-metallic interface through a microscope. The results showed the two metals had inter-diffused, a phenomenon that helps create a strong bond.
A rocket engine igniter is used to initiate an engine’s start sequence and is one of many complex parts made of many different materials. In traditional manufacturing, igniters are built using a process called brazing which joins two types of metals by melting a filler metal into a joint creating a bi-metallic component. The brazing process requires a significant amount of manual labor leading to higher costs and longer manufacturing time.
Majid Babai (center), advanced manufacturing chief at NASA’s Marshall Space Flight Center in Huntsville, Alabama, along with Dr. Judy Schneider, mechanical and aerospace engineering professor at the University of Alabama in Huntsville and graduate students Chris Hill and Ryan Anderson examine a cross section of the prototype rocket engine igniter created by an innovative bi-metallic 3-D printing advanced manufacturing process under a microscope. Credits: NASA/MSFC/Emmett Given
“Eliminating the brazing process and having bi-metallic parts built in a single machine not only decreases cost and manufacturing time, but it also decreases risk by increasing reliability,” said Majid Babai, advanced manufacturing chief, and lead for the project in Marshall’s Materials and Processes Laboratory. “By diffusing the two materials together through this process, a bond is generated internally with the two materials and any hard transition is eliminated that could cause the component to crack under the enormous forces and temperature gradient of space travel.”
For this prototype igniter, the two metals–a copper alloy and Inconel–were joined together using a unique hybrid 3-D printing process called automated blown powder laser deposition. The prototype igniter was made as one single part instead of four distinct parts that were brazed and welded together in the past. This bi-metallic part was created during a single build process by using a hybrid machine made by DMG MORI in Hoffman Estates, Illinois. The new machine integrated 3-D printing and computer numerical-control machining capabilities to make the prototype igniter.
While the igniter is a relatively small component at only 10 inches tall and 7 inches at its widest diameter, this new technology allows a much larger part to be made and enables the part’s interior to be machined during manufacturing—something other machines cannot do. This is similar to building a ship inside a bottle, where the exterior of the part is the “bottle” enclosing a detailed, complex “ship” with invisible details inside. The hybrid process can freely alternate between freeform 3-D printing and machining within the part before the exterior is finished and closed off.
“We’re encouraged about what this new advanced manufacturing technology could do for the Space Launch System program in the future,” said Steve Wofford, manager for the SLS liquid engines office at Marshall. “In next-generation rocket engines, we aspire to create larger, more complex flight components through 3-D printing techniques.”
The Industrial Heating Equipment Association (IHEA) released its members-only report on 12 economic indicators for the month of August – 3 moving upwards, 3 flat, and 6 dipping slightly. The report, released in on September 15th, reported significant gains in new automotive and light truck sales, steel consumption and one other index.
Source: Google Images from Magzter.com
The September 15th report summarizes economic activity for the month of August which predates hurricanes Harvey and Irma which are expected to cause year-end turbulence in economic reporting. Effects of the hurricanes are anticipated to dowse economic activity in September and possibly into October, followed by a rebuilding boom in the final months of the year into 2018. IHEA reports that the effects of the hurricanes are unprecedented in recent history and will make predicting year-end results very difficult for the thermal processing industry.
The increase in new automotive and light truck sales, as well as the upward tick in steel consumption, are believed to be somewhat tied together and possibly aided by a fear of pending import steel tariffs.
In addition to automotive light truck sales and steel consumption, the monthly IHEA report also covers the following economic indices with professional analysis of their impact on the thermal processing industry specifically:
New home starts
Source: Google Images from DealerVideoShowroom.com
Industrial capacity utilization
Metal pricing – gold, aluminum, copper, nickel
New orders (PMI)
Capital expenditures
Durable goods
Factory orders
Credit movement
Transportation activity index
For more information about this report or for a copy of the report, contact IHEA Executive Director, Anne Goyer, at anne@goyermgt.com.
A Korean automotive parts manufacturer recently had an NX-1230 potential-controlled nitriding system installed for processing automotive springs.
Previously directing its nitriding processes to outside suppliers, Daewon, Corp., commissioned the system from Nitrex Metal, recognizing that its interests would be better served by performing the nitriding in-house. Daewon supplies automotive parts to Hyundai, Kia Motors, GM, Chrysler, Volkswagen, and other global automakers.
Nitreg® nitriding of springs allows fatigue resistance for longer service life in automotive use. The technology also maintains tight dimensional tolerances (no distortion), uniformity from part to part, and repeatability between production runs. The system is capable of processing a load capacity up to 11,570-pound (5250-kg) and complies with the nitriding requirements laid out by AMS2759/10A.
A uniquely engineered, high-temperature refractory metal hot zone has been delivered by the furnace division of an international supplier of refractory technology metals and technical ceramics to one of its furnace customers. The engineering team of the German manufacturing firm H.C. Starck fabricated a 1600°C hot zone designed to operate in a vacuum, with certain inert gases or in a reducing atmosphere. By simulating the temperature of each layer, it was ensured that the proper materials were applied throughout the hot zone.
”H.C. Starck is excited to deliver the first of its kind refractory metal hot zone,” said Andreas Mader, President and CEO of the Fabricated Products Division. Supplying growth industrial sectors such as the electronics sector, the chemical industry, medical technology, aviation and aerospace, energy and environmental technology, and machine and tool building from its own production locations in Europe, America, and Asia, the company employs 2,500 people in the USA, Canada, the UK, Germany, China, Japan and Thailand.