An Israel-based manufacturer of all-electric air mobility solutions recently announced it has selected Prescott, Arizona, for its U.S. headquarters, which will include the manufacture of the aircraft’s ultra-light all-composite frames.
EViation Aircraft will establish operations for its electric commuter aircraft, Alice, at a site located adjacent to the Prescott Municipal Airport. The facility will serve as EViation’s base of operations for its expansion from Israel into the U.S. market. EViation selected Prescott as an optimal location for its U.S. headquarters given the area’s skilled workforce and high-density altitude, an ideal environment for test flights.
Omer Bar-Yohay, CEO of EViation
With the goal of making clean regional air travel accessible for all, EViation is tackling one of the world’s dirtiest industries — aviation. Its zero-emission, 100% electric solution, the Alice Commuter, which will be test flown at the 53rd Paris Air Show in June 2019, leverages an IP portfolio that includes thermal management and autonomous landing, as well as distributed electric propulsion, industry-leading battery technology, and cutting-edge composite body frames capable of carrying up to nine passengers on a single charge for 650 miles. EViation will certify and commercialize the Alice aircraft while partnering with leading industry suppliers to bring its prototypes to scale and to the global market.
“As we develop our regional electric aircraft, the U.S. represents a high-growth, near-term target market for us, given its many regional transit corridors and abundance of approved airstrips,” said Omer Bar-Yohay, CEO of EViation.
A Dozen Quick Heat Treat News Items to Keep You Current
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Italy-based ICMI Forni Industriali has installed and launched its third heat treatment chamber furnace. The company specializes in the design and construction of plants for heat treatment and heating. The furnace has an internal dimension of approximately 7 ft 10 in x 7 ft 10 in x 7 ft 3 in (2,400 x 2,400 x 2.220 m), and can load a weight up to 3 tonnes.
A Southbridge, Massachusetts, heat treating company recently received approval of a tax deal from the town council for the expansion of space and equipment of its facility. Hardline Heat Treating Inc. manufactures thermal processing units and lines for the automotive and firearms industries and hopes this expansion will open up the aerospace market.
US Representative Mike Kelly (PA District 3) recently toured Solar Atmospheres of Western PA. The congressman, a leading supporter to small business, was able to observe and hear firsthand how tax reform has influenced Solar’s future and was extremely pleased to hear how the tax reform bills that he supported have spurred tremendous private investment and job creation within the Hermitage PA facility. Congressman Kelly stated, “I thoroughly enjoyed my visit to Solar Atmospheres in Hermitage last week. It is truly a world-class facility that I’m proud to represent right here in the Shenango Valley. It was fascinating to learn more about what they are producing, and just as importantly, how they are producing it. I was particularly glad to speak with Solar’s dedicated professionals about the specific policies I can support to help them thrive in our community, including tax reform and the revival of the Export Import Bank.”
Robert S. Wetherbee has been appointed by the Board of Directors of Allegheny Technologies Incorporated to become ATI’s President and Chief Executive Officer effective January 1, 2019, succeeding Richard J. Harshman as ATI’s President and Chief Executive Officer. Harshman will remain Chairman, President, and Chief Executive Officer until January 1, 2019, following which he will continue to serve as Executive Chairman of the Board until his retirement in conjunction with ATI’s May 9, 2019, Annual Meeting. The Board has elected Diane C. Creel, who has served as ATI’s Lead Independent Director since 2011, to become Board Chair effective immediately following Mr. Harshman’s May 2019 retirement. Wetherbee will also join the ATI Board.
Thomas Kubera has been named to the position of Chief Financial Officer with SIFCO Industries, Inc., effective August 7, 2018. Kubera has been with the Company since May 2014.
Jennifer Howe was recently hired by Michigan-based Premier Thermal Solutions as Regional Sales Manager, responsible for all aspects of sales within her territory of Michigan, Illinois, Wisconsin, and Canada.
ICMI expands with new chamber furnace
Congressman Mike Kelly visits Solar Atmospheres of Western PA.
Robert Wetherbee, ATI
Jennifer Howe, Premier Thermal Solutions
Equipment Chatter
A Midwestern engine manufacturer recently received an electric box furnace for the purpose of heat treating larger structures and running batches of multiple parts. The furnace is in use for hardening and annealing of many varieties of components. L&L Special Furnace Co, Inc., supplied the 22″W x by 18″H x 22″D unit, which has an alloy fan that provides uniformity (±10°F) from 300°F to 1,800°F. The alloy roller hearth and movable load table allow for larger heavy parts to be easily moved in and out of the furnace manually.
A 250°F (121°C), special electrically heated oven (No. 861), sold by Grieve Corporation, has been installed for drying small parts in a tray at an unnamed customer’s facility.
L&L Special Furnaces delivers a electric box furnace.
Grieve installs the No. 861
Kudos Chatter
ASM International recently announced a new entity, the ASM Materials Solutions Network, “to serve as an extension of [ASM]’s R&D capacity by leveraging the ASM network to provide collaborative and scalable solutions.” Announced at the AeroMat Conference in May 2018, the network serves multiple industries including Aerospace, Automotive, Oil & Gas, Materials Processes, and Medical Devices. Founding Provider Members have been announced: Battelle, ESi, Granta, IMR Test Labs, NSL Analytic Services Inc., QuesTek Innovations, Solar Atmospheres. In addition, Parker Hannifin Corporation officially became the Founding Client Member of ASM’s Materials Solutions Network.
A global manufacturer of engineered fasteners, shims and installation equipment has announced that two of its manufacturing facilities have recently been certified to IATF 16949:2016: SPIROL Industries in Windsor, Ontario, Canada, which manufactures roll formed tubular products including dowel bushings, spring dowels, ground hollow dowels, compression limiters and spacers; and SPIROL International Corp. in Stow, Ohio, which manufactures disc springs, precision shims, custom washers and spacers. In addition to IATF 16949, SPIROL Ohio also holds AS9100 Rev D (aerospace) and NADCAP (aerospace and defense) quality system certifications.
Twelve teachers from across North America, including one from Canada, and three Temple University students were hosted by Solar Atmospheres Inc. at its Souderton, Pennsylvania, facility as part of their participation in the ASM International Teachers’ Camp. The camp was sponsored by the ASM Philadelphia Liberty Bell Chapter and was located at Temple University’s Ambler campus where participants spent a week learning the basics of Materials Science Technology (MST) as taught at the high school level. For its part, Solar Atmospheres gave a brief overview of vacuum heat treating furnaces, processes, and metallurgy pertinent to the teachers’ curriculum, followed by a tour of the facility.
ASM International\’s Materials Solutions Network
Two SPIROL facilities attain IATF certification.
Solar Atmospheres hosts teachers from ASMI\’s teacher camp.
In Memoriam . . .
Professor Hans Tensi, formerly of the Technical University of Munich, recently died following a lengthy illness. As related by George Totten of GE Totten and Associates, “As all of you know, Professor Tensi made vital, influential and lasting contributions to the fundamental understanding of quenching technology as we understand it today. Much of his work and that of his contemporaries has been memorialized in Theory and Technology of Quenching, an authoritative handbook co-edited by B. Liscic, H.M. Tensi, and W. Luty. . . . Prof. Tensi was recognized for his numerous contributions by his election as a Fellow of ASM International and the International Federation for Heat Treatment and Surface Engineering (IFHTSE). Professor Tensi is survived by his wife Ingrid, his son Thomas, and his three grandchildren Elina, Nelia and Jannis.”
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com.
Canadian and Russian medical science technology researchers have been collaborating on a project to develop an industrial technology for the production of metal rod stocks used for creating modern bone implants, particularly for implants to treat spinal problems such as scoliosis. They recently published the success of their work — which includes a form of heat treating.
Vadim Sheremetyev, one of the research authors and a senior research associate at NUST MISIS. (Photo supplied by NUST MISIS)
Scientists at the National University of Science and Technology (NUST) MISIS (Moscow, Russia) along with colleagues from the Ecole de Technologie Superiore (Montreal, Canada), announced the development of a new combination of alloy processing that produces solid and durable implants that are fully compatible with the human body. The research article is published in the Journal of Alloys and Compounds.
“The working material of this new generation of alloys is based on Ti-Zr-Nb (titanium-zirconium-niobium), which possesses so-called superelasticity, meaning it can restore its original shape against large and repeated deformation. Ti-Zr-Nb is also noted for its high mechanical strength and resistance to corrosion.”
“Our method of combined thermomechanical processing of alloys — in particular, radial-displacement rolling and rotary forging — allows researchers to get the highest quality blanks for biocompatible implants by controlling their structure and properties. Such processing of blanks gives them an outstanding resistance to fatigue and overall functional stability,” said Vadim Sheremetyev, one of the research authors and a senior research associate at NUST MISIS.
A Cleveland-based heat treatment software and engineering firm, specializing in metallurgical process engineering and thermal/stress analysis of metal parts, recently announced that mechanical and fatigue testing is underway on an innovative gas quenching unit designed to minimize component distortion during the hardening process.
The DANTE Controlled Gas Quenching (DCGQ) unit is capable of quenching single components following a time-temperature schedule designed for a specific component and steel alloy using the DANTE software.
DANTE Solutions proposed the concept of the process and the DANTE Controlled Gas Quench (DCGQ) unit and collaborated with Milwaukee-based Atmosphere Engineering (now part of United Process Controls), which built the unit, and Akron Steel Treating. The project is funded by the US Army Defense Directorate (ADD), and the aim market is aerospace, where high hardenability steels are used for gears, bearings, and shafts.
Front view of DANTE Controlled Gas Quench (DCGQ) unit
Back view of DANTE Controlled Gas Quench (DCGQ) unit, showing the HMI in process
Test coupons in the unit after the run.
Justin Sims, mechanical engineer, DANTE Solutions
According to Justin Sims, a mechanical engineer with DANTE Solutions, the project began with Phase 1, wherein the team had to “make sure that a relatively slow cooling rate through the martensite transformation did not degrade material properties.”
“Phase 1 showed that we had comparable results for hardness, tensile properties, Charpy impact properties, and bending fatigue to the standard quenching practice for Ferrium C64,” said Sims. “We then initiated Phase 2 and had a unit built that was capable of controlling the temperature of the incoming quench gas to within +/- 5°C.” Phase 2 will end December 2018 after two years. The Phase 1 process currently has a patent pending.
Mechanical & Fatigue testing is currently underway at Akron Steel Treating Company where the unit is installed, and samples have been processed to compare the DCGQ process to standard HPGQ of high alloy steels. The current steel under investigation is Ferrium C64. Sims noted that DANTE is overseeing the processing of the test materials, and commercial metallurgical testing companies are performing the tests.
Tensile Testing Metallurgical Laboratory completed the hardness, tensile and Charpy impact testing, and the results are similar for conventionally hardened C64 samples and DCGQ processed samples. IMR Test Labs is conducting the bending fatigue tests. The US Army at Fort Eustis will conduct the rolling contact fatigue tests.
“We have hardness, tensile, and Charpy impact results from the unit we can share with anyone who is interested,” said Sims. “Distortion, bending fatigue, and rolling contact fatigue are currently being evaluated and the results will be available before the end of 2018.”
“We believe that the DANTE Controlled Gas Quench (DCGQ) process, patent pending, has the potential to change the way heat treating is performed on high hardenability steels,” added Sims. “By controlling the temperature of the incoming quench gas, components experience a near uniform transformation to martensite. This near-uniform transformation has the potential to eliminate post-heat treatment correction operations by minimizing part distortion and allowing designers to account for the size change distortion in the initial design of a component. To date, mechanical and dynamic properties for Ferrium C64 processed using the standard hardening process and the DCGQ process has been identical. Bend fatigue and rolling contact fatigue are currently being evaluated.”
This is the sixth in a series of articles by AMS2750 expert, Jason Schulze (Conrad Kacsik). Click here to see a listing of all of Jason’s articles on Heat Treat Today. In this article, Jason advances the discussion of TUSs with an examination of requirements that apply to TUS thermocouples. Please submit your AMS2750 questions for Jason to editor@heattreattoday.com.
Introduction
Any technician who has performed a temperature uniformity survey understands that the assembly, use, and placement of thermocouples are imperative to the success of the TUS.
As we move through the requirements of Temperature Uniformity Surveys, in this installment we examine the requirements which apply to TUS thermocouples.
TUS Thermocouples Re-Use, Quantity, and Arrangement Requirements
TUS Thermocouple Re-Use Requirements
AMS2750E, paragraph 3.1.3, can be difficult to understand at times. To start, it’s important to understand the difference between expendable and nonexpendable thermocouples.
Expendable Thermocouples:
“Thermocouples made of fabric or plastic covered wire. The wire is provided in coils or on spools. Insulation usually consists of glass braid or ceramic fiber cloth on each conductor plus glass braid overall.”
Nonexpendable Thermocouples:
“Thermocouples that are not covered with fabric or plastic insulations. One type consists of ceramic insulators over bare thermocouple wire, sometimes inserted in a tube for stability and protection. A second type consists of a combination of thermocouple wires, mineral insulation, and a protecting metal sheath compacted into a small diameter. The thermocouple thus constructed is protected, flexible and, within the temperature limits of the sheath material, may be used many times without insulation breakdown. This type of thermocouple, conforming to ASTM E 608, is available under many trade names.”
Once these definitions are understood, we focus on paragraphs 3.1.3.3, 3.1.3.4, and 3.1.3.5 carefully to ensure you apply the correct usage allowance to the correct thermocouples.
Paragraph 3.1.3.3:
“Expendable test sensors may be reused if ‘U’ in the following formula does not exceed 30. A ‘use’ for test thermocouples is defined as one cycle of heating and cooling the thermocouple (2.2.77). U = Number of uses below 1200 °F (650 °C) + 2 times number of uses from 1200 °F (650 °C) to 1800 °F (980 °C). Expendable base metal test thermocouples shall be limited to a single use above 1800 °F (980 °C).”
Notice the paragraph begins with the term “expendable test sensors.” This prohibits the U-formula from governing the replacement frequency of nonexpendable test sensors as well as expendable sensors which are not used as a test sensor.
Paragraph 3.1.3.4:
“Any base metal TUS thermocouple that is (1) used exclusively under 1200 °F (650 °C), (2) identified, and (3) preserved/protected from damage (i.e., crimping, excessive moisture contact, corrosion, etc.) between tests or remains installed on a rack that is protected between tests,) shall be limited to no more than 90 uses or 3 years, whichever comes first and may be reused subject only to the limitations of 3.1.3.1 to 3.1.3.2.”
This paragraph begins with “Any base metal TUS thermocouple.” This would apply to any base metal thermocouple (i.e. Type K, Type N, etc.) used for a TUS, whether expendable or nonexpendable.
Paragraph 3.1.3.5:
“Nonexpendable base metal TUS thermocouples reinstalled for each TUS through ports in the furnace, used in the same location and depth of insertion for each TUS and used exclusively under 1200 °F (650 °C) shall be limited to no more than 90 uses or 3 years, whichever comes first and may be reused subject only to the limitations of 3.1.3.1 to 3.1.3.2.”
This paragraph is very specific regarding its application. For this paragraph to apply, the supplier would need to be using a) nonexpendable thermocouples that are b) base metal, which are c) reinstalled through ports in the furnace and used (non-resident) d) at the same location and e) depth of insertion.
Suppliers interpreting the usage requirements of test thermocouples should pay close attention to Figure #1 in AMS2750E. Figure #1 lays out the usage requirements of AMS2750E in an easy-to-read format that can be used as a quick reference.
Figure 1, AMS2750E
TUS Thermocouple Quantity Requirement
AMS2750E, page 27, paragraph 3.5.13.1, states that the number of TUS thermocouples shall be in accordance with Table 11. The top 2 lines reflect the most widely used. (See Figure 2.)
Figure 2
The amount of test sensors is based on the cubic foot of the qualified work zone. This should not be mistaken for the cubic foot of the heating area in the furnace, or control zone, as the full heating area is not always the size of the qualified work zone.
Table 11 begins by categorizing the options as “Workspace Volume Less Than.” Once your qualified work zone is established, you will need to apply that to the table to determine how many TUS thermocouples will be needed. As an example, if your qualified work zone is 562 cubic feet, you would need a minimum of 19 test thermocouples distributed throughout the qualified work zone during the TUS.
TUS Thermocouple Placement Requirement
Thermocouple placement is described in AMS2750E paragraphs 3.5.13.2.1 and 3.5.13.2.2. Paragraph 3.5.13.2.1 relates to the thermocouple placement for qualified work zone volumes that are less than 3 cubic feet. Typically, this would apply to small air furnaces or laboratory furnaces used for testing, although could very well apply to smaller atmosphere or vacuum furnaces. Each paragraph describes the requirements for a rectangular qualified work zone and cylindrical qualified work zones.
Paragraph 3.5.13.2.1
“For furnace work zone volumes less than 3 cubic feet (0.085 m3), four TUS sensors shall be located at the four corners and one at the center. If the furnace work zone volume is cylindrically shaped, four TUS sensors shall be located 90 degrees apart at the periphery and one shall be located at the center. In both cases, all TUS sensors shall be located to best represent the qualified work zone.”
To better describe the requirement within this section, I’ve included a diagram of the requirement for both rectangular and cylindrical qualified work zones.
The location is a requirement, although the numbering sequence identified in these diagrams is optional and the supplier has the freedom to number the locations as they see fit.
Paragraph 3.5.13.2.2
“For furnace work zone volumes greater than 3 cubic feet (0.085 m3), eight TUS sensors shall be located at the corners and one shall be located in the center. If the work zone volume is cylindrically shaped, three TUS sensors shall be located on the periphery of each end, 120 degrees apart. One of the remaining TUS sensors shall be located at the center; the other two shall be located to best represent the qualified work zone. For furnace work zone volumes greater than 225 cubic feet (6.4 m3), the additional TUS sensors required by Table 11 shall be uniformly distributed to best represent the qualified work zone. When radiant heat from the periphery of the work zone is used to heat the product, the additional sensors shall be uniformly distributed at the periphery of the work zone.”
Again, the diagrams to the right better describe the requirements within paragraph 3.5.13.2.2.
Conclusion
Now that the TUS thermocouple requirements have been established, we will move on to the requirements of initial and periodic TUS requirements in the next article.
Submit Your Questions
Please feel free to submit your questions, and I will answer appropriately in future articles. Send your questions to editor@heattreattoday.com.
An Irish engineering group specializing in the design, manufacture, and servicing of hard-rock drilling consumables has added two separate state-of-the-art heat-treatment lines as part of the group’s global expansion, both from a Michigan-based manufacturer of industrial furnace equipment for ferrous and non-ferrous metals.
Mike Jones, Benton Plant Manager, Mincon USA
Mincon Group plc purchased a complete batch style integral quench heat treatment line for its U.S. plant in Benton, Illinois, from AFC-Holcraft. The furnace, with an effective load size of 36″ x 72″ x 56″, tempering furnaces, washing and conveying equipment, controls system and accessory equipment, will be utilized for the heat treatment of components such as those used in heavy industries like mining and drilling.
In-house heat treatment processes were pioneered and have been perfected at Mincon’s headquarters in Shannon, Ireland, and now this new facility at the Benton plant will ensure consistency in the quality of drill bits it produces. The $2.5-million project was completed in April 2018 after 18 months, and Mincon Group expects it to help the company double its production volumes.
“We are excited by the possibilities presented by the addition of this key piece of equipment,” said Mike Jones, Benton Plant Manager, Mincon USA. “In addition to ensuring our USA plant produces superior quality drill bits, running our own facilities also shortens manufacturing cycle times and introduces flexibility when compared to using an outsourced heat-treatment solution.”
Tracy Dougherty, Sales Manager at AFC-Holcroft
Another smaller size line with an effective load size of 36″ x 48″ x 36″ will be delivered to Perth, Australia. Both batch furnace lines have features designed to reduce distortion of the products being processed.
“We’ve seen tremendous demand for on the part of manufacturers to continually improve control, quality, consistency and reduce distortion,” stated Tracy Dougherty, Sales Manager at AFC-Holcroft. “The addition of these batch furnace lines will allow Mincon to increase production using brand-new equipment that meets their need for high quality and productivity. We’re excited to be a part of their continued growth in the market.”
If there’s one thing that can be determined by reading through the reasons given for nominations to Heat Treat Today‘s 40 Under 40 feature, it’s this: there are in the industry many young metallurgical and heat treating professionals with drive, intelligence, work ethics, and skill that will land them a multitude of awards, promotions, and public acknowledgements.
But as to whether any of them will match the achievements of “titanium savant” Russell Gordon Sherman remains to be seen.
“Sherman’s claim to fame is his research and development concerning alloys and heat-treating protocols for the titanium industry, expanding upon the usability of the metal during the formative years of the titanium industry.”
Dr. Frauke Hogue, a Fellow of ASM International
Recently, Dr. Sherman, 92, who is a member of ASM International, was announced as the recipient of the 2018 Lifetime Achievement Award from the International Titanium Association for “his work in developing titanium alloys, pioneering the high-volume production of titanium aerospace fasteners, and designing heat treating protocols for the titanium industry.”
The Santa Monica Daily Press noted that Sherman made possible the high-volume production of titanium aerospace fasteners during the years when the U.S. and the Soviet Union were vying for aerospace supremacy. Sherman will be presented with the award at the Titanium USA 2018 Conference and Exhibition, October 7-10, 2018, in Las Vegas.
“The entire titanium industry has benefited from his research into developing a higher-strength titanium (the workhorse Ti-6Al-4V alloy) through the heat treatment of solution treating and aging,” wrote Dr. Frauke Hogue, a Fellow of ASM International.
Sherman’s research, presented first in a paper at ASM’s convention in Philadelphia in October 1955, titled, “The Heat Treatability of Ti-6Al-4V”, went on to impact multiple industries but particularly the industrial fastener industry as it intersected with aerospace.
Still providing consulting services in the titanium industry, Sherman, though retired, is not resting on his laurels.
“. . . . If you’re lucky, you might spot the Titanium Man out in Santa Monica, relaxing after a much-accomplished life.”
A medical devices design and manufacturing firm recently expanded its Electrochemical Grinding (ECG) technology, enabling it to provide more robust processing of harder materials such as spring-tempered steel and heat-treated stainless steel.
Cadence Inc, which is headquartered in Staunton, Virginia, installed its latest equipment for processing profile grinding- shavers and related products at the company’s Cranston, Rhode Island, facility. The expansion incorporates high precision, burr-free grinding with CNC control
“This latest technology allows us to produce high precision, burr-free point grinding, as well as complex geometries with a cost-effective process for our customers,” stated John Rose, Senior Project Engineer at Cadence RI. “Some of our current operations such as tube cutting, stylet notch cuts, and trocar tip forms are now burr free in one efficient process.”
The new ECG technology also allows grinding to extremely tight tolerances and very low cutting forces for thin wall parts. Furthermore, Cadence can cut almost all types of metals burr-free with this new technology.
In addition to medical devices, Cadence manufactures life science and industrial products.
It’s well documented that there is a brain drain in manufacturing, including in the heat treat industry. Back in April, Heat Treat Todayspoke with one company who estimated that up to 60 percent of the heat treat brains in their organization will retire within the next 10 years. Read more here: “One Fix for Heat Treat Brain Drain”
“This is not an isolated case. Baby boomers, who make up the vast majority of today’s heat treat industry brain trust, are beginning to retire and there are not enough metallurgists graduating from North American universities to fill the gap.” ~ Doug Glenn, Publisher of Heat Treat Today
It’s no surprise, then, that dozens of companies are taking advantage of the opportunity to nominate the young talent within their organization for Heat Treat Today‘s 40 Under 40 Class of 2018.
Today (Wednesday, August 15, 2018) is the last day. If you are looking for a way to recognize the young heat treating professional in your circles, Heat TreatToday is here to help. HTT’s40 Under 40 Class of 2018 will bring prestige and recognition to your key young talent helping with retention appreciated by many Millennials, Gen Xs, and Gen Ys.
Who to nominate:
Nominate yourself (good!)
Nominate your colleagues (very good!)
Nominate your CUSTOMER (excellent!)
MAXIMUM EXPOSURE — Where it will appear:
Special print edition at Furnaces North America 2018, Indianapolis, October 8-10
Special digital edition promoted to Heat Treat Today’sentire Daily e-Newsletter distribution list
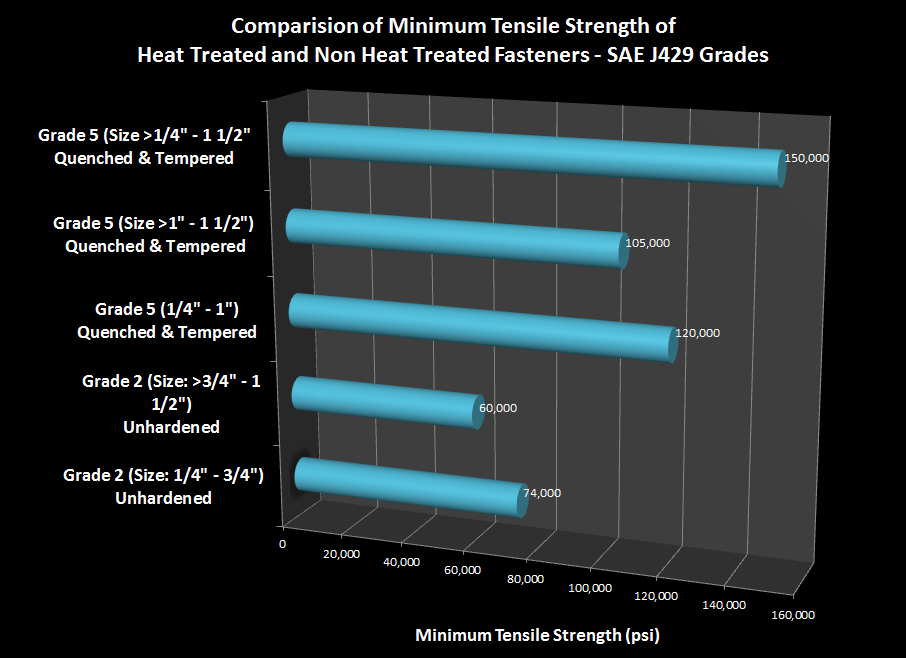
When tensile, shear or combination loads place a demand on bolted joints, heat treatment is a crucial step in the manufacturing of the high-strength fasteners often required to withstand the pressure.
“About 90 percent of fasteners are steel based and the required strength level is usually developed in steel fasteners using quenching and tempering processes.” ~ IEEE GlobalSpec
The authors of this week’s Technical Tuesday describe the standard industrial applications that call for heat-treated bolts or fasteners, environmental considerations that factor into determining heat treatment processes, the types of heat treatment according to the grade of steel, and more.
Comparison of minimum tensile strengths of heat treated and unhardened SAE J429 grade fasteners. Source: Bayou City Bolts




























 Who to nominate:
Who to nominate: