What is HIP? Hint: It doesn’t mean you are fashionable or trendy! In this HTT original content Technical Tuesday feature, Derek Denlinger, corporate lead metallurgist for Paulo who has recently been focusing on heat treatment for additive manufacturing and hot isostatic pressing, shares how this process can improve mechanical characteristics of high-performance additive manufactured components.
Additive manufacturing has steadily asserted itself as a viable method for producing complex components in aerospace, medical, and other high-performance applications. And if you hang out in metallurgy circles (who wouldn’t want to?), you can’t hear “additive manufacturing” without also hearing about hot isostatic pressing, or HIP. That’s because the HIP process, which applies high heat and high pressure to densify parts, has shown promise in improving the mechanical characteristics of high-performance additive manufactured components.
But while that’s the most popular use case for HIP, it’s far from the only one.
HIP Applications
HIP is recently popular thanks to the prevalence of additive manufacturing for high-performance aerospace parts or medical devices like artificial hips, but the process is over 60 years old.
HIP was initially developed as a diffusion bonding technique. In diffusion bonding, high heat and pressure work together to weld similar or dissimilar metal surfaces without filler materials. However, metallurgists observed that those process characteristics also improved mechanical performance by eliminating casting porosity — the small bubbles of gas that can form during the solidification process of cast metals — and imparting a homogenous grain structure throughout the whole part. Porous parts or parts with variable grain structures are less durable and cannot stand up to the stress of severe service.
A similar phenomenon occurs during an additive manufacturing process called powder bed fusion. Powder bed fusion naturally leaves small voids within parts. Those small voids can cause big problems if they aren’t eliminated.
In addition to use alongside additive manufacturing and diffusion bonding of parts, HIP is typically specified as a densification process complementary to powder compaction and sintering as well as metal injection molding. It’s most often specified in aerospace, medical and dental, oil and gas, power generation, firearm, and jewelry manufacturing.
Materials Ideal for HIP
A wide array of materials can be HIP’ed in the high-pressure argon environment a unit creates. Such an atmosphere is ideal for:
Carbon steel
Tool steels
Duplex, martensitic, and austenitic stainless steels
Nickel-based alloys
Cobalt-based alloys
Titanium
The author, Derek Denlinger, in front of the HIP vessel
HIP Advantages
A common critique of HIP among some manufacturers is that it’s a costly, unnecessary, extra step in the manufacturing process. The word “overkill” comes to mind, and it’s true that some thermal processors aggressively market the process to manufacturers who make parts for which HIP may not be a metallurgical necessity. But when it’s appropriately specified, HIP gives manufacturers several compelling advantages both upstream and downstream in their production process.
Design & Manufacturing Freedom – Some parts feature highly complex shapes that are too complicated for traditional forging or casting. In response, manufacturers have either sacrificed performance with watered-down designs or added costly processing time by designing parts in pieces and then joining them via brazing. But the pressurized gas used in HIP finds its way into internal passages and blind features of complex parts, ensuring they achieve specified metallurgical characteristics while reducing the traditional failure risks.
Mechanical Characteristics – HIP has been shown to enhance key mechanical characteristics such as ductility, toughness, yield strength, and corrosion resistance. Fatigue, impact, wear, and abrasion resistance can also improve. Metallurgists have also observed that HIP’ed parts end up with less “data scatter.” Reducing data scatter enables design engineers to more accurately understand material performance and to know more precisely where the material’s limit exists. They can then design according to that known information.
Optimized Manufacturing – Whether parts are additive manufactured, cast, or forged, integration of HIP can streamline manufacturing. First, the combination of additive plus HIP’s densifying and solution treating capabilities mean more manufacturing stages can be accomplished in fewer steps. Second, manufacturers concerned about porosity can allow it to occur knowing that HIP can correct the issue.
Simultaneous Treatment – Older hot isostatic presses were typically designed with thicker walls which impeded quick cooling. That eliminated simultaneous treatment from the equation (and led some to believe the process was unsafe). Rapid quenching is built into many modern HIP models, allowing simultaneous heat treatment and hot isostatic pressing. The resulting time savings is significant. Improved performance of parts treated in this manner has also been observed.
Reducing Scrap – There’s always variability in manufacturing; the risk of scrapping some parts is ever-present. But HIP can help reduce scrap in two ways. First, it can be incorporated into regular production of parts with tricky designs to make up for potential upstream process deficiencies. Second, it can be applied as needed if a one-off problem occurs in a single batch. In either case, the potential savings are compelling.
Hot isostatic pressing is creating new possibilities for manufacturers of high-performance parts. For example, the Quintus Technologies QIH 122 unit was installed into Paulo’s Cleveland Division. The rapid cooling capability of the HIP vessel is comparable to vacuum furnace quenching. These properties make it possible to HIP and solution treat parts simultaneously, imparting decidedly better metallurgical properties while reducing turnaround time.
Paulo recently installed this Quintus Technologies QIH 122 rapid cooling hot isostatic press in its Cleveland, Ohio facility.
“Optimism” may be a good description to highlight January’s Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary. It states, “The US economy has started the year in better shape than had been expected. Now the attention of the economist has been focused on two questions. The first, why the headwinds that were expected to slow things down haven’t? And the second, how long can this situation be expected to last? Despite the predictions that consumers would become weary and businesses would begin layoffs at the start of 2020, “… some of the pressure was released with the ‘phase one’ deal with China and the consumer just seemed to power through their concerns.”
New home starts experienced an unexpected and encouraging rebound
The summary reports, “In looking at the index readings this month, the news is pretty good. Of the eleven, there are seven that are trending positive and four that are pointing in a more negative direction. The more important note is that the good news readings are very strong and the negative readings are not so dramatic.”
Of the seven positives indices, new housing starts experienced a dramatic rebound, and the housing sector is as strong as it has been in some time. Additionally, the reports states, “There was also some significant gain in terms of steel consumption. The automotive sector and the energy sector have helped boost demand.”
Significant growth in new orders after 5 consecutive months in decline
One other significant area of growth to note is the PMI, “There was a very impressive rebound as far as the Purchasing Managers’ Index was concerned. The overall index jumped back into expansion territory with a reading of 50.9 but an even bigger leap was noted in the New Orders index as it went from 46.8 to 52.0. Given the future orientation of the new orders data, this is good news indeed.” Other indices showing a positive growth were capital expenditures, durable goods, factory orders, and the credit manager’s index.
Those indices that weren’t as upward trending, but not “all that depressing” were new automobile/light truck sales, falling metal commodities prices due to lack of demand, and capacity utilization. The transportation index seems to be more of a concern, “The slip has been mostly in the rail and maritime sectors thus far as both have been affected by the trade wars and other interruptions in the global economy. The bottom line is that the bad news data has not been all that serious and most are likely to see some improvement in the future if the good news data keeps coming in.”
In conclusion, the news is better than expected this month with much growth. However, we can’t ignore the coronavirus and that its effect on the global economy has yet to play out completely.
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
This HTT Technical Tuesday feature originally appeared in heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets and with whom we are partneringto share the latest news, tech tips, and cutting-edge articles that will serve our audience – manufacturers with in-house heat treat.
Carsten Stölting CEO Aichelin Service GmbH
In this article, Carsten Stölting, CEO of Aichelin Service GmbH, explores bringing maintenance systems into the digital era with a digital assistance system for thermal processing plants.
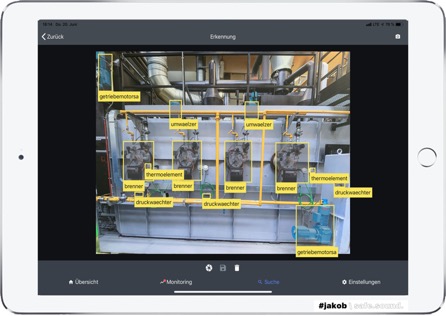
"To this day, the maintenance of heat treatment plants is characterized mostly by manual work; very few digital tools exist for information display, plant support, data acquisition, or data collection. This means that, in this field, only very few of the possible advantages of digitization are being used. Mobile maintenance assistants are thus a real opportunity to support maintenance departments in their daily work. They also increase the potential for cost savings due to their better efficiency and the fact that they reduce down times. This article provides a general overview of the status quo. Moreover, #jakob\safe.sound, a novel mobile assistance system for thermal processing plants is presented."
In general, it has become clear over the course of recent years that manufacturing companies see maintenance no longer as a mere cost factor and a necessary evil, but have rather come to recognize it as a real value-adding factor for their production. Many production managers know about the relevance of a well-functioning maintenance system for the economic success of their production. And yet, maintenance as a non-direct profit earner remains under great pressure from cost savings. Saying that well-functioning maintenance guarantees efficient and successful production while at the same time being under pressure due to cost factors in fact demonstrates two diametrically opposed assumptions. This should create an ideal environment for innovative solutions and approaches. Regrettably though, especially in the heat treatment industry, this trend towards innovation has not quite been acknowledged.
Even companies with a strong maintenance strategy lack method to take their maintenance system into the digital era to increase their cost saving potential and efficiency gains. This may in part be due to the installed base of the plants, which are often 10, 15, 25 years old, sometimes even older. Production plants with such an advanced age easily suggest that there is only very little to no valid digital data such as sketches, parts lists, sensor readings, etc. Which in turn suggests that digital assistant systems cannot be used. The much-lauded digital twin seems like a distant dream in such cases.
Yet maintenance should have special significance for the heat treatment industry and should inspire the development of extensive assistance systems. There is, for instance, the factor of plant safety. Few other production plants emanate similarly high-risk potential. The constant risk of fire, deflagration, and explosion and even the leakage of poisonous gases – all are potential hazards that can occur due to false or incorrect maintenance of heat treatment plants. But also, from a purely financial point of view, maintenance of heat treatment plants is of importance. Unlike with most conventional production facilities, cases of damage of a relatively simple component can lead to considerable and unplanned down times. Depending on mounting position inside the furnace, a simple exchange that takes only two hours can lead to a down time of several days or, in larger plants, even up to a week or two, despite direct availability of the spare part. As the plant must cool down, two to three days may pass (in some cases even considerably more) until the part becomes accessible. The controlled heating, the setting of the furnace atmosphere and the retraction of the plant then takes another four to five days. Hence, the more information and support the maintenance staff can get, the better will they be able to service the plant, the more efficient will they be able to operate. Unplanned down times and production interruptions can thus be avoided or at least shortened considerably.
ASSISTANCE SYSTEMS IN GENERAL (CMMS SYSTEMS)
The market offers many so-called CMMS systems (Computerized Maintenance Management Systems). Different producers often have different industry focus. However, all systems share the fact that they come without application, meaning without being set up for one specific plant. This means that the systems do not usually have any plant-specific content and are thus empty. The user must feed the systems with plant-specific information first. But this type of information is not usually available, or if yes, it is only rudimentary. Descriptive documents and the occasional spare parts lists are often available, usually in pdf format. More in-depth, plant-specific information such as plant structures, extensive parts lists, wear data, specific maintenance instructions or maintenance plans are usually missing. Moreover, clear SPS data from the existing plant that is also relevant for maintenance is often not accessible or not integrable. Feeding these systems thus becomes a monumental, almost impossible task for the respective department. Furthermore, many of the systems on the market are often very extensive, almost like ERP systems. While this does offer multiple evaluation and controlling options, it also complicates applications during the operation of a plant. This may be because these systems are described as Computerized Maintenance Management Systems. The root and focus lie within the management of maintenance, but not primarily in its implementation. This focus has only evolved over recent years with the emergence of mobile IT.
File input is usually via PC, meaning that anything operated on the machine directly must be saved temporarily (usually the analog way with an infamous handwritten slip) and then entered into the PC afterwards. Often this means double the work, leading to very poor acceptance of the systems by the maintenance staff. Another aspect that maintenance staff often note is that the basic needs for the maintenance of the plant are not met by the systems, while numerous reporting and analysis functions do exist.
Digital Assistance System for the Industry
The challenges mentioned above have multiple causes. Providers of CMMS systems do not have the necessary knowledge and information on the plants to configure their systems accordingly. The users, too, do not have, or have only a limited amount of data such as documents, parts information or access to SPS information. Up to now, the plant manufacturer was not a necessary stakeholder in the set-up of such systems. Which is why, in June 2018, a joint project was launched, consisting of a software manufacturer (Humai Technologies GesmbH from Vienna, Austria), a plant manufacturer (Aichelin GesmbH from Mödling, Austria), an industrial maintenance and service provider for heat treatment plants (Aichelin Service GmbH from Ludwigsburg, Germany), and two production companies in the automobile industry (a Bavarian tractor manufacturer with a large pusher-type furnace and an Upper-Austrian automobile supplier with three large pusher-type furnaces). It is a collaboration between companies, supported by the Austrian Berndorf AG and brought together under one roof. The objective is to develop a mobile assistance system for the maintenance of heat treatment plants. Particular attention shall be paid to finding a solution that
is manufacturer-independent (multiple plant manufacturers
can be integrated into existing plants
does not require high additional installation effort for sensors
enables the operating maintenance staff to use existing devices (i.e. mobile phone, tablet) to run the application directly at the plant
Figure 1. Presentation of the first prototype at the Heat Treatment Congress 2018
The interdisciplinary team had discussions about the technical possibilities for this endeavor. Just in time for the Heat Treatment Congress in Cologne in October 2018, we were able to deliver a live presentation of a first prototype to a selected expert audience (Fig. 1). The aim was to receive comprehensive feedback from users and experts about the focus of the project and integrate accordingly. The feedback turned out very positive and confirmed our basic assumptions and approaches. The maintenance assistant, called #jakob/safe.sound, should simply provide operative maintenance staff with a maximum of all existing information and it should be simple to handle. “All information” means the manifold data from different sources, such as: item master data and multi-level bills from ERP systems, construction data of the plants, the entire plant documentation and the most recent maintenance and set-up protocols. Moreover, edited monitoring data of relevant SPS data such as power consumption, positioning times, temperature curves, set-up parameters etc. should be made available to the maintenance staff in the simplest manner possible. The objective of maximum security/reliability means that the maintenance staff, but also the operator of the plants are guaranteed the secure knowledge of the status quo of their plant and whether there is a risk of unplanned down times.
With this requirement, #jakob was divided into the following main areas and functions. It is used to support the user in:
Identifying components (object recognition)
Spare parts supply/spare parts management
Maintaining and servicing/information procurement
Monitoring the state of the plant
Predictive maintenance
OBJECT RECOGNITION
Figure 2. Existing technical solutions for component recognition [Source: Humai Technologies]The project team is convinced that the key to success lies in the simplicity of operating the system by using innovative technologies. A conscious decision was made to forge new paths with technology, while remaining down to earth at the same time. Existing solutions for the identification of spare parts or components in mechanical engineering companies from Germany (2017) are primarily based on RFID, bar code, and QR code technologies. Fig. 2 shows that this is only successful in 50 % of the cases, as existing applications such as RFID, bar code, and QR code often do not work in environments with heat, dirt or wear and tear, or for various other reasons. It was also consciously decided not to focus on prestigious eyecatchers such as Augmented Reality Data glasses (Google Glass or Microsoft Hololens), due to two essential reasons: one, the digital maintenance assistance should be easily available and always at hand for all maintenance staff. This could not be guaranteed with expensive and sensitive data glasses. However, almost everyone these days carries a mobile device such as smart phones or tablet computers, regardless of whether running on Android or Apple iOS. (Fig. 3)
Figure 3. Object recognition with standard mobile devices
Moreover, data glasses require perfect data structures (i. e. 3D models of the plants and parts), which has yet to become a standard even in newly built plants in the thermal processing industry. It was decided that the approach would be to only rely on existing data and information in order to equip as many plants as possible – even older ones – with the maintenance assistant and thus be able to provide significant support for the entire hardening industry. In this respect, it can be said that the assistant supports all maintenance staff as a personal assistant and a colleague who is always available.
OBJECT AND SPARE PART RECOGNITION
Figure 4. Example of component identification with AI detection
The assistant breaks new ground in the field of spare parts recognition. Via AI-App on your smart phone, parts and components can be scanned and identified within only a few seconds. The automatic recognition of spare parts saves employees a lot of time. In 2017, it was shown that it takes experts approximately 12 min to find the right spare part in the various documents and systems. The time for such a search will continue to increase in the future, as plants are growing more and more complex and employees are less experienced. The reliable identification of parts paves the way for more information on them. How many times is this specific part installed, what is its article number, how much does it cost, what is the delivery time? The connection with information from procurement history, date of installation and expected mean risk of malfunction provides every part with a résumé (Fig. 4). In a last step, the selected spare/wear part can be placed in a shopping cart for a quotation request.
MAINTENANCE PLANNING AND IMPLEMENTATION/INFORMATION PROCUREMENT
Maintenance staff receive all relevant data and settings of the detected parts and components at the tap of a screen. Questions such as: How do I service a power unit? When was it last done? How do I set up a part correctly? – are all detected by semantic search algorithms from the existing sources of information and then processed. This means that the maintenance staff have all the answers available right from the start, directly at the plant thus offering support for seasoned and experienced staff just as well as for neophytes. Moreover, step by step, the work is made available analogically with the manufacturer-specific service plans and guarantees that no relevant steps or parts are overlooked. At the same time, status assessments can be made for down time – critical parts, which enable predictions of malfunctions and their proactive prevention.
MONITORING
The permanent monitoring of critical areas of the plant is to prevent unplanned down times. Down time-critical components are, if possible, monitored with existing sensors. Component monitoring was realized in the most recent version of Focos 4.0, the process data recording system developed by Aichelin. For the past three years, this software has been installed dozens of times and relies on existing sensors in the plant, thus enabling the use of existing systems and making their data/information accessible. The clearly prepared monitoring data are then compared to expert knowledge and recommendations for action to the users can be derived from that. Moreover, the data is also saved for further use in the course of the Predictive Maintenance Module planned for the future.
PREDICTIVE MAINTENANCE
The most important objective of this development project is to offer a so-called Predictive Maintenance Solution to customers. By means of the numerous sources of information from maintenance intervals, status assessments, sensor data, and also indirect process data and the underlying algorithms, it will be possible to issue warnings and tips even before the malfunction of a part. For this purpose, we have been working with our cooperation partner, the Fraunhofer Austria Research GmbH, to develop methods to receive reliable predictive status assessments. Especially in the hardening and heat treatment industry, the key to success does not lie with the numerous sensors, which are not even built into existing, pre-installed plants, and for which the retrofitting would render any ROI approach pointless. The focus instead is placed on acquiring data indirectly, if possible, and with as few sensors as possible. In combining and integrating diverse information available on the existing plant, it will be possible to make accurate down time and status predictions and thus forecast predictive maintenance tasks.
PROFITABILITY ASSESSMENT
As mentioned above, one of the main objectives of the project is to establish a digital maintenance assistant not only for new plants, but for the much more numerous existing plants in the heat treatment industry. Aside from the mentioned challenge regarding master data, this also sets significant requirements for profitability. It goes without saying that the mentioned functions cannot be simply implemented using only a minimal effort. While it is relatively easy and comes with only low additional cost to provide and integrate all necessary data sources, it also comes with considerable effort for existing plants. To reduce this effort down to a degree, where the installation of such a system pays off within one year, is the challenge the project team is facing. The key lies in the consistent use and smart connection of all existing data sources, rather than in the creation of new data and the installation of additional hardware.
However, the first pilot applications already show clearly that the use of such a mobile assistant that is available 24/7 creates considerable added value in terms of cost and quality for both the maintenance staff and the plant operator. Specifically, this means:
Time for spare part identification is drastically reduced
Incorrect orders and deliveries can be avoided
More efficient information retrieval and more concrete, immediate, and faster support through “smart” access to all available information from handbooks, lists, sketches, etc.
Reduction of incorrect settings on the plant
Reduction of energy consumption due to enhanced plant settings
Significant reduction of cost of unplanned plant down times
These experiences have convinced the current project team to continue onwards with this assistant and thus be able to offer maintenance staff in the heat treatment industry important support in their daily work.
About the Author: Carsten Stölting is CEO of Aichelin Service GmbH in Ludwigsburg, Germany. He has been with Aichelin and furnace manufacturing for 8 years.
STALMAX, a manufacturer of fasteners, is investing in a belt furnace for tempering in a protective atmosphere. The provided equipment is designed for hardening fasteners, such as bolts and nuts, intended for the automotive industry. The main element of the line is a belt furnace equipped with a muffle, in which the heat process is conducted in a protective endothermic atmosphere.
The applied design solutions allow for a high evenness of temperature uniformity to be achieved. The automated process of the work of the ATG processing line by SECO/WARWICK, equipped with a weighing system, enables a precise loading of the treated elements on the hardening furnace belt.
STALMAX vice president, Robert Jeż, says, “SECO/WARWICK with their solutions answers real manufacturing needs, and ATG-type line is a guaranteed fulfillment of the industry’s and the clients’ requirements. The partner has not only offered an excellent furnace, but also protected us in case of an unwanted failure. In accordance with individual needs, components of element coding have been introduced and are connected to the alarm base (PLC) and electric documentation of the control system. Such a solution allows to immediately identify the failure and the damaged element.”
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 2
In this episode, Heat Treat Radio host, Doug Glenn, continues his conversation with Nel Hydrogen Heat Treat Manager David Wolff about the use of hydrogen in heat treat processes. Listen to this second part of a two part conversation to find out more about the various delivery systems available, the economics of using hydrogen, and whether using hydrogen might make sense for your specific heat treat application. If you missed Part 1 of the series, click here.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 2
The following transcript has been edited for your reading enjoyment.
This Heat Treat Radioepisode/transcript is based on the e-book shown above. Click on the image above if you'd like to get your own download of this 18-page e-book.
Doug Glenn (DG): Welcome to part two of this 2-part series on the use of hydrogen in heat treat processes. Today we are wrapping up a conversation we started last time with David Wolff of Nel Hydrogen. This 2-part series is based on the content of an eBook recently published by Heat Treat Today in cooperation with Nel Hydrogen entitled “Hydrogen Generation and its Benefits for Heat Treaters.”
In part one, we discussed some hydrogen fundamentals. Things like what purpose hydrogen plays in the heat treat process. We hit on safety issues, the processes where hydrogen is typically used, and other atmosphere generation systems and how they compare to hydrogen, as well as several other hydrogen basics. In this episode we're going to dig deeper into several topics, including the various delivery systems available, the economics of using hydrogen, and whether or not using hydrogen might make sense for your specific heat treat application.
We're going to get back to our discussion with David Wolff of Nel Hydrogen. Remember, this is part 2. If you'd like to read the transcript or listen to part 1, click here. Now back to the interview.
DG: Let's talk about typical modes of delivery for hydrogen. My understanding is we're talking about bulk delivery from some of your gas companies, generated hydrogen, which, as you mentioned, could be endo or exo, that does produce some percentage of hydrogen, but then also we've got a product that you guys are offering, which is a hydrogen generator. Let's talk about those delivery methods just briefly, maybe summarize them, their advantages/disadvantages, etc.
Delivered atmosphere options
David Wolff (DW): While nitrogen and argon, the diluent gases are available anywhere on earth because they are components in the air, hydrogen is only available by generating it from a hydrogen containing material, such as methane or from water. Delivered hydrogen needs to come from a hydrogen plant that may be hundreds of miles away from any particular customer. In most cases, if you're buying hydrogen, say from an industrial gas provider, that hydrogen has come from a plant where it's made, cleaned, and then packaged or processed in a way for efficient delivery. It might be liquefied or it might be compressed and then it's trucked to thermal processing customers for storage and subsequent use. Your delivered hydrogen is coming from some chemical or other facility, which may be quite far away.
As you mentioned, Doug, the two historically significant sources of generated, what I will call “blended atmospheres,” typically fall under the name "generated atmospheres," and I'll group endo and exo together because they're really made in a very similar way, and then dissociated ammonia. Endo and exo are made by thermally cracking natural gas, which is primarily methane, and endo and exo describe two very similar processes for making an atmosphere which consists of hydrogen, water, carbon monoxide, and carbon dioxide. The ratios of those gases differ whether you're using endo or exo gas, but both gases contain all four-hydrogen, water, CO2, and CO. As long as your process can utilize all four of those gases, then endo and exo are quite economical, particularly today when methane or natural gas is so cheap. You don't have to be that old to remember that natural gas at one time was not so cheap. I remember not so long ago where natural gas was about five times what it costs today. There was a period of time when endo and exo were not attractive in industry because of the cost.
Now ammonia dissociation or DA (dissociated ammonia) has a popular and cost-effective technique for generating a kind of general use furnace atmosphere where you store ammonia and then you use a heated catalytic reactor to crack that ammonia into a gas which is 75% hydrogen balance nitrogen. DA has been used for many, many decades, and in fact there are many methods which have standardized on DA. It is still popular. The challenge with DA is it requires the storage of ammonia, and ammonia is ever more unwelcome in communities because if it leaks, it creates a hazardous material response incident.
DG: You've got storage issues there. It's very obvious when ammonia leaks, you can tell with your nose, it is a harmful gas, so you've got to be very careful with the storage of it. That is the point.
DW: And there is one other issue, and that is if you're using DA, you can't get pure hydrogen. Because you're starting with a gas which is 25% nitrogen, so no matter how much you dilute it by adding pure hydrogen, it is still going to have nitrogen in it. If you want pure hydrogen for the ultimate in flexibility, it can be helpful to generate pure hydrogen.
The final thing you asked me to talk about was the equipment that Nel Hydrogen provides, which is electrolytic on-site generation of pure hydrogen. That has become newly attractive because we've managed to reduce the capital cost of electrolysis equipment and we've managed to improve the energy efficiency, the hydrogen production versus the electricity used. And in an environment where it is harder and harder to store hazardous materials like ammonia or pure hydrogen, it is interesting and attractive to be able to make cost-effective, process pressure, dry, pure hydrogen which you can then custom blend into whatever diluent gas you want, whether it's nitrogen or argon, in the exact ratio needed for your parts.
Atmosphere generation systems
DG: Exactly, because you're talking about the endo or exo, you've got a range there of how much hydrogen, or what percentage of hydrogen you can have, whether you run it rich or lean, and things of that sort. With DA (dissociated ammonia), your looking at 75% hydrogen/25% nitrogen, basically very little deviation from that. With a system where you are on-site hydrogen generating, you can dilute it at whatever percentage tickles your fancy.
DW: Exactly. And by definition, the metallurgist will assist you to run the most dilute mixture that meets your metallurgical needs. Because that's how you save the most money, by diluting the hydrogen as much as the metallurgy will allow.
DG: Very briefly, for those who might not know, tell us about the technology inside of your equipment, the proton exchange membrane and things of that sort. Explain how it works, and then I'd like to ask you what kind of capacities can these systems that you supply, how many CFH or however you measure it, how much can you produce for a process.
DW: It is easy to explain because we've all done it in high school chemistry. Virtually every person among us, in high school chemistry, has used a direct current from a battery and two electrodes to crack water with an acid or base in it to make hydrogen and oxygen bubbles. We're doing exactly the same thing, but we're doing it on an industrial level. Our equipment uses an electrolyte, which is made by Dupont, to enable us to crack water into hydrogen and oxygen and maintain the two gases on two different sides of a solid membrane. That has important safety advantages because the hydrogen and oxygen can never mix. We make very pure hydrogen. The only impurity in that hydrogen is water. As manufactured in our equipment, the hydrogen is wet with water. The only purification that we do to that hydrogen is we dry it. And we dry it to the specification for industrial grade either gas or liquid hydrogen. In essence, it is a replacement for gaseous compressed, or liquefied hydrogen, that you might have delivered to your facility.
The raw materials that we require are simply electricity and de-ionized water, and we require also cooling water for some of our larger scale equipment.
DG: The contention is that there are some real potential benefits to some heat treaters by having on-site hydrogen generation. What are the advantages and then, are there some heat treaters who shouldn't even consider using hydrogen?
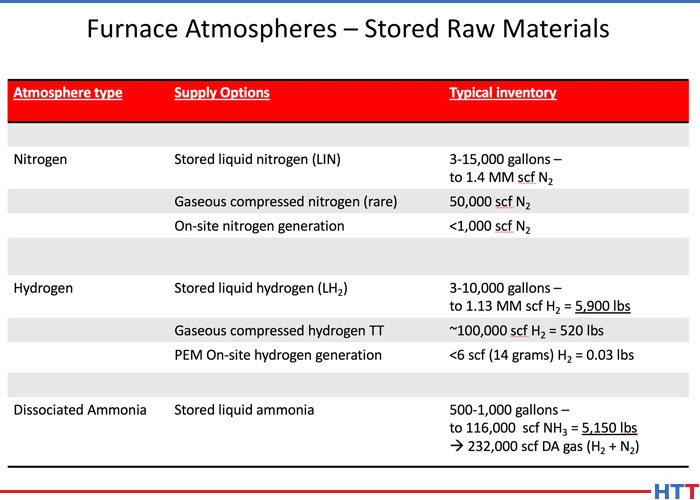
Stored atmosphere raw materials by the numbers
DW: Getting rid of the need for on-site hazardous material storage is a huge benefit. That is a major benefit- zero hazardous materials inventory. Cost predictability is often even more important than having the lowest absolute cost at any point in time. With hydrogen generation, most of the cost is in the capital and in the electricity that you use to drive the equipment. So cost predictability is much better, for example, than with ammonia, natural gas, or with delivered hydrogen.
On-site electrolytic hydrogen generation makes pure hydrogen as compared with exo, endo, or DA. And the hydrogen that you're using is very, very pure. It is 99.9995% or better, so it's the equivalent of very, very pure delivered hydrogen. We provide very dry hydrogen. One of the drawbacks to the generated hydrogen in exo, endo, and DA is that those gases are not as dry, so you often need a higher hydrogen level in order to achieve similar scavenging of oxygen. People find, for example, when they replace DA with generated hydrogen and nitrogen, they can often use a more dilute blend. So rather than having to use 75/25, they might be able to use 50/50, saving money.
Finally, the generated hydrogen from Nel equipment is available at considerable pressure, 200 to as high as 435 Psi. That makes it easier to use a pressure-based blender to selectively blend hydrogen and nitrogen to your desired furnace atmosphere blend.
DG: How big are these systems?
DW: We have equipment anywhere from 4 cubic feet an hour of pure hydrogen up to 19,000 cubic feet/hour of pure hydrogen. The cost of the equipment goes up as you get bigger. I think the 'sweet spot' for generated hydrogen is probably not to try to compete with the largest endo and exo facilities. I think a thermal processor might choose to utilize a generated hydrogen for those materials and processes that require pure hydrogen or a purity of atmosphere unattainable with endo or exo.
Endo and exo are really good technologies and especially today with inexpensive natural gas. If you can use those, God bless you, use them. But if today you're using DA or you're using delivered hydrogen, then I think you might find it very worthwhile to choose a hydrogen generator which might have a capacity of 200 or 400 or 1000 cubic feet an hour for your process. And, in doing so, you might find that, as compared with certainly DA, you can use a leaner blend and save money as well as get better process results.
DG: What are the maintenance issues that we're seeing with on-site generation equipment?
DW: There are two types of normal maintenance required. All of our equipment is designed with internal flammable gas detectors. That's important from a safety point of view. That protects you from any leaks within the equipment, it also protects the facility if there was any flammable gas in the facility atmosphere, the hydrogen generator would shut down. Those internal flammable gas detectors need to be calibrated once every 3 months. The nice thing is that it only takes 15 minutes, but it is a planned, required maintenance operation that must take place every 3 months and takes 15 minutes. And of course, we train you how to do that.
In terms of schedule maintenance of a more involved type, our equipment is designed to be maintained once per year. Again, we train our customers to do that, or we can offer to come in and do it ourselves. It is a kind of maintenance that is very straightforward and can be done by a mechanical or electrical technician. It includes replacing parts, such as the water pump, that have a defined life-time. And we recommend that those parts be replaced on a proactive point of view in order to eliminate nuisance failures. For example, a water pump might last 3 years or 25,000 hours, for example. And really, that's it. Like any process equipment, you can have failures and we have set up a robust service capability so that we can diagnose and get people parts as quickly as possible so that they can keep their equipment running with the highest on-stream time possible. Especially for customers in other countries, we often recommend that they have on-hand a kit of parts that we call 'recommended spares kit', which is a very cost-effective way to have the parts available that we have seen fail in the field, so that they don't have to wait for shipped parts to show up. As soon as a failure is diagnosed, they can put in the parts and they can be right back on-stream and then we can replace any parts that were taken from the recommended spares kit.
DG: I next asked Dave to address the economics of the system. How does on-site hydrogen generation compare to other gas delivery systems?
DW: In terms of economics, the cost of on-site generated hydrogen is really very straightforward. It is the capital cost of the equipment, the cost of the electricity and water inputs and the cost of annual maintenance. The equipment can be a purchase or a lease. And because you're acquiring the equipment, of course there is an economy of scale to consider. Small volumes of hydrogen is smaller equipment. And then, in that case, we find that most people find the generator capital cost for smaller users might be around $2.00/hundred cubic feet. That is the capital cost of the equipment depreciation. As the size of the hydrogen generator increases (that would be tube trailer users or liquid hydrogen users), the capital cost of the equipment drops below $1.00/hundred cubic feet. So as equipment gets bigger, the capital cost per unit of production falls. Our largest capacity equipment, intended for very large scale manufacturing, which might be used, but might be too large for most thermal processors, has a fixed cost as low as 20 cents/hundred cubic feet. So you can see there is economy of scale.
Now the energy cost of the hydrogen is most of the variable cost. Water is almost nothing. Depending on the specific model of the system chosen, it requires between 15 and 19 kilowatt hours of electricity to make a hundred cubic feet of hydrogen. Here in the US, in 2018, the US industrial electrical rate was about .07/kilowatt hour average. So the average in the US in 2018 was 7 cents. If you multiply that by 15 – 19 kilowatt hours/hundred cubic feet, then you get an electric variable cost of between $1.05 and $1.53/hundred cubic feet. So you add that variable cost to the fixed.
Your annual maintenance is somewhere between $2,000 and $5,000. Obviously, that is a bigger hit for the smaller users than your larger users. Altogether, the cost of hydrogen for on-site water electrolysis in the medium volume range of interest to the thermal processing industry ranges from a high, at the low end of the use, of about $4/hundred to as little as $2/hundred for users of larger volumes, say your liquid hydrogen users.
DG: Best candidates for on-site generation and then, are there some people who shouldn't?
DW: The best candidates for on-site hydrogen generation are those for whom the technique, equipment, and product quality, the hydrogen quality, provide competitive advantage. So very compact equipment, zero hydrogen inventory, very pure hydrogen with relatively low maintenance, highly predictable costs and the ability to blend any hydrogen atmosphere to pure hydrogen down to forming gas, are all advantages of on-site electrolysis hydrogen.
We observe that captive heat treating operations often prioritize the characteristics of on-site hydrogen generation because they see a direct effect on product quality and ease of integrating heat treating processes into their facility. So they are more interested in- is it safe, is it pure, is it easy to operate than is it the cheapest possible hydrogen. Because of the capital cost (this equipment is not cheap), the best candidates for on-site hydrogen are going to use the equipment hard. The closer to 24/7, the less expensive, the capital cost contribution to your cost structure. So use it hard.
There are a few usage characteristics that argue against on-site hydrogen and similarly would make endo, exo, or DA less attractive. If you've got a temporary requirement for hydrogen, or a batch process that occurs irregularly or with long time gaps between batches, or you have a portable requirement, or where your actual atmosphere required might still be under development. In all of those cases, frankly, you'd be better to start out with delivered gases, at least until you understand the requirements of the process and the scheduling for the gas use until you establish a predictable pattern.
Finally, endo, exo, and DA are really good technologies to make a hydrogen containing atmosphere. If the cost of the atmosphere is the most important factor and the safety issues of ammonia storage and CO containing atmospheres are acceptable, and the characteristics of the exo, endo, or DA atmosphere are acceptable to your processes, then those may be a good choice.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost.
End of Part 2.
Part 1 of this two-part series aired on January 30, 2020. To find that episode, click here. To find other episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio,a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 1
In this conversation, Heat Treat Radio host, Doug Glenn, engages Nel Hydrogen Heat Treat Manager David Wolff in a conversation about hydrogen generation and its purposes. Find out more about what hydrogen is best used for, what hydrogen can do for your company, why hydrogen is preferred to nitrogen, and how to safely use it to the best effect.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 1
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here today with David Wolff from Nel Hydrogen and we're going to be talking a bit about on-site hydrogen generation. This really has come about because of an eBook that David and one of his colleagues, a gentleman by the name of Chris Van Name, and Heat Treat Today worked on together. The eBook was based on a presentation that you gave at FNA 2018.
Dave Wolff (DW): You're correct. The eBook was based on the FNA (Furnaces North America). I did an expansion on it for Fabtech 2019.
DG: I want our readers to know you before we jump into the content of the book. If you don't mind, Dave, would you just give us your name, rank, serial number, etc.
This Heat Treat Radioepisode/transcript is based on the e-book shown above. Click on the image above if you'd like to get your own download this 18-page e-book.
DW: I've been in the industrial gas industry for my whole career, (hard to believe), going well over 40 years now. I've been a little over 20 years at Nel Hydrogen. Before we were called Nel, we were called Proton Onsite. I joined relatively early in Proton's history. Proton was begun in order to commercialize attractively cost on-site hydrogen using water electrolysis. I found that incredibly exciting, as I came from the industrial gas industry, and I witnessed first hand the importance of having cost effective access to hydrogen in order to succeed in materials processing. Prior to Proton, I was with Messer, who is now back in the United States; and I was with Air Products for about 13 years prior to my time with Messer.
DG: So you've spent, let's say, 40 years in the industrial gases industry and most recently, and a good bulk of that time, with what was called Proton Onsite, now called Nel Hydrogen. For our reader's sake, Nel in the US is headquartered out of New England?
DW: Yes. Nel, in the US is headquartered in Wallingford, Connecticut, which was where Proton was based. Nel's worldwide corporate headquarters is in Norway. Nel is a corporation related to the historical Norsk Hydro, which has been around since 1927 and involved with water electrolysis since the early 20's.
DG:So today we want to talk about hydrogen, but we're going to talk specifically about on-site hydrogen generation. But before
Delivered atmosphere options
we get there, if you don't mind Dave, give us a quick rundown on just the role of hydrogen in your normal, typical heat treat process. What does hydrogen do for us?
DW: You start with the fact that hydrogen is a reducing gas, which means that it can prevent or even reverse oxidation. For example, you can put oxidized parts through a hydrogen atmosphere furnace and they'll come out the other end, say if it's a belt furnace, bright and shiny. At the elevated temperatures used in metal thermal processing (heat treating), the rate of oxidation is increased, so you have to protect the metal so that it doesn't discolor from oxidation. And more concerning, oxidation will interfere with braze material flow in brazing and will prevent proper sintering of powder metal fabricated parts, so oxidation is a real problem in thermal processing.
DG: Right. So the reason of the brazing and whatnot is because of contamination on the surfaces, right? You don't get a solid braze or a solid sinter.
DW: Exactly. Now hydrogen is not the only reducing gas. CO (carbon monoxide) can also be used. But CO is highly toxic, so it is not routinely used, except if it's created incidentally in the process of making endo or exo gas.
Some people wonder why nitrogen alone is not sufficient as a heat treating atmosphere. It's inert, right? But it's essentially impossible to flow enough nitrogen through an atmosphere furnace to eliminate all of the oxygen molecules. And if you did try to flow that much nitrogen through the furnace, you would rob all of the heat out of the furnace. So the attractiveness about hydrogen is it grabs and immobilizes the stray oxygen molecules preventing oxidation but still enables you to manage the flow rate in your furnace.
DG: There are some vacuum furnace heat treaters who place a piece of metal or some substance inside of their furnace (they call it a 'getter'), which basically attracts those undesirable elements out of the atmosphere. In a sense, hydrogen (not exactly, but in a sense) can be kind of that 'getter' that goes and 'gets,' if you will, the oxygen pulls it out of that atmosphere, where nitrogen you have to be pushing it out. You'd have to be putting so much nitrogen through, you still might not get rid of all of the oxygen, whereas if you have some hydrogen, it pulls it out.
DW: You're exactly right. The hydrogen acts as a chemical 'getter' and so it's analogous. A couple of other things I should mention. In addition to its role as a reducing gas to prevent or reverse oxidation, hydrogen has the highest heat conductivity of any gas. So the high heat conductivity of hydrogen means that parts heat up faster in a hydrogen containing atmosphere, and they cool off faster too. The high heat conductivity allows for higher productivity by faster cycles in batch heat treating and faster transport speed through continuous furnaces likes belts and pushers. Parts heat up fast and they cool down quickly. The alternative, if you have lower hydrogen content in your atmospheres, is longer furnaces, slower belt speeds, or longer back furnace cycles.
DG: Coefficient heat transfer hydrogen is the best for pulling heat out or putting heat in, so you're looking at process efficiencies there as well.
DW: Productivity. One final thing. While vacuum furnaces are widely used and yield terrific results, a vacuum furnace creates an inert atmosphere, not a reducing atmosphere. So a high vacuum furnace can prevent oxidation, but typically not reverse it. So in many cases, a wisp of hydrogen is often used to create a partial pressure hydrogen atmosphere in vacuum furnaces. For example, for powder metallurgy, you enhance the sintering by reducing the surface oxidation on the powder particles.
DG: We've hit on what hydrogen can do, and I think we've already hit on this next question, which is the typical heat treat processes. Brazing you've mentioned, sintering you've mentioned; what else would we typically use a hydrogen atmosphere for?
DW: Let's start with making sure that people are aware that hydrogen is used only in furnaces which are designed for hydrogen
Atmosphere generation systems
atmosphere. They have to have the right flow path, they have to have electrical parts and safety systems such as flame curtains, which are expressly designed to safely use hydrogen. Also, and importantly, the newest thermal processing equipment is highly automated for safe use of hydrogen. While hydrogen can be used safely in older equipment that is also designed to use hydrogen, it's important to follow procedures which are specifically designed around hydrogen use. So those are key considerations.
DG: I think we ought to emphasize the caveat that you're issuing. Hydrogen does have its issues, and we need to be careful with the use of hydrogen. So don't just go throw hydrogen into your furnace. It is very, very important that the safety concerns be followed.
DW: So hydrogen is used to provide atmospheres for processes like annealing, brazing, glass metal sealing and all types of sintering including PM, MIM, and AM. Hydrogen is also widely used for processing magnetic materials, motor laminations and things like that. Keep in mind that both synthetic or blended atmospheres and also generated -- and by "generated" we typically refer to exo, endo and DA (dissociated ammonia) -- those atmospheres contain hydrogen as the primary reducing gas. As I mentioned earlier, exo and endo gas also contain CO, which is also a reducing gas, and exo and endo are often used in atmospheres for hardening. Typically you don't use a pure hydrogen atmosphere for that because that will tend to soften your parts.
DG: We've covered some of the processes that are involved, and you've alluded to this Dave, but let's flesh this out a little bit
Stored atmosphere raw materials by the numbers
more--we don't often use hydrogen alone. Often it is used as one component with other gases. Let's talk about why that is. Besides the obvious safety issues of using 100% hydrogen, let's talk about why we don't see 100% hydrogen and what we're often mixing with.
DW: I like to use an analogy here. Think of hydrogen gas in a furnace atmosphere, kind of like dish washing detergent. When you're washing dishes or processing parts, the function is to clean the parts, either the metal parts or cups and saucers. Dish washing detergent is diluted with water. Hydrogen is typically diluted with nitrogen or possibly with argon. In both cases, whether you're washing dishes or processing metal parts, the detergent is more expensive than the diluent. Hence, the idea is to use only as much detergent (hydrogen) as is needed to get the job done.
There are major differences between thermal processing and washing dishes. One major consideration is that the metal that is being thermally processed is actually chemically and metallurgically interacting with the furnace atmosphere. So you have the surface effect, which is the chemical effect, but also you have a metallurgical effect. That's how metals are softened and also, in the case of carbon, hardened. Obviously dishes are unaffected by the dish washing process other than having their surface cleaned. So that is part of the reason that atmosphere composition is greatly dependent on the metallurgy of the parts that you're processing. That is also the area where metallurgists have the greatest knowledge and provide unique process knowledge and value.
DG: So basically, you're going to use as little, if you will, or an appropriate portion of hydrogen to get the job done, and that is very much dependent on materials being run, processes being performed, etc. Correct?
DW: Exactly. The workhorse thermal processing atmosphere is a nitrogen atmosphere with a variable amount of hydrogen depending on the metal being processed. Carbon steel, for example, can be processed in a 4–5% hydrogen blend with the balance of the atmosphere being 95–96% nitrogen. This blend is so widely used that it has been given a nickname, so called forming gas. Some metals react adversely with hydrogen and cannot be processed in a hydrogen containing atmosphere at all. An example of that would be titanium. Titanium, which is so widely used for aerospace and also medical applications, is not processed in hydrogen at all, and that is why batch vacuum heat treating is so popular in aerospace and medical because there is a lot of titanium use.
DG: My understanding is that hydrogen causes embrittlement when we're dealing with titanium.
DW: Exactly. It causes damage to titanium parts. Batch processing also enables you to do lot tracking and other things which are important in both aerospace and medical.
Aluminum is another commonly heat treated metal that doesn't require hydrogen. Aluminum is basically generally heat treated in pure nitrogen. But other metals that do use hydrogen containing atmosphere include copper and brass, as I mentioned, magnetic steels and stainless steels. Generally, the steels, other than carbon steel, will require an atmosphere in the 30–60% range of hydrogen in nitrogen while certain grades of stainless must be heat treated in 100% hydrogen. Often the 300 series of stainless, people prefer to use 100% hydrogen for that.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
End of Part 1.
Part 2 is scheduled to be released on February 13th. Check back here for a link to that episode or go to www.heattreattoday.com/radio after February 13, 2020, and look for Part 2 in the list of Heat Treat Radioepisodes listed.
“There is a good bit of optimism regarding the 2020 economy,” this month’s Industrial Heating Equipment Association’s (IHEA) Executive Economic Summary begins. “The unemployment rate is still very low and there have been several months of solid job growth. The expected growth rate for the year remains close to 2.0%.”
The five index readings that are moving in a positive direction include new automobile/light truck sales, new home starts, industrial capacity utilization, metal pricing, credit movement as measured by the Credit Managers’ Index and the Transportation Activity Index. The report continues, “The latter two readings have a history of being ‘canaries in the coal mine’ as they react quickly to changes in economic momentum and tend to point the way for the rest of the economy later.” However, the power of the consumer is key to growth as the summary states, “The common factor, as far as growth, is anticipation of a decent short-term trend and the existence of confidence within the ranks of the consumer.”
The report also conveys that with the good news, there is some concern for what to expect later in 2020. The six indices that have trended in a more negative direction include steel consumption, the new orders index from the Purchasing Managers’ Index, industrial capacity utilization, capital expenditures, durable goods and factory goods. The summary reports, “The negative activity is almost entirely focused on production decisions.”
It appears as if Americans are feeling confident as they bring in 2020, “The consumer is still in a good mood and has yet to start worrying about the possibility of layoffs or the arrival of inflation. That translates into wishing to buy cars and homes and these indicators are therefore trending up a little.” However, as the reports concludes, it is an election year and, “Election years always create uncertainty.”
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.
Dan Szynal, VP of Engineering and Technical Service, the Plibrico Company
A significant number of refractory lining failures can be traced to either faulty design or improper installation of the anchor system. The tips of anchors in particular need special consideration due to their exposure to the highest temperatures.
In this Technical Tuesday feature for Heat Treat Today, Dan Szynal, Vice President of Engineering and Technical Service for the Plibrico Company, a manufacturer of monolithic refractories, gives 3 important tips for refractory engineers and managers to use in achieving an improved anchor design.
It is estimated that up to 40% of refractory lining failures can be attributed to a problem with the design of the anchor system or improper installation. This is a significant number. When designing a refractory lining for an industrial application, anchor design becomes one of the most important factors in creating an improved lining that is supported properly. In particular, the tips of the anchors experience the highest temperatures because they are closest to the hot face and thus become an important consideration.
Anchors have several functions. They hold the refractory to the wall to keep it from falling in. They also prevent wall buckling due to the internal thermal stresses created by high temperatures. And, to a lesser degree, anchors can also help support the load of the refractory weight.
To create a monolithic refractory lining that is properly supported and maximizes service life, here are three important metallic anchor tips you need to know.
Anchor Types and Service Temperatures
Figure 1.0: Recommended anchor tip temperature limits for various common alloys
For refractory linings using metallic anchor systems, refractory engineers and designers almost always use Class III austenitic stainless-steel anchors of various qualities. The typical grades of stainless steel used are AISI 304, 309, and 310. These contain chromium and nickel to provide the best corrosion resistance and ductility at high temperatures. For some applications in which temperatures are more extreme and the use of ceramic tile anchors is not practical for various reasons, AISI 330 and even Inconel 601 is sometimes used. These anchors have higher nickel content for superior oxidation resistance and tensile strength at temperatures of 2000°F or higher. Inconel 601 gives the added advantage of good resistance to both carburization and sulfidation in extreme applications.
Industry Best Anchor Practices
Anchor sizing for a refractory lining depends on the refractory thickness and number of components. Some designers use the practice of sizing the anchor height to be 75-85% through the main dense castable or gunned lining. Other rules of thumb used in the industry dictate that the anchor tip should be no more than two inches from the hot face of the refractory for thicker lining designs greater than 6-7″.
For refractory applications, it is useful to know the temperature gradient through the refractory lining–from the hot face to the cold face–to choose the proper anchor size so that one doesn’t exceed the temperature limit of the alloy being used. To help calculate the correct temperatures at different points in the refractory lining, many industry professionals will use a heat loss calculator/estimator. By using a heat loss calculator/estimator, one can choose the proper anchor height by determining the anchor tip temperature it will experience. There are numerous heat loss applications that can estimate the cold face of a furnace lining given the input conditions of a thermal unit. As part of its value-added service as a refractory solutions provider, Plibrico Company, LLC, has a web-based heat loss application that gives a good estimation of the thermal gradient of the refractory lining from hot face to cold face to maximize anchor thermal performance.
For example, look at figure 2.0. You can see a 9″ side wall of refractory lining using 6″ of a typical 60% alumina low-cement castable and 3″ of 2300°F lightweight insulating castable for an application operating at 2000°F with an ambient temperature of 80°F. For this application, we would select 309 SS or 310 SS metallic anchors because the intermediate temperature at about 80% of the main lining thickness is at about 1900°F. Although 304 SS anchors would be more cost effective and are most commonly used in the industry, the anchor tips would oxidize at this temperature and would essentially burn out.
A Word on Anchor Tips
Standard practice for several years now has been to allow for expansion of the anchor tines by covering the anchor tips with plastic caps, dipping them in a wax, or putting tape on them. Metallic anchors expand at about three times the rate of alumino-silicate refractories. The expansion material affixed to the anchor tips burns out at low temperature and allows the anchor space to expand without causing cracks in the refractory.
Best practices in metallic anchor design also must include anchor spacing. Greatly a function of the specific equipment and geometry size, refractory engineers must consider the specific installation area. For example, anchor spacing patterns will be different in a flat wall or roof as compared to a section that has a transition of geometry or a less critical area of a vessel.
Anchor spacing should be based on the features of each specific project, such as mechanical properties of the anchor, and the refractory lining as a function of the temperature. Refractory engineers will use these properties in mathematical models to help create the optimal anchor spacing pattern and plan.
Often, failures commonly attributed to the refractory component can, in fact, be caused by deficiencies in the anchoring system. A strong anchoring system is key to maintaining monolithic refractory lining integrity, even when it is cracked, to prevent a total structural collapse.
To prevent vessel lining failures, increase service life, and maximize refractory performance, incorporate these metallic anchor tips. With these tips, it is possible to design and optimize an anchoring system that will work well with the demanding needs of refractory linings today.
For more information about metallic anchors and refractory anchoring systems, contact the Plibrico Company at contact@plibrico.com
CMC stands for Ceramic Matrix Composite, and these materials are considered a subgroup of both ceramics and composite materials. CMC components are used in the energy and power, defense, aerospace, electrical, and electronics industries. In this Best of the Web Technical Tuesday feature, L&L Special Furnace Co., Inc. delves into the composition, applications, fabricating process, and uniqueness of CMCs.
An excerpt:
“CMCs are able to retain a relatively high mechanical strength even at very elevated temperatures. They offer excellent stiffness and very good stability, both mechanical, thermal, dimensional, and chemical.”
In this month’s IHEA Executive Economic Summary, the indices show “the unemployment rate is very low. . . and the consumer remains in a good mood.”
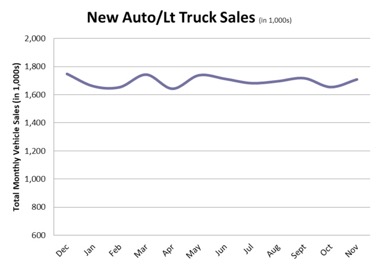
Consumers show confidence as evidence of New Auto/Lt Truck Sales.
Of the eleven targeted index readings, seven are pointing in an optimistic direction. The most positive numbers are coming from new automobile/light truck sales, new home starts, steel consumption and credit movement. The report states, “The three areas that stimulate steel consumption are vehicle manufacturing, construction, and to a lesser extent, durable goods and appliances. All three of these sectors have shown some signs of growth in the last month with commercial construction leading the way.”
The other three positive indices in that category are metal prices, capital expenditures, and factory orders. The summary reports, “The rate of factory orders has tapered off a bit, but the levels have remained more or less stable.” The trade wars may spur some reactions, too. “The restrictions on trade with China has altered supply chains as other nations step up to supply, but there has also been some additional purchasing from US factories.”
The rate of factory orders has tapered off slightly, but the levels have remained stable.
The concerning news is that these three are barely moving in an upward direction. Of the four that are trending in a negative direction, capacity utilization, new orders (PMI), durable goods orders, and transportation activity, the slump is pronounced. “This is the kind of data that encourages that sense of caution and trepidation.”
As the IHEA Economic Summary reports, “There is a little something under the tree for both the optimist and the pessimist.”
The report is available to IHEA member companies. For membership information and a full copy of the 12-page report, contact Anne Goyer, Executive Director of the Industrial Heating Equipment Association (IHEA). Email Anne by clicking here.

























{kind=link}