Heat TreatTodaypublisher andHeat TreatRadiohost, Doug Glenn, meets anotherHeat TreatLegend, Suresh Jhawar. In this third installment of theHeat TreatLegendseries, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Well, welcome everyone. This is Doug Glenn, once again, with Heat TreatToday speaking with the great honor of talking with another Heat TreatLegend. Today, we’re going to meet with Mr. Suresh Jhawar who was very instrumental in the founding of a vacuum heat treating company, and other experiences. I’ll let him tell some of that story. But, first off, Suresh, thank you so much, it’s really, really nice to have you with us.
Contact us with your Reader Feedback!
Suresh Jhawar (SJ): Thank you and you are welcome.
DG: I want to have you spend a little bit of time telling people about some of your work background: Where did you start? How did you get in this industry? Where you went and what did you ended up doing?
SJ: I came to the United States in 1962 and attended Marquette University in Milwaukee. I graduated with Master of Science in mechanical engineering and an MBA in marketing. After that, in 1970, I started at Ipsen Industries as a senior project engineer for the vacuum furnaces. Within a year, I was promoted to the position of manager of engineering services. Soon after that, I was promoted to the director of heavy equipment division, handling large and complex projects.
Mr. Wesley Gable, who was a senior vice president of Ipsen Industries, inspired me and was really helpful in my career growth. He appreciated that I was hardworking and talented in performing well to challenges and did all that was possible for meeting difficult deadlines. When my car had a problem, he even loaned me his Cadillac to go back and forth to work.
So, that is, briefly, how I got into the vacuum furnace business.
Check out more episodes from the Heat Treat Legend series!
DG: So that was with Ipsen. You started with Ipsen in roughly what year?
SJ: 1970, and I left them in 1982.
DG: Where was Ipsen at that time?
SJ: Rockford, Illinois and they are still.
DG: So, where after Ipsen did you go?
SJ: Well, I was very happy there. We had almost 400 people in Rockford and there were about 300 in Germany. I was doing good. There were two vice presidents and a president and then after that, I was part of that management team. I was in the top five people at Ipsen and driving the company in cost savings, improving products, and customer relations. I was very happy.
But I was contacted and recruited by Abar, and I was not interested. Still, I thought, “Let’s go and see.” I had close to five interviews with them, up to the chairman of [indiscernible] and they offered me the job. I always wanted a position where I could run the entire operation. Ipsen was also considering that kind of a growth for me, but they said that it would take three to five years, and I was not patient at all. When the Abar position came, it doubled my compensation. So, I took that challenge, and I ran to Abar.
My boss [at Abar], John Henry, when he stepped into my office, I said, “John, you guys screwed me.” He said, “What do you mean?” I said, “You know, I came from a nice company, and you have such a bad company here. But I’m very excited now because any idiot can improve upon this thing.”
DG: I’m sure you made him feel really good about that!
SJ: I was asked by John Henry, then the president of Abar, to write a justification. I was in Monterey in L.A., California, attending a management seminar on how to be an effective manager. They don’t let you get any phone calls, but there was an emergency and John Henry was calling. He said, “I met with Ipsen people. Can you write why it makes sense for Ipsen and Abar to join together?” In the night, (I had a nice room with a fireplace), I opened a wine bottle, and I wrote thirty pages in all caps, handwritten. The next morning, I overnighted that to John Henry and that is where it all started.
During the merger, John Henry — who was a Harvard MBA — was not happy where he was, so he was looking for jobs. I know he had resumes out, but he couldn’t find one. When this situation came, I was supposed to take over; when this opportunity [the merger] came, then I was the odd man.
DG: Ok, ok. You wrote the justification and then you got booted.
SJ: Yes. So, for a year and a half, I did a few projects. I worked in Germany, then I went with Sauder in Houston. Every weekend, I used to fly back and forth — I had an apartment. At Sauder, in less than a year, we sold three vacuum furnaces. But I was not happy. They were doing 5 million and losing a million dollars. It did not fit my objective.
Then, a customer, Continental Heat Treat, their president put me in contact with Keith Grier [founder of G-M Enterprises], so that’s how we met. In the beginning, I wanted $110,000/year; they offered me $55,000. Initially, I said no, and I went away. Later, when things did not go well at Sauder (or I didn’t like the company), Veena pushed me, and I took it. So, I came down and joined them and they said, “How much?” I said, “Your number.”
DG: I want to interject because I want to get a few names straight for people. You and I know who these people are, but others might not. First off you mentioned Keith Grier. Was Keith, at that time, one of the owners of GM? G-M existed at that time, yes?
SJ: Yes. And he had a partner, Mac McGuire.
DG: So, that’s the ‘G’ and the ‘M’ of G-M Enterprises. And you mentioned Veena, which you and I know who that is, you especially, but that’s your wife. You said Veena was pushing you to go ahead and take the job.
And you decided to take the position at GM?
SJ: Yes, as a partner with a 15% interest. Later, I bought McGuire out within a year. He was then out, so then Keith and I were the partners.
DG: What year was that?
SJ: 1987.
DG: So, in 1987, you entered in and basically started taking ownership, or took a portion of ownership, with GM.
SJ: You know, Keith was a nice guy and a good friend. He was very good with customers, and he was a good service tech. So, I helped in developing the product line. However, Keith wanted orders, and we could not make money, and we were kind of a break-even company. I was tired and so I went to Keith, and I said, “You buy me out.” He said, “No. I have a first right, you buy me out.” We talked and he wanted too much money which I could not afford. For six months, I dragged my feet, and I was losing interest. I went back and I said, “Okay, I accept.” In 2005, I took total ownership and changed the name from Greer Jhawar Industries to Jhawar Industries doing business as GM.
DG: Ah, okay! I had not heard that official business name.
That’s enough to let us know at least where you are. People should know right off that Suresh was the owner of G-M Enterprises; it is no longer owned by Suresh and is actually owned, now, by Nitrex.
I want to move on to the next question: In your years, as you were starting to either get involved with the industry or when you were in the industry, can you think of one or two people that had a significant impact on you, that maybe encouraged you in the industry?
SJ: Yes. One was Wesley Gable, who was a senior vice president [of Ipsen]; another the president of Ipsen, Les Senet, and then the next president (I’m trying to remember his name), he was very supportive of me — Lu Clay.
DG: And these guys all were just an encouragement to you in the sense of “Hey, get out there, and do it”, or how were they encouraging?
SJ: They liked the way I approached people, the business, customers, I was hardworking, meeting goals; so, I was number one choice for them.
DG: When you look back, Suresh, over your career, can you think, in your mind, what might have been the top two or three major accomplishments that you’ve done?
SJ: At Ipsen, I became, technically, the assistant to the president and traveled with him extensively to Poland and Armenia. Ten times I visited Poland in less than two years, every other month.
DG: Just curious, but why Poland? What was there?
SJ: The steel mill and annealing of silicon steel coils for the transformer steel. At Ipsen, we sold eight furnaces to Armco Steel in Middletown, Ohio. So, there was a large project of ten furnaces. Remember, at that time, Ipsen was doing only 12 or 13 million and that project was like a 6- or 7-million-dollar project.
The president and vice president were handling the commercial aspect, but before that, you have to convince the technical people that you have the right product and the right solution. That was my task. Ipsen was then successful in the booking the order for ten large car bottom furnaces. They were 84 inches wide x 45 inches high x 32 feet long. Furnaces were made in four sections, bolted. At the same time, Ipsen was also working on the license agreement with Elterma, which later became SECO/WARWICK. So, I was assisting the president and the vice president on the technical side of this license agreement and that was also signed.
I also brought Wessman Engineering from Kolkata, India, as a sales agent for Ipsen. Later, after I left, it became a joint venture and, eventually, Ipsen established a manufacturing base in India wholly owned by Ipsen. So, it was started with me by bringing Wessman Engineering into the position.
Mrs. Veena Jhawar, G-M Enterprises COO; Mr. Jean-François Cloutier, Nitrex CEO; Mr. Suresh Jhawar, G-M Enterprises President
Under my leadership with a period of three years, Abar grew and had a very, very good profit, and that’s when Abar and Ipsen came to a merger.
DG: That’s interesting. To me, there are a couple of good things there. One is one of your major accomplishments was that merger between Abar and Ipsen, which was great. But you should mention the success you’ve had with G-M Enterprises, as well; that’s got to be one of your top accomplishments.
SJ: In 1987, I joined G-M as a minority partner. At that time, G-M Enterprises was doing about 1.8 million annually and was a break-even company. In 2005, I acquired total ownership of G-M and brought in Veena Jhawar as director of supply chain and the oversee man of the operation while I was concentrating on developing customer base and innovating state of the art vacuum furnaces with superior designs and construction.
By 2018, G-M became a leading supplier to GE all over the world from Singapore to Japan and to Brazil. Pratt Whitney, Rolls Royce, Bodycote France, Precision Castparts, PCC, U.S. Airforce, and DLA, to name a few.
I was also instrumental in developing the MIM furnace, and proud to say that I developed a strong relationship with the founder and the chairman of INDO-MIM. At that time, they had only five people in their group; today they have over 3500 people.
DG: What was the name of the company again?
SJ: INDO-MIM, Inc.
Then, about five years back, they established the U.S. division because it became that customers in the U.S. wanted U.S.-made things. So, they took the space from Kelly Airforce base in San Antonio — I don’t remember how many square feet it was, maybe a 40,000 square foot building — and ordered two furnaces for their U.S. plant. By then we had already put thirteen furnaces in India. Last year, G-M got orders for three more furnaces, and before I left and when I was working as a consultant, sold two furnaces and then wrote a multi-year contract and on that basis, they bought three more. So, they have well over twenty furnaces in India and about five furnaces in the U.S. These are good-sized. They are 36 x 30 x 84 inches long. In the MIM industry, I believe, these are the biggest furnaces.
Now, INDO-MIM is the world’s largest supplier. Before, Advanced Forming Technology – AFT in Denver, CO — that’s the company with whom Indo-MIM signed a license agreement/joint venture — and then they separated.
DG: I want to talk about G-M just a little bit and speculate a little bit. G-M Enterprises, obviously, is one of your great accomplishments, if you ask me. What do you think it was that made G-M as successful as it was? If you were to look back on it now, what do you think were the keys to making it so successful?
SJ: During my career, I learned that in order to have a satisfied customer base, it is very important to have a talented, dedicated and happy staff. What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution.
"The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business." -Suresh Jhawar
The other very important aspect of business is after-market customer service. G-M built up a high level of customer support in family business. In other places, if a customer has a warranty problem or has a problem, they call the home office and the first thing that people say is give [indiscernible]. But listen, at General Electric and Pratt Whitney, these guys cannot [indiscernible]. So, we used to jump on a plane, and we’d go and take care as GM. After solving the problem, we’d say, “Hey, customer, you screwed this thing up. You’ve got to pay us.” I would say, half the customers would pay the full charge, 25-30% of the people would spread the cost, and 10-15% would say, “screw you.” So, it was a good average. That was one of the key defenses between us and other furnace suppliers.
DG: So, your point is, you just immediately responded. Let’s get out and fix the problem, then we can talk about terms later.
SJ: Just imagine: For $5000, half a million-dollar or three-quarter million-dollar equipment is down. It’s not good! So, you go and take care. That’s how you develop a good customer loyalty — they can depend on you.
I’m pretty sure that we had the highest bottom-line in the industry. We had the highest at Ipsen when I was there, it was the highest at Abar, and then at GM.
DG: Well, I’m starting to see a trend here, Suresh. Every place you’ve gone, if you weren’t making a happy bottom-line, it was an issue. You like the happy bottom-line.
SJ: I say, “Happy, happy, happy.” Then, I had a song. In Muslim religion, they raise their hand up, they say, “Allahu Akbar.” I used to say, “Bye GM, bye GM, bye GM.”
"What I believe is “happy, happy, happy”: happy employee, happy customer, happy bottom line. In any business, it’s very important to listen to the customers’ requirements rather than just throw what you have in your basket and offer innovative solutions and then listen. It’s very important that customers feel that they were a critical part of the solution." -Suresh Jhawar
DG: ~chuckles~ That’s a good mantra, right there! How many years would you say you’ve been in the industry?
SJ: Over 50.
DG: So, looking back on your 50 years, given your experience, what is the top one or two lessons that you’ve learned? What do you wish you would’ve known when you first started that you know now?
SJ: What I know now, that’s what we practice: respecting employees and rewarding them for their contribution is the fundamental recipe for success. We always treated our employees as a family member and gave them due respect for their contribution. With the right and dedicated employees, it’s very easy to provide quality and timely support to customers. Customers felt very comfortable when they call, even after 10 years, that they were talking to the same highly loyal staff, and business continuity is very important. Customers have said that when they called our competition, every two or three years, they were talking to new people. So, that was very important.
DG: So, maintaining good people basically is the point here, right? For consistency. It certainly helps with efficiency internally, but on the customer facing thing, it’s very good.
SJ: Very comfortable, yes. I used to go late in the morning, 10 o’clock or so, to work and then I’d stay until 6 or 7 o'clock. Many days, the guy in Parts [Department] was still working! And you didn’t have to ask them.
DG: Well, you know, if they find a good work environment, they’re happy to stay and they’re happy to work, which is good.
Let me ask you this question: Were there any disciplines in your life, things that you did/developed, (again, this doesn’t have to be work-related, so much, although it probably has a positive impact on your work), that were very helpful to you in advancing your career, your life, your happiness?
SJ: One was to meet deadlines. We used to have production control meetings. I was given a task, by the president, to design and manufacture a tube and shell heat exchanger. You could buy them outside, but he was bent on making in-house, and so I was given the project. And, like today being Wednesday, at 8 o’clock we were having a production control meeting and I did not do anything, and all the drawings were due tomorrow. In the production control meeting, people were laughing at me because they were looking at throwing darts at me. In a way, they were saying, in a calm voice, “Son of bitch, he puts pressure on us, but he doesn’t do his own job.”
Do you know, I never went home? And the next day I was supposed to go on a trip — I had a 10 o’clock flight from O’Hare. I worked through the night and at 7:30am when the engineering crew came in, I gave them all the drawings, bill of material, left for O’Hare, and took a nap on the plane.
What I’m trying to convey is: Meeting deadlines and commitment, to me, is always number one. No excuses.
DG: Get it done and get it done when you say you’re going to get it done.
SJ: That helps you to expect from other people, when they see you, that you do that, so they follow.
DG: They know you’ve got a platform to stand on when you’re talking to them about doing the same thing.
So, you just talked about a very interesting situation where you worked through the night to get something done. This kind of sets up for the next question, and that is: How did you, Suresh Jhawar, handle the work/life balance? Or was there no work/life balance, was it all work?
SJ: You know, it was difficult when I was at Abar, because I took a big responsibility, and I was traveling internationally quite often. So, I missed a lot of family functions of children in their school and then, finally, when Andy [son of Suresh] was getting an award at his high school, I was coming from Europe, either Poland or some place, and the plane comes to Chicago, and I have to change. And the flight was late, so I missed my connection. Now it became difficult as to how to get to Philadelphia to attend that awards ceremony for my son. I called Veena and said, “You guys go ahead. I don’t know whether I’ll make it or not.” I went from one airline to another. I got on a plane, reached Philadelphia airport at the time when the program started, but I was at the school at the right moment when Andy’s name was called. I was there!
DG: That is great! Well, you do what you can, you know? You’ve got to get there. And you’ve got what, two children, correct?
SJ: Yes, Andy and Sheri.
DG: Looking back on your career, what was one of the most memorable things that happened to you?
SJ: At GM, it was easy, because Veena and I worked together. It was pretty balanced; we were both colleagues and had the same goals. It was much easier compared to other places.
"My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S. That is the most memorable, yes." -Suresh Jhawar
Coming back to that: I was an average student in India, a B student, or so. My parents didn’t want me to leave India. But I was interested. I researched UK, Germany and U.S. I found that in the UK and Germany, it would take me 4-5 years to get a Bachelor or Science degree in Engineering. The cost was half of the USA. But, in the U.S., I could do it in 2 years, and the reason was because I already had a Bachelor of Science degree from India, so they were giving me advanced credit, so I started as a sophomore. I did my undergraduate in 2 years here and the 2-year cost was the same as 4 or 5 years in UK than U.S. I used to go the U.S. library, do this. My parents didn’t support me, but I went and got my passport, got visa and I was determined. I landed in 1962 to the U.S..
That is the most memorable, yes.
DG: Coming to the U.S. And achieving it even though your parents weren’t necessarily fully on board.
SJ: The other thing to highlight is: Before marriage, when Veena and I met many times, Veena had rejected over 20 people. She even told me no. But she said, “You have to tell it to my father because I cannot say that I’m rejecting you, because they are tired of you.” She was surprised when I said, “Okay, I will.” And the other boys, they would not leave her. So, that brought us together.
By the way, in front of my father, I was a very shy guy. I didn’t speak much, just, “Yes, sir. Yes, sir. Yes, sir.” She thought, up to marriage, “What kind of a guy is this? So timid!” Anyway, then we got on a plane, and I ordered two scotch, and she saw me entirely different! That was another highlight.
DG: Last question for you, Suresh: If you were to give some of the young people in the industry a little advice, what would you give them? I can say this as a fellow ‘old-timer’ in the industry, what would you say to them?
SJ: The most important thing is to treat your employees like you treat yourself. When I worked at GM, out of any of the other places, I didn’t work as being “the boss” or on a high platform; I worked shoulder to shoulder with them. That gained their trust. I trusted them, they trusted me. That is very important. Business cannot succeed unless you have people — the right people and dedicated people.
DG: Well, Suresh, thank you very much. I appreciate the time that you spent with us. I know, personally, you’re one of the guys who is always very positive and very encouraging to me. . . . Even though you insulted me a lot! ~chuckle~
SJ: That was in a friendly manner! I don’t stop anybody on the street and insult them. Only between friends. ~chuckle~
DG: On a more serious note, I have appreciated your encouragement over the years. You’re a good friend and a person who has always been encouraging. I appreciate that.
Heat Treat Radiohost, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor®, to talk about simplified mill practices and processes as they relate to aluminum and steel. Enjoy this second informative Lunch & Learn with theHeat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): It’s my pleasure to be here and what I’m going to attempt to do in about the next 30-40 minutes is take about 3 or 4,000 pages of literature and condense it down into some simple English and some common sense, if you will.
We will talk about mill practices, production methods, and what I like to call the forms produced. We might call this whole thing “simplified” for lack of a better terminology, if that makes sense. I’ve selected two very common materials to talk about. The first one is aluminum and the second is steel. But I’m going to disguise that a little bit and talk a little about aluminum and iron. Just to recall, maybe our high school chemistry, aluminum (or aluminium as it’s called by the rest of the world), has chemical symbol Al and iron has chemical symbol Fe. You might wonder how we got Fe from iron: it’s from the Latin word ferrum. Aluminium is another story which I’ll leave for another time, but it is quite interesting.
If we’re going to talk about aluminum and if we’re going to talk about iron, why isn’t steel an element? That’s a question I get very often. Steel is actually an alloy. That’s a combination of different elements. The way I like to think about steel is it’s iron and manganese and carbon and some other alloying elements put in that make specific types of steel that are used for specific applications and application purposes.
Watch or listen to the first episode in this series
The other common question I get is you’ve heard of terms in history like “the stone age” where all the tools and, by the way, the weapons were made of stone. Similarly, the stone age gave way to something called “the bronze age.” That’s where an alloy of copper and tin came on. Again, it made better tools and, by the way, better weapons than the stone tools were. Then, later, you probably heard that there was something called “the iron age”, and we all commonly have heard these terms, but why haven’t we heard about “the steel age”? That’s a common question. What is the steel age? Why isn’t it an age, if you will? That’s because we came up with a very fancy term: The Industrial Revolution, where we started to use steel as an engineering material. I don’t want to get too off subject here, but thought I’d mention that.
So, we begin with raw material, and we call that within the industry an ore. Now, most raw material is in the form of ore or minerals that are found in nature, and they’re typically the element of interest (aluminum or iron in this case) combined with possibly some undesirable elements. The ore that we get from the raw material that we get from the earth has to be refined to make it into a metal. And there are certain raw materials (gold is a good example), that are found in its pure state. I which I could have found more of it in my career, then I wouldn’t be talking to you, but that’s a different story! The idea here is the fact that most ores come in the form of, or most minerals are found in nature and have to be refined.
[blockquote author="Dan Herring, The Heat Treat Doctor®" style="1"][The] chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that[/blockquote]
The principal ore containing aluminum is something we call bauxite. Bauxite is aluminum oxide, chemical symbol Al203. The way I like to think of bauxite is bauxite is dirt. We can put a dress on it, but it’s still dirt at the end of the day. It’s a special type of dirt. It’s a dirt that has 40-60% aluminum oxide in it. And there are certain areas in the world where bauxite is more common than others. Interestingly enough, Australia is a tremendous source of bauxite as is Africa. That’s why you find the majority of bauxite mines in either Australia or Africa or other places in the world.
When you get into iron, there are two principal ores — there are hematite and magnetite. They are iron oxides and they’re obviously rich in iron.
But to begin, let’s deal with aluminum and what the mill has to do, or what the aluminum manufacturing process really is. We start off, as I said, with dirt, with the raw ore. We then get fancy, and we crush it into a very coarse powder and then after we’ve crushed it, we want to refine it — we want to take and remove some of the impurities. So, we mix it with a little of what we call caustic soda, which is sodium hydroxide, and lime, which is calcium oxide or calcium carbonate, and we use that refining method to purify the raw ore. What we wind up with, interestingly enough, is a very fine white powder which is called alumina or aluminum oxide.
We start out the manufacturing process with a raw material that is a very, very fine powder that is almost all (principally 99%) aluminum oxide. We take it and we put it into a furnace, and we heat it. We do that process with electricity because we’re using carbon anodes, if you will, placed into the bath that we pass current through to melt the aluminum. The process therefore is extremely energy intensive. That’s why you find aluminum production plants in areas like the Tennessee valley, where we have a lot of hydroelectric power. You find them in Iceland, where you have a lot of geothermal energy to help produce electricity. But they’re very electrically intensive operations.
The scientific reason for that is that the chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that.
You might also find it interesting that when the process was first developed back in the 1880s, and it took that long to produce pure aluminum — if I remember right, the year was 1883 — but the price of an ounce of aluminum was more expensive than the price of an ounce of gold just because of the manufacturing of it.
But anyway, we’ve taken this aluminum powder, which is a white powder, we’ve melted it into a silvery-colored metal, and we do that inside a furnace. Then we tap the furnace — in other words, we pour out the molten aluminum and we either produce cast products from the aluminum or we produce what are called ingots for subsequent working. We either make castings directly or we make ingots.
Cast products, examples of them, might be engine blocks, wheel rims for automobiles, even some small appliances (there are toasters that are cast), patio furniture, tools, cookware — a lot of things wind up just as cast products.
But if we’ve produced an ingot, now we have various methods that we take to produce an engineered product, if you will. We can extrude the aluminum — in other words, we can take an aluminum ingot and we can put it in a press and press it into a form and we can make things like aluminum ladders, bicycle frames, even certain airframe components, out of extruded material. We can take these ingots and we can roll them — we can roll them hot, or we can roll them cold — this is called hot rolling and cold rolling.
But we can turn around and when we roll it, we can make sheet, we can make plate, we can make something that we’re all very familiar with which is aluminum foil. We can make wire, heat exchangers, panels for automobiles, and battery components. Again, in the transportation industry, we can make a lot of things for automobiles or airplanes.
Similarly, we can also forge the material. We hot forge it in this particular case, but we can make various rings and blocks and cylinders and sleeves and components that we can then take and machine.
The process of manufacturing aluminum is relatively straightforward, and it winds up, as I said, with an ingot of some type that is then manufactured into a product.
Doug Glenn (DG): I want to jump in with two thoughts:
You’re talking about that the manufacturing of aluminum from raw materials is highly energy intense. Two points on that: One, it’s much more energy intense than steel production, for one thing, and secondly, that makes some sense of why it is we do so much recycling (or at least try to) of aluminum, because it’s a lot cheaper to take already formed aluminum (an aluminum can or an aluminum wheel off a car) and melt it down. The amount of energy to do that is a lot less than it is to create aluminum from scratch. That was one thing, Dan, if you want to comment on that.
The second thing is you were talking about extruding. I imagine that most everyone knows what that is. You were talking about pressing it into a form. You’ve got to remember that with an extrusion, you’re pressing it through a dye. It’s kind of like your playdough that you push in that form, and you get a shape coming out the other end — that’s extrusion, and not to be confused with forging where you’re putting it into a closed thing and pressing it into a form.
DH: Those are both very, very good comments. Interestingly enough, when you get into iron and steel making, the minerals, the iron oxides if you will, are far easier to break the bond between iron and oxygen than it is between aluminum and oxygen. That’s why the aluminum is such an energy intensive process.
And absolutely correct — recycling saves a tremendous amount of cost and is something that is vital to the long-term success of aluminum because an aluminum product, in general, is more expensive than a steel product.
You are correct — when you extrude something, you basically squeeze it through a dye, if you will. We’ll talk about that a little bit more in forging.
I want everyone to understand that when we start to talk about iron and steel making, because the process has been around for such a long time, there are certain terms that are used in the manufacturing process that have become synonymous with the process itself. Once again, we start out with an iron oxide, a mineral in the form of magnetite or hematite. We take that raw ore and we put it into something called a blast furnace. This is where we do a process called “smelting” of the material. We form a metal by taking and reducing the ore in the presence of air under pressure.
Source: Historic Pittsburgh
Coming out of the blast furnace is molten metal, molten iron, if you will. Now, historically, it’s called “pig iron.” The reason for that is when they originally cast different molds with shapes, the resulting structure looked like a litter of piglets that were actually suckling on their mother. So, the term “pig iron” came about. These little “pigs,” if you will, were broken off from the main casting. As I said, there are a lot of historical things going on.
In the old days, you then took the pig iron and you put it into what is called either a BOF (basic oxygen furnace) or an EAF (electric arc furnace) and then you remelted the pigs, if you will. But today, in most of the BOF and EAF processes, you wind up charging a hot liquid iron into those furnaces. They heated up, or continued to heat up, and then you turn around after you’ve converted the pig iron (which is about 94% iron and 6% impurities, so it’s still very impure) and with processing in a BOF or EAF furnace, you get the impurity levels down to less than 1%.
You might say to yourself, “Why is that important?” The idea in steel making is to take the raw material — the iron — and take everything out of it, so we can precisely add back in just those chemical elements that we want to make a particular type of steel. That’s essentially what the BOF or EOF is doing it; it’s converting the molten metal (or the pig iron) into a very, very pure material.
We then do a process which is called “tapping.” We transfer the raw material into a ladle furnace and inside the ladle is where we do the remainder of the refining process. What we wind up doing is we purify the material — we get rid of the additional impurities that are present, anything from hydrogen and oxygen and excess nitrogen to tramp elements and things of this nature. So, in the ladle, we do the refining. This can be done in a vacuum process, a vacuum degassing process, it can be done with an argon process, if you will. But we go from the blast furnace to the refining furnace (the BOF or the EAF), we then go into the ladle and what we’re doing is we’re taking the raw material and we’re making a purer and purer and purer form of, first of all, iron, and then we’re starting to add in elements that we want to make a particular grade of steel or type of steel. Then we’re going to do a process called “teeming” and “casting.” Teeming is basically pouring the molten metal into molds.
Source: BHP
What we wind up with is we have a process where we have liquid steel and we’re going to send it into either something called a continuous caster, we’re going to make ingots out of it, or we’re going to take and atomize the steel. I want to talk about atomizing the liquid steel first. The process is done by adding a gas such as nitrogen or argon or even air, or by using water, but the idea here is that what you wind up with is a powder metal.
By the way, it’s called “powder” metallurgy not “powdered” metallurgy. Powdered is cookies, but powder is what we produce from the atomizing process. The powder can either be spherical in nature or it can be rounded or even irregular-shaped, depending on the type of atomization process. But we take this liquid stream of metal, and we impinge it with either water or gas and burst it or break it apart into particles. Then we do a simple process which is called screening of those particles — it’s basically taking and getting finer and finer, or dividing the powder into finer and finer powders.
Depending on the purification of the powder, how fine the powder is, we use it for what we call conventional powder metallurgy, so we take and use it for basic sintering operations, for example. You’re all familiar with the rearview mirror on your automobile. Interestingly enough, the rearview mirror fits into something called a mirror mount, and that mirror mount is a powder metal part. It happens to be a stainless steel, but it’s a powder metal part.
The idea is the fact that we can have a conventional powder metal. We can have (if we use finer powder) a metal that is suitable for metal injection molding for making things like firearm components, orthodontic braces and things of this nature, or other medical-type devices. Or, if we get a superfine powder, we can turn around and we can use it for something called additive manufacturing.
We’ll talk a little bit more about these later, but from the casting process, we can either go into a continuous caster, we can make ingots, or we can atomize the liquid steel.
If we go into a continuous caster, we’re cooling down the steel and we’re producing three products — they’re called blooms, billets, and bars. Basically, the difference between them is their physical shape. A billet might only be 10 inches square or something of this size (10 x 10 x 10 inches). A bloom is defined as something that is less than one hundred square inches, typically, except if it’s a jumbo bloom caster which makes bigger blooms, but we’ll ignore that as it gets complicated quickly.
The idea here is the fact that we’re either going to take the liquid steel, we’re going to cool it down in some continuous fashion or we’re going to put it into a mold to make an ingot or we’re going to atomize it using water or a gas to make a powder. Those are the three forms that come out of this whole process.
DG: Dan, I’ve got a quick question for you on that: With the aluminum, you mentioned that you can melt it and then cast it directly into a finished product (a cast product). Do we do that much with steel? Do we often take steel and actually take it directly into an alternator casing or some other finished part?
DH: Absolutely. There is a lot of cast steel that is used. The example that comes quickly to mind are probably valve bodies that are used in the petrochemical industry and things. If you think about the iron side, you’re very familiar with cast iron skillets and cast iron cookware. You can also have steel castings as cookware, but you typically don’t as it’s more expensive. But yes, you can make a variety of products directly as a casting.
As I said, you can make powder metallurgy products, and you can also make a family of products that we then call wrought products. What we do is we take those billets, blooms, and bars and then we either hot work them or cold work them to make various types of materials. We can roll them, we can pierce them, we can forge them. We can make sheet, we can make plate, we can make bar and tubular products, we can make wire, we can make strip. A good example is the fact that if you’re a razor blade manufacturer, you want to order material from the mill that’s in the form of strip, thin strip actually.
If, on the other hand, you’re in the oil and gas industry, and if you’re ordering pipe or tubing for use, as we call it, “down hole”, obviously it does no good to have delivered a strip of steel or a sheet of steel or a plate of steel, you want something obviously in the form a tube or a pipe that can then be used.
Heat TreatRadiohost, Doug Glenn, talks with Greg Steiger of Idemitsu Lubricants America Corp. about the causes and dangers of water in your quench tank, how to know if you have too much, and what to do about it if you do. This highly-informative episode is a must watch/listen for those who oil quench.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Greg, welcome to Heat TreatRadio. This is the first time you’ve been on, and I know we’ve talked about doing this for quite a while, so, welcome!
Greg Steiger (GS): Thank you, it’s my pleasure.
DG: I asked the question, before we hit the record button, but I think we need to ask the question again: The big white flag in the background with the W, you need to tell us about that.
GS: That’s the flag that they fly outside of Wrigley Field every time the Cubs win. They’ve been doing this for almost a century so that way when they were only playing day baseball and you could come home on the L, you could see if the Cubs won or lost without looking at a box score.
DG: That’s great! Now, you are not in the Chicago area, are you?
GS: No, I’m in the Columbia, SC area, but I was born and raised in the Chicago area.
DG: So, you’re a Cubby fan.
GS: I am.
DG: Being from Pittsburgh, I forgive you for that.
So, Greg, first thing, can you give our listeners and viewers a brief background about yourself and then we’ll jump into the water topic, so to speak?
GS: Sure. I got into this industry when I graduated from college in 1984 as a formulating chemist. I eventually worked my way into, what we call, customer service or tech service, where I’d go out and visit customers, run product trials if customers had problems. I worked my way into laboratory management and eventually sales and marketing. I’ve been at Idemitsu for the past 9 years. Since I’ve been at Idemitsu, I’ve earned a master’s degree in materials engineering, and I’ve learned a lot about heat treat and it’s really become my passion. I am currently the market segment leader for heat treat products for Idemitsu.
DG: I should congratulate you on that degree, by the way. I know a year or so ago, you were still working on that, so that’s great!
GS: May 6th I graduate.
DG: Tell us, just briefly, for those who might not know about Idemitsu. We can see it on your shirt but tell us about them a little bit, so people have a sense.
GS: Idemitsu is a very well-kept secret here in the U.S. They are actually the 8th largest oil company in the world. We are a Japanese owned company. There is about an 85-90% chance that no matter what vehicle you drive, you’ve got some of our fluids in it. The largest market share is the automotive air conditioning compressor market, but basically, if you drive a Honda, Mazda, Subaru, or Toyota, it left the plant with our engine oils, our transmission fluids in it at the factory.
When it comes to quench oils on the industrial side, Idemitsu is actually the 2nd largest quench oil provider in the world. Even though we’re Japanese, all of our heat products, in general, are made and blended here in the U.S.; we don’t import anything from Japan for our heat treat products.
DG: Very interesting. So, a big company — somebody worth paying attention to, I think is the point. You’re right — it’s the best kept secret. We’re trying to work to not make it so secret.
GS: We’re doing what we can, Doug.
DG: This next question I’m going to ask you is very, very basic and most people listening I’m sure will know this but there may be some who don’t: Why is water in quench oil a problem?
GS: A little bit of water is not a problem because it will happen naturally through condensation, but when you start to get too much water in there, a couple of things happen. Our research has shown that basically about 200-250 ppm water, you start to get uneven cooling.
A quench oil is not a completely homogenous fluid; it’s possible to have water in one area of the tank and no water in the other so you can get different cooling speeds in different areas of the tank. When you start getting up to large amounts of water, somewhere around 750 ppm to over 1000 ppm, it becomes a safety issue. What happens is — when water turns into steam, it actually expands. Most things when they get warmer, they contract, but water is the opposite — it expands. It expands 1600 times at boiling and the hotter the steam gets, the more it expands.
"A little bit of water is not a problem because it will happen naturally through condensation, but when you start to get too much water in there, a couple of things happen. Our research has shown that basically about 200-250 ppm water, you start to get uneven cooling."
Think of it: If you have a gallon of water in a 3,000-gallon quench tank, when you boil that water, it turns into 1600 gallons of steam, and it’s got nowhere to go but up and out of the quench oil and it’s going to carry the quench oil with it onto flame curtains, other hotspots on the furnace, and that’s why it becomes so dangerous.
DG: It’s really the risk of explosion, in a sense. That’s basically what we’re talking about. I could be wrong, but my gut feeling is that a vast majority of quench fires are started because of water that happened or simply the product not getting down into the quench fast enough. But a lot of it is caused by carrying water in with the part.
GS: Not necessarily on the part but being in the oil itself through various means. As I said, it happens naturally every time you heat an oil up and you cool it down, you get condensation, but that’s usually only a few parts per million, and every time you drop a load in, you’re driving that water off.
DG: Right. Raising up the temperature and therefore boiling off the water.
GS: Right.
DG: This is a follow-up question into what we were just talking about, and maybe we’ve answered it: Where does the water come from? Is it typically just condensation or what are the top ways water gets into the tank?
GS: Condensation is something we can’t prevent because we live in a hot, humid environment. But what we can prevent is human error, and that’s where most of the water comes from. For instance, if a heat treater has their quench oil stored outside, perhaps in totes — it’s particularly important to make sure that the caps and lids on these totes or drums are very tight and secure because otherwise they’ll get condensation in there and rainwater in there.
We’ve seen instances where people are working on a furnace, and they will hit the sprinkles and the sprinklers will set off and put water into the quench oil. Heat treat furnace doors and, not so much anymore but, heat exchanges where water cooled. Anything that is under pressure is eventually going to leak and that’s why you see companies going to air-cooled heat exchangers. It’s still more difficult to get that air-cooled door and there is still some water in those doors. Like I say, anything under pressure is eventually going to leak and that’s where you see some of the water infiltration, as well.
DG: Typically speaking, how warm or how cool is the oil in a quench tank? You mentioned about condensation being caused by when it cools down, you’re going to have some condensation in there. Where do we run those tanks?
GS: It depends on if you’re using a hot oil or a cold oil. A cold oil is basically an oil that you add some heat to get it around 130-160 F, then you use your heat exchangers to keep taking the heat away when you quench the load in there. A hot oil you add heat to constantly because you want to keep that typically 250-300 F. In a hot oil, you really don’t have a lot of issues with water, unless the furnace goes down and then you get a lot more condensation than anything else. Now, cold oil, you have issues with water because you’re not above the evaporation point of the water.
DG: The bottom line is: If you’ve got too much water in the quench tank, it’s an issue.
Tell us about the measurement. How do we know if we’ve got water in there, and how do we know how much we have?
GS: Well, there are some portable test kits out there. The ones I’m familiar with are made by the Hach Company. You can purchase these from industrial supply houses like McMaster-Carr or places like that. They will give you ppm’s of water.
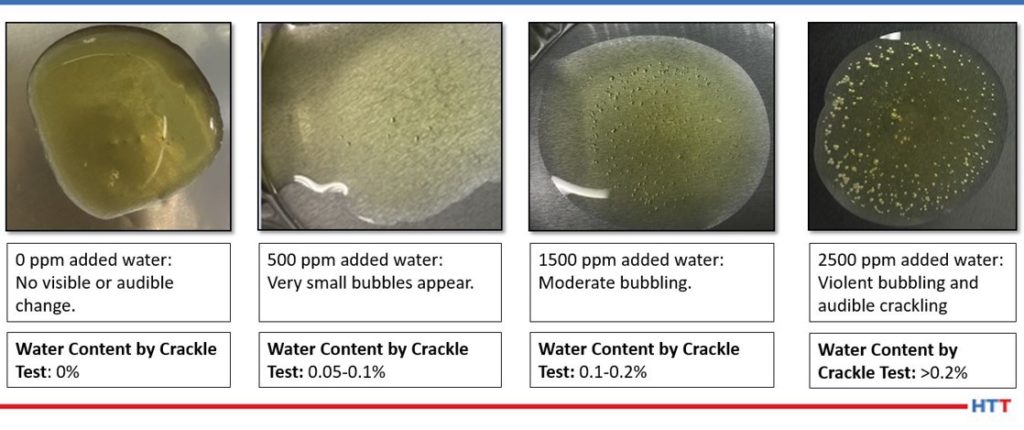
You heard a lot of old-timers always talk about crackle tests. That is not an effective way to determine how much water is in there. Our studies have shown that you can get as much as 1000-1500 ppm of water before that oil starts to crackle. The way you run a crackle test is — you take a hot panel, (that’s hotter than the boiling point of water), put a couple of drops of oil on it and if it crackles, there is water in there. Sometimes, the oil is so thick, it doesn’t really crackle, and you can’t see it until you get too much water in there.
The way all quench oil providers do it in their lab is something called a Karl Fischer titration. This is not something that the typical heat treater would have in their lab — it’s a relatively expensive piece of equipment. We use automated ones because we do so many at a time, but you can buy manual ones, if you’d like, and those are a little bit less expensive, but again, you’re talking about laboratory equipment and you’re talking about thousands of dollars instead of hundreds of dollars.
Another way to determine if you have water in your quench oil, especially on lighter colored quench oils, is to take a flashlight, put it in a clear beaker, and take a flashlight and put that flashlight at the bottom of the beaker. If nothing in that beaker is hazy and everything is very clear and amber and you can see through it, chances are there is no water in it. But if it’s a dark quench oil, like a lot of cold oils are where it’s almost jet black, the flashlight won’t do you any good.
One of our customers has talked about using a paste. Unfortunately, I don’t know the manufacturer of it, but what he did is he took a paste and put it on a wooden stick and stirred it all throughout its tank. The paste didn’t turn colors, so he knew there was no water in it. To prove that the paste was still good, he actually licked a finger and put it onto the paste and the past turned pink.
DG: This paste that you put on the stick, it doesn’t dissolve into the liquid — it’s just testing whether there is water there. And if it changes color, then you’ve got water. We’ll have to find out what that is and maybe we can put a note about that on the screen.
DG: Probably the best, most reasonable method that doesn’t cost so much, is maybe getting one of those testing kits. Do you have suggestions, Greg, on how frequently a heat treater ought to be checking his or her tank for water?
GS: I would say weekly. I don’t think it needs to be tested any more unless you think there’s a problem. If there’s a problem, obviously, test as often as you need to. But weekly is good enough.
Again, when you’re dropping a load into quench oil, you’re anywhere from 1300-1800 F, so when you drop that load in, you’re driving almost all of the water off that would be in the quench oil from condensation. It’s just if you’re worried about some sort of a human error, that’s when you want to take more frequent testing.
DG: So, it’s going to be somewhat dependent on your process.
How about the material that you are quenching? Are some materials more sensitive to water than others, or is not really an issue?
GS: Not really. It’s more of an issue of part geometry. And that goes really for distortion and cracking along with the water. A little bit of water can crack a very thin part, but on a very thick part, it may not have much effect at all.
DG: How about cosmetics? I know that some people are very concerned with cosmetics. Is water in the quench oil going to cause any issue with cosmetics, such as spotting?
GS: Short-term no, long-term yes. What causes a lot of stains is oxidation. Water, when it heats up, will actually dissociate into hydrogen and oxygen. The hydrogen won’t oxidize the oil, but the oxygen does. That’s one of the reasons why heat treaters use flame curtains — not to allow the oxygen from the atmosphere into the furnace. At the temperatures that you heat treat at, it doesn’t take much oxygen presence to oxidize not only the parts, but also the oil.
DG: We talked briefly about why water is a problem. We talked about measuring it and trying to determine if you have an issue. Let’s move on to this: Ok, we’ve got water in the quench and it’s at an unacceptable level. What do we do?
GS: There are a few ways to do it. It really depends on what level of water you’re at, how safe you feel, and how soon do you need that furnace. Many furnaces have a bottom drain. If you turn the agitation off in the quench oil, the water is going to be heavier and denser than the oil and it will sink to the bottom. This is going to take a couple of days, at least. If you’re looking at 1000 ppm or so, this is probably the best way to do it, because then you can drain from the bottom of the tank until you no longer see water coming off and you see oil.
Let’s say you’ve got 500 ppm or 400. We recommend an upper limit of 200. For that you can run some scrap through your furnace. Again, you have to be incredibly careful because you’re not really at what would be an explosive level, but you don’t want to run good parts through there because you may get some strange hardness results — they may be higher in hardness than what you’re expecting.
Another way, (again, this will take some time), is to actually bring the temperature of your oil above the boiling point of water. If you brought it up to about 220 degrees or so, as the oil starts to evaporate, you will see bubbles and a froth (almost like a head you would see on a beer) come to the top of the oil tank. Once that’s gone, chances are your water is gone.
The last thing you can do is do a complete dump, drain, and recharge. But I would caution anybody who suspects that they have water in their quench oil, and you want to do any of this testing — before you run any loads through that furnace (with good parts), make sure you send a sample overnight to your quench oil provider and they can test it for you. That’s the biggest issue.
DG: I want to back up because you said something that I didn’t catch the fullness of, I don’t think. You said one of the solutions was to simply run scrap parts through your furnace?
GS: Yes.
DG: Now, how does that help you eliminate the water?
GS: Again, you’re taking these scrap parts and they come through your furnace and the furnace may be 1800-2200 degrees. When you dump that load into the quench, if you’ve got just a small amount of excess water, it will evaporate off.
DG: Gotcha. You’re basically bringing up the temperature of the oil so that the water evaporates.
GS: Exactly. You’re almost flashing it off.
DG: We talked about the draining and the replacing. I know of some companies recycle their oil. Any thoughts or comments about that that heat treaters ought to be aware?
GS: Yes, because that’s also a potential source of contamination for water because they skim the oil off of their cleaner tanks. I’ve been at a lot of heat treaters where they have these reclamation systems — they heat the oil up, theoretically they drive all the water off, but not always. Again, this is part of that human error. As a quench oil company, we understand that our customers are doing this, especially with oil continuing to go up. But, again, working with your quench oil supplier here is key because we’ll analyze the samples for our customers and tell them if they’re getting all that water off. Obviously, it’s in the quench oil supplier’s best interest, and the customer’s best interest, to make sure everybody is safe. If a plant burns down, nobody wins.
DG: We’ve discussed why water is a problem, how we measure it to make sure we know it, and then what to do with it. Being a quench expert, do you have any other resources, if someone was interested in learning more, whether it be specifically about water in quench oil or just other quench resources — is there anything that you can recommend for further reading?
GS: I wrote a series of articles on quench oil and how to get water out of the quench oil for your publication Heat Treat Today. Also, how to use your analysis from your quench oil supplier to operate your furnace. You should always let the data tell you how to operate a furnace and not do something just because we’ve always done it this way.
Others, such as Scott Mackenzie, have presented papers. I know back in 2018, there was a conference Thermal Processing in Motion by ASM, and he presented a paper there on how to get rid of water out of quench oil.
DG: Any other resources you’d like to recommend to people?
GS: Use your quench oil supplier. They are the experts. They’re the ones that have all of the testing equipment you need and use them as a resource. Quite frankly, if you don’t get the service from your current quench oil supplier, there are a bunch of us out there, and that’s how we distinguish ourselves — through our service — so find somebody with better service.
DG: There are a number of quench oil suppliers out there. I know some of them are not specifically targeting the heat treat market, but people still use them because they’re a local distributor or something like that.
I want to recommend to people that if you’re having trouble with the processing of parts, whether it be the mechanical properties and things of that sort, and you have a hint that it might be quench-related, it’s probably best to get ahold of people like Greg, who are actually focused in more on the heat treat market. They may have some good recommendations. This is just an encouragement to people that if you’re not using a heat treat specific quench company, there are a couple of them out there and, obviously, Greg at Idemitsu, we appreciate you giving us a little bit of expertise today.
Thanks very much, Greg. Appreciate it very much and appreciate you being with us.
GS: Thanks for your time, Doug. I appreciate the opportunity.
Heat TreatRadio host, Doug Glenn, talks with Mark Mills, one of the nation’s foremost experts on energy and technology about the future of energy and technology in the North American heat treat industry.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): I’m really tickled about this interview. For most of you, this gentleman is a heat treat industry ‘outsider,’ but listen, he probably knows more about energy and emerging technologies than pretty much anybody in the industry. I’m really looking forward to talking to Mark Mills, today.
Mark and I first met at the International Thermprocess Summit (ITPS) in Düsseldorf in 2017, back in the heyday of Marcellus and Utica Shale. So, Mark, first off, welcome, glad to have you here.
Mark Mills (MM): Thanks for having me. That was back when the dinosaurs were roaming the earth, I guess, right? It seems like a long time ago.
DG: That’s right. It does seem like a long time ago.
Let me give our listeners and viewers a quick idea of your background and then we’ll jump into some questions. I told Mark, before we hit the record button, it’s probably going to take me longer to introduce you than it is for the rest of the conversation.
MM: They can always google me in the magic machine, and they’ll know more than they want to know anyway, but go ahead, Doug.
DG: That’s exactly right.
Mark is a Senior Fellow at the Manhattan Institute which is a conservative think tank in New York City. He is also a Faculty Fellow at Northwest University’s Robert R. McCormick School of Engineering and Applied Science and a strategic partner at Montrose Lane, an energy technology venture fund. Before this, he was chairman and CTO of the ICx Technologies which he helped take public in 2007.
He is either author or coauthor of four books: a 2005 book which I found to have a very interesting title: The Bottomless Well: The Twilight of Fuel, The Virtue of Waste, and Why We Will Never Run Out of Energy. That was coauthored with Peter Huber. In 2018, Work in the Age of Robots, which is interesting. Our publication recently did some work talking about how to work with robots. In 2020, Digital Cathedrals. The last question I want to ask you today is about your book that is just coming out or has just come out: The Cloud Revolution: How the Convergence of New Technologies Will Unleash the New Economic Boom and A Roaring 2020s.
Mark has also published a lot of articles in The Wall Street Journal, New York Magazine, Forbes, USA TODAY, and RealClearPolitics. He has been on TV on CNN, Fox, NBC, PBS and now Heat Treat Radio (straight to the top!). Also, in 2005, he was on Comedy Central’s The Daily Show with Jon Stewart, which, by the way, I watched and liked. He’s also just recently joined the podcast ranks, so congratulations on that. This is a podcast I will recommend because I’ve listened to every episode so far, believe it or not, all three of them!
MM: Number four goes live in a few days!
DG: For those of you listening, the podcast is called The Last Optimist. My information says that it started on February 24th with “Unleashing Innovation,” so I highly recommend that.
The only other thing I want to mention about your background, Mark, was that you were in the White House’s science office as a staff consultant under President Ronald Reagan.
Again, welcome, and my first question to you is this: Did you ever meet Ronald Reagan?
MM: No, I was a kid, and I like to remind people that I was still in diapers at that time, so it doesn’t date me too much. When you talk to students and they hear “Reagan,” it would be as if, when I was a student, somebody came and talked to me and said they worked for Grover Cleveland, it would’ve been unimpressive. No, I never met him. I was twenty-something and the kids worked in little cubicles or cages, and you got fed your work, you worked seven days a week and you did what you had to do, and the President didn’t meet with the kids. Peggy Noonan, who famously was his speech writer, she was a contemporary — I didn’t know her then and I don’t know her now — but she wrote, some years later, that she never met the President either. I had a hand in writing one of his speeches because it was the only energy speech he ever gave. The speech writers were required to fly it by us techies in the science office to make sure they didn’t screw up, so I rewrote some of that speech — it was fun.
DG: I was going to say, that would’ve been right in the middle of the energy crisis. It seems to me there were a lot of energy crisis things going on and he was coming off of [President] Carter.
MM: Exactly. We had a combination of things: the 1979 Iranian revolution which, of course, then with the Carter’s presidency and also led to a 200% increase in oil prices, almost overnight, and so the world was in thrall of alternatives to energy and oil back then. Congress, in 1980, passed something I’ve been warning oil companies about ever since — the Windfall Profit Tax Act — to punish oil companies for making money for the foresight of having drilled oil before a price rise and storing it and selling it after a price rise, which used to be a business called “a smart commodity play” but Congress criminalized it. It took, I think, eight years before that law was repealed. It was a feckless law; it did not achieve its purposes, it just damaged American businesses. But anyway, I digress.
DG: Yes, but you know what? It just goes to show you no good deed will be unpunished.
MM: Yes, and Congress may do it again. They are talking about it again.
But my book comes out at a curious time. I wrote it during Covid lockdown times which is a dispiriting time to write an optimistic book, but I make analogies in my introduction to the book to the 1920s which also a dispiriting time. 1920 was the third wave of the 1918 flu, which in per capita terms was 400% more lethal than the Corona virus has been, and it primarily killed young people. The Corona virus has primarily killed old people. So, it was a devastating time. We had come off a horrific world war. We were in the middle of massive race riots in the early 1920s of a level that are, frankly, unprecedented and still haven’t been repeated, thank God. We had political turmoil over the fears of the Red Scare; this was right on the heels of the Bolshevik Revolution and worries about communism infiltrating the western world, especially the United States. The world though, technologically, took off.
The 1920s were a time of great convergence of technologies of that era — not just one thing, it was multiple things. We had the dawn of a practical automobile, the dawn of practical airplanes, the advent of radio communications, the proliferation of telephony in homes, we had pharmaceuticals appear for the first time in history and chemical polymers that allowed cheaper products for consumers. It was a time of torrid growth that led to roughly 75 years of the greatest expansion of wealth and wellbeing the world has ever seen.
It also didn’t mean we didn’t have war. As I pointed out in the introduction to my book, governments can do stupid things, and one would expect another war, and I wrote this book right before the war broke out in Ukraine, not because I wanted a war, but because we fight wars, unfortunately. We can expect other recessions and depressions — that will happen too. All of that happened in the 20th century, yet the technological changes of the 20th century, everybody knows, brought astounding advancements in wellbeing and wealth, so the question you would have is, Could it happen again? Now, there are some economists (and it’s typically the economists) who say, “No. The new normal is slow growth. All the big things have been invented.” I call them “the new normalists.” The new normalists are wrong, and in my book, I set out to prove we’re on the cusp of a revolution not in one thing, but across all the same three fronts of transportation, machines and materials, and communications. Although, the lead title is the Cloud because at the center of it is something that is really unique — the cloud infrastructure is truly a unique thing in human history.
DG: Well, it sounds like a fascinating book. I may ask you a little bit more about it towards the end, but it sounds very good.
MM: You might even enjoy it if you read it! It’s available now at Amazon.com!
DG: I’ve got to get it. I honestly have not read it yet.
MM: I do have several chapters on energy in the book, of course.
DG: You mentioned materials, though, Mark. Do you have anything on materials in there?
MM: Yes, absolutely.
DG: Great. I can tell you a lot of people in our audience will be interested in that.
Let me ask you the first question. I want to harken back to something you said, which I think will be kind of provocative for our audience, and that was when you were on the deadly serious Jon Stewart Show. You said (or he said, I can’t remember which), “We don’t have an energy problem, we have a technology problem.” Why don’t you explain that, please?
"There is essentially an infinite supply of energy. Energy is all around us in all kinds of forms. It is always a question of what technologies are available to tap into nature’s energy forms (whatever the form is) in ways that are acceptable, and acceptable means affordable, reliable, clean enough — all the metrics that we care about in society — but it is always a technology problem. So, if you think there’s a shortage of energy, you’re essentially saying we’ve stopped technology innovation." - Mark Mills, Senior Fellow, Manhattan Institute
MM: It was an interesting show, by the way. I hope he picks up doing book interviews again on his podcast. It was most interesting. I can tell you this, and it’s not to suck up to Jon Stewart (because you’re not Jon Stewart and he’s not doing TV anymore), but when you’re on the book circuit, you don’t expect people to have read your book, you really don’t; it’s not a reasonable expectation. But you’re happy to talk about your book because the whole point of writing it is you want people to know it exists. He was the only person that had obviously read the book before I came on the interview. You could tell by the questions. He’s a very bright guy, a very curious mind, and he was fascinated by this. He got the point, and the point, of course, was: energy is physics — and I’m a physicist so I confess to that sort of bias — and there is no limit to energy in the universe. There is essentially an infinite supply of energy. Energy is all around us in all kinds of forms. It is always a question of what technologies are available to tap into nature’s energy forms (whatever the form is) in ways that are acceptable, and acceptable means affordable, reliable, clean enough — all the metrics that we care about in society — but it is always a technology problem.
So, if you think there’s a shortage of energy, you’re essentially saying we’ve stopped technology innovation. You can have interregnums where the innovation slows down. It can be hard to find the new solutions and take time, so that would be the “shortage.” Shortages occur in the sense that we max out our access to land because energy is always about accessing land somewhere. You have to get your hands on land whether you’re getting land where the wind is or land where the oil is. It’s the same thing.
DG: Or land where the sun shines, or whatever.
MM: It doesn’t matter. You have to pay for, whether politically or in dollar terms, access to land, and then you have to build machines, and building machines always requires the extraction of materials from the earth and, given your audience, always everywhere requires the application of heat to convert materials from one form to another, and the application of heat and physics — and your audience knows this — thermionically means you always have waste. That’s why part of our other book title was The Virtue of Waste. By that, what we meant was that the virtue of waste is the fact of applying heat to bring order to the universe to get higher ordered materials. It means that that is a virtue; we want to get high ordered materials and low entropy higher quality steels, different kinds of polymers. These things require heat, so that the presence of waste heat is actually a direct indication that we’re doing a virtuous thing of creating order in our universe.
DG: Not to say that we try to maximize the amount of waste, but the fact that we’re creating waste shows that we’re doing something and it’s something productive.
MM: No engineer ever maximizes waste. What engineers are stuck with is what the fact of conversion efficiencies require you. It’s a misnomer. The idea that there’s waste energy is a total misnomer; it is the price you pay to take entropy out of systems. It’s the price you pay for conversions. It’s a cost. Now, you want to minimize the cost, so in engineering terms, it means minimize the amount of waste heat because you spend all kinds of money making heat, so I don’t want to throw it away needlessly. But every engineer knows this fact: if it costs me more to reduce the amount of waste heat than the money, I’d have to spend to get additional input fuel, I’m going to buy the input fuel, because it’s always about money. It really is, for every business.
DG: Speaking of business: So, our industry, which you know relatively well, having spoken at the ITPS, you had a good taste of it there — we are heavily natural gas, right? Especially North America. Now, over in Europe, where we met, it wasn’t so much that — there’s still natural gas but there is heavier emphasis on electricity, as well. Before the Ukrainian crisis, what was the long-term look for energy, especially natural gas, here in North America? Then, I want to ask you after that, just to follow up: How has that changed since the Ukrainian crisis?
MM: The long-term look was the same before as it is after in terms of the physics reality. That is, the world needs a lot more energy and would need a lot more natural gas. And the U.S. would eventually —depending on what administration and what policies were in place from Congress — expand its production and its exports. That, in my view, is locked into reality. The velocity with which that happened is what Ukraine changed. Now, we haven’t seen evidence of the velocity changing yet, but I do think that the Ukrainian crisis will serve as a reset back to reality of what governments need to do, both in Europe and here in the United States, to provide the kind of energy needed to make electricity and the kind of energy needed to make heat in process industries.
DG: So, you’re saying same-same, basically. Let me ask you the next question because this might really get to the gist of it. As you know, it’s all about price, right? Short-term, mid-term natural gas prices. . . again, here in North America, what are you thinking and what should heat treat natural gas users be watching to help them know what’s coming down the pike?
MM: I think any big industrial users of natural gas have learned something in the recent decade of the shale revolution: the incredible increase in gas exports. The U.S. is now the largest natural gas exporter in the world. Although Qatar is going to work hard to surpass us; they just announced tens of billions of dollars of investment of new LNG (liquid natural gas) export capacity. I suspect Australia is going to do the same. We don’t have a similar response yet, so short-term we know that natural gas prices have migrated towards being commoditized like oil prices, so they have been dragged into the exchange markets of the world. What that means in the short-term is exactly what you’re already seeing: gas prices get dragged up as traders worry and think about where future supplies are going to come from.
So, I think we’re going to see more volatility in the future, but I made that prediction in 2015 in Düsseldorf. The volatility comes from the combination of expansion of a U.S. production and the commoditization of the market globally, so that’s normal. Which would argue, if you’re a big consumer, to look to making favorable long-term contracts with suppliers — pretty normal, whatever the commodity.
But I do think in the short-term, the markets will be stressed because there’s going to be a lot of pressure. Europe, I think, is inevitably going to want to have more U.S. LNG. This will redirect LNG exports from Asia to Europe. That will, in the short-term, push prices up because you can’t build pipes fast enough, and believe me, Putin is going to build more pipes to China — that’s one you can almost take to the bank. But that takes time. So, during the build-out of those pipes and the competition for gas, we’ll see how this administration responds to expediting new export terminals. By the way, expedite export terminals move more gas in the markets, I think counterintuitively will help lower gas prices. The more relief we put into the market of supply certainty, the more forward prices, I think, will get pulled down. Short-term, I think volatility with trending up, not “crazy up,” I don’t think. If Europe tried to ban the use of Russian gas, gas prices will go crazy up, as they did in the short-term in the windfall in Europe.
Longer term, I’m very bullish on gas prices being moderate and cheap again because the U.S. can produce astonishing quantities of gas. I’ve talked to producers, and I won’t name names, that when gas prices for consumers, you were all really happy when it was $2.00, but if you’re a producer, you’re not a happy camper. But producers were still making a profit at $2.00. Who knew? I mean, it’s crazy! Nobody thought that was ever possible. Look, to be fair, if you’re a consumer, you want 2 not 3 dollars, but give a world that used to see 5- and 10-dollar gas, you know that you can live with 3 dollar or 4-dollar gas and do very well in the world markets because everybody else in the world is paying 5 to 15 dollars. And at those prices (let’s just throw numbers 3-5 for the clearing price in the United States), the United States can produce gas until it’s coming out of our ears, to use the obvious expression. And ship it to the world, net [price] landing in Europe for 6, 7, 8; I just think it’s the biggest single revolution that’s still underappreciated — not the oil from American production, but the gas. It’s huge, it’s monstrous!
DG: I’m curious about Russia. I don’t know how much of what goes on over there is going to affect us, okay, but I’ve got a couple of questions about Russia: After the Ukrainian crisis is over, do you see Russia returning to be a major player (which I assume they are now) in the energy market as far as actual ability to produce the energy, and do you think there is going to be any long-term push-back against buying energy from them because of instabilities or people not trusting or anything of that sort?
MM: Back in the dawn of time, I was what you’d call a “cold warrior.” I was in the weapons research and development business during the 1980s, and so I’ve thought a lot about competition with Russia and the Soviet Union for a long time. I’m no more expert than a lot of people and I would commend Niall Ferguson’s most recent writings on this; he’s very astute about the history of Russia.
But I think it’s pretty clear that a couple things will happen, and a couple things could happen. The two things that will happen is that Russia will continue to produce gas. They don’t have anything else to make money with. The other thing that will happen is that if the West doesn’t buy it, other people will — India, Russia, China, African nations, South American nations. So, there is lots of offtake, and the growth is in Asia anyway.
But if we sanctioned the gas, all that means is that those that are buying the sanctioned gas get a discount. They still get to buy it. I don’t think we can sanction China for buying Russian gas — I just don’t think that’s going to happen; I think it’s extremely unrealistic. So, they’ll keep producing gas; they have to.
I think we’ll see a realignment of interest. So, the interest in having the U.S. and Australia and Qatar, for example, (those three big producers), increase their supply to the world while Russia still needs the revenue is favorable to lower prices, let’s just say, if you’re just thinking economic terms. It’s favorable geopolitically because there’d be some delinking although now, we have new dependencies and links — we’re strengthening the geopolitical linkages between, let’s say, China and Russia, so that may have some unintended consequences.
"We will survive it anyway, even with our feckless policy house right now. We are a very big economy and very high inertia. Even as much damage as politicians are trying to wreak on our domestic energy industry, it’s pretty resilient, but it can be destroyed."
The wild cards, of course, are principally in Russia’s capacity to actually operate in its environment. You know, a lot of its gas production is in the north in the Siberian regions and it’s technologically extremely difficult. They’ve had a lot of help from the top performers in this field and those are the western oil and gas companies — the Exxons, the BPs, the Shells. Those companies have already pulled back. If they pull away, either because they’re ordered to, they’re sanctioned, or they’re just nervous, Russia runs the kind of risk that Mexico is facing now; their production is going down. It’s the kind of risk that Brazil faced before they let western firms come back in. Production declines because they don’t have the engineering capabilities. It's not that they’re not good engineers: the western oil and gas companies are just profoundly good at what they do, especially in difficult environments like deep water in the Arctic. So, that’s a risk. And if that supply starts to slip and it slips faster than the West makes up the difference, then we get upward price pressure, and I don’t think anybody can begin to guess the next five years of production in Russia, at this point.
DG: You know there are a lot of Americans that believe that if we would do certain things politically, on our end of the equation, that the U.S. could fairly easily make it through this little crisis moment. You commented in one of your podcasts about a fact, (and correct me if not quoting you correctly on this), but you said that it’s not a technology or an energy shortage issue, it’s a policy issue. So, we are something along the line of producing 1.5 million fewer barrels of oil today at $120/barrel than we were a year ago at $60/barrel. Do you think America could survive most of this if we get policy house in order?
MM: We will survive it anyway, even with our feckless policy house right now. We are a very big economy and very high inertia. Even as much damage as politicians are trying to wreak on our domestic energy industry, it’s pretty resilient, but it can be destroyed. As I wrote in my book, it is possible to Sovietize an economy; the Soviets demonstrate it. Venezuela Sovietized their economy. But I don’t think that will happen in America. I’m realistic that more damage could be done but we will survive it. We can’t insulate ourselves from global pricing, so if global oil and gas prices and a lot of pressure is put on and goes up, we will see prices rise here, which, if it goes up enough, we will suffer a recession, too.
Look, if oil prices tracked what happened the last two times we had a major interruption (we haven’t had major supply interruptions except ’73 and ’74, and the ’73 interruption took oil up 400% overnight), we’d be talking $300-350 oil. The Iranian crisis took it up 200%. So, these numbers would be destructive to the economy, we would suffer a recession because of that; it would trigger a recession because it would move too much money into the markets that need fuel and industries would be damaged — you know the trajectory. I think that is not likely but the crisis in Ukraine is volatile enough that you can no longer say it’s impossible. If Putin were self-destructive, he’d say, “I’m hurting. You want to see hurt? I’ll show you hurt.” Just turn the spigots off and gas and oil going to Europe. That would cause a whole lot of hurt there. And would you call that an act of war? Well. . . .
Let me spin a theory: Let’s just say he decided to do it in a Machiavellian way rather than saying, “I’m turning off the spigot.” Let’s just say that the pipe got blown up Nord Stream 1. He would blame it on Czechian terrorists or Ukrainian terrorists, or maybe his guys did it, but actually blow it up, we would see gas prices go wild because Europe would have to make up the shortfall somehow.
This is what worries me about where we sit of which we have not many options except to reset our policies to send a signal to the world that we don’t want to be caught in this position again and to not be caught in this position again because we’re tied to the hip with Europe whether we like it or not. I think that’s basically a good thing, I just think we are. Europe and we have to have an energy policy that economically and structurally signal to the market that we’re going to delink from dependency. Not no Russian oil and gas, but how about if we get, I’ll pick a number, a third of it from Russia instead of 70% if you’re Germany? Then you have some resilience. If that were the policy of the European Union and the United States in combination, the mere act of announcing that policy in legislation — so you can’t change it easily — would push down the forward price of oil and gas because markets price against future expectations. Right now, the expectation is either the possibility of less or the possibility of a lot less, not the possibility of a lot more — that’s not the expectation yet.
DG: Two more quick questions: Listening to some of you stuff, you’re not an anti-renewables type of guy, so again, thinking about our industry, I’m just curious, do you ever see a place where renewables of any type will play a significant role in industry, in general, but, more specifically, high intensity places where natural gas is used like the heat treat industry?
MM: No. That’s the short answer.
DG: Now the follow up: Why?
MM: The majority of processes can’t be done electrically. We can use microwaves, as you know, for a lot of processes, and plasma, so there is a lot of work in that area, and some very promising things. But there is really no easy path to replacing the efficiency, both thermodynamic efficiency and economic efficiency, of high temperature heat (flames) — that’s the nature of processing materials. So then, you’re only option is the current affection for “green hydrogen.” This is a profoundly misplaced aspiration. First, if we’re going to use hydrogen that we could begin to afford and produce at scale, it will be by reforming natural gas. So, it’s economically obvious — stripping the carbon out of CH4 just to burn the H is expensive and energetically counterproductive. So, that’s the “brown hydrogen.”
If we want to make hydrogen by electrolyzing water — your audience understands chemistry — the reason there’s still water on the planet is water does not want to be destroyed very easily. It’s a very stable molecule. You have to use lots of energy to get the hydrogen out and that, itself, makes it inherently — not just for the present but for the foreseeable future — far more expensive than natural gas. Until someone discovers a magic catalyst (and I’m not ruling that out!) that can disassociate hydrogen from water in some fashion that is, let’s say, ten times (not 10%) more efficient than electrolysis, that would be a big deal. But that doesn’t exist.
Renewables for heat. . . . Yes, sure, you make electricity with windmills. As long as you’re willing to take your electricity episodically, when the market provides it, and there are some businesses that turn on and turn off, but if you want to store electricity then we’re going to go back into chemistry world that your audience knows lots about.
If you spend ten minutes studying the physical chemistry of batteries, what you learn is that for storing energy, if I have to store energy so I can provide heat when I need it to run a process (especially continuous processes which are very common in heat treatment), storing natural gas as a compressed gas is relatively expensive; you’d rather have a pipe bringing it in. But if you just do it in straight economic terms: how many dollars does it cost to store a therms worth of energy in a compressed gas tank? How many dollars does it cost to store therms worth of energy in a battery? This is easy to figure out: it’s roughly a hundredfold increase in the cost per therm to store energy in a battery versus normal storing it.
Do the batteries get cheaper by a factor of two? Sure, maybe. So, it’s just fifty times more expensive. And will batteries get cheaper? I’m here to make a simple prediction I’ve been making for several years: NO. They’re getting more expensive now because they’re made from materials. Batteries are 60-70% cost denominated by the commodities used to make them and all those commodities are inflating because everybody wants the same commodities: lithium, cobalt, manganese, nickel.
DG: Yes, and a lot of that is tied to the mining industry.
MM: A very slow industry to respond. And a challenging industry, to say the least.
DG: And not exactly a lot of stockpiles in the North American area. Most of those mines are Russia, China, . . .
MM: Africa, South America, yes.
Another fact-point: the United States was one of the largest mining regions, on a percentage basis, in the world forty years ago; we produced 90% of the world’s rare earth elements into the late 1990s. We produce nearly none now. But the absolute size of the mining sector in the United States is roughly the same in tons and minerals produced now as it was 30 years ago, but the world uses about three times more stuff. So, our share of mining has not kept up with the growth of our economy or the world’s economy, because it’s a hostile environment to open a mine in. We have lots of minerals. America is a very mineral-rich territory. But this administration just cancelled two mines, one in Minnesota to mine nickel and one in Alaska. So, we’re demanding more minerals and we’re going to be importing them; we are now. At least seventeen critical minerals are 100% imported.
DG: Maybe we ought to add to the old “drill, baby, drill” we ought to add “dig, baby, dig.”
MM: You took the words right out of my report that I wrote on this a year ago.
DG: Last question: Let’s come back to your book. I want to make sure our audience gets a good taste of what they would read in there. The Cloud Revolution: How the Convergence of New Technologies Will Unleash the New Economic Boom and A Roaring 2020s. Why should they read it?
MM: You asked, “Do I cover materials?” The taxonomy of the book is that everything in society is based on technologies — that’s what civilization is built from. Humans are technology-creating animals; it’s what we do. We invent things, we build tools. But all the technologies fall into sort of three buckets or three spheres. They are one of only three things: It’s about information — acquiring it, moving it, storing it, processing it, technologies for that. The technologies of machines — machines to move, fabricate, control — we build machines. The third sphere is the sphere of materials. You can’t do anything with the machines unless you have materials to make the machines and the materials machines use to make other things. The universe of society is in those three domains.
What I do in my book is map out the changes that are underway — not speculative, not theoretical — but I look at what I call the revolution that’s already happened. What you want to know in order to know what the next 10 years will look like is not what was invented now or last year, but things that were invented 10 or 20 years ago that are just now reaching commercial viability. That would tell you that the tipping point towards these inflections of growth are close to us. That’s much more interesting than saying, “Oh, fusion is around the corner.” No, it’s not. We don’t know when fusion is going to happen. We haven’t invented a commercial machine yet. But if the first commercial fusion machine had been invented, say, 5 years ago, then you could say very different things about fusion in the next decade.
"What I do in my book is map out the changes that are underway — not speculative, not theoretical — but I look at what I call the revolution that’s already happened. What you want to know in order to know what the next 10 years will look like is not what was invented now or last year, but things that were invented 10 or 20 years ago that are just now reaching commercial viability."
So, I look at materials, machines and information through the lens of what has just happened, and then, what does that mean for employment, for entertainment, for education and for healthcare. I sort of map out the four big areas of what we want to do with machines and materials and information, and I map out, first, the revolutions in each of those three spheres where the epicenter of the revolution.
A thread through them all, for the first time, is this thing we call the cloud, which is not a communications tool — it’s a knowledge amplifier that’s democratizing expertise, democratizing skill. If I had said 10 years ago that you’d do a lot of your data information processing (not just storage) in the cloud, every one of the companies in your audience would stare at me doe-eyed and say, “No chance.” They’re all doing it now. You do it day to day when you do Google map or use Airbnb. But every single industry increasingly migrates their knowledge amplification, not just their storage. All of the software they use, not just in the back office, but to run processes. And some of the cloud hardware might be on premise for reasons of security or latency, but it’s still a cloud, the function is the cloud.
I think of the impact of the cloud in the three domains of communications — the cloud is impacting how we can communicate. The cloud is not a communications tool, it uses communications and amplifies it. We’re moving into an era where we have something that is called a materials genome where we can use supercomputers resident in the cloud to do what alchemists have talked about for centuries: Imagine a material, imagine properties you would like, and do experiments that would’ve taken centuries — you can do them hours in supercomputing. But here’s the key, coming back to your world: It not only all takes energy, once the materials are conjured (which took electrical energy to conjure), it then will still take heat to make those materials because nature does not want to give up entropy without you having to expend heat to plight it.
DG: Well, there is hope for us. There is hope for the heat treat world then, that’s for sure.
MM: There’s going to be a lot of heat treating going on for a long time.
DG: Mark, thanks a lot. I really appreciate your expertise. It’s good to talk to you and it’s nice to see you again. I’m sure we’ll stay in touch. Thanks for joining us.
Heat TreatRadio’seditor, Bethany Leone sits down withHeat TreatTodaypublisher and creator ofHeat TreatBoot CampDoug Glenn to discuss this one-of-a-kind heat treat training event. There’s nothing like it in the North American heat treat industry and you’ll want to send one or more of your people to this entertaining and informative event.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Bethany Leone (BL): Well, Doug, you get to be on this side of the microphone, which is great to have you at Heat TreatRadio and, of course, as our audience says, you’re always up to something crazy, unconventional, very interesting. So, why don’t you tell us about this Heat Treat Boot Camp that you’re concocting?
Doug Glenn (DG): Yes, thank you, Bethany. It is good to be interviewed by you, too!
Heat Treat Boot Camp is an idea that came about as the result of years and years of being exposed to the industry and knowing that a lot of the new people in the industry, (and also even some people with experience), would really like to know a lot more about the industry without having to spend 5, 6, 7 years just experiencing it, learning ‘on the job,’ if you will. So, the whole idea behind the Heat Treat Boot Camp is to cram 3 to 5 to 7 years’ worth of information into the heads of the attendees of the Heat Treat Boot Camp in a day and a half of classes. So, it is a very condensed tutorial on the North American heat treat market.
BL: I know I am eager to be a part of this and try to glean as much information as I can. Doug, when is it going to be? Have you determined those dates?
DG: Yes, we just signed the contract with the hotel. It will be on October 31st thru November 2nd. I do want to emphasize to people that on October 31st it starts in the evening of October 31st. That’s an optional reception- you can come, get comfortable in your hotel room, come down and have a few drinks and hors d'oeuvres with the rest of the heat treat community. The real education part starts on Tuesday, November 1st and we will go a full day. Then, that evening, we will go out and do some sort of special soon-to-be-announced event in the evening where we have a little fun out on the town in Pittsburgh somewhere. Then, we have a half day of classes on Wednesday, with lunch wrapping it up.
We are considering adding a plant tour on Wednesday afternoon. We haven’t determined that yet for sure, but that’s a possibility. Basically, all day Tuesday for classes, half day Wednesday for classes and then you either go home or you decide to go with us on a plant tour, if we end up providing that.
BL: You mentioned a hotel. Are you willing to share which hotel it is or is that going to be a surprise?
DG: No, I did forget to mention it. It’s going to be at the Hotel Double Tree by Hilton Hotel & Suites Pittsburgh Downtown. What’s kind of cool about this is it is right in the shadow of the US Steel Tower building. When you walk out the front door of this hotel, you look up and there is the US Steel Tower building. I think there is no place more appropriate for a heat treat boot camp than right in the shadow of the US Steel Tower. It’s going to be very exciting. It’s a great venue. There are genuinely nice people there and I think everyone should enjoy it.
BL: And you’re talking about speakers, too. Who are these speakers going to be? (I already know one because I’m looking at him.)
DG: Right, most everybody that comes is going to be subject to my speaking, yes. There are going to be about seven different presentations. I think I’ll be doing four and Thomas Wingens from WINGENS LLC International Industry Consultancy out of Sewickley, PA (a suburb of Pittsburgh) will give other more technical talks. I do want to emphasize these talks are not going to be heavily technical. This is really going to be about the players in the industry, (who are the companies in the industry that are making heat treat equipment and/or ancillary products), what are the products, the processes, the markets, and the materials. Those are the five main areas that we’re going to be covering.
BL: You got into this at the beginning, but can you share for our listeners again who exactly is going to benefit? It’s about the basics, but can you get into that a little bit more: maybe the positions that people hold that would want to keep their eye out for this?
DG: Good question. The answer is that it can be anybody that’s in the industry that feels like they need to know more. Ideally, it will probably be new employees who have just recently started in the heat treat industry. Typically, employees of some of our suppliers or employees of commercial heat treaters. It can also be new people in our core market (or our core listeners or readers). Captive heat treaters in the aerospace, automotive, medical and energy markets as well as any other general manufacturing would also benefit from this. But I anticipate a large number of the people who will be attending are those who are suppliers to the industry who want to send their new employees as well as people who may not be so new, but who would like to learn more about the heat treat industry and what it is they’re doing every day. Those are the people.
There is one other audience I will tell you about. We may get some of these people and that is an audience of investors and/or investment bankers, if you will, or lawyers — people who are interested in merges and acquisitions. This would also be an excellent place for them to come to get the lay of the land for the North American heat treat market and who does what. Of course, Thomas and I will be around to answer specific questions if people have specific questions.
BL: It sounds like there’s going to be a lot of people who want to learn something or who are constantly learning and usually trying to navigate, or are in the middle of navigating, that transition.
How is this training going to be different? Very clearly for our listeners, how is this different than any other training offered?
DG: I’ve been in the North American heat treat market for 30+ years now. There is nothing like what we’re going to offer. I know a lot of the different trainings that are out there and there is nothing like Heat Treat Boot Camp. It’s going to be very much basics, but it’s not going to be the basics of metallurgy and heavy in the process information; it’s really going to focus on the commercial side, if you will. You’ll get enough of the technical side. For example, we’re going to explain things like heat — where does it come from, how is it transferred? But we’re not going technical on that. It’s going to be very basic so that everybody can understand. There are two or three places where heat comes from and how it transfers. There are two or three ways that heat transfers from place to place. We’re going to cover some of that.
We’re going to talk about the equipment that is used in the marketplace — everywhere from the most basic box furnace up to some of the most sophisticated type of equipment that’s out there. And how is it used? We’re going to talk about induction heating. We’re going to talk about air and atmosphere furnaces. We’re going to talk about vacuum furnaces. And all the ancillary equipment that goes with it like burners, heating elements, atmosphere, insulation, and refractories. I mentioned atmospheres — either industrial gases and/or on-site generation with endothermic, exothermic, or even on-site hydrogen generation. And we’re going to talk about cooling systems. We’re going to talk about all those things and make sure people know, on a very basic level, what are those things and where they fit into heat treat.
There is no other seminar or webinar like Heat Treat Boot Camp. It is absolutely unique, and I’m really excited about it. I’ve been looking forward to doing this for years and years and I’m hoping it goes well.
BL: That’s great to hear, Doug, and thanks for sharing. So, it’s a lot of the basics. We’re looking at terms. We’re looking at people. We’re looking at the major players, and how everything in heat treat and the industry works together.
Anybody listening? If you are thinking you want to attend, start gathering your questions now because Doug and Thomas will be addressing them coming up this October/November.
How can people sign up or learn a little bit more about Heat Treat Boot Camp? Where can they find information?
DG: It’s very simple. The website is www.heattreattoday.com/bootcamp. Registration should open early April, so if this is beyond April, it should be there. I would love, love, love to see you there. I think it’s going to be a blast and a really great time, so I’m hoping to see a lot of people.
BL: Thanks for sitting down with us, Doug, and letting me host this episode of Heat Treat Radio.
Heat TreatRadiohost Doug Glenn has a timely discussion with Josh Hale of International Search Partners, North America’s only heat treat specific headhunter organization, about the exceptionally tight labor market and what captive and commercial heat treat shops can do to gain and maintain the valuable workers they’re in need of.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
One of the canine "workers" at International Search Partners
Doug Glenn (DG): I don't think that we've had a non-technical issue that is as important as this one, and that is the labor shortage that is real and that most people believe is going to get only worse over the next several years. Here to discuss that with us is Josh Hale who is with International Search Partners. Josh, first off, welcome to Heat TreatRadio. If you don't mind, if you would give our listeners just a brief background about you, where you come from, and your role in helping people fill roles in the heat treat industry.
Josh Hale (JH): Yes, for sure. Thanks for having me, Doug. I've been recruiting since about 2004, and when I say recruiting, I mean helping different companies identify, hire and engage, and eventually bring on board employees at all various types of levels. We are International Search Partners. We are actually founded in 1998, so for over 20 years we've been working pretty exclusively in the heat treat space. I always kind of say we do about half our business with furnace and other manufacturers, about half with commercial heat treaters and then a mix of stuff tangential to the industry, whether that be forging companies or other kind of industrial manufacturing. Again, I've been recruiting in personnel, hiring, and job market space for a long time. I came and joined ISP and acquired the company about six or seven years ago now. ISP has a long history in heat treat, I've got a lot of history in recruiting, and here we are.
DG: You're in the right business at the right time, I can tell you, because it seems very interesting out there. I was looking at your website and I've got to deviate a little bit. So, it's not just you – apparently you've got at least one other person and two canines that are helpful to you, yes?
JH: Haha, yes! In fact, one of the canines is here in the room. If the computer wasn't mounted up I could show him off.
DG: So, you've got Jessica Maier as one of your helpers? A partner?
Jessica Maier Senior Recruiter International Search Partners
JH: Yes, exactly. Jessica works with us. She's based out of San Diego. I'm based out of Austin Texas. We both work remote, working from home. I've got the weekend vibes with the Hawaiian shirt today. I don't need to go into the office or anything. But yes, we work very consistently and tightly together. Then, there is Jim McNeal, who actually founded our company in 1998. We jokingly call him "President Emeritus," but with that emeritus status, he works with us on a few select clients here and there. Then, we've got a rotating group of consultants that we bring on board on more of an ad hoc basis, so we're prepared and able to scale, as necessary, for hot markets like this. But, the core is me and Jessica, and for smaller industries like heat treat, that works pretty well.
I would be remiss not to mention that we also have a new junior recruiter- Jessica just recently had a baby, so 2-month old Lincoln is practicing to be able to pick up the phone here pretty soon to help us out too.
DG: Well, at the time of this recording, since we're talking about babies, one of our staff members is actually in the hospital delivering.
JH: In about 25 years we'll be celebrating the new 40 Under 40 class between them.
DG: Right, exactly. And, you know, I should mention that Josh was a member of our 40 Under 40 Class in 2019.
Let's talk about this: Based on your business, you, probably more than anybody in the heat treat industry, have a good 30,000 foot view of the labor situation. Is it severe? How severe is it and what can we say about that at this point?
JH: I haven't seen anything like this in all my years of recruiting, in or outside of heat treat. I think it's affecting a lot of industries. Most of the data points I would reference on this are a little more empirical, but for example, I was in St. Louis for the ASM Heat Treat show a couple weeks ago. I was just kind of making my rounds and saying “hi” to people as I like to go to these shows to put a face behind a name with people I typically spend time on the phone with or emailing, and everybody was telling me, "Hey, we need help. Please help me find a candidate. We need candidates. Please send us resumes." That was the consistent theme. So, there is an empirical data point.
We tend to keep track of our open searches in a fluid way, if you will. Without getting into the weeds too much, what I mean by that is that we've got clients that come to us with, "Hey, we've got an empty seat, we need to fill it. Go out there and find somebody." We've got clients who come and retain our services for really urgent searches, but we actually do quite a lot of business in, what I call, “keeping our eyes open.” Like, you don't necessarily have an opening but you like to see a good talent when you come across it. Since I specialize in the industry, I can keep you in mind. We do a lot of work that way too which is less of an open position and more of a “keep your eyes open” situation.
With that, it's how we work. Typically, we may have anywhere between 20-30 real open positions and then maybe 50% more on this “keep your eyes open” thing. Right now, I have probably 50-55 actual open positions. This is twice as much as normal. Honestly, in this type of market, this is with me not doing any kind of real outbound efforts to generate new positions because I have too much to work on. Again, it's kind of empirical- it's not real data driven, but from my experience, I've never seen it like this.
DG: So, in essence, it is real; I don't think we have to convince anyone of that. From your perspective, it's pretty nearly doubled the number of open positions that you're actively looking for, and I'm sure there would be a lot of other people in that other category you mentioned about- if you find somebody, let me know.
JH: And, certainly, there is an opportunity for a lot more open positions if I were to chase after it. I'm just in a situation where there is so much business right now for existing clients that getting a new client would be difficult.
DG: Well, after this airs, you might have to hire a third and fourth partner to get things going, because, I can tell you, there's a lot of people looking.
Just anecdotally from our side, myself and my wife just got back from attending the Metal Treating Institute fall meeting this year down in your neck of the woods, down in San Antonio. To a man, to a company, to a person, everybody was looking for people to work. It could be in key, higher level management areas as well as shop floor- I need a guy that knows how to load a furnace.
In your company, specifically, very briefly: Are you guys dealing with furnace operator type people or do you tend to deal with more of the engineer/management type folks?
JH: More of the engineer/management type folks is where we really specialize. We placed a furnace operator or two in the last couple of years, but it's very rare for us. But, from talking to customers/clients/people, those hourly production type positions are definitely a situation where companies are struggling. It's kind of a long way to answer your question but historically we haven't really done a lot of work in that space because at that hourly production level you can hire somebody off the street and train them. You're not going to necessarily pay my fee to go out there and find that type of person, while in this market, more and more companies are telling me they're willing to pay a fee if we can find somebody, so it's coming up more and more.
DG: And that is the operative word – if you can find someone, which is not easy. Obviously, a lot of those jobs tend to be more regional – you can hire people locally, but it is difficult.
I want to delve into causation a bit. We know we've got a very, very tight labor market, and there are a lot of theories around about why that is. I'm curious, from your perspective, Josh, what's causing it? What's the issue here?
JH: There is a lot of theorization out there. I could spend hours going down the rabbit hole. There are some really interesting theories. In fact, did you listen to the guy speak the keynote at MTI? He talked a little bit about this idea of men not coming back to the workforce. I've listened to some of his talks and one thing that he mentions that I really buy into is this idea that the boomer generation had dual incomes, they were working and they really generated a lot of wealth and that wealth now about to get inherited by younger generations. These younger generations see that and aren't necessarily motivated to work as much.
People are moving towards the “YOLO Economy”
This is the kind of theory that I would buy into because one of the other aspects that I'm seeing a lot of in the market (and I've heard people pine on in some of the editorials out there) is this idea they call the "YOLO Economy." The YOLO Economy is, basically, the idea that you only live once. Now people are coming at this, especially coming out of COVID, like, "I don't want to go back to that job. I want to try to get the band back together. I want to go write a novel. I want to do crafts and they start a little Etsy business and sell those on-line. I can travel more." They maybe want to work part-time and travel, especially if they've got some foundation from an inheritance, I see that as a real factor here.
For someone like me, a hardworking, nose-to-the-grindstone kind of guy, this is so hard to put my mindset around, but I hear it come up a lot. It's like, "Hey, I'm done going into the office 40 hours a week."
DG: Very, very interesting. First off, YOLO is great; I hadn't heard that before, so that's helpful. But, you know, it is interesting the change in psychology, if you will. It's something only a first world nation, first world economy, which is a lot of the western hemisphere is these days, where there is enough wealth out there that they don't really need to worry about working. I'm a boomer, right? I'm on the tail end of the boomers, so yes, double income or whatever, the kids wouldn't necessarily need to worry about working and, if you don't need to work, you don't. That is the nature of man.
JH: Another factor that I think has come into play here, speaking of not working (especially COVID affected this): people are retiring earlier. If you were going to retire in three or four years and then COVID hits, "I might as well do it now," that kind of thing is coming up. That affects heat treat, especially, as it's kind of an older industry in terms of the core workforce. We're seeing a lot of that too. So, people retiring, people not wanting to go back to work- all those factors definitely affect it. There is a confluence of things. Like I said, we could go hours going down this rabbit hole – it's really interesting.
DG: Even things as political as immigration policy are certainly having an effect on the labor market.
Let's move on to this: What kind of advice would you give, Josh, to companies nowadays who are looking to fill a position, which is, essentially, as we said, pretty much everybody? From your perspective, what are some of the fundamentals they ought to be thinking about?
JH: The analogy I like to use, when people talk about recruiting or hiring, is the sports team: If you were trying to build out the world's greatest basketball team – just like you're trying to build out the world's greatest heat treat or the world's greatest furnace OEM – if you're going to try to do that, you want the best people to try out for your team.
If you take this analogy down further, when you're trying to build the world's best basketball team, you're not going to hope that LeBron James applies to join your team. You're going to go out there and tap him on the shoulder and say, "Hey, my team's really good. Come and join us. We're a championship squad." You need to take that proactive recruiting approach. That's part of the services that obviously our company offers; we specialize in this, we're in this day in and day out, and we're building up this bench of people to go out there and proactively recruit, again, not coming in and applying to a job.
But you can do that if you have your own company too. I would advise anybody who owns a business or is managing a business to have a good pipeline of people at the ready all the time. It's easy to get comfortable – I've got my team, I've got my department set up. It's not going to be like that a lot. Somebody like me might go in there and pull somebody away.
"The 'LeBron James' style of recruiting is proactive and necessary."-Josh Hale
DG: You're not doing yourself any favors with that, Josh.
JH: Well, you know, if it happens, I always tell people, you can either be a client or you can be a source, one or the other. But yes, somebody might retire, somebody might take that YOLO philosophy and leave. So, you should always have that bench going, always continually be networking. I tell people, too, you don't want to be afraid to “top-grade”: If you do have the opportunity to bring somebody in who's maybe better than the existing person, that can help you and your team and can build up the morale and the overall core a little bit better.
DG: What do you mean by that? Are you suggesting you replace a person with whom you are currently happy with somebody who’s better, or just hire them in addition to that person?
JH: If you can hire in addition to is the best solution because it widens your bench a little bit, to use the sports team analogy, if you can replace your starter, put your starter on the bench, and have a great guy who can come in and pinch hit or whatever, that helps a lot.
So just have that kind of philosophy. It's kind of a forward thinking philosophy, it's a proactive-type philosophy. I think that's the biggest thing. You can't wait until someone gives notice and leaves, now you've got an empty seat and now you’re struggling and your hair is on fire. You really need to do this constantly. That's my biggest piece of advice.
The other bullet point that comes up when I think about this, (and there are people out there that don't want to hear it), but you really need to kind of loosen your requirements a little bit. People come to me saying, "Hey, I've got an opening. We need to have XYZ on the resume and everything else." And I say, "Look, that person you're looking for just doesn't exist." You've got to be a little more realistic in your requirements and hopefully that will help attract the right people.
DG: Once they've got that person in house, one of the other big concerns here is they can gain the right people, but how do you maintain them? What type of advice would you give companies for keeping good workers?
JH: Again, it goes back to the idea of trying to be a little more forward thinking. I think COVID shifted a lot of things. I've seen a lot of stats. More and more people are allowing people to work from home. That's not always possible in the heat treat or commercial manufacturing type environment, but if it is possible to spend a day at home doing some CAD drawings, let them do that. That engages them more and makes them feel more at home.
Being creative with some of the compensation. More and more companies are paying more and more. I think wages are going to generally increase. But, at the end of the day, the market is the market, so I don't expect anybody to overpay just to hire somebody. There are other creative ways of compensation. Vacation is a big one, some work-life balance. . . There are types of benefits. Those kinds of things go a long way.
Offer autonomy, purpose, and mastery in your workplace to maintain workers.
And then, too, trying to have good morale. Morale is kind of a cliche word, but I think it carries a lot of weight. It gives you a reputation in the market as a place that you want to work for. I've heard it said that people like to work for, basically, three things: autonomy, purpose, and mastery. Get somebody in there and give them those things. Give them some opportunity to work and 'do their thing' with that autonomous nature, not being micromanaged. Give them some ability to be trained to grow and develop to create that mastery. And, if you can get them on there for a bigger purpose, that really helps a lot too. People don't want to be just a cog in the system. If they know they're contributing to, whatever it is, growth or more market share or new R&D development, these kinds of things. If they're contributing to something bigger, that's going to keep them on board and it's going to keep them passionate about it and it's going to probably help them maybe think they want to bring their friends into the fold. That's another great way to hire- the internal referral program.
DG: Have you seen, over the time you've been doing this, the motivation for people who want to work change? I know the guys you were talking about, the fellow who gave the presentation at the most recent MTI meeting, they talked about the differences in the generations- the boomers, the X, the Y, the millennials, whatever. Have you seen tangible evidence of a shift in the motivation of what really does engage the different age groups?
JH: I'm going to answer that a couple different ways. At the end of the day, nobody is working for free. Salary is a consistent hot bun for anybody looking to make a move. But I have seen, and a lot of people tell me, that one of their reasons they are looking to leave their company is stagnation. So, I talk about that kind of overall purpose. A lot of people I talk to are saying, "The company I'm with has been doing the same thing in the same way for 50 years and I'm interested in making some upgrades." I can't tell you how many times I've placed a candidate. I ask everybody I work with, "Why are looking to make a move? Why would you consider leaving your current company?" One of the consistent answers I get is, "Well, you know, I made a suggestion for an improvement and my boss told me that we're not going to do that. I know it's going to make an impact and they're not letting me." Having that, again, forward thinking, engaged employees, try their ideas out, be willing to invest in new technology. If you've still got microfiche in your company, you're doing something wrong.
DG: For those of you who don't know what that is, you better Google that one: microfiche.
JH: But I am serious. Move on to the touchscreen computers or the iPads. People are still doing stuff in triplicate in field service reports and things like this. People want to work for technologically advanced company that they can feel good about.
People want to work for technologically advanced companies that they can feel good about.
DG: I'm going to see if you know this one: I was telling somebody the other day, I said, "I still remember when I was in school using a mimeograph machine." I don't know if you know what that one is.
JH: I don't think I've heard of that!
DG: That was the way before Xerox machines. When you did hard copies, you put this thing on a drum and you basically turn it and it would crank out copies in blue. Anyhow, it's an old time one.
Let's move from the company’s perspective of advice to help a company who's looking to hire someone to just talking to the individual who might be in a position that you just talked about or maybe some other motivation like, "You know what? It's time for me to move." They need to make a move for whatever the reason might be. Is there any advice you can give those people for entering a labor market? Obviously, it's a job seeker's market, right?
JH: I'd say a couple things: One, my first piece of advice is, as you said, it is a job seeker's market. But it's now. This is not a job seeker's market forever.
Strike while the iron is hot. If you have any potential idea or any inkling that maybe there is something better out there for you, I'm of the opinion, nothing ventured, nothing gained. I use the idea of big mistake, small mistake. It would be a big mistake to pass on the opportunity to land your dream job, but the small mistake to spend 30 minutes on a phone interview with a company. I would encourage somebody to talk to anybody, to put those feelers out there, have those initial phone interviews.
Now, when you get down the process of an interview, if you decide you don't want to work for the company, you don't want to waste people's time, but for an initial phone interview, sending a resume off, it is truly nothing ventured, nothing gained. It's a big mistake to miss an opportunity but a little mistake to not even try. I would definitely encourage that.
Also, if people are really looking out for their career, if at all possible, opening up the geography helps a lot. I know for some people that's just not possible, but if you could be just a little bit more bold in looking at some potential different regions/areas, that definitely opens up the door for a lot more potential.
People ask for my advice that are looking for the next step. People have in their mind this idea that their career progression is going to be on a linear upgrade. I tell people it's not always going to be like that. If you think of it more like a step up, across, up, across – with that visual – I think it sometimes helps people. What you're going to want to do is leverage your current skills to get to that next company that can then catapult you up a bit. But it's not necessarily going to be going from engineer to engineering manager; it might be going from engineer to senior engineer with opportunity to move to engineering manager.
Be realistic in some of those expectations and not being afraid to utilize your skill set and leverage that to a new company. I hear a lot of times people saying, "Well, I've been an engineer for 10 years. I'm kind of bored with it. I don't want to do CAD drawings anymore." And I say, "But you're really good at that and that's in demand right now. Maybe get with a company where you can do 80% CAD instead of 100% CAD and spend 20% of your time on projects you like." You kind of step up instead of just going linear with the growth.
DG: What do you say to those people, (some might call them naysayers, others might call them very pragmatic people), who say, "Well the grass is always greener." What do you say to those folks who are kind of discouraging employees from looking at something else because, "You're going to go over to that company and it's not going to be what you thought it was.”
JH: There is certainly some validity to that. But, also, like I said, it's kind of a nothing ventured, nothing gained situation. I think that people who have really successful careers are bold, and they take some of these risks. Also, you've got to look at it on a case by case basis. There has been many a time when I've talked to somebody who's had a jumpy work history and maybe has had that "grass is greener" mentality a little too often. I've told them, "Look, you should probably get a couple years under your belt before you talk to me."
Find the happy medium between being too jumpy and being too stable in your career.
There are cases where that makes sense, but I think especially in heat treat, I've seen a lot of people that have been stable, they stay at their company a long time. If you've been with your company, especially going on the 10 year mark, it's kind of time to think about it. I'd say between 7-12 years, you've got to start thinking, "Are you going to retire at the company you are at now or are you going to start to make a move?" There is the opposite of being too jumpy and that's being too stable. Sometimes people look at someone like, "You've been with only one company for 30 years? You're not going to learn our ways."
There is kind of a happy medium there. Like I said, I'd tell people, look, be bold. Don't be afraid to take risks. This is a good market, and your skills are in demand. If you land with the wrong company, you'll find something else. It's not that big of a risk. But, when you're going through the interview process, ask a lot of questions. The candidate is interviewing the company as much as the company is interviewing the candidate.
DG: It's a scary thing to change jobs. I've heard statistics say that the one thing that frightens people more than public speaking is losing their job.
Now you mentioned, one of your first pieces of advice for potential job seekers was strike while the iron is hot. This is the time. You mentioned it's not going to last forever. How long do you think this tight labor market is going to be around? What's you prognostication here?
JH: For my business, I hope forever. But, seriously, I don't think so. These things are cyclical. I would say that we've probably got at least another 2-3 years that it's going to be like this. And then we'll probably see the broader economy start to shift at that time. I think, too, it's going to depend a little bit on how our industry is affected, specifically. There are some political implications. I think COVID helped quite a bit in bringing some of the manufacturing on shore, which I've read about in Heat TreatToday a couple of times. There are some things in our industry that might make it even tighter for longer.
I think, too, and maybe you have some comments on this, Doug, from the MTI meeting [in October 2021], but there seems to be a little bit of resistance in heat treat to get with some technology that can bring in some robotics and things of this nature, that would probably help with the labor market, but I think in our industry and specifics, it doesn't go that way as fast as some other industries.
DG: I think that's true. I was listening to those conversations when they were talking about the introduction of robotics. To me, my initial thought was, "Well that's easy. Robotics are easy if you've got high volume, low variable production." In other words, you're running a lot of the same part. Especially with commercial heat treating, which is not necessarily a large portion of the audience that we have, a lot of what we have are the captive heat treater, but, especially in the commercial heat treat world, you're dealing with basically a job shop which is very hard to automate.
But, with our more typical listener/reader with the captive heat treat shops, there is the opportunity for that and those things could, definitely, make a difference in the labor market. Yes, it's important. I think those people will move in that direction. I think we all will, the more comfortable we become with automation and artificial intelligence and things like that, the more we'll move in that direction.
Strike while the iron is hot.
This has been good. Is there anything else? I always like to ask the question just in case there is anything that has popped to your mind that you think would be helpful to our listeners. Anything else you would want to add?
JH: It's a really interesting time right now. I don't know that I'd add anything than what we've talked about. There is a lot of speculation out there. There are a lot of interesting analyses about what's happening. Like I said, it could be a rabbit hole we spend a lot of time going down. But, for sure, if there is anybody thinking there is even a potential opportunity, I'd strike now while the iron's hot. And, for companies looking to hire, I would get creative and try to be proactive and reach out to people and try to have that bench of candidates and try to think about how you can loosen your requirements, whether it be in-house training or maybe have somebody who hits 8 out or 10 bullet points you want instead of 10 out 10, that helps a lot.
Heat TreatToday publisher, Doug Glenn, sat down with heat treating specialist, Piotr Zawistowski, the managing director at SECO/VACUUM, to hear what he believes the future of heat treat holds. Karen Gantzer and Bethany Leone from Heat TreatToday also joined the conversation, recorded at the ASM Heat Treat Show 2021. In this episode, you’ll learn why Piotr believes LPC, automation, and predictive maintenance are the future of heat treat and how to get there.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Bethany Leone (BL): Peter first shared how SECO/WARWICK was on a mission to actualize the future of heat treat.
Piotr Zawistowski (PZ): I think we are on a mission, that is, SECO/WARWICK and I. I think the future of heat treatment will be LPC for carburizing, and gas quenching for quenching instead of oil. I think the future is LPC and hydrogen quenching, to be honest. Right now, most of carburizing is done in a carburizing atmosphere, and most of the quenching, as I know it. I think that everything is moving in the vacuum direction, if you will, but we're not there yet. So, that's our mission, in general.
Members of Heat Treat Today sat down with Piotr Zawistowski, managing director of SECO/VACUUM, at the ASM Heat Treat Show 2021.
I think I showed you a graph with what is the difference in quenching between oil and gas. Right now, with 25 bar quenching, we are on the level of slow oil. To get there, we have to use helium, but it's expensive, it's not economical. We can go to hydrogen, which is the speed of oil and it's everywhere, it's cheap. I think this is the future.
BL: This idea that the future of heat treat will be LPC and gas quenching – specifically with hydrogen – means moving in the vacuum direction, as Peter noted. But how fast will this transition come, especially given safety concerns with the use of hydrogen as a quenchant?
PZ: Exactly, that is the concern right now. I think it will come, but we are far away from it. Anyway, we don't have to go to hydrogen immediately, but I think we should go to nitrogen for now. We have some solutions for that, and on top of that, I think we will go from regular carburizing to LPC. It's not easy for people to switch, so our mission is for us to try to convince people to switch to LPC. We would like to make it as easy as possible for them so that's why—maybe 20 years ago—we thought about starting. Because we had quenching and carburizing, we thought, let's maybe leave quenching the same and start with carburizing. So, we developed vacuum oil quench furnaces just to make it easier so they only have to change one thing at a time. But then, we thought, it's a leap for them anyway because those are different oils and it's a vacuum oil. So, right now, we're introducing a furnace with vacuum carburizing with the regular atmosphere is a quenching chamber in regular oils that all the heat treaters have known for years.
DG: This is the SuperIQ?
PZ: This is the SuperIQ. I don't want to make it commercial, but this is another step. If you look at our wall here, we have six different products and five of them are for carburizing. It starts with Vector. It can have carburizing but it doesn't have to be, but anyway, they all are connected with carburizing. I think the mission is to convince people and to switch, in the industry, from all the messy dangerous, open-fire furnaces to new, clean, better technology.
Piotr sharing SECO/WARWICK vision for the future of heat treating.
BL: As we just heard, these are big transitions. So, if the first step towards heat treat with LPC is for heat treaters to use atmosphere carburizing with oil quench, what are the next steps to move to a fully vacuum-based future?
PZ: Step number two is vacuum oil quench and step number three is vacuum carburizing or LPC and high pressure gas quench. That is the future, in my opinion, and with hydrogen.
BL: As a review, moving to LPC could look like, first, using a traditional vacuum furnace with atmosphere capabilities, then, heat treating with vacuum oil quench, and finally, heat treating with LPC and high pressure gas quench. If such a transition is appealing, it would be good know what the productivity improvements of LPC are. . .
PZ: So, it depends; there are a couple factors. First, we have to take into account what kind of a case that we're talking about. But, in general, I can tell you that the productivity increase should be 50%, or even 100%, or more.
DG: You can double the amount of product through in the same amount of time?
Piotr walks through challenges to overcome to achieve an LPC and hydrogen heat treat future.
PZ: Yes. And, it's just as simple with increasing the temperature, so we are not limited with low pressure carburizing with the temperature, whereas there is a limit that atmosphere carburizing can be done. So, we have a lot of possibilities here.
BL: So, a 50-100% increase in productivity and an increased temperature range comes along with low pressure carburizing, LPC. When considering LPC, there is the question of how traditional specification, which clearly state the necessity of atmosphere carburizing, can be compatible with this newer technology.
PZ: Yes, and those specs are changing.
DG: Is that going to be a hindrance?
PZ: Yes, it is right now, especially in aerospace. The automotive industry, they moved already to LPC, but aerospace we are trying to help to change those specs, and they are changing as we speak. A lot of those specs are still from the '80s, and there was no LPC back then. As you know, in aerospace, it is not easy to change a spec, but this is happening right now, as we speak.
DG: Are you guys involved with changes from Nadcap and all?
PZ: Yes, and we are involved in major aerospace players. We are doing tests for them and we are delivering them LPC furnaces. Some of them are still doing R&D, but this is a first step. With some of them, we are starting to see real production with LPC in aerospace, so we are getting there.
BL: To be sure, integrating the technical creation of specs by bringing heat treaters in touch with key end-users in the industry is necessary to have standards reflect effective heat treating techniques. Aside from standards, is there any resistance to adopting low pressure carburizing?
PZ: I think, people are afraid of what is new: atmospheric carburizing is very simple and it is well known, vacuum carburizing is something different. So, for atmosphere carburizing, it's only to control the potential in the furnace and time of carburizing. In vacuum carburizing, it's not that easy- you have to have a special simulator to create a recipe. People are afraid of it, but they shouldn't be because there is software. We have software that can make that recipe really easy and pretty quick. People are just afraid of something new.
SECO/WARWICK's SimVac
We have it [simulator] to create a recipe for LPC for the purpose of carburizing and we actually provide it. This is our own simulator and we provide it with the equipment so it's very, very easy.
BL: In addition to an aversion to the new and the changes that may be involved, folks have a real concern with distortion. Peter then addressed this concern. . .
PZ: High pressure gas quenching, in general, is better, but there are other methods. It is not only us, but we are all trying to limit the distortions; we cannot say “eliminate” because that is impossible, but we can try to limit the distortion and control the distortions. What we introduced to the market is our 4D quench technology, “fourth” dimension is that we rotate the part during quenching.
BL: While there is resistance that may be from outdated industry specs, a suspicion of the new, or technical concerns which the industry is continually addressing, Peter was sure note that there are, in fact, drivers that are encouraging heat treaters to move towards LPC.
PZ: I think, the driver is both productivity and safety. As an example, the [US] Biden administration just committed to reduce CO2 emission by 50% by the end of the decade. This is good technology and there is a lot of fuel to emission out of atmosphere carburizing, internal and external. But, there will be a push for climate change and CO2 emission. I think, it's not only mandates, but, I think, in Europe, for example, they have a lot of grant; there is a lot of government money you can get if you are reducing the CO2 emission. I think, for the heat treaters, it should be easy to capitalize on it. As I said, no CO2 emission on LPC. There is no emission at all. That is the beauty of the technology.
Kanthal notes the electric shift that is predominantly occurring in Europe
Find this article in the August 2021 digital edition
BL: Certainly, financial incentives to adopt “greener” technologies as well as personal desire to do so would be motivating. Is there anything about the heat treated parts cosmetically that would make LPC attractive?
PZ: Of course. And, you don't have to wash it after, which is great. It depends, as we still can have LPC and oil quench, you have to wash it, but if you can get to the gas quench, you've eliminated the wash part. They just look nice and shiny and bright. The color is better and you can eliminate washing.
BL: It is clear that LPC, one of the factors that plays into the future of heat treat as Peter envisions, has challenges and benefits for heat treaters to consider. Peter then talked about two additional factors for the future of heat treat: automation and predictive maintenance.
PZ: There are two other factors. One is automation, which is something big and it's more and more especially nowadays with the labor issue. But, it is to eliminate the human error part of it. On top of that, it is the traceability of the parts. More and more customers would like no operators and the machine has to run by itself. We have that—a full system of equipment. You just place the basket with parts, or several baskets, and then the robot takes it to the furnace, carburizes, quenches, tempers, washes and then it comes out, completely untouched. Robots are the automated loader. That is the direction.
Another is predictive maintenance, which is a big deal right now. By predictive maintenance, I mean that the system has to predict the failures or the downtimes. A lot of systems, which are available on the market are called “predictive maintenance”, but they are reactive. For example, they have sensors on the machine and if something breaks, it sends you an email message, or whatever. Our SECO/PREDICTIVE, which is our predictive maintenance, is based on an algorithm. The algorithm is written in such a way that the system learns on failures and the more equipment we have connected to it, the more data we have, like everything we have around us right now, all the Googles and Amazons and so on. I think this is the future, as well. So, everything has to be connected to one database to predict what will happen before it happens.
DG: Can you give me an example? Let's say you've got a high temperature fan inside a vacuum furnace. How would the SECO/PREDICTIVE or predictive maintenance work on that?
PZ: I think we would control the vibration on it. I think that's one way to do it. And, at a certain level, it would send a signal – "Watch out! - you are about to have a problem". It is better to do it that way because, then, there is time to order a replacement or schedule something so it will not break. But, the goal is to predict the failure before it happens.
BL: With thoughts of LPC, automation, and predictive maintenance on our minds, we then walked over to a display of various furnaces to see how SECO/VACUUM applied these insights to their own furnaces. Peter began with the Vector, a versatile high pressure gas quench furnace.
PZ: This is a single chamber, multipurpose furnace. It is for LPC carburizing and high pressure gas quenching. This is the main furnace and, I think, 70% of what we sell. Maybe this is, like 50%.
Then 20% are the vacuum oil quench furnaces. The vacuum oil quench furnaces heat processing chambers are the same as the Vector but then we can quench it in oil or we can have three chambers that can be continuous production or you can have oil quench on one side and high pressure gas quench on the other side. We call it CaseMaster Evolution. This is our middle step. As I said, our goal is to go for LPC.
But, then, there is another one, the new baby in the family. [Peter then gestures to, what they call, the Super IQ vacuum furnace.]
For people, it was not easy to make a switch, so this is like a hybrid. The processing chamber is vacuum carburizing but the quenching chamber is like a traditional atmosphere quench. It is like a pure replacement: you can take one out and put this guy in. You have all the benefits from low pressure carburizing but you operate mainly like an old and traditional furnace. This is to make it easier in the transition.
BL: After learning how certain furnace designs can be helpful to heat treaters who have different processing needs or who are trying to convert to LPC, we then moved to see how LPC is being brought to pit-furnace size loads.
PZ: This is another one, another tool in our mission, I would say. This is a pit carburizing furnace but with LPC. Right now, for big, heavy parts, they are carburizing atmosphere in pit furnaces and then they open the furnace and they just transfer it with a crane to an oil tank. This is basically the same, but the pit furnace is with LPC. There is nothing like this on the market right now.
We are trying to bring the LPC advantages to big parts and pit-style carburizers, as well.
BL: From LPC for large loads, we ended our tour with an LPC furnace with an interesting way to maintain traceability.
PZ: This is a single-piece carburizing furnace which we talked about.
So “CaseMaster”, which was the name of our traditional integral quench carburizing furnace in the past, we no longer do. Right now, if we have an RFQ for atmosphere carburizer, we go with LPC.
Thank yous from the group.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Heat TreatToday publisher Doug Glenn wraps up this three-part series with Pelican Wire experts by talking with John Niggle from Pelican Wire about thermocouple insulation types and considerations.
The first two episodes cover the history, types, vocabulary, standards, and other basics of understanding how thermocouples work. Listen to the previous episodes of the series here.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to Heat TreatRadio!
John Niggle (JN): Yes, it's good to see you again, Doug. I know we've run into each other a couple of times out there in the field. I'm looking forward to having the opportunity to do all of this stuff in person again.
DG: It will be nice. Before we hit the record button, we were talking about shows this fall and hoping that they happen because you, like I, are ready to get out and go.
You are the business development manager for Pelican Wire. If you don't mind, give us just a little bit of background about you and about your experience in the whole thermocouple world.
Pelican Wire headquarters
JN: Sure, absolutely. As you said, I am the business development manager at Pelican Wire. I've been at Pelican since 2013 so we're working out my eighth year here. I'm a career industrial sales representative. I do have previous experience also, actually, in the process instrumentation industry. Way back when, before I even knew how to spell thermocouples, I was selling that stuff when I first got out of college. My career has, sort of, gone full circle, let's say.
DG: Very nice. Well, you've got plenty of years of experience, which is great. We've had two previous episodes with your colleague, Ed Valykeo, and we covered a good bit of stuff. We covered a lot of basics in the first episode. We covered standardization, and things of that sort, in the second episode. I want to encourage any listeners who haven't listened to those episodes, feel free to go back, Google “Heat TreatRadio” and search for “Pelican Wire” and listen to episodes 1 and 2.
John, you and I want to move forward. I'm always kind of curious about this question: From your perspective, with your experience, why do we use thermocouples? Let's talk about what they are and why we use them.
JN: First of all, we have to assume that somebody is trying to measure the temperature of some sort of a process- a process or an event of some kind. That's basically what they're trying to do. Compared to other devices like RTDs, bimetal thermometers, liquid expansion state change devices and so forth, thermocouples are robust, they're inexpensive; they're repeatability, they're ease of use and size -- all of those factors lead them to be more widely used than another sort of thermal measurement device of any kind. It is the preferred method.
On top of that, I mentioned the expense part. Because they're relatively inexpensive, there are certain industries, the heat treat industry and smelting industry, for example, consider these as, actually, consumable or disposable. So, the cost factors in significantly in the industry that we're talking about here.
DG: I live in western Pennsylvania and the town where my wife grew up, there was an old Leeds and Northrup manufacturing plant. I believe they made the consumable thermocouples for melt shops. You would, basically, throw the thermocouple in and it would melt quickly but it would give you a response during that time.
CLICK to Listen!
JN: Right. And, as I mentioned earlier, the response factor is important, or that's one of the factors considered, when people are looking at thermocouple wire. And, you're correct, Ed Valykeo, as you mentioned, has 40 years of experience in the industry and has seen exactly the same sort of thing that you're talking about where people will just tack weld it onto something that gets thrown into a furnace or it gets thrown into a melting pot or something like that, and they're looking for that instantaneous temperature.
If you don't mind, I'll tell you that we've done some work, actually, in the aerospace industry and we had a customer that we sold significant, literally miles, of thermocouple wire to (when I say aerospace, it was specifically for space exploration) and this was because of whatever we had done with the insulation. I can't tell you, because it was before my time, but this is what was relayed to me- they were able to get another 3 - 4 seconds of temperature measurement out of that wire. That critical, extra data for them made all the difference in the world.
DG: We're going to get to the insulation part which should be interesting. You won't have to tell us any trade secrets, but we are headed in that direction anyhow.
So, different types of thermocouples. Again, just a review question for us. Why use them? Why the different types and why are we using different types?
JN: Forgive me, Doug, and the rest of the audience, for that matter, if I end of repeating some of the things that came out in the previous episode. Basically, when you're talking about thermocouples, there are the two chemistries; for lack of a better term, you have “base” and “noble” metals. The base metals are really the metals that we focus on at Pelican. The noble metals are the more expensive ones- rare earth metals, tungsten, titanium, platinum and all those sorts of things that people spend exorbitant amounts of money on. There are purposes for those, but, typically, what you're going to see in the heat treat industry, in particular, you're going to see a lot of the base metals.
I like to say that, truly, the 20 gauge K, in particular, is the 800 pound gorilla in the room. It's almost considered, and I think it would be by people in the industry, a commodity. There are untold miles of that wire that are used in the heat treating and smelting industry. K is used, really, because of the temperature range. It fits in well with what people do in the heat treating industry. It is good for temperatures from zero up to around 1260 C. It's inexpensive, it covers the ranges that those people are looking for, and, again, it's the 800 pound gorilla in the room when it comes to temperature measurement in the heat treating industry.
Click to read the Heat Treat Today Original Content article on thermocouples.
The other types such as J comes up periodically, particularly if you're looking at lower temperature ranges. You won't see it quite as often in the heat treating industry. You will see it somewhat, but not to the degree that you would K. The J thermocouple wire has an iron leg so it does oxidize and you need to be careful about that sort of thing. Type T thermocouple wire has a narrower range. It has very good response times in cryogenic and cold temperature applications. The higher, upper end of type T thermocouple wire, typically, wouldn't be of terrible interest to the audience that we're involved with here, for the most part, because the upper ends around 370 to 400 C degrees, in lab environments; that's where it's going to be the most popular.
There is also type E. It's a higher temperature, as well. Response time. Broader range is a little bit better than K at lower temperature ranges. An interesting one is type N that you will see fairly often in the heat treating industry. For those people not familiar with type N, it is different alloys than type K. It covers virtually the same temperature range that type K does and will, actually, have less drift than type K. It is more expensive because of the alloys that it is made of, but, again, if you're interested in less drift, then type N is worth looking at. It hasn't quite caught on in the US the way it has in, say, Europe, in particular, and that really has to do with the infrastructure of the instrumentation. People have instrumentation that is either calibrated for K or J or something like that. Now, there is instrumentation out there, now, that would use K and N both, so we may see more, particularly, in the aerospace industry I would think it would become more and more popular.
DG: That's helpful. It's always good to hear those things over again.
How about the parameters and/or the factors that need to be considered when you're constructing the wire to start with? What do we need to be worried about in that area?
JN: I don't know if I like the word “worried” exactly, Doug. It's more, what do we need to think about? What do we need to be concerned about? Besides the metallurgy that we just talked about, we need to think in terms of what the sensor is actually going to look like. Is it just the wire? Thermocouple wire, by itself, can be a thermocouple; that's it, without any protection or anything like that.
As I mentioned earlier, you can tack weld it to an ingot, or something like that, and there you go. You don't have any probe, there is no thermal well to protect it or anything like that. But, what we do need to think about, then, is the process that it's going to be involved in. Where is it going to be used? Is it going to see an environment where there is a flow. Is it going to see an environment where somehow the thermocouple wire can become damaged? In that case, then, we're headed in the direction of talking about what our customers are interested in. And for a customer for Pelican Wire, we're mainly talking about people who actually assemble thermocouples – they make the connections, they have the molds and all that sort of thing.
To be clear, Pelican Wire just makes wire. And, again, the thermocouple wire can be used as a thermocouple, but a tremendous amount of wire is actually connected to some sort of a sensor or a probe, as I said, and is protected in a thermal well or something along those lines.
"But, what we do need to think about, then, is the process that it's going to be involved in. Where is it going to be used? Is it going to see an environment where there is a flow. Is it going to see an environment where somehow the thermocouple wire can become damaged? In that case, then, we're headed in the direction of talking about what our customers are interested in."
John Niggle
DG: Do we also have to be concerned with oxidizing, carburizing atmospheres, corrosive atmospheres? Is that, also, something that we need to be aware of?
JN: Absolutely. And that is one of the reasons you will see a probe thermocouple is because the wire is protected from that atmosphere. Nearly all of the wires that we talked about would be affected, particularly, in say, like a sulfurous environment; it would be subject to corrosion, oxidation and something along those lines.
Other factors, of course, are the accuracy and how much space we have. Believe it or not, if it's going to go into a small orifice, then we need to think about what the age size is going to look like. And then the environment: Is it going to be abrasive? Is there movement? Is there some sort of braiding motion that could wear a hole in the wire in the insulation and so forth? There are a lot of things to think about.
DG: And, it would probably be a good idea, especially if our heat treat people are running anything outside of the norm, regardless of what it is, whether it be atmosphere, configuration, fixturing, if there is anything outside the norm, they would probably be wise to mention it to the thermocouple wire and/or thermocouple probe manufacturer and make sure that they know so that you guys can get help get the right thing on there in their furnace.
JN: Yes, absolutely. At the end of the day, we work with this every day. We have design engineers on staff who can assist with technical questions and so forth and, of course, our customers, and the actual thermal wire assembly people, this is what they do every day of the week.
“I'll tell you that we've done some work, actually, in the aerospace industry and we had a customer that we sold significant, literally miles, of thermocouple wire to (when I say aerospace, it was specifically for space exploration) and this was because of whatever we had done with the insulation.”
DG: Let's talk about something a little bit new, I guess, to our conversation here in this 3-part series, and that is the insulation that's going to go around these wires. Can you tell us what are the different types of insulations and what are the advantages and/or disadvantages of each, and why would we be using them?
JN: I'll break it down into, what I would call, the four basic categories. That would be an extruded insulation, insulations that are tapes, fiberglass insulations that are routinely worked with and then, of course, high temp textiles. High temp textiles, in particular, would be of interest to the audience here in the heat treat metallurgy world.
Extruded insulations can be a variety of thermoplastics. A term that, I think, Ed has probably mentioned before and we've talked about before is extension grade wire. That typically has a PVC insulation on it and the reason PVC works for that is that it's cheap and extension grade wire, typically, does not see the sorts of high temp environments that you're going to see in processes. It's really a signal wire that takes the signal from the probe or from the sensor to the process control device.
DG: So what kind of temperature tolerances can the extruded wire handle? Are we talking 300, 400 degrees? I guess you talk C, I talk F.
Teflon frying pan
JN: We talk whatever language our customer likes to talk, but we do talk C quite a bit. So, PVC is quite low, it's in the 200s F. But, when you're looking at fluoropolymer insulations (and Pelican is really a high temp house, so we focus on the higher temp insulations) you have FEP and PFA, those are in the 200s. PFA actually goes up to 260. So, you can see, it's probably not suitable for heat treating applications, smelting and that sort of thing. The advantages to those compounds would be that you're going to have abrasion resistance. Think about your Teflon frying pan: it's slick, it's smooth. So, if you're in an environment where there is some movement, it will be good for that. And, of course, it will have excellent moisture resistance and chemical resistance. Those would be the advantages to the extruded wire. The other advantage would be, because you'll have a thinner wall than you will with the other insulations, you'll have some more flexibility. So, if you have a type N radius, you can go around a corner easily.
The next step up, in terms of temperature resistance, would be the tapes. Basically, in that area, you're looking at PTFE tape, mica take and capped-on tape or polyamide tape. Those will give you slightly higher heat resistances. The mica, in particular, would give you more. (Mica, as a matter of fact, is used as a supplement to the PTFE to give it even higher heat resistance.) Mica will go up to 500 C, PTFE and the polyamides match, in terms of heat resistance, the extruder products around 260. What they do give you, again if you use the tapes, is the heat resistance you're looking for, some abrasion resistance and the moisture resistance. You'll have less flexibility because those products are stiffer, but they're also going to be a little bit lighter weight unless you incorporate the mica into it. Then, when you do that, you're going to end up with an even stiffer wire and it will be a little bit heavier, and all those will be larger in diameter than an extruded wire. If you look at an environment where you need to poke the wire through a hole and that hole is an eighth of an inch, you need to think really hard if what you're doing is going to work.
DG: So you've got extruded and you've got tapes.
JN: The next step after that would be fiberglass. In the case of fiberglass, you have E glass and S glass. Of the two, E glass would have the lower temperature resistance and you're looking at 482 C on the high end. For S glass, you're up to 704 C. Now you're starting to talk about insulations that you will see in the heat treat environment; it's quite common, especially on the S glass side where you're looking at the 704, you'll see a lot of people that need 500 C for whatever reason. The advantage, obviously, to the glass, as I mentioned, is the higher heat resistance.
There are disadvantages. Think about fiberglass for a minute. We actually have to saturate the wire to keep it from fraying without it ever really experiencing any abuse. If we don't saturate it, then the wire can fray, and you can get fiberglass in your fingers even, which is unpleasant. So, fiberglass has some disadvantages like that. If you put it in an environment where there is some movement, abrasion, vibration or something like that, it can be problematic. Also, it's going to be stiffer because it's saturated, typically. Sometimes you'll even see those saturants even cause problems in a heat treat environment where, if it gets too hot, the saturant can leave an ash behind. You're going to lose flexibility, as I said. You're not going to have the abrasion resistance, the chemical resistance or the moisture resistance that you're going to get from an extruded product.
The other one that we see, again, literally miles and miles and miles of, in the heat treat world would be what's called Refrosil and Nextel, (those are both, actually, trade names). We're talking about vitreous silica and ceramic. Again, those are, what we call, high temp textiles. Now, you're looking at products that are in the 1200 C range. Ceramic goes up to 1204, vitreous silica is in the 870's. Again, there are some of the same disadvantages with those that you're going to have with glass. It's going to be somewhat fragile. We don't saturate those because the saturants are not going to hold up in the environments that they're going to be placed into, so you would have that ash residue left.
Again, it will be stiff, it will be even larger in diameter than the fiberglass, which is larger than tape which is larger than the extruder products. Of course, you're not going to have the abrasion resistance, the moisture resistance or the chemical resistance. But it does protect the wire in those elevated temperature environments that are critical for the heat treating industry.
DG: Let's back up a bit. I want to understand something you said. You said, in the fiberglass, it is saturated and in the textiles it's not. I want to know what you mean by saturated.
JN: It's either a solvent-based or a water-based saturant that is applied to the wire to protect it. Think in terms of a varnish. It would be like a protective coating. Again, it just keeps the exterior of the wire, the bare wire, from being exposed. It's a coating, but we call it a saturant.
DG: High temperature textiles tend to be the stuff we're using, in the heat treat industry, probably most.
JN: Yes. Again, when I mentioned the 800 pound gorilla in the room, the 20-gauge K with the vitreous silica or the Refrosil would be an extremely popular product in the heat treating industry, absolutely.
DG: Let me ask you a very, very fundamental question. I'm curious of your answer to this. Why do we insulate wires at all? Is it done to protect from temperature or is it done simply to protect them from crossing with each other and grounding or shorting out? Why do we insulate?
"I'll go back to something that I know Ed talked about: the Seebeck effect. You have this loop; if you don't have that loop, then you don't have anything. You don't have the EMF, the electromotive force, that you're looking for."
John Niggle
JN: It is the second part. When you look at any wire construction, the two singles have to be insulated from each other. I'll go back to something that I know Ed talked about: the Seebeck effect. You have this loop; if you don't have that loop, then you don't have anything. You don't have the EMF, the electromotive force, that you're looking for. We do make a wire that is not duplex, but, typically, what you're going to see is a wire that has two singles and then it's duplexed with an insulation over the top. We do make a wire that the two singles are jacketed in parallel and then no jacket is placed over the top but that is for an application that wouldn't be suitable for the heat treat industry.
DG: I asked that question, because for those who are unbaptized in this conversation, it's kind of interesting. So, we're talking about insulation and we're doing a lot of conversation about temperature ranges and, for someone who wouldn't think so, they would say, "Well, that means you're insulating because of temperature." But, really, the reason you're insulating wire is for electrical. It's to keep them apart. It's just how high of temperatures those insulations can handle, not that you're insulating the wire to keep them cool. Right?
JN: Absolutely not.
DG: That may sound very basic, but there may be people that think that, so I want to get that on the table.
JN: Most of the people in the audience are probably familiar with this already. Typically, what happens is the wire is stripped so we have exposed ends. And then those ends, as we mentioned earlier, can be tack welded onto something or they can just be out there. The thermocouple world, by the way, is an incestuous world where we have customers, we kind of compete with those customers, some of our customers compete with others of our customers but then they buy supplies from each other. You probably already know that from talking with other people in this industry. At any rate, the wire is stripped and then it's either tack welded or it's connected to some sort of sensor or probe of some kind.
DG: It's a tangled web, the whole thermocouple world. You've got customers, yet you sell to certain suppliers who also sell to those customers. It can be complicated! But that's OK, we'll let you guys worry about that; we just want to make sure the thermocouples are good and we'll be in good shape.
Another question for you: We talked about the process and a lot of different environments about what type of thermocouple you should use, but does the process being monitored influence the type of insulation that should be used? Obviously, temperature is going to have an impact, but is there anything else?
JN: Yes. Let's circle back to what we talked about earlier just a little bit. When you look at the process, you need to think of what is going to happen to that wire? Is it going to see, first of all as you mentioned, the temperatures? That is certainly important so that comes into play with the insulation. But, we need to think about, Is there movement? Is there going to be some abrasion? Is there some sort of activity that could damage the wire somehow? Then, we need to look at the chemicals, like we talked about. Do we need some chemical resistance? Do we need water resistance? Is it going to be submersed in something? Those things all need to be considered.
Again, as I mentioned earlier, the actual placement of the wire. Does it need to be inserted in a hole? At Pelican, we produce wire down to 40 and actually 44 gauge which, I think, will probably be stunning to most of the people in your audience because, again, 20-gauge K is what these people think about. In the heat treating industry, what you see is they need a robust wire, something that's going to be able to handle those temperatures and a large conductor like that.
Another thing to think about, actually, is a bend radius. Are you going to put the wire somewhere where it needs to go around a corner, around a bend? Then, are you better off using a stranded wire? A stranded wire is going to have more flexibility. You can buy a 20-gauge stranded wire, you can buy 24-gauge, 28-gauge, 36-gauge.
DG: Now, what do you mean by stranded?
JN: Stranded wire would be instead of just one solid 20-gauge conductor, you have multiple strands that make up that 20-gauge. But, if you think about it, multiple strands of wire will actually be more flexible. You'll still get the same results, but it will be more flexible if you need to go around a corner or if you need to insert it into something.
DG: It's almost like a braided wire as opposed to a solid.
JN: Yes. Now braiding is a little bit of a different process. When we're talking about stranded wire, it's, basically, just spiral. Braided is more crossed into each other, which, coincidentally, is the way that the fiberglass and the high temp textile insulations are made – those are actually braided. And, by the way, I'll just toss this out, it's made on equipment that really hasn't changed since the ‘20s. I'm not talking about the 2020s, I'm talking about the 1920s! Rumor has it, some of that braiding equipment was, actually, designed by Thomas Edison. I'm not sure if that's really true. But that is the process used to apply the fiberglass and high temp textiles.
DG: So, anything else as far as any other considerations we need to take into consideration when we're talking about choosing insulation? If not, that's fine.
JN: I think I covered them, Doug.
DG: At Pelican Wire, your company, I know you guys deal with a broad number of markets, I'm sure, one of them being heat treat. What do you see as any special demands or special concerns that are, maybe, unique or, at least, inherent in the heat treat market?
". . . what you see is insulations that are higher in temperature resistance, as well. In some cases, as I mentioned earlier, in ovens where there is a saturant involved, we could see ash. Some people ask that saturant not be applied to the fiberglass and that's certainly something that can be done."
John Niggle
JN: For the heat treat market, again, I'll go back to what I said earlier, we see a lot of 20-gauge K used. It's because of the higher heat requirements, the higher heat that is involved with the processes of heat treating. Secondly, what you see is insulations that are higher in temperature resistance, as well. In some cases, as I mentioned earlier, in ovens where there is a saturant involved, we could see ash. Some people ask that saturant not be applied to the fiberglass and that's certainly something that can be done.
Sometimes we're even asked to not put tracers. We go back to what we talked about earlier with the metallurgy- you have two legs, a positive and a negative leg. Well, how do those end users tell those legs apart if they look similar, if they're an alloy of some kind? So, we put a tracer wire in there so you have a red leg and a yellow leg, in the case of type K, or sometimes you just have a red leg depending on what they ask for. Those tracers can, actually, cause problems, too, if the ovens are hot enough and they are in there for long enough times. We even have customers who ask us not to put tracers in their wire, for that matter.
Accuracy, of course, is extremely important. I know that Ed, in a previous episode, talked about standard limits, special limits and all that sort of thing. Typically, you're going to see special limits used in the heat treat industry and, in some cases, we're asked even for special calibration points. In previous podcasts, I've heard you talk with other people about AMS2750 and how that comes into play. It is extremely critical for the folks in the heat treating industry and something that clearly a thermocouple wire producer has to understand.
Episode 1 of 3 of AMS2750 series
DG: Let's say you've got a customer that calls you and wants to talk about their thermocouple needs, let's say there is some sort of special need. What would you suggest they have, in hand, when they call you? What do you need to know from them to help you do a better job with their thermocouple needs?
JN: Honestly, the first question we do ask is: What temperature are you going to be running this at? How hot are we going to be? We, absolutely, need to know that. That helps us narrow down the alloy that we might be looking at, whether it's type K, type J, type E, or whatever. And then, of course, it's a natural thing to dial in the insulation after that. Quite honestly, one of the things that frustrates me is when people say, "I need Teflon." Well, OK. Do you need FEP or do you need PFA? Those are both fluoropolymers like Teflon is. We need to talk about temperature resistance, so don't tell me you just need Teflon. We do need some specifics when it comes to that sort of thing. Again, we talked earlier about stranding and stranded wire. Do you need some flexibility? What gauge size do you think you need? How robust does this wire need to be? Those are some of the key factors we need to know about.
DG: Let's say, for example, somebody does want to get a hold of you or Ed, your colleague who was on the first two episodes, how is best to do that? How can we get a hold of Pelican Wire?
JN: Our web address is www.pelicanwire.com, about a simple as it possibly gets. Our email addresses are, actually, quite simple, as well. If anybody wants to email me, it's jniggle@pelicanwire.com. You can contact me directly, if you want to, or we have a sales inbox and that is simply sales@pelicanwire.com. We do have a phone number, but it seems a lot of people don't care about phone numbers as much these days. But the number is 239-597-8555.
DG: I have one, unrelated, question for you that I know the world is wanting to know: How is it having a company in Naples, Florida, that's what I want to know?
JN: I'll tell you what, Doug, the answer today will be different than the answer in October or December. It's actually quite nice. We moved down here 8 years ago in 2013. I moved from the Midwest and didn't really feature myself owning palm trees, but I own palm trees, which is pretty darn cool. We are, as the crow flies, about 3 miles from the water, where I live anyhow, 20 minutes by car. Our office and manufacturing facility are, actually, on the very edge of the everglades. You can see the picture in the background behind me. That's our building. That's actually facing east. That is a sunrise over the everglades. We're on the very edge of the everglades. There is a lake right next to our building and then, after that, it's everglades all the way over to Miami. And, real quick, our weather pattern comes from the east. It doesn't come from the Gulf. This time of year, in the summer at about 3:00 in the afternoon, about the time that we're doing this call right now, a thunderstorm blows up and it comes from the east over the everglades and it moves to the west. The trees blow that direction, you can see it coming. It's interesting. During the wintertime, I have to tell everyone, you'd probably be jealous, but it is truly paradise.
DG: Yes! I've been to Naples, ate at a nice restaurant down there, years ago, but it was very nice.
You guys are also employee-owned, right?
JN: That's correct, yes. The company is over 50 years old. The founder of the company passed away in 2008 and, before he passed away, he converted the company to an employee-owned operation. So, we've been employee-owned since 2008. We've purchased a couple other companies since then that folded into, what we call, the Wire Experts Group. Pelican Wire is part of that. We have a sister company out in Colorado. We bought another facility in Chicago and folded that into our company in Colorado. So, yes, we're employee-owned and it works out really well for the employee owners, I'll tell you that much.
DG: That's great. John, it's been a pleasure talking with you. Thanks for taking the time. I appreciate your expertise. Hopefully, we will see you out on the pavement somewhere in the real world.
JN: I'll, actually, be seeing you at the heat treat show in about 3 weeks.
DG: That's about right, yes.
JN: Hopefully, some of the people that are listening we will see, as well.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 6 industry experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Experts include Joe Wuenning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Brian Kelly, Honeywell Thermal Solutions; John Clarke, Helios Electric Corporation; and Perry Stephens, EPRI.
Get IMMEDIATE access to this 60-minute, highly-informative discussion.
Doug Glenn, publisher of HeatTreatToday, moderates a panel of 6 industry experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Experts include Joe Wünning, WS Thermal; Jeff Rafter, Selas Heat Technologies; Brian Kelly, Honeywell Thermal Solutions; John Clarke, Helios Corporation; and Perry Stephens, EPRI.
There are three ways to enjoy this podcast. First, you can watch it by clicking the video. Following the video below, you can simply listen to the audio by pressing the play button. Lastly, listed below, you can read an edited transcript of the episode.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Welcome to this special edition of HeatTreatRadio, a product of Heat Treat Today. We’re calling this special episode “Heat Treat Tomorrow, specifically, hydrogen combustion. Is it our future or is it just a bunch of hot air?” This discussion, today, is sponsored by the Industrial Heating Equipment Association in cooperation with HeatTreatToday. You can see the Industrial Heating Equipment Association on the web at ihea.org., and, of course, HeatTreatToday is www.heattreattoday.com. I’m your host, Doug Glenn. I’m the publisher of HeatTreatToday and the host of HeatTreatRadio. I have the great privilege of moderating this free-for-all discussion today with five industry experts who I’d like to introduce to you now.
First, Perry. (If you don’t mind, just give us a little hand so that we know who you are.) This is Perry Stephens. He is the principle technical leader of the Electric Power Research Institute (EPRI) and, among other things, currently leads the end use technical subcommittee of the low carbon resource initiative which is a collaborative effort with GTI, the Gas Technology Institute, and nearly 50 sponsor companies and organizations, and they’re aimed at advancing the low carbon fuel pathways on an economy-wide basis for the achievement of decarbonization. So, that is Perry.
Joachim Wünning, we call Joe Wuenning, is the owner and CEO of WS Thermprocess Technic Gmbh [WS Warmeprozesstechnik GmbH] in Germany and also WS Thermal Process Technology, Inc. here in Elyria, Ohio. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, the last time I heard you, Joe, was at the thermprocess show in Düsseldorf, where you gave the keynote address regarding the advent and development of hydrogen combustion. Truly, your company, Joe, I think we can say, you guys have been on the cutting edge and a leader in that. Joe, by the way – and I failed to mention this about Perry – is a member of the Industrial Heating Equipment Association, as is Perry’s company.
John Clarke is the technical director of Helios Corporation, a Fort Wayne, Indiana based company, that specializes in energy and combustion technologies. John is also a regular columnist for HeatTreatToday (thank you for that, John) and a past president of the Industrial Heating Equipment Association.
Jeff Rafter is VP of sales and marketing for Selas Technologies out of Streetsboro, Ohio and has a rich history in the combustion industry, as well, including many years with Maxon Corporation. He’s got 28 years of industrial experience in sales, research and development, and marketing. He’s a combustion applications expert in process heating, metals refining, and power generation and has also served 10 years on the NFPA 86 committee and holds a patent for ultra low NOx burner designs. He is, also, an IHEA member.
Finally, we have Brian Kelly with an also equally rich history in combustion, spending most of his years at Hauck Manufacturing in Lebanon, PA, where he did a lot in sales and engineering before they were purchased by Honeywell, which is whom he currently serves with. Brian currently resides in hot, hot Houston and he informed us that he’s got Covid. So, congratulations, Brian, you’re doing good. He is, also, an IHEA member.
Gentlemen, thank you for joining us. Let’s just jump right in. Brian, since I picked on you last, let’s go to you first on the questions.
DG: Is this hydrogen combustion thing coming? And, if so, how soon and what’s driving this thing?
Brian Kelly Honeywell Thermal Solutions
Brian Kelly (BK): It is coming and there is going to be a lot of back and forth in that it doesn’t make sense and all that. It is here. We’re seeing inquiries from customers that ask, “Hey, do we have burners that do this, control systems and stuff that do that?” The news that I get emails on, for example is that with one of the steel companies in Europe, they already said their plan is totally going to be on hydrogen. We’re delivering billets right now of hydrogen.
So, yes, it’s coming. Is it coming really soon? It’s here today. Widespread? That’s going to be a longer road. I think you’re going to hear from people that know more about it than I do, but, certainly from an industry buzz, we’re testing burners, we’re making sure our burners run on partial hydrogen, full hydrogen, safety valves, control valves and all that is definitely within a lot of the testing that we’re doing right now beyond the usual R&D on lower emissions burners and things of that nature.
DG: Jeff, what do you think?
Jeff Rafter Selas Heat Technology Company, LLC
Jeff Rafter (JR): I have a slightly different answer, but I am in agreement with Brian. I would rephrase the question in the fact that I think hydrogen combustion has been here for over a century. The difference has been, it’s been largely restrained to a few industries that have a regular hydrogen supply. A great example would be refining and petrochemical industries. We have had, for literally decades, burners designed to burn pure hydrogen, for example, in applications like ethylene crackers.
The fundamentals of hydrogen combustion, I think, are very well known. The next evolution that we’re currently in the process of seeing, I think, is taking more industries into an availability of hydrogen as a fuel and modifying designs and process heating equipment to accept it. There are fundamentally a lot of changes that occur when you switch the fuel, and we can get into more of those later with more relevant questions, but it doesn’t come without challenges. There is quite a bit to be done, but I think the fundamental science is already pretty well-known. There is a lot of design work to be done and there is a lot of economic and supply development still yet to be had.
DG: John Clark, what do you think? Is it coming?
John B. Clarke Technical Director Helios Electrical Corporation Source: Helios Electrical Corporation
John Clarke (JC): Yes, I certainly think it is coming, but the timing is uncertain. And, when I say “coming”, I mean deployed in a certain or large volume. When we simply talk about hydrogen, I do think the order of deployment is somewhat predictable and when it comes to pure hydrogen, I think it will likely be deployed first for transportation, and only after that need is met, as a process heating fuel, widely.
Now, if there is a breakthrough in battery technology, this order of deployment may change. But, right now, it looks like hydrogen represents an opportunity for higher energy density for long haul transportation. And, if we’re pushing hard to reduce CO2, or carbon emitted, I think policy will be implemented in a means to maximize a reduction of carbon. That’s where I think they’ll be pushing harder.
Now, that said, partial hydrogen, blending hydrogen into natural gas, is likely to occur perhaps sooner than that.
DG: Joe, what do you think? I failed to mention that Joe is our one European representative here, so you may have a different perspective. So, what do you think? Is it coming?
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
Joachim Wünning (JW): Not really. I think a lot of things were said correctly and I strongly believe it has to come. If you believe in climate change, it has to happen because we cannot use fossil fuels forever. I also don’t believe that we will have an all electric world. I don’t believe in nuclear power, so that we can get all the energy by that, so chemical energy carriers will be necessary for storage and long haul transportation. Is it coming soon? Of course, it is hard to predict how fast it will be. At the moment, fossil fuel is cheap so it will be hard to compete with as hydrogen is likely to be more expensive.
But, certainly, what we see is the requirement from our customers to have hydrogen ready burners. Because, if they invest in equipment at that point, why would they buy a natural gas only burner. They should, of course, look for burners which are able to do the transition without buying all new equipment again. So, we have a lot of projects momentarily to demonstrate the ability of the equipment to run with hydrogen or natural gas and, preferably, not even readjusting the burners if you switch from one to another gas.
DG: Perry, you’ve got the last say on this.
Perry Stephens Electric Power Research Institute (EPRI)
Perry Stephens (PS): I’ll try to add something a little different. At EPRI, we’re charged with providing the analysis and data from which other folks, like these gentlemen, are going to try to base important business decisions. And, so, our work hasn’t focused specifically on hydrogen but, more generally, the class of alternate energy carriers- molecules gas or liquid that can be produced in low carbon first energy ways through renewable energy sources. A lot of our work is focused on understanding the pathways from the initial energy which as a biomass source, solar, wind, could be nuclear, could be hydro. . . These sources of electric power that ultimately have to be used to produce this low carbon hydrogen. One other pathway being hydrogen or hydrogen based fuels produce the steam methane reformation process which uses a lot of hydrocarbons but would then require carbon capture and sequestration. The CO2 from these processes could be employed in a circular economy fashion. So, we look at all of these.
The real challenge is the challenge of cost. How do you produce this hydrogen or alternate fuel? And there are many other potential fuel molecular constructs that could be deployed. Ammonia is one being discussed in some sectors. And then how do you transport them, store them, and what is their fuel efficiency and the cost of either new equipment or conversion of existing equipment in order to deploy those. We’re not specifically focused on hydrogen. It is a very important energy carrier. It can be blended with fossil fuels in the near-term and then maybe expanded in the long term to higher percentages up to pure hydrogen depending on the application, depending on where you produce it. All of these costs have to be evaluated and that is a big job that we’re doing at EPRI with our LCRI initiative right now is trying to understand that techno economic analysis, that is, what makes the most sense for each sector of the economy.
DG: Thanks, guys. Joe had mentioned that if you believe in global warming, I forget the exact phrase there, but it seems that that’s the driving force here. If that is the case, why not electricity? Why don’t we just convert everything over to electricity? Perry, you’re with EPRI, let’s start with you on that. Instead of going just straight out hydrogen or putting our eggs in that basket, why not just go to electricity?
PS: I think the question again rephrased might be, “when electricity and when hydrogen” because I think that’s really what we’re trying to decide. There are really interesting areas of research involving catalysis techniques that dramatically improve the net energy efficiency of chemical processes, for example, that might make direct electrification of certain processes more competitive. There are electric technologies for the low to mid-range temperatures that are pretty attractive and use pieces of the electromagnet spectrum to produce transformation of products, heating and/or other transformations, that are very cost effective today.
So, we judge that a portion, maybe something approaching 30% of the remaining fossil fuel, could be electrified. A certain chunk, a quarter, maybe reduced consumption through energy efficiency, 30 or more percent through electrification. It’s that difficult-to-electrify piece. Steam-based processes and other direct combustion processes where electric technologies, for one reason or another, don’t look like they offer a strong solution, at least today, that we’re really concerned with. And, both in steam production and direct combustion of fossil fuels today, many cases we’re looking at having to have some sort of alternate combustible fuel.
DG: John, what about you? Why not electricity?
JC: I’m not sure I completely agree with your question. In some ways, clean hydrogen, or environmentally or low carbon hydrogen, is electricity. It is simply a different means of storing electric power because the source of that is going to be some sort of renewable power, more likely than not, photovoltaics, wind, hydroelectric; those are going to be the electricity we use to break down the water to generate the hydrogen that we then go ahead and store. So, the alternative is whether or not we use batteries or hydrogen to store this electricity and make it available either in a mobile setting, in a car or a truck, or off peak times, at times when we are not able to generate electricity from renewable.
I think, the question really is more along the line of end use. When are we going to be using electricity for the final end use. We’re kind of process heating guys around this table. I think it’s going to come down to economics, for the most part. And, I don’t think we’re quite there yet.
DG: Joe, what do you think? Anything as far as electricity and why we’re not going that route?
JW: Electricity is fine for some applications. I’ve driven an electric car for the last 10 years, but in long range, I drive the fuel cell hydrogen car from my father, so different technologies for different purposes. There might be batch processes where I can have a break of a week if there is no sunshine and do the batch processing when electricity is available. But if I have a continuous furnace with 100 megawatts which should run 365 days a year, it will be a tough time to produce the electricity constantly from a renewable basis to fulfill all these requirements. I think it’s just more economic and makes more sense to use the right technology for the right processes. It’s not an either/or. Use the right technology for the right application.
DG: Brian or Jeff. Do either of you want to chime in on this electric question?
BK: I would just back what Joe says. It can be selective to industry, the furnace type, or the type of material being processed. I know I’ve dealt my career in a lot of the higher temperature-type applications – ceramics and heat treating and things of that nature. If you start getting above 2000 degrees and up, and especially dealing with airspace, uniformity has a lot to do with it.
Electricity can be hard to get that uniformity without moving fans and having fans that operate at higher temperatures is another challenge. It’s extremely challenging and a big cost factor. What most people have said here is that it is probably not either/or. We see a lot of electricity being used but we’re fossil fuel burner guys, so we’re going to push that efficiency and that kind of cost.
DG: Jeff, let me address the next question to you. Let’s talk about safety. Let’s talk about inherent safety issues with hydrogen, delivery issues, equipment issues. If we convert over to hydrogen, especially for heat treaters, what are we having to look at here, as far as the safety, delivery and equipment?
JR: It’s a very important topic because, from our perspective, hydrogen is completely different than most carbon based fuels. Just the size of the molecule, you have to understand what you’re dealing with: hydrogen burns seven times faster than natural gas, it’s three times less energy dense, and frankly it has a flammability window that makes handling inherently more hazardous than natural gas. Again, this will burn at fuel air ratio seven times wider than natural gas, so any volume of hydrogen should be considered, at least, partially hazardous.
Inherently, the size of the hydrogen molecule creates a helluva challenge for safety, handling, piping, and there is even some discussion that common pipe threads are not adequate to contain hydrogen. You’ll see hydrogen, often, in welded only assemblies. It will leak through the seats of many common safety shut off valves. These types of items, plus the electronics and sensor side of the world, it is more challenging to detect in flame sensors, a hydrogen flame versus a natural gas flame.
And do we have adequate sensor technology to detect leakage? These are some of the challenges around the control and safety. When we get into widespread use of hydrogen, you’re likely to see a lot of new and innovative and different equipment, specifically handled for hydrogen. It is not a simple hydrocarbon fuel switch from propane to methane; it requires a completely different set of technologies and equipment.
DG: Perry, how about you? Let’s go to you next and then Brian we’ll come back to you then John and Joe. What do you think, Perry?
[blockquote author=”Perry Stephens” style=”2″]However, you may be able to take hydrogen transported via a well-designed infrastructure pipeline system to storage and then generate power through a fuel cell technology on a district-wide or neighborhood basis. So, you sort of circumvent the issues that you might have hydrogen safety, or even at the direct fuel gas-based heat pump kind of technology. So, there are ways to get around some of these issues by intelligently designing the systems upfront.[/blockquote]
PS: I don’t have a lot to add on the safety/equipment challenges that Jeff just mentioned. You can understand the cost of developing those technologies and retrofitting existing systems, so I’ll leave that to others.
I think what it does point out is that there may be other molecular constructs, depending on the application or setting, or we need to think about the deployment of hydrogen. For example, in the home, it makes folks nervous. However, you may be able to take hydrogen transported via a well-designed infrastructure pipeline system to storage and then generate power through a fuel cell technology on a district-wide or neighborhood basis. So, you sort of circumvent the issues that you might have hydrogen safety, or even at the direct fuel gas-based heat pump kind of technology. So, there are ways to get around some of these issues by intelligently designing the systems upfront.
The other way to address some of that is to think about how we think of other molecules, like ammonia, which is hydrogen-rich and can be deconstructed and to provide pure hydrogen fuel streams for things like onboard, large naval fleets, and so forth, that may be easier to handle but not without its own set of risks. But, liquid, higher volumetric density, and easily detected are some of the positives for certain end use applications. Back to an earlier point, it is end use by end use by end use that these problems have to be solved.
DG: Brian, what do you think?
BK: Yes, certainly, the points that Perry and Jeff mentioned about safety, the size of the molecule we know it is very, very small. One of the inherent issues is that we have so much equipment out there that is running on, at least in our realm, the fossil fuels, the natural gases, the propane, all your hydrocarbons. A lot of that equipment may not be suitable for hydrogen, so you’re talking about a good level of infrastructure and upgrade that needs to take place to go to a fuel that may be bloody expensive when you start.
And it’s getting traction because it’s green, right? We’ve got to reduce or carbon footprint for the environment. Cost always matters, but sometimes, the public goodwill matters more. I just saw something in July from Nucor – “We’re going to be 77% below the industry average on greenhouse gases. How are we going to do that? We don’t know, but this is going to be a corporate initiative to do this.” That’s a lot of fossil fuel changing in big furnaces, right?
I mean, you’re not talking little heat treat furnaces, you’re talking about big steel reheat furnaces with a lot of annealing of a lot of them. The steel industry is extremely energy intensive. It is one of the few industries you seen in the U.S. that consistently has low NOx burners driven with preheated air. You don’t see a lot of preheated air in combustion in the U.S.; it’s because our natural gas is pretty cheap versus Europe and the rest of the world.
There are going to be a lot of different challenges, not just looking at the burner side of it, but, as Jeff said, the safety side, the control valves, the shut off valves. Most companies that we talk to, our competitors, we’re all doing it, we’re all testing our equipment to make sure that we’re ready.
DG: You spoke about Nucor, I’m going to give a little plug for our magazine. I don’t know if you guys have seen the August issue, but Lorenco Goncalves, CEO, president and chairman of the board of Cleveland Cliffs, wrote a column for us entitled “Green American Steel the Envy of the World”. I heard him speak down at the AIST show and, basically, they’re going green; they’re fully committed to, basically, reducing, if not eliminating, their carbon footprint. Read the article, it’s got some interesting things in it.
John, how about you? What are the safety issues, delivery issues, equipment issues? And, if you don’t mind, guys, I should mention, anything that you can speak directly into the heat treat world would be great, if you’ve go anything you can apply there, that would be super.
JC: I totally agree with everything that’s been said, but I’d like to bring up one additional point and that is the hazard to the environment that we experience with methane leakage that occurs around our distribution and our extraction system. We have a fairly significant amount of fugitive natural gas that escapes. That is the risk to the environment that hydrogen really doesn’t present. I’m not speaking or in any way minimizing the safety to people or plant or personnel, but I am saying, environmentally, hydrogen is much less hazardous to our environment, potentially.
JW: I might have a little bit of a different opinion. I don’t want to make a diddle, but safety-wise, I think, if we would switch from hydrogen to natural gas, we might have more headaches than the other way around. Think of carbon monoxide being poisonous if you have incomplete combustion. Also, the flammability limits. I think it’s an advantage to have it wider in an industrial furnace. We want to get rid of any flammable mixture so if it burns faster, we can burn it off faster. We have a lot of experience with hydrogen as an atmosphere in furnaces, so we are able to handle it.
Of course, we have to be careful, but I think there is nothing to be afraid of. As with any gas, or especially also if it’s pressurized hydrogen or with any pressurized gas, we have to be careful. With any gas we have to be careful. For example, in a case of a leakage, if you have propane, you will have a problem because it will collect in your basement. If you have a hydrogen leak, make sure you have a hole in your roof and it will escape and be gone.
So, you have to be careful. You have to be careful with your safety procedures, but I think that hydrogen is not more difficult than other hydrocarbons, at least, not a lot more difficult.
DG: It’s different in the sense that the safety protocols, we have in place now, are not for hydrogen, they’re for other gases.
JP: But, it can be done.
DG: It can be done. Fair enough.
BK: Something that John brought up was the fugitive methane maybe going in the atmosphere. Another part of it that we’ve seen, unless specifically designed for it and depending on the burner type, even addition of hydrogen beyond pure hydrogen in conventional burners, you’re going to actually seen an increase in nitrous oxide emissions. That’s what a lot of people don’t talk about. Yes, you’re getting rid of the carbon, but maybe we have something else that we need to look at. I’ve been in plenty of talks in New York and talking to people in California that say, “We’re just going to add 15%”. It’s like, do you realize you’re not just going to go up?
JW: We know how to get rid of it.
BK: Exactly. But, it’s something to consider, right?
JC: It’s an investment that we have to make.
JR: It is an excellent point, and to put it numerically, your theoretical flame temperature on a hydrogen flame, pure hydrogen and air, increases 10% over a typical natural gas flame. That, indeed, is the root cause of the NOx increase, right? You’re generating more thermal NOx in a hydrogen flame than you are in a natural gas flame.
It’s true that we can design around that and compensate for it, but we also have to consider that there is a net effect on the design heat transfer of any process piece of equipment. You now have theoretical flame temperature increasing by 10% and, of course, radiant heat transfer is the temperature differential to the fourth power, so in some applications, you may be seeing radiant heat transfer shift by 15 – 30% in just converting the fuel from natural gas to hydrogen.
Again, it can all be compensated for and designed around, but it also presents the case that you may have a lot of equipment that becomes unusable on hydrogen or, in some cases, needs to be modified or designed or replaced.
PS: I think one other approach to that issue is oxy-firing. When you split the water, you end up with a whole bunch of oxygen excess and you can recombine those molecules. So, direct oxy-firing certainly addresses the presence of nitrogen in the combustion mix and is one way you can deal with that.
DG: Thinking in the heat treat world, or in industrial applications, generally speaking, what are the main obstacles to this hydrogen combustion being accepted? John, why don’t we start with you.
JC: Cost is number one. Then cost is probably number two and then, number three is cost. All the technical impediments fall below that.
DG: Cost of what, though? Cost of the production of the hydrogen? Cost of the distribution of the hydrogen? What are we talking?
JC: If we’re using steam reformation or reforming using steam, we’re looking at a 3 to 1 BTU loss, so for every BTU of natural gas that enters the process we get one-third of the BTU out.
JW: It’s better than that. It’s 70% or so.
JC: I stand corrected. The point is, there is a fairly significant loss in all these conversion technologies. Now, that said, we all expected and all the experts were predicting a certain curve on the efficiency and cost of solar panels. Correct me, if I’m not wrong, Perry, the market beat the curve significantly over what we expected the cost of photovoltaic electricity to be, what, 15 years ago. Is that a safe statement?
PS: I think that’s fair. I think it’s come down a little faster than expected.
JC: So, if the technology keeps driving, maybe this whole cost impediment will go away much more rapidly than we anticipate, so I have to say that with a great deal of humility. If we’re talking out two decades, do we know? I would argue that it is a “known unknown”. We know that we don’t know necessarily what those costs will be out two decades.
But, as far as other major impediments, as Jeff and everyone had mentioned, we’re looking at scrapping and sidelining a whole lot of equipment, very likely, in the process of making this conversion. So, we have a lot of capital investment, we have a lot of amortization that is going to have to be realized.
DG: And thus, what Brian was saying earlier, most of the equipment you guys are putting out now are able to handle both, or that’s what you’re shooting for, so that while you can still burn the natural gas now, later on you don’t have to mothball that equipment if they go hydrogen.
BK: Yes, some of the things we’re doing is looking at is does it work right out of the box with hydrogen, the nature of the burner? Does it do certain percentages without modification? And then, future development, obviously, is we’re looking at fossil fuel base and then what do we replace or how do we modify it if it’s in the field already. That’s a lot of the stuff that has to be considered because it’s not going to be worldwide in the next ten years probably with our infrastructure, but you’ve got to be ready. And, especially having some of our major companies in Europe, it’s even more of a spotlight.
DG: Joe, how about you? What do you think? Major impediments to acceptance?
JW: Of course, cost is a major thing, but there might be other things. For example, if customers accept non-green steel, if they say, “I don’t want to buy a car which is not made up of green steel,” that could change things pretty quick. If they accept that the steel costs 30% more, then the hydrogen costs really don’t play a big role. That is something we don’t know, but that could be a game changer, too.
DG: Good point. Perry, how about you? Any additional thoughts on impediments, here?
PS: I think there are real regulatory and other sort of externality costs that we need to think through fairly carefully. All of this hydrogen produced has to be stored and has to be transported and so there are risks that have to be evaluated in terms of what that all means to the environment, as well. Pipelines aren’t easy to get approved and there is a lot of pipeline that will have to happen, even if it is with a more green product.
And then there is this whole issue of the power grid and how it will support the amount of first energy that has to be replaced, fully, three-quarters of the first energy, at least in the U.S. These technologies, wind and solar, aren’t viewed universally as positives by the entire environmental community and so there are a lot of issues that we’re going to have to sort through and balance off and I think it’s going to be patchy as we go through; regionally, there will be differences. The resources are different regionally and so costs are going to be different regionally. Things may take off in California that don’t take off in Texas or Illinois or wherever.
DG: Jeff, how about you? What do you see as major impediments?
JR: I have two different angles on this. One is generation technologies. I caught an article the other day that mentioned that there was something like 60 billion dollars in investment, to try to advance methodologies for generating hydrogen, just in the past year. So, there are a lot of folks working on this. There is a lot of fundamental R&D yet to be had because, obviously, our current methods for generating hydrogen really aren’t cost effective. They are about 8 times more expensive than fossil fuel alternatives per unit of energy.
The flip side of the coin is once we figure out the generation of hydrogen, then you have a problem with distribution and, again, it’s not insurmountable, but to put it in perspective, if you look at the ability to distribute hydrogen currently, it’s going to take new technologies. We may store hydrogen in other molecules, in solids, we may store it in compressed form, but if you just look at our ability to broadly distribute hydrogen down a pipeline structure, like we have with natural gas, I think the last count is that there’s 1600 miles of hydrogen pipeline in the domestic United States. There is something like 3 million miles of natural gas pipeline. So, that puts the scale of the problem in perspective.
Again, there are all kinds of interesting blends to that solution, whether we blend hydrogen into natural gas pipelines, but just on the purest form, hydrogen pipeline versus natural gas pipeline, we haven’t even begun to crack this egg.
DG: Was it you, Jeff, that mentioned the meeting we had recently regarding old pipelines in New York and/or Boston?
JR: In many cases—in that 3 million miles of natural gas pipeline, there is a lot of different construction methodologies and, I think, some of the domestic infrastructure distribution, in some cases, is still wood and clay.
DG: Probably wouldn’t hold hydrogen.
JP: I think these old structures might hold very well because they used to transport town gas or something like that with 50% hydrogen before natural gas.
DG: A lot of us are asking pretty standard questions. This is kind of an ‘out there’ type of question: Are there questions that we’re not asking about this whole hydrogen move that we ought to be asking? Are we missing any important questions that we ought to be asking?
JC: I think we’re going to have to define what out end objective is. And, if our end objective is to reduce the amount of carbon we’re emitting into the atmosphere, that generates a whole criteria for investment that needs to be evaluated. This is where, I think, we are on the back end rather than on the front end of the utilization of hydrogen.
I think we’re going to see the hydrogen displacing, first of all, in petroleum products in the form of diesel fuel and gasoline in vehicles, because that technology may well arrive and be more economical as a means to reduce, on a proton CO2 reduction basis, faster than what we do in our industry. I may be wrong. There may be breakthrough technologies in batteries that flip the whole thing upside down. So now, car batteries are significantly more efficient. But, what we know now, I believe, will push it more, first of all, toward transportation and then, secondarily, to the process heating arena.
That said, to get there in a decade or 15 years or 20 years, we have to get working today in the investments and technology and prototypes and all the good work being done, by Brian and Joe and Jeff, all have to be executed today in order to be prepared for 20 years from now. But, I expect to see hydrogen used as a transport fuel first and then as a process fuel secondarily.
[blockquote author=”Jeff Rafter” style=”1″]I will throw this out there because we’ve talked a lot about generation, we’ve talked a little bit about utilization and distribution of hydrogen. There is a segment of our industry that also needs to be aware there are challenges, and I would put that at the equipment designers. [/blockquote]
JR: I will throw this out there because we’ve talked a lot about generation, we’ve talked a little bit about utilization and distribution of hydrogen. There is a segment of our industry that also needs to be aware there are challenges, and I would put that at the equipment designers. I think for most of the folks on the call who manufacture and build burner assemblies, again, I said the science is fundamentally well-known, there is not a lot of challenge there, there is a lot of engineering and design yet to be done, but keep in mind that switching to a hydrogen-based combustion process is not likely switching between the fossil fuels we’ve enjoyed in the past. Because of the changes in the burning speed, the radiant heat transfer, don’t also forget that hydrogen, for per unit energy, generates 50% more water vapor in the exhaust stream.
With that said, some types of equipment are going to be affected by the changes in combustion from a heat transfer, materials of construction perspective, and say, for example, in drying applications. You, now, are going to have to adjust the process to the fact that you’re trying to drive off and absorb moisture and the burner is contributing to that moisture load within the system. Those types of examples are probably the next step of evolution. As hydrogen becomes more available and burner manufacturers solve the challenges around burning the fuel, the next level of evolution is for equipment designers to determine how that impacts their design from heat transfer and the chemical side of moving heat to processes.
DG: That’s a good point. So, furnace equipment manufacturers, beware; caveat, equipment manufacturers, beware. Anybody else want to comment?
PS: Yes, let me venture a thought here for the group, particularly with respect to the heavy industrial end use, and that is, societally, I think we’re going to have to wrestle with the best end use for each low carbon fuel pathway that we design. So, if it’s biomass, if it’s renewable natural gas, if it’s hydrogen, hydrogen blends, ammonia, whatever it might be, there is going to be shaking out process in trying to evaluate what end uses should get specific pathways and should be targeted for those in the best interest of all of the societal benefits.
Aviation is a particular challenge. No one would argue a lot of safety concerns, life safety issues, with a major change in the fueling systems for aviation. So, should we focus more on very similar drop-in type fuels for aviation which would consume certain low carbon fuels faster than others and preserve those applications? We need to wrestle with those questions on what types of end fuels make the most sense for what applications. In this case, because of the potential to move power directly to sites and electrolyze onsite, large, heavy end use industrial applications may be well best suited for pure hydrogen, if you can do it that way.
Those are things we need to think through and ask questions about. What’s the best fuel for each end use sector?
DG: Two more, hopefully quick questions, then we’ll wrap up. First off, I want to talk about geography for a second. We talked about acceptance of hydrogen technology and things of that sort. Joe, I think we’ll start with you here on this question: Does geography make a difference? Do you anticipate Europe being much quicker to adopt?
JW: I think, if you look into this round here, it doesn’t seem to be different. I think, at a different stage, there might be other opinions on the whole topic, as well, so it depends on who you talk to. I think, here in Europe, we can say human made climate change is pretty much accepted, that it’s something we have to fight. That might not be the case in every part of the world.
DG: Does anyone else want to comment on the difference in geography, whether or not we’ll be using hydrogen sooner or later?
BK: All I know is, here in Texas, there is no climate change. It’s just hot. And we love our gas and oil. Come on!
JR: Doug, I think when we talk about geographies and speed of adoption, again, it’s going to come back to John’s statement: cost, cost, cost. The real driver, in addition to just protecting the planet, quite frankly, is the cost of the next best alternative. Fossil fuels in Europe are inherently more expensive than what they are domestically here in the U.S. and it has a lot to do with any particular country’s access to fossil fuels and their cost of, basically, powering their economies.
So, economics, definitely, is probably the number one driver in everything we’ve discussed, but, frankly, we’re getting to a point where there’s a major resetting of our energy bases. But, I think, what will affect the regional speed of adoption, is where are they coming from.
JC: The other thing to point out, and I think Perry brought this up, is the externality of governmental intervention. So, as much as we sit around and talk about cost and technology impediment, if the government comes down and applies a very large external cost to the use of any carbon-bearing fuel, it could change the economics overnight. Again, it’s another known unknown. We don’t know what our government is going to do tomorrow. They could well change the equation overnight.
DG: Although, I did find it very interesting the comment that was made earlier, and I forget which one of you gentlemen made it, was if your customers come and say, “Listen, we want only green steel in this” and if that’s widespread, that could be more impactful, to be quite honest, than even government.
Does anyone else want to comment on that? Then I want to finish up with one final question specific to heat treaters.
PS: I do think other factors of production are really important and the extent to which the cost of energy is a significant piece of the cost of production for any commodities is a really important factor in determining within an industry, within a particular set of equipment, whether or not they’re going to be able absorb the cost associated with the equipment itself. Notwithstanding, if you make assumptions that the price of the commodities themselves will come down that you’ll be able to store it and transport it cost effectively, it’s going to come down to where are we producing things? What’s the infrastructure buildup going to look like? And so, regionally, that’s going to differ a lot and it’s going to lead to different solutions, region by region. And, there will be a realigning of certain industries around that.
We’ve already seen it in steel. It’s been electrified to a large degree with the electric arc furnace, but there is a big chunk of it, better than half of it, that is still, if you EAF everything, you’ve still got a lot of reduction of iron ore that has to happen to continue to supplement that iron content. But, it’s realigning and that will continue over the next 25-30 years.
DG: Jeff, did you want to comment here?
JR: Yes, I was going to add an interesting example. If you look at today’s carbon economy basis, the geopolitical climate definitely comes into play and, I think, it really comes down to any country’s ability to fund and capitalize these equipment changes, or even current technology. As a good example, as we sell equipment worldwide for combustion applications today, we often see that developing economies tend to invest and spend their money in decades-old technology. Their interest, for example, in low NOx burners, is very, very low. Their interest in higher efficiency systems is very, very low and many of their purchasing decisions are driven, purely, by price and cost total investment.
I suspect, as we try to move from a carbon economy to a decarbonized economy and hydrogen combustion, you’ll see the same types of patterns: there will be early adoption in developed nations and economies that can afford the capital for this new equipment. There will be a tremendous pace. It’s a little bit politics, but it’s a heck of a lot of economics.
DG: For the last question I want to ask you, I need you to put on your “heat treat hats”. You’re a heat treat manufacturer and you’ve got an in-house heat treat. What do these individuals need to be doing now to prepare for what, I think most of us agree, is an inevitable move, at some point in time in the future, to either pure hydrogen or hydrogen mix? What do they need to be doing? We’re looking for some very practical advice for these heat treaters.
BK: Probably, don’t be scare of it. I think Joe brought it up. We can handle hydrogen. It’s a situation where it can, actually, maybe a benefit but start doing some research. Start talking to your suppliers and people that you deal with every day, asking, “What are you doing to look at this industry? What types of products would you see, Mr. Supplier?” Asking, Are we ready, in the next 10 years, if, all of a sudden, they, on a corporate level, want to move. That’s, generally, not your mom and pop heat treaters, right? And, maybe get in line with and start talking to some of the associations – MTI. MTI is a huge, huge base in the heat treater type market.
So, start aligning with some of the associations. That could be of benefit to them to have a broader knowledge base to, maybe, know what to expect or have a reference to. Because, I know some of the associations we deal with the CSA codes and NFPA-86, they’re even scrambling a little bit because it turned a corner a little quicker than they had expected. So, what, in terms of standards, are going to have to be changed or are going to have to be looked at in the future?
DG: Joe, what about you? What can heat treaters be doing now?
JW: In principle, don’t be afraid of change. Change will happen. Be prepared. You can’t know it now. We don’t have a “magic ball”. Things will come and you should be prepared. Plan on your equipment now, don’t think of the last 20 years and have the last dime out. Think of the future and be prepared.
DG: Perry, how about you? Any thoughts for the heat treat specific market?
PS: At the risk of sounding a little self-serving for all our electric utilities, I would definitely spend some time looking at highly efficient electric technologies to start with. That’s two things for you. First of all, it sort of insulates you from this future risk of having to convert the equipment. But, there are processes that will not be the best alternative pathway and those have to be evaluated, as well. The other thing it does for us societally, is it reduces the potential demand for hydrogen and other low carbon fuels.
It is likely to be expensive, it may not be as efficient in the long run and I think, in terms of the infrastructure build-out and all those societal costs that go with the hydrogen or hydrogen-based fuels build-out, it reduces that societal cost if we can directly electrify processes efficiently. I want to make sure I say “efficiently” in that statement.
DG: Well, you know, there’s always got to be one bad apple in the group, the guy with electricity.
PS: I gotta get my plug in, right?
DG: Thanks, Perry, I appreciate that. Jeff, why don’t we go to you and then John we’ll give you final say on this one.
JR: I think I’ll tackle this question in a two-part answer. I think the first is risk assessment. It’s definitely not too soon to take stock of all your current equipment and assets, work with your vendors and suppliers to assess your readiness as an operation. If hydrogen becomes available to your site, as either a partial blend or as a full 100% hydrogen stream, can you utilize it?
Secondarily, don’t forget to monetize the PR and marketing benefit of using hydrogen. I really think that it has value to a business. It will help in the future, not only to acquire new customers, but to maintain the customer base you have. I think the hydrogen economy, the decarbonized economy, is in full force. It’s going to take a while. There are a lot of challenges in distribution and generation, but, ultimately, this is the path that probably makes the most sense.
So, get ahead of the curve and don’t forget that that has a value. Put it on your balance sheet.
DG: Good advice. John Clark, why don’t you wrap us up here on this one.
JC: I absolutely agree with what everyone has said. I’d like to say that I really do hope that Joe and Jeff are right, that the market is the one that’s going to push people into decarbonize their process. But, I don’t believe that will happen. I think the primary driver will be the external driver; it will be some sort of governmental mandate. So, again, repeating what everyone has said, research, research, research. Be prepared for a carbon tax that suddenly cripples the cost of your natural gas. Just keep in mind that the threat of a governmental intervention is, in my humble opinion, the most significant potential driver we have to force us into these paths.
DG: John, Jeff, Joe, Perry, and Brian, thank you so much. I really, really appreciate your expertise. I think we’ve got a lot for people to chew on here. And, thank you to all of you who are listening to this. I appreciate your time, as well. We hope you’ve found this “Heat Treat Tomorrow” discussion very helpful. If you have questions, for myself or any of these experts on the panel today, please address them to me and I will put you in touch with them. You can reach me at doug@heattreattoday.com.
Doug Glenn
Publisher
Heat Treat Today
To find other Heat TreatRadio episodes, go to www.heattreattoday.com/radio and look in the list of Heat TreatRadio episodes listed.






 Heat Treat Today publisher and Heat Treat Radio host, Doug Glenn, meets another Heat Treat Legend, Suresh Jhawar. In this third installment of the Heat Treat Legend series, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.
Heat Treat Today publisher and Heat Treat Radio host, Doug Glenn, meets another Heat Treat Legend, Suresh Jhawar. In this third installment of the Heat Treat Legend series, you’ll hear how Suresh became the president of G-M Enterprises, what he believes are the key skills of leaders, and what words of advice he has for budding leaders.












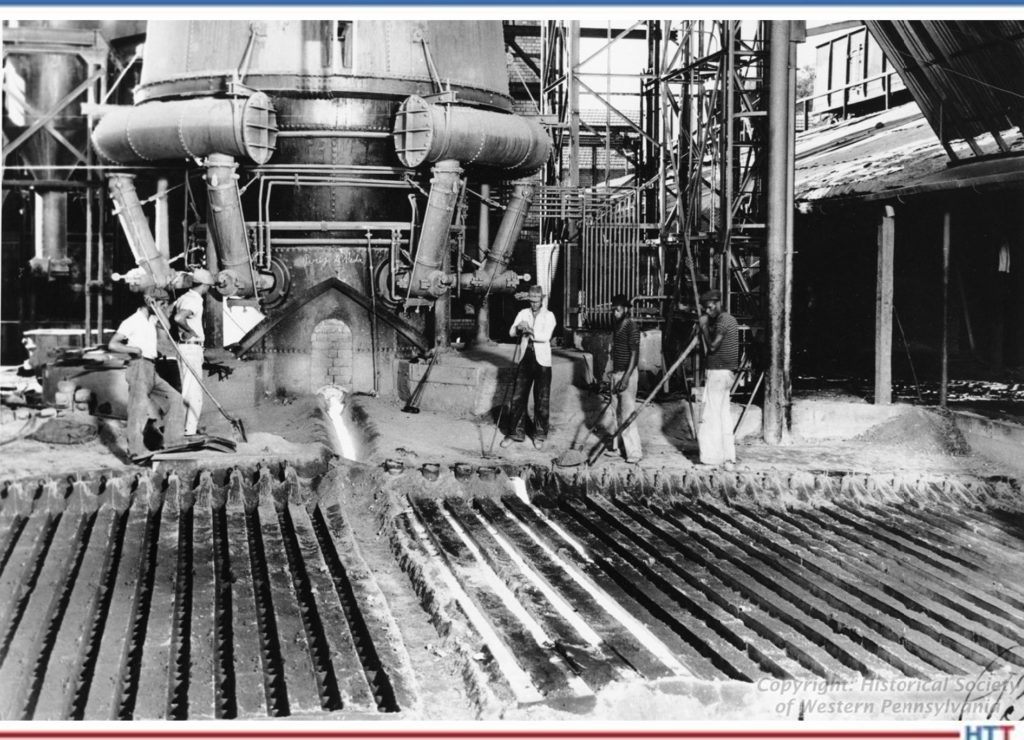
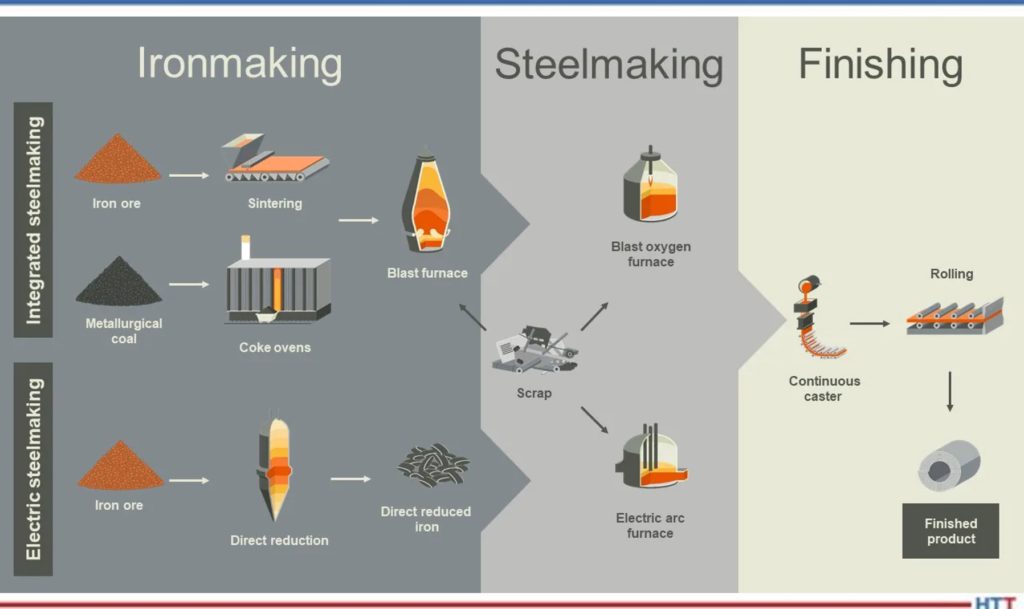


 DG: I should congratulate you on that degree, by the way. I know a year or so ago, you were still working on that, so that’s great!
DG: I should congratulate you on that degree, by the way. I know a year or so ago, you were still working on that, so that’s great!