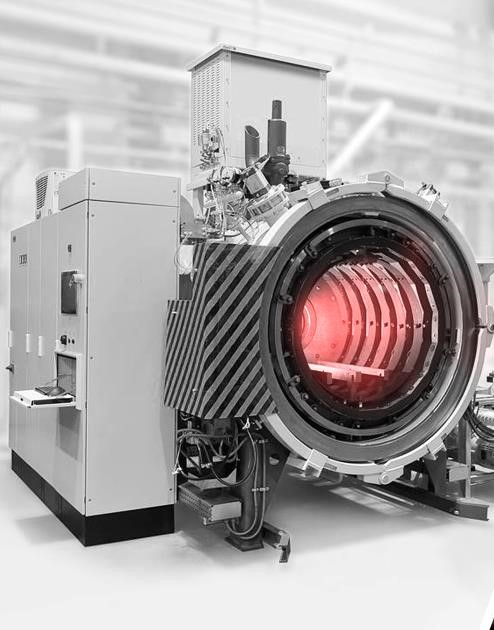
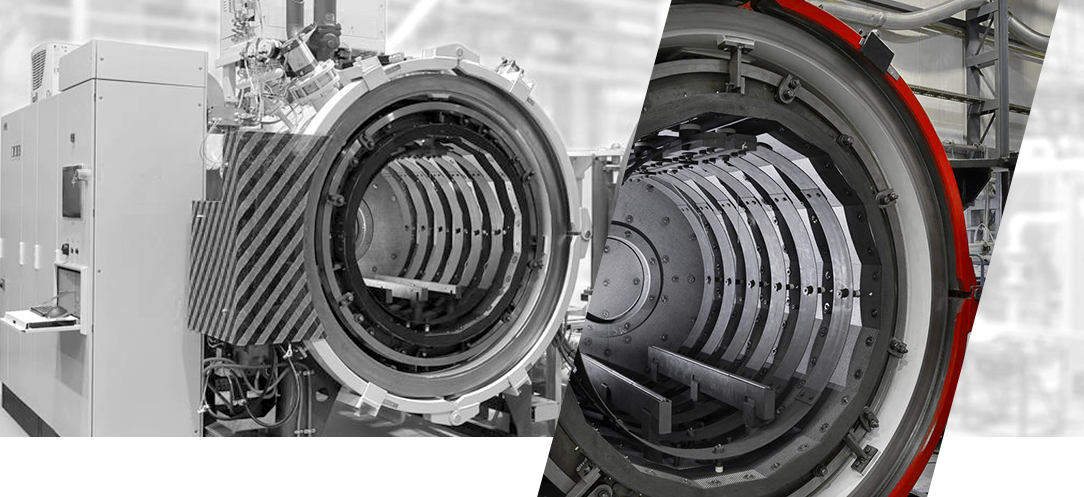
A family-run, commercial heat treating plant in Rzeszów, Poland, Kuczma Hardening Plant, will expand its heat treating capabilities with a new single-chamber vacuum furnace. A particular addition to this furnace is the directional cooling, which will allow the plant to perform quenching from both the sides and the top and bottom in order to precisely adjust the gas cooling system to the batch configuration.
The Vector® vacuum furnace from SECO/WARWICK is equipped with 1.5 bar gas quenching pressure. It will increase the capacity of the Kuczma Hardening Plant and will enable the plant to process parts with dimensions up to 600x600x900 mm. This furnace model specializes in heat treating many types of materials and metal alloys; additionally, its functionality includes gas hardening and tempering, annealing, brazing and degassing.
"Kuczma Hardening Plant," said Jerzy Kuczma, Kuczma Hardening Plant owner, "specializes mostly in vacuum quenching in gas, oil and gas nitriding of injection mould components and dies... On one hand, the SECO/WARWICK furnace will enable us to process larger components and increase our output for smaller ones on the other it will enable directional cooling sideways or top/bottom."
The hardening plant also performs carburizing, quenching, and tempering under protective endothermic atmosphere as well as clean stress relieving under nitrogen atmosphere.
A global manufacturer of automotive, power, and aerospace components has commissioned a new heat treat system. This system from SECO/WARWICK is the first furnace with LPC technology for this large Indian company.
The system minimizes the creation of intergranular oxidation (IGO) present in more traditional heat treat processes. The furnace will be dedicated to small and large gear, pinion and other types of automotive gears.
This three-chamber vacuum furnace delivers economical case hardening using low-pressure carburizing (LPC) technology and oil quenching. It can replace existing lines and generators used for mass heat-treatment under protective atmosphere while ensuring higher precision and process repeatability. This solution stands out because of improved process quality, cost reduction from doubling yields, and increased production flexibility.
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK (source: SECO/WARWICK)
“Since our . . . furnace was the first LPC technology used in the client’s facility, we had to take a learning curve into account. We worked closely with the engineering staff of the client to ensure they understand and use the technology correctly, exploring all the possibilities, advantages, performance and optimizations it offers,” said Maciej Korecki, VP of Vacuum Business Segment at SECO/WARWICK.
“Successful implementation took time but paid off with much higher quality standards the company can now offer to their clients, who are currently operating on all continents. The client benefited from pre-sale consultation and post-sale installation as well as training assistance,” added Manoranjan Patra, Managing Director at SECO/WARWICK India.
Manoranjan Patra, managing director, SECO/WARWICK India (source: SECO/WARWICK)
The parent company of a North American furnace manufacturer provided a furnace to Kamyanka Machine Building, an international leader in the production of pumps for manufacturing thread and chemical fibers, metallurgy and oil. The furnace will be equipped with a closed water system and gas installation so that the device can work independently.
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK (source: SECO/WARWICK)
Additional equipment from SECO/WARWICK in Meadville, Pennsylvania, will also include a vacuum carburizing option as well as quenching, heating in gas, and isothermal cooling. This will enable Kamyanka Machine Building Plant LLC, based in the Ukraine, to carry out full heat treatment processes in one device in accordance with their requirements. They will be able to perform three heat treatment processes in a single furnace instead of in separate operations.
(source: SECO/WARWICK)
"The solution we implement in Kamyonka Machine Building Plant is the result of many years of experience in the construction and service of the world's best heat treatment solutions," added Maciej Korecki, Vice President of the Vacuum Furnace Segment at SECO/WARWICK.
This is the first order from the Kamyanka Machine Building for SECO/WARWICK.
An international company producing, among other things, cutting tools, with a rich history and branches in 40 countries, ordered a vacuum furnace, their third order from them to date.
Vector Vacuum Furnace (source: SECO/WARWICK)
The horizontal, front-loading furnace, from SECO/WARWICK, will accommodate the customer’s needs with an all-metal hot zone for clean vacuum processing. As with the earlier furnaces, one of which was installed at a different facility, the new furnace includes a convection fan and a pressurized gas quench for quick cooling.
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK (source: SECO/WARWICK)
Maciej Korecki, VP, Vacuum Furnace Segment at SECO/WARWICK says, “Precision, high uniformity in heat treated parts, high consistency in workloads and high speeds in batch processing along with low energy and gas consumption makes our product most desirable solution on the market. Often our clients demand just one thing – for instance: high uniformity in heat treated parts which solves problems of distortions they experience using different technology. All the other features come as a surprise and an added value.”
Piotr Zawistowski, president, SECO/VACUUM (source: SECO/WARWICK)
According to Piotr Zawistowski, President, SECO/VACUUM, “This third repeat order is a testament to SVT’s on-time delivery and the performance of our . . . vacuum furnace to meet all promised parameters, including producing clean finished parts, all as promised.”
A machine tool manufacturer has decided to create their own “captive” heat treat department. The company has consequently invested in two different, yet complementary, vacuum heat treatment furnaces.
The CaseMaster Evolution® multi-chamber vacuum furnace (source: SECO/WARWICK)
As is often the case with companies thinking about how to gain better control of their production systems, one of the obvious bottlenecks for the customer was their offsite heat treatment arrangement. While quality from their existing suppliers was not an issue, it was clear that logistics could certainly be streamlined by eliminating the need to outsource parts to an external heat treater. The furnace manufacturer helped them weigh the pros and cons of moving their heat treatment processes into the plant. Ultimately, a decision was made to set up their own department, invest in new vacuum heat treat equipment, and train their production technicians to perform this critical function of the plant.
SECO/WARWICK received an order for a multi-chamber carburizing vacuum furnace with integral gas or oil quench, and a high pressure gas quench vacuum furnace capable of quench pressures up to 15-Bar.
The Vector® 15-Bar high pressure gas quench vacuum furnace (source: SECO/WARWICK)
“We knew the customer was already getting excellent quality from their supplier, so the question was ‘How can we make the process better?’” said Maciej Korecki, VP of Business Segment Vacuum Heat Treatment Furnaces at SECO/WARWICK. “Starting an in-house heat treat department requires some amount of risk tolerance by ownership, and they needed assurance that the return on production improvements would be worth the investment. [We have] the background to help make those determinations, and as a manufacturer of heat treat equipment, the company was able to offer real-world experience on performance that an independent consultant might not be able to provide.”
STALMAX, a manufacturer of fasteners, is investing in a belt furnace for tempering in a protective atmosphere. The provided equipment is designed for hardening fasteners, such as bolts and nuts, intended for the automotive industry. The main element of the line is a belt furnace equipped with a muffle, in which the heat process is conducted in a protective endothermic atmosphere.
The applied design solutions allow for a high evenness of temperature uniformity to be achieved. The automated process of the work of the ATG processing line by SECO/WARWICK, equipped with a weighing system, enables a precise loading of the treated elements on the hardening furnace belt.
STALMAX vice president, Robert Jeż, says, “SECO/WARWICK with their solutions answers real manufacturing needs, and ATG-type line is a guaranteed fulfillment of the industry’s and the clients’ requirements. The partner has not only offered an excellent furnace, but also protected us in case of an unwanted failure. In accordance with individual needs, components of element coding have been introduced and are connected to the alarm base (PLC) and electric documentation of the control system. Such a solution allows to immediately identify the failure and the damaged element.”
A Hauck HT plant located in the Netherlands recently received a unique high vacuum furnace. The all-metal high vacuum furnace from SECO/WARWICK with the working chamber size of 47.2″ x 47.2″ x 78.7″ was delivered to Hauck’s newly expanded plant in Eindhoven. At the same time, it is the largest furnace of that type currently in operation in that region.
According to Marcus Wendel, Hauck Heat Treatment Executive Director, “The all-metal vacuum furnace with diffusion pump was designed to achieve high vacuum conditions and ensure the highest possible purity of the heat treated parts. Accordingly, we had some special requirements regarding used components and solutions. All have been implemented by SECO/WARWICK.”
Sławomir Woźniak CEO SECO/WARWICK
Sławomir Woźniak, SECO/WARWICK Group CEO, also commented, “From the very beginning, our company philosophy has been based on meeting the highest expectations of product and technology development for our customers, including first class organizations such as Hauck Heat Treatment Group. This partnership proves that knowledge and experience are not just empty marketing slogans, but valuable features in business.”
This was the third furnace delivered there, and the two companies are discussing next steps together.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
A leading provider of metal and carbon fiber 3D printers, Markforged, recently announced the opening of a new manufacturing facility in Billerica, Massachusetts. The 25,000 square-foot space will enable the company to more than double its production capacity, support increased demand for Markforged 3D printers, and create new jobs.
Rodrigo Belloc has been appointed the president of Gerdau Special Steel North America, Jackson, Mich. He replaces Mark Marcucci, who is retiring from his position after 28 years with the company and 43 in the steel industry. Previously, Belloc was CEO of Gerdau Diaco in Colombia and Gerdau Metaldom in the Dominican Republic.
Allied Mineral Products opened the doors to its newest precast shapes manufacturing facility near Johannesburg, South Africa. This marks Allied’s sixth precast shapes location worldwide.
Vorteq Coil Finishers LLC, a provider of coil coating services for metal products, recently acquired the assets of California-based Western Metal Decorating, which produces coated aluminum and steel products serving pre-painted markets. As part of the transaction, the Western operation will be renamed Vorteq Pacific LLC.
Leica Microsystems is delighted to announce a new UK partnership with Struers Ltd., the UK’s leading manufacturer of equipment, consumables, and services for materialographic analysis. Leica microscopes, accessories, and imaging products specifically designed for industrial and material analysis applications will now also be available from Struers Ltd. in the UK.
Getec Industries added friction stir welding (FSW) services to its Thermal Solutions division in Torrance, California. The new capabilities will enable the company to supply large extruded aluminum heat sinks to the electronics industries.
Equipment Chatter
Inductotherm Heating & Welding recently announced the successful commissioning of a new Thermatool 250kW CFI welder to GRC LLC.
Kudos Chatter
MTI recently recognized three Solar employees for their commitment to MTI. On October 5, Bob Hill, President of Solar Atmospheres of Western PA, was honored with the prestigious M. Lance Miller Legend Award, in recognition of his leadership and lifetime commitment to the heat treating industry and MTI. Hill’s heat treating career began in 1980 when he joined Precision Heat Treating, Inc. as Vice President. Hill moved on to Solar Atmospheres of Souderton PA in 1995. Within five years, Hill was promoted to President, to head Solar’s newest venture 370 miles away in Western PA. In addition to Hill’s involvement with MTI, two other employees from the Solar Family of Companies—Patrick Reilly and John Hahn—are recent graduates from YES, MTI’s Leadership Training Program
Innovation Leader awards recently went to SECO/WARWICK for the third time. The “Business Leader” event is a prestigious competition. The jury gives awards to the companies distinguished by their transparency and business honesty with innovative successes as their trademarks. On October 28, 2019, at the prestigious gala, Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Bodycote recently celebrated Dan McCurdy, who retired in June 2019 after 21 years of service, as this year’s recipient of the prestigious HTS George H. Bodeen Heat Treating Achievement Award. Dan received the award at a ceremony during this year’s AMS International Heat Treat Conference event that was held in Detroit on October 15-17, 2019.
Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to Karen Gantzer at karen@heattreattoday.com
Conventional wisdom says that batch processing is for smaller volumes. Anytime large volumes of 1 million or more parts per year are envisioned, for instance with ferritic nitrocarburizing, the go-to technology is a roller hearth or other continuous systems like rotary retort or mesh belt furnace. In this article, which originally appeared in Heat Treat Today’sJune 2019 Automotive print edition, Mark Hemsath urges end-users and engineers who use, or specify, continuous systems to not undervalue automated batch processing for large volume production.
There are a number of trends in the automotive arena:
More parts are being light-weighted. This means they need more precise and repeatable heat treating.
Parts need to be cheaper and lighter. The trend we see are increased and more sophisticated stampings.
The trend is away from carbonitriding and toward ferritic nitrocarburizing due to less distortion on lighter parts.
Gears and such are smaller and require exact carburizing, minimized quench distortions, and less hard machining.
A deep discussion of all of these is beyond this article, but we will touch on each as we focus on nitrocarburizing for large-volume production.
Batch v. Continuous
What is the difference between a classic “batch” furnace and a classic “continuous” furnace? The answer is material handling. By definition, heat treating is a “batch” operation. In virtually all instances, the product must be brought to temperature and held—or “soaked”—for a specific time. Ferritic nitrocarburizing is no different. This ramp heat, hold, and cool is a “batch”. Thus, virtually all heat treating is batch and only material handling is the difference. The basic difference is that in batch we move the product in its cold state and heat it in one place (batch). In continuous furnaces, we move it while it is heating.
Advances in Material Handling
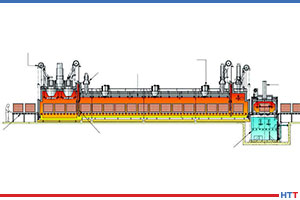
Figure 1: Roller hearth conveyor furnace with heating section, cooling tunnel and after cooling. Note the right angle turn via automatic conveyors to meet space requirements.
Advanced, fully automated, and reliable material handling has made great advances over the last two decades from more recent industries like Amazon, where millions of packages need to be moved through the shipping process, to older industries like heat treating which moves steel parts through furnaces and other equipment. Automation, such as conveyors with self-driven rollers and photo sensors or proximity switches, or robots and automated self-guided vehicles—all coordinated by a PLC—have made material handling more reliable. Manufacturers have a lot of options.
A continuous furnace like a roller convey-or—or “roller hearth”—furnace conveys the product while it is heating (Figures 1, 5 & 8). A mesh belt furnace conveys parts while heating, and a rotary retort furnace (Figure 4) moves parts via a heated rotating barrel to the next process step which is typically cooling or quenching. Moving parts while hot is a challenge, but reliable high volume heat treating is why these furnaces have seen such success over the years. Roller furnaces and rotary retort furnaces are still built and used in a wide variety of industries, and they make sense for a number of reasons. Lower energy use is one main factor.
With robots placing the load, both batch and continuous processes can be fully automated. With such options, batch processing has increased in use.
Automated Batch
Figure 2: The doors have actuators for automatic opening.
A leading manufacturer of heat treating furnaces has implemented the high volume automation approach many times using batch technologies. In 2013, a fully automated batch FNC installation for gears was installed for processing 1 million gears annually.[1] As a result of this success, the customer added more batch furnaces to the line.
The furnaces in Figures 2 and 3 are retort-based nitriding and ferritic nitrocarburizing furnaces. With automatically opening doors, complete PLC control, and automated batch load movement, no humans are needed. A load car operates in both directions for a heavy load of two metric tons or more, allowing furnaces to be placed facing each other.
Automated, High-Volume System Design
Figure 3: This line consisted of pre-oxidizing ovens on one side to save time in the more expensive FNC furnaces. Cooling stations after heating are also added to reduce time in the batch furnace and make the parts safe for handling.
As mentioned, the company supplied nitrocarburizing technology using its ZeroFlow™ method (Figures 2 and 3) for an automated thermal treatment line for the production of a variety of gears. The line consisted of six large, front-loaded retort-style batch furnaces, a four-chamber vacuum washer, two ovens for pre-activation in air, additional post-cooling of the furnace charges, and an automatic robotic loader/unloader, which ensured charge transport within the system (seen in Figure 3). The automated line also included safety monitoring. System workload dimensions were 32″ wide x 32″ high x 60″ long with a gross workload capacity of 4,400 pounds. Production totaled 2,000 pounds of gears per hour. Good equipment design, retort technology, and use of ZeroFlow control technology resulted in a very successful project.
Cooling the Load and Vacuum Purging
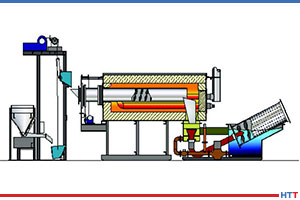
Figure 4: Whirl-Away Quench on a Rotary Retort line for small part efficient quenching/cooling.
There are advantages to continuous furnaces like a conventional roller hearth furnace; however, special options like fast cooling and vacuum purging present challenges to these conventional furnace designs. In batch, this is usually not a problem. Vacuum (and even cooling) is more difficult to attempt in continuous variations due to sealing challenges in the chamber designs. An example of a good solution is the rotary retort furnace shown in Figure 4, which offers single piece quenching where each piece falls into a water or oil quench and is “whirled-away,” a continuous furnace design which works well for small parts with a relatively small footprint. In batch, the whole load needs to be quenched together; this can present challenges that understanding the part needs and configurations can lead the process engineer to different solutions.
In a roller furnace, slow cooling means the furnace gets longer (Figure 1).
Variations in Continuous Batch – Semi-Continuous Processing
Figure 5: Hardening roller conveyor furnace with integral pre-heat and oil quench system
In Figure 6, an automated batch hardening line is shown. In Figure 7, the same process is shown, but with an added pre-heat chamber to allow faster processing via the pre-heat and use the single quench in a more productive manner. An oil quench is an expensive piece of equipment. The cycles are also always much shorter for quenching than heating, so we want to maximize the use of the quench. In a pure batch system, you need one quench per furnace. In the semi-continuous approach, the quench is used more frequently and there is higher productivity per capital dollar invested. In a roller hearth or rotary retort installation, the quench can be properly sized to handle all of the heating production. In an installation using pure batch systems, there might be 3 to 6 quench tanks. In a fully continuous roller furnace, there would be one quench (see Figure 5).
Figure 6: This automated batch line is for low pressure carburizing and vacuum hardening, with oil quench, automated washer, and batch temper furnace. The smart loader makes the cell fully automated.
Case History and Take-Aways
The automated batch system referred to in Figures 2 and 3 went online in 2014 and is currently operating at full capacity, while meeting the stringent requirements of the automotive industry. It achieved the planned production goal of 1 million gears per year with 99% process reliability and 98% equipment availability. The customer previously had a continuous conventional pusher furnace. The new line achieved an 80% reduction in the consumption of ammonia from that consumed using in the pusher furnace to nitrocarburize. Endothermic gas was also eliminated by the supply of a new methanol CO generator as the carbon source in the process.[1]
Figure 7: Triple chamber vacuum hardening line with oil quench and pre-heat chamber. Tray flow is right to left.
The take-away from this successful project is that in order to increase production even more, automated batch systems need to exhibit two factors to compete with a continuous system like a roller hearth furnace. First, the loads need to be optimized and very densely packed. Second, the batch loads need to be larger than the continuous loads. A standard size of 40″ x 40″ x 60″ has since been created which has 50% more volume than the unit in the example above. Making the furnace a bit larger is not that difficult. Additionally, in a recent application, CFC tooling has been utilized to assure more dense loading geometry with much lighter parts, giving reliable rack geometry for a load of 1,000 pieces.
Gas Usage – Benefit Batch
Figure 8: Cooling tunnel and exit of continuous roller hearth furnace for instrument transformer electrical steels annealing.
The biggest advantage of batch furnaces is the lower process gas usage. In continuous furnaces, in order to keep the process safe and clean, pressure must be maintained by flowing a significant volume of gases. With the constant opening of doors during the process and the need to keep operating pressures high enough to prevent air infiltration, atmosphere gas usage is always high. To keep the costs down, gases are typically generated with the use of an endothermic generator (40% Nitrogen, 40% Hydrogen, and 20% CO) or a lean exothermic generator with a low dewpoint. In all instances, the generator is another piece of thermal equipment to maintain and purchase.
Energy Costs – Benefit Continuous
In most instances, batch processing uses more energy—or more expensive energy—such as electricity. Electricity costs can vary tremendously from location to location whereas natural gas prices are more consistent and lower. Batch nitriding furnaces are available in gas-fired heating options at an added capital cost. However, the batch process still uses more energy per pound. If electricity is available at a reasonable rate, then the difference is not as great on a per pound basis. In a recent analysis, it was estimated that an electrically heated batch system came to cost the equivalent of about $0.06 per pound of FNC operating costs, versus $0.03 per pound of FNC operating costs in a continuous gas-fired variation (energy and consumables only).
Summary
Batch or continuous in large volume scenarios is no longer a clear-cut answer. Your heat treating professional and your furnace suppliers should understand this. There are literally dozens of variables that need to be assessed, and only after a careful analysis tailored for each customer can an optimized solution be designed with either batch or continuous furnace solutions.
Notes
1. Hemsath et al, “Nitrocarburizing Gears using the ZeroFlow Method in Large-Volume Production”, Thermal Processing, 10/2015
About the Author: Mark Hemsath is Director of Nitriding and Special Vacuum Furnaces at SECO/VACUUM Technologies, LLC and acting Thermal General Manager at SECO/WARWICK Corp. in Meadville, Pennsylvania. With 30 years of experience in the industrial furnace and heat treat equipment market, he is in charge of all North American atmosphere furnace sales, gas nitriding, and gas carburizing. This article originally appeared in Heat TreatToday’sJune 2019 Automotive print edition and is published here with the author’s permission.
A manufacturer of custom industrial chillers based in Houston, Texas, recently purchased a controlled atmosphere brazing (CAB) furnace line to conduct in-house furnace brazing of the company’s heat exchangers.
The CAB furnace was relocated to Cold Shot Chillers, which designs and manufactures standard and specialized custom industrial chillers for multiple industries, including metal finishing, medical, brewery and winery, laser and welding, and agriculture. SECO/WARWICK states that the CAB furnace, which was originally built for a different OEM, is the largest in North America.