Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers will be installed at the plant of a European manufacturer of heat exchangers. This purchase is consistent with continental trends to invest in building supply chains for the manufacture of electric vehicles.
This is the second year in a row that the client is ordering CAB line from SECO/WARWICK, the Polish sister company to SECO/VACUUMin North America; this current commission will be the widest CAB line that the supplier has ever built. Its usable dimensions will allow the customer to manufacture large-dimensioned vehicle battery coolers at a mass scale. The dynamic growth of battery sales involves the growth of sales of other parts such as battery coolers. They are manufactured using highly-specialized continuous lines for controlled atmosphere brazing.
"Globally, we sell more and more CAB lines, which prove well in this industry," said Piotr Skarbiński, vice president of Business Segment Aluminum Process and CAB at SECO/WARWICK. "Our equipment is operated not only in Europe, but also in Asia and North America."
A European machinery group will receive a vacuum furnace for hardening and tempering processes, and its design has been customized in order to meet the group’s need to harden aviation steel used as landing gear. The heat treatment solution will improve the process economy in European plants and is characterized, in part, by low energy consumption.
Maciej Korecki Vice President of Business for the Vacuum Furnace Segment SECO/WARWICK
To meet this particular application, SECO/WARWICK engineers fitted the Vector® vacuum furnace with a non-standard system for subquenching with liquid nitrogen that enables the required quick cooling down of landing gear components. The solution has also been expanded with a vacuum system designed with a diffusion pump and is equipped with a directional cooling option and convection heating system with a specially designed fan.
“This is already the fourth purchase order for a furnace from this product segment from this customer,” commented Maciej Korecki, VP of Business Segment for Vacuum Heat Treatment Furnaces at SECO/WARWICK, the sister company to North American heat treat supplier SECO/VACUUM. He also added that “The product solves the customer’s problem with the hardening of special aviation steel, significantly increases the capacity of the existing production line of this component, and also improves process parameters, since the current devices used by the customer are not fitted with a subquenching system using liquid nitrogen. It will certainly be one of the unique solutions completed this year.”
Heat TreatToday publisher, Doug Glenn, sat down with heat treating specialist, Piotr Zawistowski, the managing director at SECO/VACUUM, to hear what he believes the future of heat treat holds. Karen Gantzer and Bethany Leone from Heat TreatToday also joined the conversation, recorded at the ASM Heat Treat Show 2021. In this episode, you’ll learn why Piotr believes LPC, automation, and predictive maintenance are the future of heat treat and how to get there.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Bethany Leone (BL): Peter first shared how SECO/WARWICK was on a mission to actualize the future of heat treat.
Piotr Zawistowski (PZ): I think we are on a mission, that is, SECO/WARWICK and I. I think the future of heat treatment will be LPC for carburizing, and gas quenching for quenching instead of oil. I think the future is LPC and hydrogen quenching, to be honest. Right now, most of carburizing is done in a carburizing atmosphere, and most of the quenching, as I know it. I think that everything is moving in the vacuum direction, if you will, but we're not there yet. So, that's our mission, in general.
Members of Heat Treat Today sat down with Piotr Zawistowski, managing director of SECO/VACUUM, at the ASM Heat Treat Show 2021.
I think I showed you a graph with what is the difference in quenching between oil and gas. Right now, with 25 bar quenching, we are on the level of slow oil. To get there, we have to use helium, but it's expensive, it's not economical. We can go to hydrogen, which is the speed of oil and it's everywhere, it's cheap. I think this is the future.
BL: This idea that the future of heat treat will be LPC and gas quenching – specifically with hydrogen – means moving in the vacuum direction, as Peter noted. But how fast will this transition come, especially given safety concerns with the use of hydrogen as a quenchant?
PZ: Exactly, that is the concern right now. I think it will come, but we are far away from it. Anyway, we don't have to go to hydrogen immediately, but I think we should go to nitrogen for now. We have some solutions for that, and on top of that, I think we will go from regular carburizing to LPC. It's not easy for people to switch, so our mission is for us to try to convince people to switch to LPC. We would like to make it as easy as possible for them so that's why—maybe 20 years ago—we thought about starting. Because we had quenching and carburizing, we thought, let's maybe leave quenching the same and start with carburizing. So, we developed vacuum oil quench furnaces just to make it easier so they only have to change one thing at a time. But then, we thought, it's a leap for them anyway because those are different oils and it's a vacuum oil. So, right now, we're introducing a furnace with vacuum carburizing with the regular atmosphere is a quenching chamber in regular oils that all the heat treaters have known for years.
DG: This is the SuperIQ?
PZ: This is the SuperIQ. I don't want to make it commercial, but this is another step. If you look at our wall here, we have six different products and five of them are for carburizing. It starts with Vector. It can have carburizing but it doesn't have to be, but anyway, they all are connected with carburizing. I think the mission is to convince people and to switch, in the industry, from all the messy dangerous, open-fire furnaces to new, clean, better technology.
Piotr sharing SECO/WARWICK vision for the future of heat treating.
BL: As we just heard, these are big transitions. So, if the first step towards heat treat with LPC is for heat treaters to use atmosphere carburizing with oil quench, what are the next steps to move to a fully vacuum-based future?
PZ: Step number two is vacuum oil quench and step number three is vacuum carburizing or LPC and high pressure gas quench. That is the future, in my opinion, and with hydrogen.
BL: As a review, moving to LPC could look like, first, using a traditional vacuum furnace with atmosphere capabilities, then, heat treating with vacuum oil quench, and finally, heat treating with LPC and high pressure gas quench. If such a transition is appealing, it would be good know what the productivity improvements of LPC are. . .
PZ: So, it depends; there are a couple factors. First, we have to take into account what kind of a case that we're talking about. But, in general, I can tell you that the productivity increase should be 50%, or even 100%, or more.
DG: You can double the amount of product through in the same amount of time?
Piotr walks through challenges to overcome to achieve an LPC and hydrogen heat treat future.
PZ: Yes. And, it's just as simple with increasing the temperature, so we are not limited with low pressure carburizing with the temperature, whereas there is a limit that atmosphere carburizing can be done. So, we have a lot of possibilities here.
BL: So, a 50-100% increase in productivity and an increased temperature range comes along with low pressure carburizing, LPC. When considering LPC, there is the question of how traditional specification, which clearly state the necessity of atmosphere carburizing, can be compatible with this newer technology.
PZ: Yes, and those specs are changing.
DG: Is that going to be a hindrance?
PZ: Yes, it is right now, especially in aerospace. The automotive industry, they moved already to LPC, but aerospace we are trying to help to change those specs, and they are changing as we speak. A lot of those specs are still from the '80s, and there was no LPC back then. As you know, in aerospace, it is not easy to change a spec, but this is happening right now, as we speak.
DG: Are you guys involved with changes from Nadcap and all?
PZ: Yes, and we are involved in major aerospace players. We are doing tests for them and we are delivering them LPC furnaces. Some of them are still doing R&D, but this is a first step. With some of them, we are starting to see real production with LPC in aerospace, so we are getting there.
BL: To be sure, integrating the technical creation of specs by bringing heat treaters in touch with key end-users in the industry is necessary to have standards reflect effective heat treating techniques. Aside from standards, is there any resistance to adopting low pressure carburizing?
PZ: I think, people are afraid of what is new: atmospheric carburizing is very simple and it is well known, vacuum carburizing is something different. So, for atmosphere carburizing, it's only to control the potential in the furnace and time of carburizing. In vacuum carburizing, it's not that easy- you have to have a special simulator to create a recipe. People are afraid of it, but they shouldn't be because there is software. We have software that can make that recipe really easy and pretty quick. People are just afraid of something new.
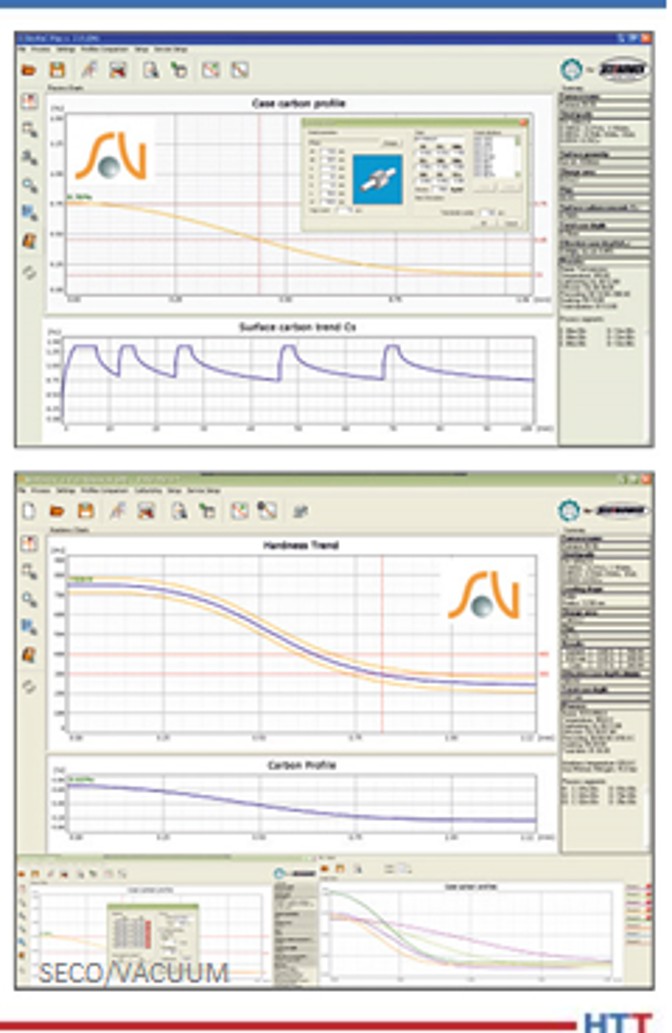
SECO/WARWICK's SimVac
We have it [simulator] to create a recipe for LPC for the purpose of carburizing and we actually provide it. This is our own simulator and we provide it with the equipment so it's very, very easy.
BL: In addition to an aversion to the new and the changes that may be involved, folks have a real concern with distortion. Peter then addressed this concern. . .
PZ: High pressure gas quenching, in general, is better, but there are other methods. It is not only us, but we are all trying to limit the distortions; we cannot say “eliminate” because that is impossible, but we can try to limit the distortion and control the distortions. What we introduced to the market is our 4D quench technology, “fourth” dimension is that we rotate the part during quenching.
BL: While there is resistance that may be from outdated industry specs, a suspicion of the new, or technical concerns which the industry is continually addressing, Peter was sure note that there are, in fact, drivers that are encouraging heat treaters to move towards LPC.
PZ: I think, the driver is both productivity and safety. As an example, the [US] Biden administration just committed to reduce CO2 emission by 50% by the end of the decade. This is good technology and there is a lot of fuel to emission out of atmosphere carburizing, internal and external. But, there will be a push for climate change and CO2 emission. I think, it's not only mandates, but, I think, in Europe, for example, they have a lot of grant; there is a lot of government money you can get if you are reducing the CO2 emission. I think, for the heat treaters, it should be easy to capitalize on it. As I said, no CO2 emission on LPC. There is no emission at all. That is the beauty of the technology.
Kanthal notes the electric shift that is predominantly occurring in Europe
Find this article in the August 2021 digital edition
BL: Certainly, financial incentives to adopt “greener” technologies as well as personal desire to do so would be motivating. Is there anything about the heat treated parts cosmetically that would make LPC attractive?
PZ: Of course. And, you don't have to wash it after, which is great. It depends, as we still can have LPC and oil quench, you have to wash it, but if you can get to the gas quench, you've eliminated the wash part. They just look nice and shiny and bright. The color is better and you can eliminate washing.
BL: It is clear that LPC, one of the factors that plays into the future of heat treat as Peter envisions, has challenges and benefits for heat treaters to consider. Peter then talked about two additional factors for the future of heat treat: automation and predictive maintenance.
PZ: There are two other factors. One is automation, which is something big and it's more and more especially nowadays with the labor issue. But, it is to eliminate the human error part of it. On top of that, it is the traceability of the parts. More and more customers would like no operators and the machine has to run by itself. We have that—a full system of equipment. You just place the basket with parts, or several baskets, and then the robot takes it to the furnace, carburizes, quenches, tempers, washes and then it comes out, completely untouched. Robots are the automated loader. That is the direction.
Another is predictive maintenance, which is a big deal right now. By predictive maintenance, I mean that the system has to predict the failures or the downtimes. A lot of systems, which are available on the market are called “predictive maintenance”, but they are reactive. For example, they have sensors on the machine and if something breaks, it sends you an email message, or whatever. Our SECO/PREDICTIVE, which is our predictive maintenance, is based on an algorithm. The algorithm is written in such a way that the system learns on failures and the more equipment we have connected to it, the more data we have, like everything we have around us right now, all the Googles and Amazons and so on. I think this is the future, as well. So, everything has to be connected to one database to predict what will happen before it happens.
DG: Can you give me an example? Let's say you've got a high temperature fan inside a vacuum furnace. How would the SECO/PREDICTIVE or predictive maintenance work on that?
PZ: I think we would control the vibration on it. I think that's one way to do it. And, at a certain level, it would send a signal – "Watch out! - you are about to have a problem". It is better to do it that way because, then, there is time to order a replacement or schedule something so it will not break. But, the goal is to predict the failure before it happens.
BL: With thoughts of LPC, automation, and predictive maintenance on our minds, we then walked over to a display of various furnaces to see how SECO/VACUUM applied these insights to their own furnaces. Peter began with the Vector, a versatile high pressure gas quench furnace.
PZ: This is a single chamber, multipurpose furnace. It is for LPC carburizing and high pressure gas quenching. This is the main furnace and, I think, 70% of what we sell. Maybe this is, like 50%.
Then 20% are the vacuum oil quench furnaces. The vacuum oil quench furnaces heat processing chambers are the same as the Vector but then we can quench it in oil or we can have three chambers that can be continuous production or you can have oil quench on one side and high pressure gas quench on the other side. We call it CaseMaster Evolution. This is our middle step. As I said, our goal is to go for LPC.
But, then, there is another one, the new baby in the family. [Peter then gestures to, what they call, the Super IQ vacuum furnace.]
For people, it was not easy to make a switch, so this is like a hybrid. The processing chamber is vacuum carburizing but the quenching chamber is like a traditional atmosphere quench. It is like a pure replacement: you can take one out and put this guy in. You have all the benefits from low pressure carburizing but you operate mainly like an old and traditional furnace. This is to make it easier in the transition.
BL: After learning how certain furnace designs can be helpful to heat treaters who have different processing needs or who are trying to convert to LPC, we then moved to see how LPC is being brought to pit-furnace size loads.
PZ: This is another one, another tool in our mission, I would say. This is a pit carburizing furnace but with LPC. Right now, for big, heavy parts, they are carburizing atmosphere in pit furnaces and then they open the furnace and they just transfer it with a crane to an oil tank. This is basically the same, but the pit furnace is with LPC. There is nothing like this on the market right now.
We are trying to bring the LPC advantages to big parts and pit-style carburizers, as well.
BL: From LPC for large loads, we ended our tour with an LPC furnace with an interesting way to maintain traceability.
PZ: This is a single-piece carburizing furnace which we talked about.
So “CaseMaster”, which was the name of our traditional integral quench carburizing furnace in the past, we no longer do. Right now, if we have an RFQ for atmosphere carburizer, we go with LPC.
Thank yous from the group.
Doug Glenn
Publisher Heat TreatToday
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
A manufacturer in the automotive industry has placed an order for a large-capacity, high vacuum furnace, equipped with a cooling station to increase the performance of the system. This furnace will complete their new production plant and aid in vacuum aluminum brazing various components.
Maciej Korecki Vice President, Business Segment Vacuum Heat Treatment Furnaces SECO/WARWICK (source: SECO/WARWICK)
SECO/WARWICK, the sister company of North American manufacturer SECO/VACUUM, provided the furnace to the automotive manufacturer of engines, filters, electric equipment, and cooling systems. For this project, the client required that the vacuum furnace have automatic loading and transportation of parts, as well as an increase in precise control of temperature uniformity and distribution.
"The equipment [. . .] has been installed in a new production plant that will significantly improve the capacity of the entire group," explains Maciej Korecki, vice president of the Business Segment of Vacuum Heat Treatment Furnaces at SECO/WARWICK. "A key to success in this project was the huge trust displayed by our partner and close cooperation at the design stage."
Looking for vacuum aluminum brazing furnaces? See listings for services and products in the Heat Treat Buyers Guide
The privilege of unveiling the Heat Treat Today40 Under 40 Class of 2021 comes with the reality that not every one of the nominees could be included in the final count; even though each young, up-and-coming, talented heat treating professional whose name was submitted is making a significant difference in their field.
The individuals pictured are those we acknowledge in 2021 for their contribution to their company, their dedication of service to their customers, and their commitment to pursue skills and knowledge to further contribute to their field.
The 2021 Honorable Mentions
Daniel Dudar Absent Atmosphere Maintenance, Inc.
Nathan Howell S&C Electric Company
Justin Waldrop Paulo
Joshua Fuentes Bodycote Thermal Processing, Inc.
Heat Treat Today will be back next year looking for rising leaders in the 40 Under 40 Class of 2022. We encourage you to consider the talented young professionals in the heat treating sphere, especially in the captive heat treatment industry, who deserve this recognition for their leadership. You can begin the process right now: Click here to nominate a young professional for Summer 2022.
HTA Group (HTA) purchased two vacuum furnaces to augment its support for Australian defense capabilities. The equipment will provide heat treatment processes for HTA’s manufacturing customers in the region to meet defense customer and quality specifications. The project was developed in response to customer demand and market analysis identifying gaps in Australia’s advanced manufacturing industrial framework.
The two new Vector® single chamber high-pressure quench vacuum furnaces from SECO/VACUUM will go to HTA's Melbourne and Sydney commercial heat treatment facilities to provide expanded processing capabilities to support the Australian defense industry.
"HTA is the only Australian Nadcap-approved thermal processor and has had ongoing success with commercial and aerospace operations to date," commented Dr. Karen Stanton, director of Corporate and Strategy at HTA (pictured in the headline image above). "Increasing the footprint of heat treatment assets through the establishment of this capability in Melbourne and Sydney will increase the ability of defense component manufacturers to deliver projects faster and allow them direct access to a qualified local supply chain."
Norm Tucker Director of Operations HTA Group
"SECO/WARWICK Group has the most advanced and user-friendly vacuum furnaces on the market," added Norm Tucker, director of Operations at HTA. "But equally important to me is the way we can collaborate with their team to determine the best furnace features and capabilities to do the job. These two new Vector furnaces will be the first of their capability in Sydney and Melbourne and will be used to heat treat high strength components such as landing gear or brazing engine parts and opening up advanced processing capabilities to our new and current customers."
Piotr Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
"HTA has been very smart about how they approach their growth, measuring business opportunities through research and thoughtfulness and looking carefully at the potential upside of their investments," noted Piotr Zawistowski, managing director at SECO/VACUUM. "We are proud to be an integral partner in their planning and execution."
The addition of Vector® vacuum furnaces to HTA’s processing capabilities follows 7 other installations of SECO/WARWICK products in Brisbane and Los Angeles CA, including high-pressure gas quench vacuum furnaces, vacuum aluminum brazing furnaces, and tempering/stress relieving furnaces.
An international electric vehicle (EV) automaker has ordered high-pressure gas quenching (HPGQ), tempering, and nitriding furnaces for heat treatment of large high-pressure casting dies, which will be used in the production of aluminum underbody components for electric vehicles.
The tool & die market serving traditional and EV automotive markets use vacuum heat treating technology extensively to produce bright, high-quality parts. SECO/VACUUM Technologies, a SECO/WARWICK Group company, will provide two furnaces and auxiliaries with working zones that can accommodate loads with dimensions up to 1000mm x 1000mm x 2400mm (40″ x 40″ x 96″) and up to 7.5 metric tons of weight.
“[We] have built a reputation with [this client’s] engineering team,” explained Piotr Zawistowski, managing director of SECO/VACUUM, “[and so] we are capable of achieving the required quenching rates within such a large envelope, which will be accomplished with a powerful 500kW quenching system. The [client] also appreciated the custom engineering that we put into handling such a heavy workload.”
The Vector® vacuum hardening furnace is equipped with a convection heating system to improve heat transfer at lower temperatures, thus reducing internal stresses; the cooling system can quench with nitrogen at pressures up to 25 bar. The furnace will exceed NADCA 207 requirements for the quenching process and Class 2 temperature uniformity requirements per AMS2750F.
The nitriding furnace is a pit-type configuration, with working dimensions to match the hardening furnace. The patented ZeroFlow® nitriding process uses uniform high convection heating, precision nitriding potential, and ammonia control, along with vacuum purging to reduce operating costs.
Maciej Korecki Vice President of the Vacuum Furnace Segment SECO/WARWICK (source: SECO/WARWICK)
An international arms and military equipment manufacturer in Brazil needed to quickly expand and was recently able to receive a new vacuum furnace to meet their manufacturing demands.
The solution was provided by the parent company to North American SECO/VACUUM, SECO/WARWICK. Their furnace, the VECTOR®, is a single-chamber vacuum furnace that uses gas quenching and can be used for multiple metal heat treatment applications and processes. In this configuration, equipped with a round graphite heating chamber, it may be used for most standard processes including hardening, tempering, annealing, solutionizing, brazing and sintering.
"A situation where we have a product almost ready to be collected is rare. This time, the customer was indeed looking for a standard solution," said Maciej Korecki, vice president of the Vacuum Furnace Segment at the SECO/WARWICK Group.
Maciej Korecki Vice President Vacuum Business Segment SECO/WARWICK (source: SECO/WARWICK)
A global aerospace manufacturer ordered a single-chamber gas quench furnace for their US plant. The turn-key solution also includes auxiliary equipment, such as a closed-loop water system, a gas reservoir, a loader, and carbon fiber fixturing.
The Vector® 2-bar quenching unit from North American based SECO/VACUUM is equipped with high vacuum diffusion pump and convection heating for improved performance at low temperatures. It meets class 2 requirements per AMS2750F (temperature uniformity +/- 6°C (+/- 10°F)). It will be installed in the company’s Center of Excellence and will be used to heat treat 3D printed parts.
This expansion of capabilities continues the relationship that SECO/WARWICK Group has with the manufacturer, who has been expanding their heat treat capabilities with the Group for the last 10 years at locations in Poland, Indonesia, Singapore, France, and the US.
The partnership, commented Maciej Korecki, VP of the Vacuum Business Segment at SECO/WARWICK Group, is a confirmation that the company continues to deliver “products that not only fulfill but exceed their needs.”
Heat TreatRadio host Doug Glenn and Mark Hemsath, talk about hardening basics. What is it, why does it matter, and how do we do it? This is a great primer episode to kick off our three-part series with Mark. Listen and learn!
Mark was formerly the vice president of Super IQ and Nitriding at SECO/WARWICK, and is now the vice president of Sales - Americas for Nitrex Heat Treating Services.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): Mark, I want to welcome you to Heat TreatRadio. Welcome!
Mark Hemsath (MH): Thank you, Doug. It's nice to be with you today and thanks for having me on the show to talk about this interesting subject. I'm not quite sure if I'm an expert on it, but we will certainly try to talk about it.
DG: I'm sure you know more than most of us – that's why you're here! First of all, as I mentioned, you are the VP of Super IQ, IQ being integral quench, not necessarily intelligence quotient – although, you are a smart guy. You are the VP of Super IQ and nitriding for SECO/VACUUM. Both of those are processes and both of those are dealing with hardening. Tell us a little bit of your background and then we'll jump into the topic of hardness of metals.
MH: I'm not a metallurgist. I did take metallurgy at college and I've been living it most of my life, but I didn't train to be a metallurgist. Instead, I got involved in the furnace business, and being involved with furnaces you have to do something with those furnaces. Typically, those furnaces allow you to do different things, like soften and harden metals. My background is that for many years, I worked with my father helping to design furnaces for the industry and we developed different furnaces. Some furnaces were for annealing, some for tempering, some vacuum processes, you name it. I joined SECO/WARWICK a number of years ago and I spent quite a bit of my early days in ion nitriding and SECO/WARWICK was involved with gas nitriding. That was of extreme interest to me. I took a liking to that and decided to become a subject expert on nitriding. Now, I've been asked to also get involved with our carburizing product, which is breaking into the market – we call it Super IQ. That is obviously carburizing as a surface hardening process. Not to mention, we also do through hardening in those furnaces, and we can go into some of those details a little bit more here today.
DG: For people who might not know, when we talk about hardness, we're talking about the hardness of a metal. Most people would think, all metal is hard. I mean, that's one of the characteristics of metal, but if you wouldn't mind, give us the “hardness 101” class: What is it and why is it important when you talk about hardness for metals?
MH: I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last. You don't want it to break, you don't want it to chip, you don't want it to seize up, so there are a lot of different things you can do with the parts to give them certain wear characteristics and hardness. There are other things – anti-friction, etc. – that you can do with surface finishes, such as with nitriding, which offer hardness to the part, but in a slightly different way than you might think, just on basic hardenbility. But, whatever we're talking about, we're trying to prevent parts from wearing, and that's typically why you try to harden the parts.
DG: How do we measure hardness, or what are the units that we typically measure?
MH: You have different scales out there, depending upon what you're trying to measure. If you're just trying to measure the surface, you might go with the file hardness or you might go with a test where you don't have such a heavy hardness on there. There are different Brinell hardnesses: You've got the HRC, the HRB, and different scales out there. You've got the Vickers hardness, and all different types of equipment designed to very accurately measure the hardness of a part and also to try to figure out how that hardness is changing throughout the material.
Typically, in most materials and in the processes that you're doing, because you have some thickness of material and a lot of it is related to both the quench rates etc., you're going to get hardness that varies throughout the part. So, they have come up with different ways of measuring that and there are a number of different scales out there. You can look that up and decide. Some people like to use one over the other, but typically, they are all designed to do the same thing: try to get an accurate reading of what the hardness is.
DG: I've heard the more common ones, I think you've mentioned them: Rockwell is a hardness measurement, Vickers is a hardness measurement, and Brinell is a hardness measurement. So, those are the scales that are used. We're not going to get into how those tests are done and things of that sort, but we certainly could at some point in time.
[blocktext align="right"]“I think the most important thing is that with metals, you're trying to get certain features that allow it not to wear over time. At the same time, you want the part to last.”[/blocktext]
MH: I'm not an expert on doing the tests. I've seen them done many times, but there are guys that are really good at that. Same with microstructures, right? Looking at that and understanding how things change within the steel and seeing it under different magnification, gives the scientists some really good knowledge about what's going on within the steel.
DG: Again, “hardness 101”: A person often hears, when dealing with metals and hardness, about surface hardness or through hardness. Can you tell us about those things? What's the difference? Why is that important?
MH: A part that you make, in a lot of instances, you want it to be as hard as possible for wear characteristics, but at the same time you don't want the part to fail because the core properties are too hard and can be brittle. Typically, what you have is people trying to impart certain types of features onto the surface and still retain the so-called core properties of that material. Obviously, you heat it up to austenitic temperatures and you quench it and you try to transform as much of that steel as possible to martensite, and then you try to temper it back.
A number of things that you're doing there are going to change the properties of the steel. That's why people will use different tempering temperatures to get different core properties. They'll use different surface treatments, whether carburizing (which will give you a higher surface hardness by driving more carbon into the surface) or induction hardening, in which you're heating up just the outer part of the steel and then quenching the outer part. Obviously, you can only go so deep because you're quenching it from the outside, but that will give you almost a double type of feature within the material. You're starting out with the core properties that you want – a certain hardness, a certain ductility, and a certain capability to function, let's say, a shaft – and then you want to give it some hardness. If you have the right steel, you can harden that just by taking it up to temperature with induction heating or with flame heating and then quickly quenching it to get the properties that you want on that outer.
DG: There are some properties in there that I want to make sure our listeners understand. You mentioned the idea of hardness and ductility. Those two things tend to be on opposite ends. I know there are much more technical descriptions of this, but the harder something is, the more brittle it tends to be, and when it's brittle, it takes less to crack it or break it. Whereas if it's ductile, it's softer, it can take more of an impact without breaking. For example, let's just use a gear: On the gear teeth, on the outer edge of the gear, you want that to be very hard so there's good wear, but you don't want it to crack so you keep the inside of that gear, (that's away from the surface side of the gear), soft. Yes?
MH: Yes. And there is a lot that goes into gear design. You don't want high impacts, obviously, you want the teeth to mesh together. There are people that induction harden gear teeth, there are people that carburize gear teeth and there are people that nitride gear teeth. They're all trying to do something on the teeth, and even though you're doing something on the teeth, you still have to also impart certain properties to the core part of the gear itself to make sure that nothing breaks or falls apart on the gear, the main core part of the gear itself.
(Source: Inductotherm)
DG: You did also mention the fact that there are some steels that are more easily hardenable than other steels. I've heard there are high hardenability steels and there are low hardenability steels. What's the difference?
MH: In general, iron is an element that is common to all steels. Now, there is tremendous science that has happened over the last decades on putting different alloying elements into the steels, whether it's chromium or titanium or vanadium or you can name all the different ones. Some of them are called micro alloy and some of them are more main alloys, but they all provide different types of properties to that alloy steel which then gives that steel certain characteristics. There are more steels created today than I could ever mention. You can buy huge books on that from ASM and get all of the different properties of the steels. Tool steels have quite a few alloying elements in them, and they have a very high hardenability. They're also more expensive, so people are not going to want to use expensive steels with all of those expensive alloying elements for basic automotive transmissions, or what have you; it just gets too expensive.
I should also say that carbon makes up a big part of that, too. The carbon in the steel is, obviously, why we call it carburizing because it will put hardness into it. But we also have what we call low carbon steels, medium carbon steels and high carbon steels. Then you start throwing in the alloying elements with that and you get all kinds of variations.
DG: So, typically, a high carbon steel is going to be much more easily hardened because it's got more carbon in it to start with and you don't necessarily have to add carbon into it during the heat treating process.
MH: Right. But when you heat and quench those parts, they also have different properties, as well.
DG: Is it only steels that can be hardened?
MH: I'm not an expert on it, but there are other types. There are some stainless steels – martensitic stainless steels – and there are different age hardening steels… which are still steels. There is aluminum, which has different properties depending upon what other elements they put in that; they can do some different types of hardening on those. Titanium by itself is a fairly hard metal, etc. Most of the people that we deal with, or whom we're talking about, are the people who are using steels to start with, a lot of times fairly inexpensive steels. But, we also, in vacuum furnaces, do very high-end steels, such as tool steels, like H13 air hardenable tool steels, etc.
DG: Let's jump back to steels. What are the typical heat treatment processes that enhance hardness, that increase the hardness?
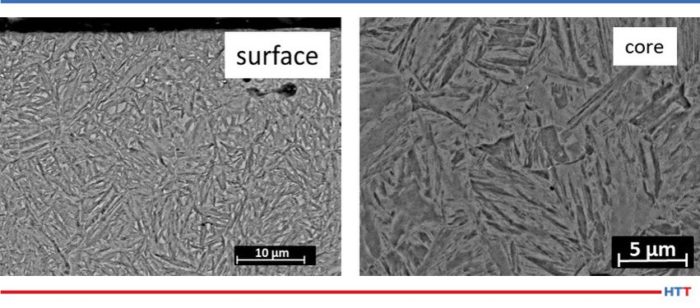
Microstructure of the carburized steel. Source: Surface Hardening Vs. Surface Embrittlement in Carburizing of Porous Steels - Scientific Figure on ResearchGate. Available from: https://www.researchgate.net/figure/Microstructure-of-the-carburized-steel_fig2_326653574 [accessed 3 Mar, 2021]MH: First of all, we have carburizing. As we spoke before, when you have a steel and you impart carbon into that steel, it tends to make it harder. What carburizing does, is it focuses that effort of putting carbon only into the surface. This means that you can have different core properties of that steel versus the outer properties. Then you can drive that carbon fairly deep into the surface, if you want. Now, deep means something like 2 mm, and above that are starting to get fairly deep cases. 2 millimeters is .079 inches. You do this by putting the part, at austenizing temperatures, into an atmosphere which is rich in carbon.DG: Let's stop here to define. Again, this is a non-technical definition of austenizing. To me, when I think of an austenizing temperature, that means even though that part is still “solid”, the fact of the matter is, that piece of metal is kind of in solution; things are moving around inside.MH: You've changed the structure. Then, when you quench it, you're trying to cool it very quickly so that you can get different structures out of that steel.We're talking here surface hardening or surface engineering. There are quite a few, actually. Some of the more common, obviously, are the ones we talked about here. There are basically four very common ones: carburizing, nitriding, carbonitriding, and nitrocarburizing. They are different. (Although, in Europe, sometimes they reverse those names a little bit between carbonitriding and nitrocarburizing.) I'll explain to you what, I believe, those are and why we call them that.
Carburizing is just as I was saying: driving carbon into the surface of the steel. It gets a very high hardness in the steel, depending upon what type of steel you have. It's typically done with lower carbon steels so that you can put the carbon into the surface. That's why we do it, because it's a lower carbon steel.
Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties. You're not going to get much in the way of dimensional shift or growth that you would get from the austenizing steel, and that's very beneficial. By driving nitrogen into the surface, you get a very high hardness. Now, you also need to have things in that surface of the steel other than just iron. You have different alloying elements which combine very easily with nitrogen, such as chromium, titanium, aluminum, vanadium, and some of those other things which will combine with the nitrogen, which either comes from an excited nitrogen atom via ion nitriding or comes from the disassociation of ammonia from gas nitriding where the nitrogen then transports itself into the steel surface and making those hard items.
[blocktext align="left"] “Nitriding is not an austenitic process; it is a lower temperature process. It's called a ferritic process. What that means is you don't go into the phase transformation where you have to go and quench the steel to get those properties.”[/blocktext]
In carbonitriding, it's identical to carburizing except you throw some ammonia in there. This is typically done at a lower temperature because ammonia breaks down very quickly at high temperature, so you're trying to stay right at the lower edge of that. You're throwing ammonia in there because the nitrogen will impart a very hard surface along with the carbon. It doesn't go in as deep but it's usually done as a 'down and dirty' very hard surface on a part, typically, a fairly inexpensive part.
Nitrocarburizing is like nitriding, but the focus is on the white layer, on the compound zone, which is a very hard layer of iron nitrides and iron nitrogen carbides. You get a very hard layer. They call it the compound zone because you have both a gamma prime zone, which is one element, and you have an epsilon zone, and those have very unique properties for the surface of the steel.
DG: Those are the main carburizing processes – carburizing, nitriding, carbonitriding, and nitrocarburizing. We'll dig deeper into those in our next episode, and also cover the processes, perhaps the types of equipment that those processes are done in, just for a little bit more education. Then, we’ll do a third episode where we'll talk about why we're hearing more recently about nitriding, low pressure carburizing, and single piece flow – and perhaps something that is near and dear to your heart, Mark, and that is some hybrid systems of a batch interval quench, which your company happens to call the Super IQ. Thanks for being here today.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.