Welcome to a special edition of Heat Treat Today’sThis Week in Heat Treat Social Media. We’ve discovered a furnace-full collection of posts that document the excitement of the past week at Furnaces North America (FNA). From the arrival of booth materials to the final speech at the MTI awards ceremony, they’re all here: check out these posts and videos for a roundup of FNA and heat treat social media.
As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Lightening the Pre-Show Heavy Lifting
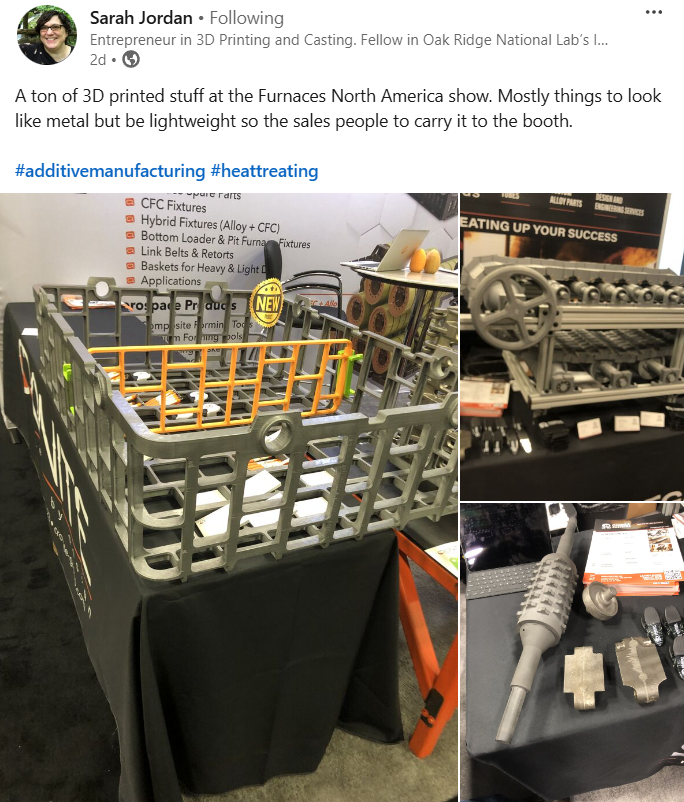
A good show is more than just what happens from curtain rise to curtain fall. Whether it’s a play on the stage or a trade show in a convention hall, there is a lot of work that goes into setting up and tearing down . . . sometimes back-breaking work. The advent of 3D printing has made that task a little easier, and ironically, at FNA 2024, that means models set out for display were processed with 3D printing to preserve the look of metal while making it easy for team to carry to the floor. Thanks to Sarah Jordan for bringing this post to the web.
2. Kudos and Awards from Beginning to End
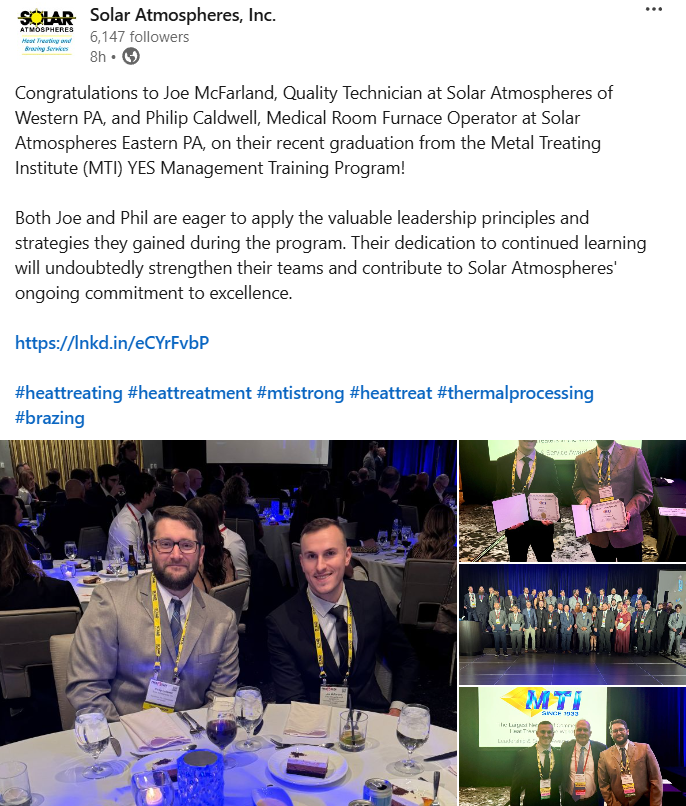
We love it when social media is full of the faces of the heat treat industry, and this week is no exception. We found individual recognition posts, the celebration ofHeat Treat Today’s40 Under 40, and the Metal Treating Institute‘s honorees at the awards ceremony on the last night of the show.
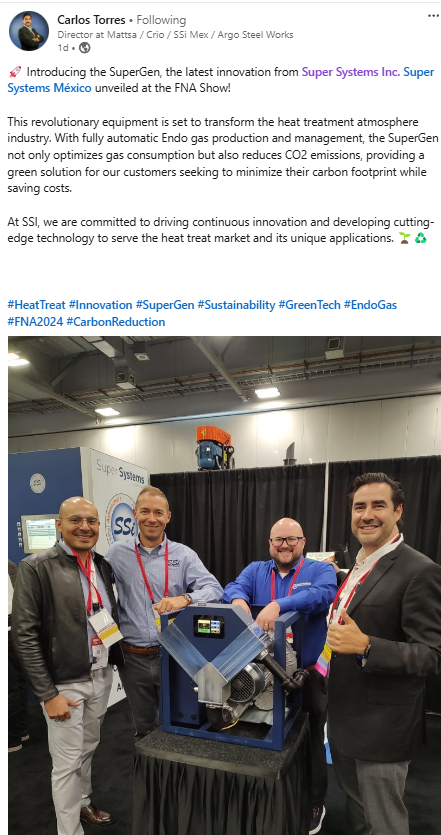
Eyes and ears were open and trained on all that’s new in heat treating presented at FNA 2024, whether in technical sessions; impromptu, on-the-floor demonstrations; or new product reveals.
What's most important when heat treating: time, quality, costs, aesthetics?
With competing demands, you need to discern when cleaning parts pre- or post-heat treat is a beneficial, or even necessary, step. In today's Technical Tuesday, provided by SAFECHEM, dive into this topic -- to clean or not to clean -- and examine 6 easy questions you can ask yourself when planning any heat treat load.
Is Cleaning a Must in Heat Treat?
The answer is neither a simple "yes" nor a simple "no" – it depends.
In the past, cleaning has not been given much attention to in heat treatment, and the step is often bypassed. However, the attitude is slowly changing. On the one hand, product specifications and higher quality requirements are driving the demand for cleaner products – both visually and qualitatively. On the other hand, evolving materials used in upstream manufacturing has amplified the need for cleaning. Environment-friendly cutting fluids, for example, can go deep into the substrate where their complete removal is necessary to ensure successful thermal treatment.
Contact us with your Reader Feedback!
But still, the question remains: should you clean or not clean?
To answer that, we need to differentiate between cleaning pre-heat treat, and cleaning post-heat treat.
The main goal of cleaning pre-heat treat is to remove upstream contaminants such as cutting oils, coolants, chips and dust to ensure a clean, smooth surface. Their remnants could otherwise become baked on surfaces which might require costly processes to remove. Pre-cleaning is also key to protecting the furnaces. It prevents the formation of smoke and oil vapors resulting from burned oils, which in itself is also an environmental and worker safety issue.
Pre-Heat Treat Cleaning Key To Nitriding and Carburizing
The reality is that the majority of heat treaters have not fully recognized the need for cleaning prior to heat treat (with the exception of brazing). And this is of particular concern for demanding applications such as nitriding and carburizing, where a cleaned surface is fundamental to achieving good heat treat results.
"Cleanliness conveys quality, standard and care, while also offering protection to critical furnace equipment. For certain heat treat applications, including gas nitriding, ferritic nitrocarburizing and low pressure carburizing, cleaning is almost non-negotiable. For others, cleaning could be a competitive advantage that helps differentiate your products." Photo Credit: Adobe Stock
Insufficient cleaning can lead to challenges such as non-uniform layers, soft spots and stop-off paint issues. Particularly with nitriding, spotty nitriding layers may not be obvious to the eyes and can only be detected under microscope. Phosphate additives in corrosion inhibitors can also work themselves deep into the surface of deep drawn parts, which can cause spotty nitriding patterns if not removed properly.
When it comes to cleaning post-heat treat, cleaning is a standard step after oil quenching where most heat treaters rely on water-based systems to do the job. Of course, it is common knowledge that water and oil do not mix well, so residues could still remain. Therefore, how clean the parts need to be will depend very much on the end-use application (e.g., will the parts be shipped to clients? Will they be machined further?) as well as client quality requirements. Medical applications, for example, would have strict residual particle size limitations in place.
The Real (Hidden) Risk of Not Cleaning
Tackling a heat treat failure where cleaning is an apparent contributing factor needs not be problematic. The real challenge lies in cases where the heat treat process seems to have worked – while in fact it has not.
Complaints about unexpected nitriding/carburizing layers, or component problems with equipment, can arise when parts are in the final assembly, are already in use, or are even out there for many years. The link between these issues and (the lack of/insufficient) cleaning can become very hard to detect by then.
Hence, the pain point for heat treaters does not have to be “in the present.” Client claims issues that come back to bite in the future represent a far greater risk, precisely because of their unpredictability. Cleaning should not be taken lightly because it can mitigate future problems that heat treaters are not necessarily aware of at this point.
The Bottom Line Is This . . .
Cleaning is good housekeeping. Cleanliness conveys quality, standard and care, while also offering protection to critical furnace equipment. For certain heat treat applications, including gas nitriding, ferritic nitrocarburizing and low pressure carburizing, cleaning is almost non-negotiable. For others, cleaning could be a competitive advantage that helps differentiate your products.
When assessing your need to clean, consider these questions:
What would be the cost of not cleaning? I.e., what damage could potential claims cause in terms of money, time, delays, client trust and corporate reputation?
What are the costs to maintain/replace your furnace?
What are the technical justifications?
What are your client expectations in terms of quality, aesthetics, and applications?
What are your corporate standards in terms of health, safety and the environment (HSE)?
Are you producing parts for high-value manufacturing sectors such as aviation, automotive, or medical devices, where your product quality can make or break your business?
Needless to say, cost will be a key driving factor. Do you have a high enough utilization rate to justify the cost of investing in a cleaning system? If not, outsourcing to job shops could be a potential option.
If you do have the cost argument to invest in an in-house solution, do not cut corners! Don’t be tempted to choose the cheapest cleaning option available. Companies do that and realize years later that the system is not working properly and have to shell out another large sum to upgrade their equipment. Because it is not always obvious that your heat treat failures are a direct result of poor cleaning, as a best risk mitigation policy, take a step above rather than a step below – no one loves paying twice!
Why is parts cleaning an important step in heat treat? While a nice surface finish reflects quality, the importance of cleaning goes far beyond the aesthetic aspect. Parts cleaning can ensure against quality issues, especially when it comes to nitriding or brazing where high surface cleanliness is a prerequisite. Learn what questions you should be asking to achieve optimal parts cleaning.
This Technical Tuesday feature written by Michael Onken, market development manager at SAFECHEM, will be published in Heat TreatToday's August 2021 Automotive print edition.
Michael Onken Market Development Manager SAFECHEM SAFECHEM
There are two types of cleaning in heat treat. One is cleaning prior to hardening where residual metal working fluids on parts must be removed. Then there is cleaning after quenching. Residue oils left on parts after quenching may cause challenges in the next process steps, such as tempering.
Inadequate cleaning not only affects subsequent processes, but also parts quality. Contaminations on parts can also get into furnaces and fixtures, and thereby impact their functionalities.
Quality cleaning is costly, but necessary, if the goal is to achieve quality components. The important questions are: What cleaning solution should I choose? Is water-based cleaning better, or rather solvent cleaning? The answer is that it depends. We have briefly outlined 4 key questions you should consider.
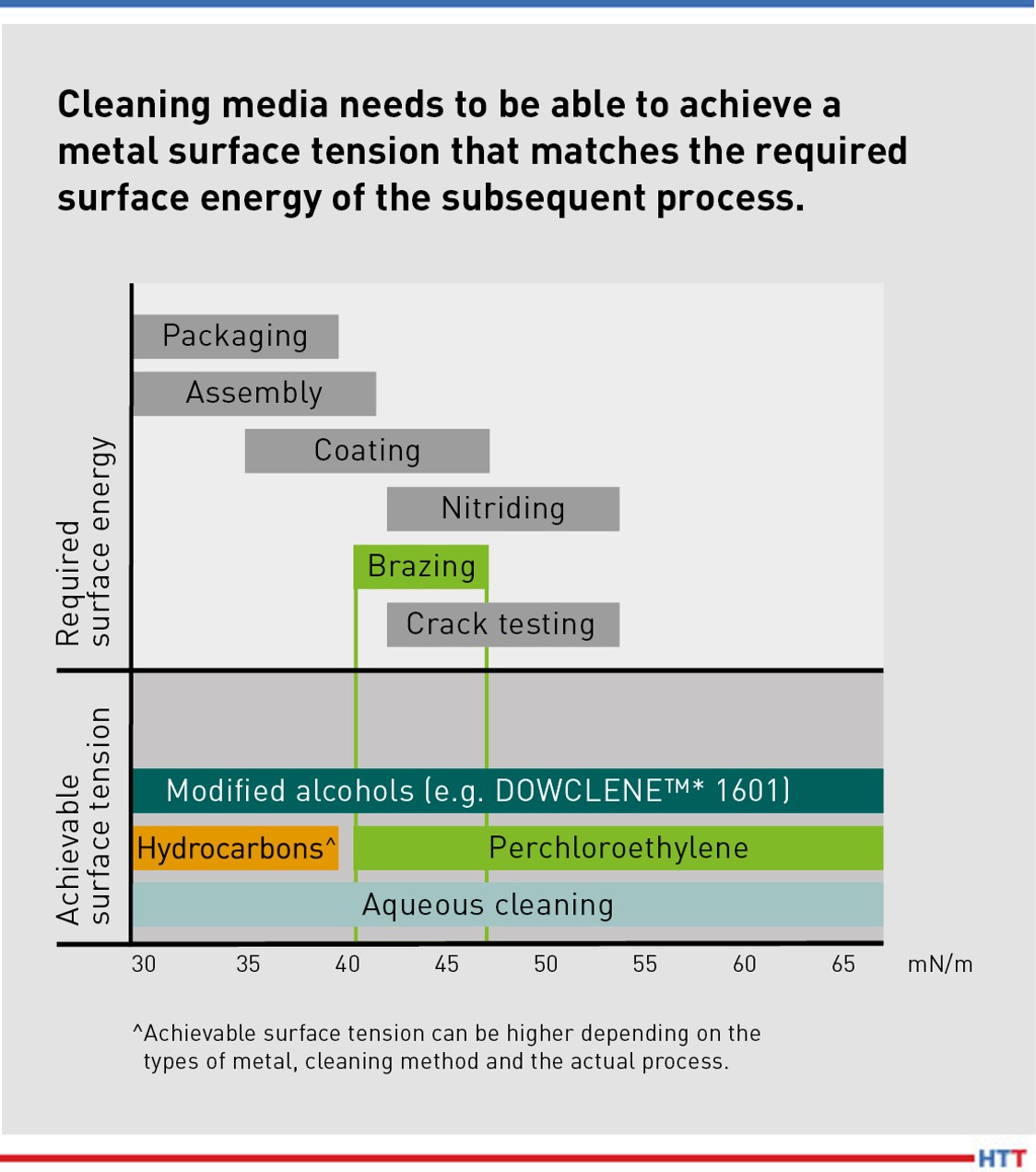
What are your cleaning quality requirements?
Different industrial applications require varying degrees of surface energy of the metal surface, which is influenced by filmy contaminations. With nitriding, for example, a higher surface energy is required than with standard coating or assembling. The ability of the cleaning agent to remove the contamination should therefore match the required surface energy.
SAFECHEM
What is the affinity of the cleaning agent to the soils?
Effective cleaning is based on the principle “Equal dissolves equal.” For water-based types of contaminations, such as coolant and lubricant emulsions, aqueous cleaning agents are typically the first choice.
When removing mineral oil-based, non-polar contaminations, such as machining oils, greases, and waxes, solvent will commonly be the preferred cleaning agent.
The above contaminations can be classified as filmy contaminations that can be dissolved in a suitable cleaning agent. Another important category of contaminations is particles like chips, dust, and residues of polishing pastes. These contaminations cannot be dissolved in a cleaning agent. To remove these, sufficient mechanics are required in the cleaning machine to flush off particle contaminations.
What metal types are being cleaned and how are they configured?
In water-based processes, cleaning agents, which can be acidic, neutral, or alkaline, are usually matched to specific metal types. Simultaneous cleaning of different metals can therefore be problematic, and this can result in compatibility issues and in the worst case—corrosion. Solvents, in comparison, have universal compatibility with metals.
If the component parts are tiny or have complex geometry or small crevices, solvent is often recommended due to its lower surface tension and viscosity, which makes it easy to seep into and evaporate out of tight spaces.
What is the environmental impact?
The energy consumption in a water-based process can be significant, due to the energy requirement to operate high-pressure pumps, heat the cleaning water, dry the metal parts, as well as treat and purify used water for reuse or disposal. Depending on the cleaning agents, dirt and soil are emulsified and the contaminations are diluted in the water. As a result, aqueous baths that are not treated must be replaced frequently.
Solvent in a closed vacuum vapor degreaser can be recycled again and again via the built-in distillation unit. This can significantly increase solvent lifespan and cut down on waste volume. While energy is required to keep the closed cleaning machine under vacuum, this also lowers the boiling points of solvents, hence accelerating their evaporation and enabling quick drying of metal parts within a shorter cycle time.
The questions listed above are by no means exhaustive and there are many more key aspects to consider. The optimal cleaning decision should balance technical, economic, and environmental needs. Given the potential of parts cleaning to make or break heat treat processes, when done properly, it can deliver much more value than the mere technical function it fulfills.
Read more about parts cleaning in heat treat here.
About the Author: Michael Onken is a market development manager at SAFECHEM Europe Gmbh. For more information, contact Michael at m.onken@safechem.com or Phone: +49 211 4389-300
In January 2021, Hubbard-Hall hosted a free webinar with Thomas Wingens of Wingens International and Michael Onken of SAFECHEM. These two experts described the influencing factors for technical cleanliness and some solutions for washing. This Technical Tuesday, we are sharing an Original Content overview of what happened at the virtual event.
This year, we are seeing a lot of online-adapted education for the heat treat industry. One of these webinars was "Solving The 4 Most Common Metal Cleaning Challenges In Heat Treatment" hosted for free by Hubbard-Hall. Jeff Davis, SVP of business development and distribution at the chemical supplier, introduced experts Thomas Wingens, longtime metallurgist with a lifetime of exposure in the heat treating industry, and Michael Onken, market development manager at SAFECHEM. Here is a brief rundown of what they talked about.
The concluding slide from Hubbard-Hall's webinar, Tuesday February 2, 2021. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
How Do You Clean | Why Do You Clean | Who Cleans
The audience indicated that if they cleaned, they overwhelming used water-based cleaners on their products.
The experts then gave four clear reasons why heat treaters should clean:
Optics -- get rid of stains
Achieve Uniformity -- resolve soft spots and stop-off paint issues
Brazing Voids -- prevent the appearance of bubbles on your part
Contamination of the Furnace -- all furnaces, even vacuum furnaces, are susceptible to contamination
Smoking Parts -- if not cleaned well, left-over oil on a part can smoke up
With all of these reasons and with the specificity of the part, all heat treaters should pay attention to how they clean their products, but especially commercial heat treaters. The reason? Commercial heat treaters are in the most challenging situation with cooling fluid contamination, corrosion protection, chips, dirt, and dust as they treat a variety of different parts at their facility. As a note, the experts noted that commercial heat treaters could remove these contaminants with sandblasting, pickling, and sputtering.
4 Challenges - 4 Solutions
One by one, Wingens shared a cleaning challenge that Onken immediately responded to.
1 - Residual Contamination Results in Insufficient Hardening (T.W.)
Residual contamination may be because the cleaning method you are using is insufficient or non-existent. Still, Wingens noted there is clear evidence that insufficient cleaning for nitriding and ferritic nitro caburizing (FNC) leads to white spots. This, among other things, is a cause for concern and may compromise the part quality.
1 - Consider Cleaning Factors, Regulations, and Requirements (M.O.)
If you are running into this cleaning challenge, you have to first consider specific factors, regulations, and requirements for implementing optimal cleaning, says Onken.
Time. You want cleaning to be as short as possible because "time is money."
Temperature.
Mechanics of the cleaning machine.
Chemistry of the Cleaning Agents. Alkaline, neutral, or and organic solvents? You must know what type of contaminations you have on the surface -- if it's polar or non-polar -- in order to use the correct solvent in cleaning the part.
Are the contaminants fat, resins, oil, petroleum or salts, emulsions, emulsions?
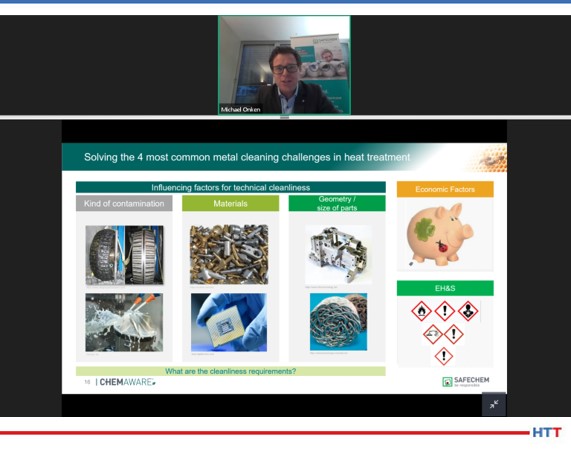
Additionally, there are several factors of the part itself, pricing, and Environmental Health & Safety standards that do come into play, as Onken lists in the slide below.
Michael Onken sharing factors influencing technical cleanliness. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
2 - Surface Stains on Finished Product (T.W.)
This is a pretty straight forward challenge: you don't want the surface stain, so what do you do?
2 - Type of Contamination: Polarity (M.O.)
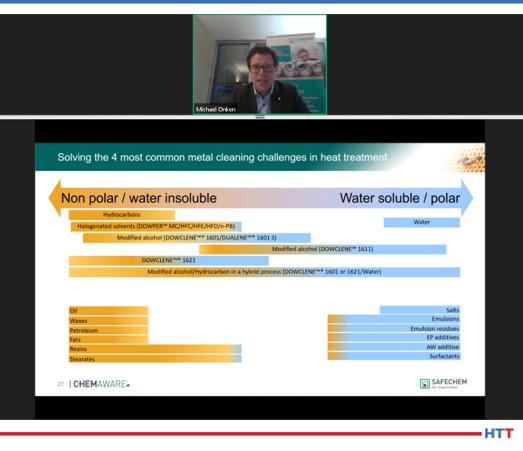
First, you want to clean "like-with-like." That is, if you have a water insoluble/non-polar contaminant like petroleum or wax, you want to clean with an insoluble/non-polar cleaner like halogenated solvents. Likewise, if the contaminants are water soluble/polar like salts or emulsion residues, then you clean with water-based cleaners. Check out the chart below that Onken shared at the webinar to see how specific cleaners are non-polar, polar, or even hybrid.
Polarity of cleaners and contaminants presented by Michael Onken at SAFECHEM. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
Additionally, the way your load is situated can influence what cleaner you use. For a basket load, you'll want to use a cleaner with low surface tension like solvents since those can penetrate and move through the complex geometry of the load.
3 - Inconsistent Cleaning (T.W.)
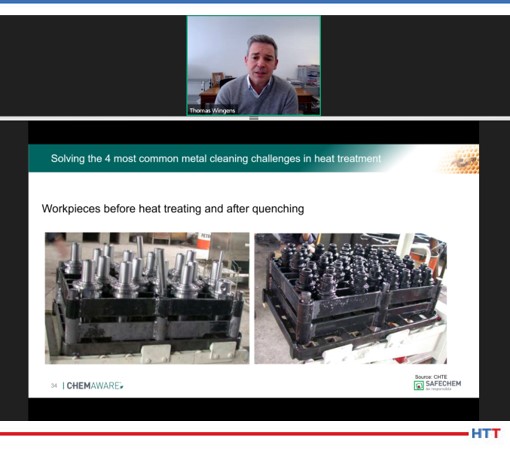
The impact of a cleaner decreases in strength over time, particularly with solvents, leading to an oily surface. (See the example below.) What to do?
Oily parts before hat treating and after quenching. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
3 - Process Stability (M.O.)
There are preventative measures, Onken highlights, that emphasizes process stability that can handle high through-put that will clean all of the parts you have uniformly:
Solvents: These are 100% composed of solvent with a stabilizer. Monitor build up of acids only, not the concentration of cleaner itself.
Water cleaner: These are 90-99% water mixed with other chemical(s). Therefore, they are much more complex. Check out alkalinity.
Bottom line: keep an eye on how your cleaners are doing so that you always know their quality before you use them.
4 - The Cost. (T.W.)
Wingens pointed out that it is costly to invest in a cleaner, and so how is a heat treater to mitigate this practical challenge?
4 - Efficient Product Use (M.O.)
First, look at efficiency of aqueous cleaning. Solvent cleaning is now in closed machines, not open machines. It is simply not that efficient to use an open machine because a lot of the cleaner disperses into the atmosphere when it is in use. That is why it is more common to see closed cleaning process. Vacuum Tight Machines close the processes even more.
Do what can to conserve material and keep the process efficient and effective.
Final Comments
The experts left the live webinar with a few final comments, noting that there is a move away from water-based cleaning because of the constraints of being able to do batch part cleaning (see solution #2). Additionally, they reiterated that investment costs are higher for closed system with a vacuum; but due to their efficiency, that investment can be paid-off fairly quickly.
If you are interested in catching the next webinar, "Do You Know Your Real Cost of Cleaning?" is happening next week, February 23, 2021 at 2:00pm ET. Again, the recorded webinar can be accessed here.
All images were captured during the live webinar on February 2, 2021.