Solar Atmospheres of Western PA is expanding with the addition of a brand-new all-metal hot zone vacuum furnace. The furnace is engineered specifically for the high-vacuum processing of critical medical components.
Solar Atmospheres’ new vacuum furnace Source: Solar AtmospheresSolar Atmospheres’ new vacuum furnace Source: Solar AtmospheresRobert Hill, FASM President Solar Atmospheres of Western PA
“This new furnace is equipped with an all-molybdenum hot zone and a finely polished stainless steel cold wall. Critical vacuum pumping will be conducted on the vacuum chamber only with the integration of two (2) isolation valves. This design has proven to produce bright clean work on the critical medical device materials that we are processing. We now have identical furnaces in our clean room working 24/7,” commented Bob Hill, president of Solar Atmospheres of Western PA.
The furnace is 24” x 24” x 36” deep with an all-metal hot zone.
Solar Atmospheres supported this expansion by doubling the size of their existing medical clean room.
Heat Treat Today original press release, last updated on 09/04/2025 at 5:09am.
Despite years of research and development that resulted in several important technological innovations, the constraints of high-pressure gas quenching are ever more evident. In today’s Technical Tuesday, Robert Hill, FASM president of Solar Atmospheres of Western PA, addresses the creation of a new, robust style of vacuum oil quench furnace. The results challenge the schematics in how the next generation of oil quench furnaces should be designed, built, and operated.
This informative piece was first released inHeat Treat Today’sNovember 2024 Vacuum print edition.
Introduction
After decades of research and development that resulted in several important technological innovations, the constraints of high-pressure gas quenching are ever more evident. Gas cooling runs into efficacy issues when compared to liquid quenchant cooling, chiefly for heavier cross sections. This stays true even when using specialized inert gas blends and heightened gas pressures.
Additionally, it is undeniable that stringent liquid quench Aerospace Material Specifications (AMS) standards for certain aerospace alloy steels will never change. In fact, many industry standards (e.g., SAE/AMS and U.S. defense standards) and client specifications often mandate oil quenching of alloys or component parts.
To meet the demand for an effective, sustainable liquid quench solution, Solar Manufacturing with Solar Atmospheres engineers worked through the tumultuous period of the pandemic to create a new, robust style of vacuum oil quench furnace. Their work culminated in a vacuum oil quench furnace with a 36″ x 36″ x 48″ hot zone that operates up to 2000°F and can accommodate a weight capacity of 2000 lbs. With high uptime reliability and excellent metallurgical results, the NEO™ represents a paradigm shift in how the next generation of oil quench furnaces should be designed, built, and operated.
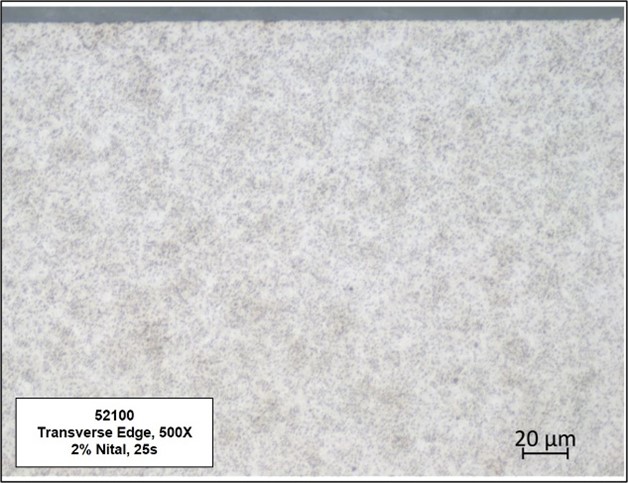
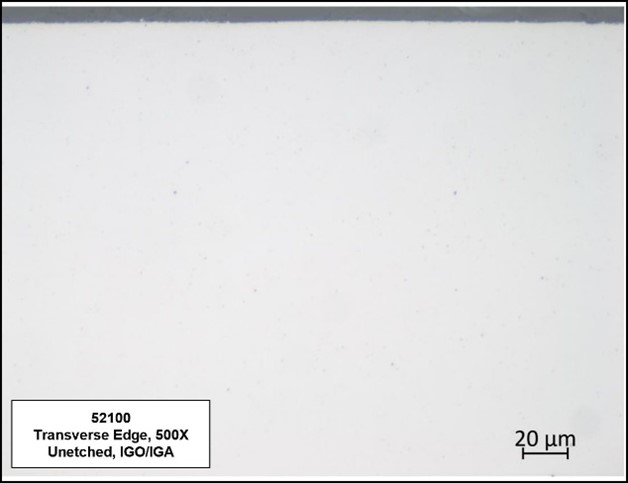
Figure 1. No decarburization, carburization, or surface contamination when tested in accordance with AMS2759/2 Source: Solar Atmospheres of Western PA
Rigorous Design for Metallurgical Excellence
The next generation of oil quench furnaces heralds an era of metallurgical excellence. This is made apparent across three key measures: control over surface contamination, prevention of parts cracking, and flexible processing of dissimilar materials.
No Surface Contamination
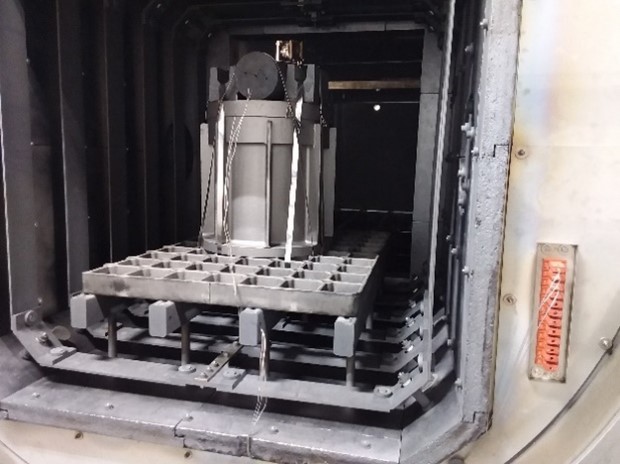
Figure 2. Loading in the NEO furnace Source: Solar Atmospheres of Western PA
By implementing a vacuum design to the oil quench furnace, the research team avoided issues faced by traditional atmosphere oil quench furnaces, such as surface contamination and intergranular oxidation/intergranular attack (IGO/IGA). Additionally, they meticulously addressed design concerns regarding oil backstreaming in the new multichambered vacuum system. After two years of usage, the hot zone has remained pristine and oil-free.
By effectively removing the possibility of any surface contamination, both IGO and decarburized or carburized surfaces on oil quenched components are eliminated. These critical metallurgical features are unattainable in traditional gas-fired Endothermic batch furnace equipment.
Precision Prevents Part Cracking
To eliminate the potential of part cracking, quench oil temperatures should be able to be maintained between 140°F to 180°F ±5°F, which enhances consistent and repeatable metallurgical results. Furthermore, having the furnace designed so that quench oil recirculates within a closed loop oil to air cooling system keeps water contamination from infiltrating the oil.
No Carbon Content Matching
The next generation of vacuum oil quench furnaces should also have highly controllable atmospheres, devoid of oxygen, which will remove the need to mechanism, which has demonstrated flawless performance for over two years.
Additionally, it is imperative that these furnaces be capable of using more conventional quench oil. A good quench needs excellent vapor pressure, powerful enough to allow the oil to vaporize. Furnaces can be designed with this in mind, allowing operators to save costs by using more conventional quench oils. For example, after rigorous laboratory experimentation into the vaporization of various quench oils at different pressures and temperatures, it was decided to purchase 3000 gallons of Houghton G quench oil, versus the “vacuum only” quench oils that are currently on the market today.
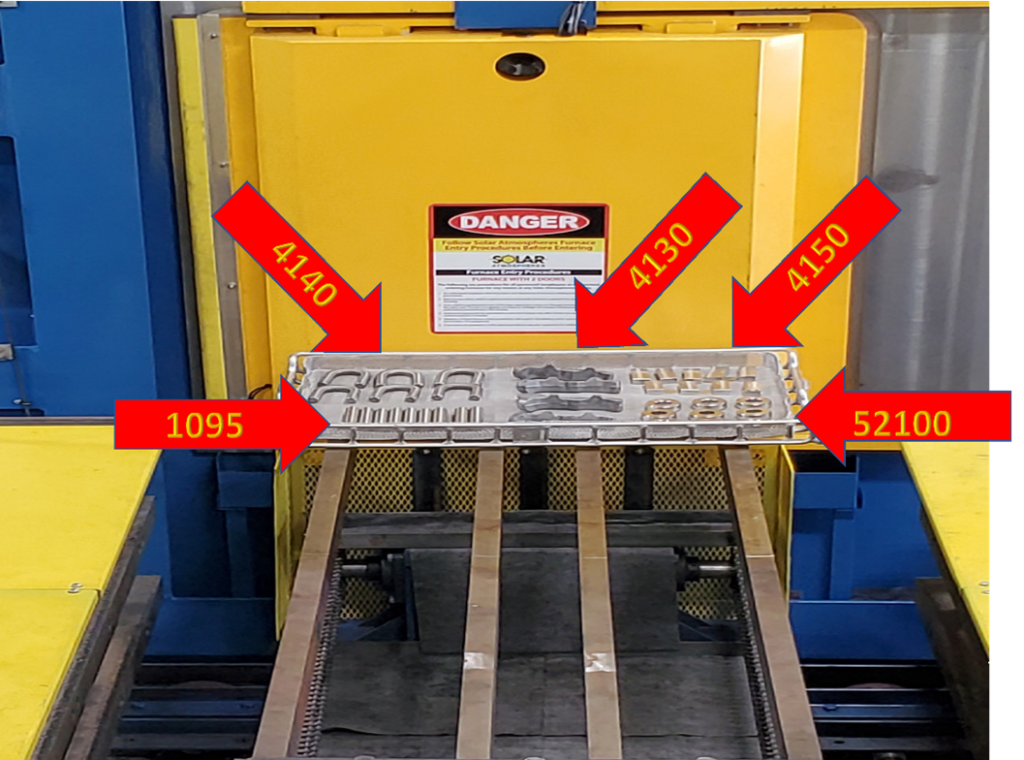
Figure 3. A display of a variety of parts which can be processed in the same run Source: Solar Atmospheres of Western PA
The next generation of oil quench furnaces should also finally provide metallurgical and quality engineers the ability to thermocouple the oil quenched parts in accordance with AMS2750 Rev H standards. Being able to monitor part temperature with up to twelve (12) data points, as defined by the latest AMS2750 revision, ensures thorough and precise thermocouple monitoring, bolstering control and repeatability.
Lastly, in a hermetically sealed furnace, another layer of control should be established through installing an internal camera. With “eyes” into the furnace, the operator will be able to watch the load transfer in real time from a control panel.
Figure 4a and 4b. Thermocoupled parts Source: Solar Atmospheres of Western PA
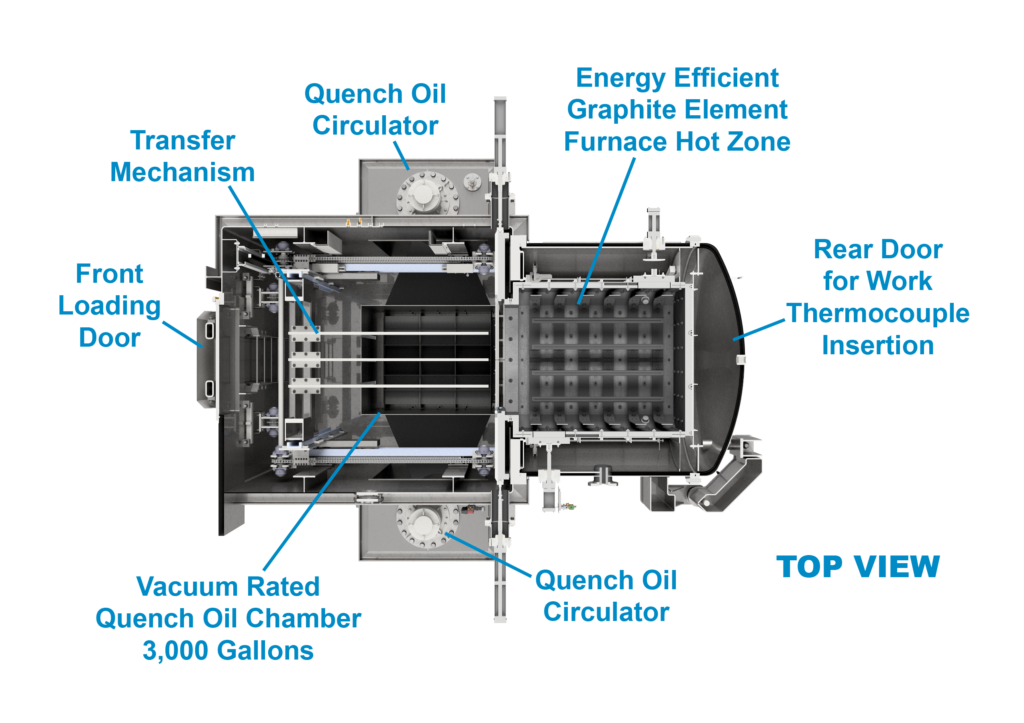
These operational attributes are on full display in the example of an automated austenitized cycle: At the completion of the cycle, the specially-designed transfer mechanism delivers precisely heated parts from the hot zone to the 3000-gallon oil quench chamber consistently within 20 seconds — all without the expulsion of flames and the discharge of smoke.
Oil flames and smoke are no longer acceptable realities in heat treatment operations. Unfortunately, the heat treating industry has been misled in the belief that a catastrophic disaster will never happen to them. There have been multiple “total losses,” mostly due to oil quench fires and explosions. Recently, it is well known that if an insurance adjuster sights a flame or smoke within a plant, they are reluctant or may even refuse to write the policy.
Vacuum furnaces offer a safe, contained alternative to the harmful open emissions and dangerous working conditions. For operations where the safety and the well being of the workforce are paramount, vacuum furnaces eliminate the risks associated with open flame exposure, explosivity, and skin burns.
Yet the next generation of vacuum oil quench furnaces should also open at both ends at the end of a cycle to expose it to atmosphere. Full air exchange mitigates the potential hazards of confined spaces.
Figure 5. Top view showing innovative design features for the next generation of vacuum oil
quench furnaces Source: Solar Atmospheres of Western PA
Meeting Environmental Demands
With ever more stringent environmental regulations, the next generation of vacuum oil quench furnaces will play a pivotal role in reducing the carbon footprint of the heat treating industry. It has been estimated that 80% of fuel used for heat treatment could be replaced by electricity, thus drastically reducing CO2 emissions: “When you burn something that contains carbon, you get carbon dioxide that you either must take care of or release into the atmosphere. With electric heating, you do not have any exhaust.”
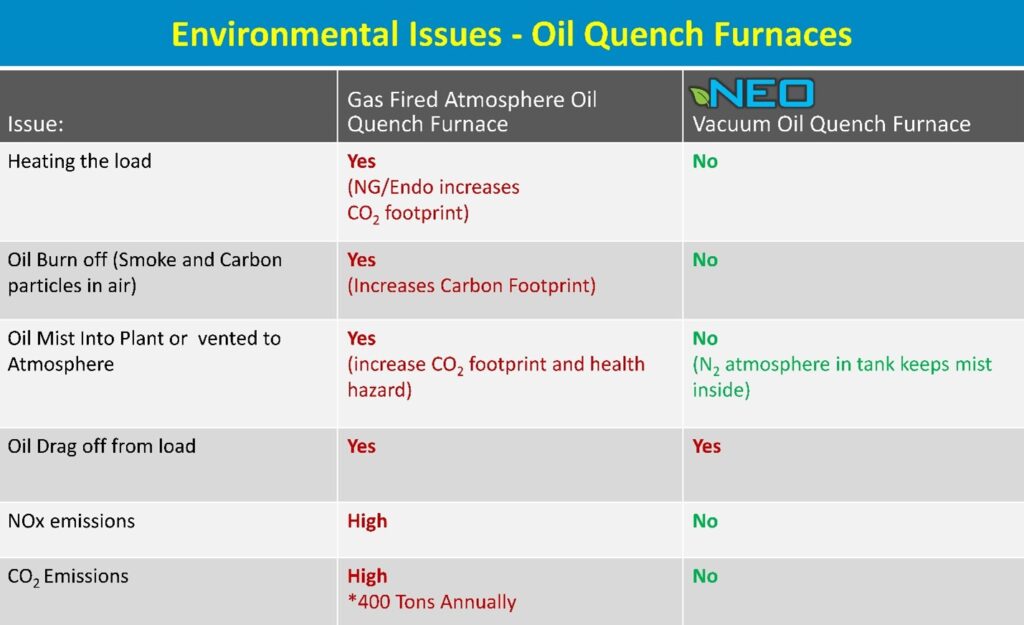
The second column in the chart on page 30 addresses the multiple environmental concerns associated with traditional batch IQ gas-fired oil quenching furnaces. The third column outlines the advantages of the design for the next generation of oil quench furnaces, which embraces electric heating as a sustainable alternative to fossil fuels. As sustainability pressures continue to mount, governments, clients, and primes alike will continue to flow down requirements on how heat treaters plan to reduce their carbon footprints.
Figure 6. Safety hazards in operating atmosphere furnaces Source: The Monty
Conclusion
As the demands for metallurgical precision, safety, and environmental sustainability continue to mount, Solar’s new vacuum oil quench furnace emerges as a representative of the next generation of vacuum oil quenching technology. Characterized by unparalleled efficiency, precision, and sustainability, such furnaces will continue to lead the industry toward a future defined by cleanliness, safety, and environmental stewardship.
Table 1. Data from the AICHELIN Group Source: Solar Atmospheres of Western PA
References
Kanthal, “Heat Treatment CO2 Emissions cut by 50 percent by using electricity” (April 2019), https://www.kanthal.com/en/knowledge-hub/inspiring-stories/heat-treatment-co2-emissions-cut-by-50-percent-by-using-electricity/.
Aichelin Group, “CO2 Footprints and the Heat Treat Industry,” The Monty (January 2024).
About the Author:
Robert Hill, FASM President Solar Atmospheres of Western PA Solar Atmospheres of Western PA
Robert Hill, FASM, began his career with Solar Atmospheres in 1995 at the headquarters plant in Souderton, PA. In 2000, Hill was assigned the responsibility of starting the second plant in Hermitage, PA, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
Getting excited for the November print edition? In 2021, Heat Treat Today released the inaugural Vacuum Heat Treating print edition. This edition is set to release every November to help heat treaters better work their vacuum furnaces and vacuum heat treat processes.
This Technical Tuesday original content round-up shares the hottest vacuum heat treating articles from this past year as you bundle up for the cool weather this fall. Enjoy!
Graphite in Vacuum Furnace Fixturing
Let's talk about carbon/carbon composite --- C/C.
Why is the vacuum furnace industry excited about its use in graphite vacuum furnace fixtures, grids, and leveling components? Because it can be readily machined for special shapes and applications. The lighter-weight material is mostly composed of carbon fibers and a carbon matrix (or binder).
Contact us with your Reader Feedback!
As the authors of this article explain, "They are among the strongest and lightest high temperature engineered materials in the world compared to other materials such as basic graphite, ceramics, metal, or plastic. C/C composites are lightweight, strong, and can withstand temperatures of over 3632°F (2000°C) without any loss in performance." Intrigued, are you not?
Step-by-Step Guide To Choose Heat Treating Equipment (English / Español)
If it's time to choose an industrial furnace, let's break it down step by step:
Step One: Quote Request
Step Two: Supplier Selection
Step Three: Study and Evaluation of Offers
Step Four: The Price
Follow this guide and avoid saying things like "The substation and/or the cooling tower did not have the capacity"; "The equipment is not what we expected"; or “They never told us that the furnace needed gas in those capabilities." If there are steps you take when selecting an industrial furnace, let us know in a Reader Feedback note here.
Pressure vs. Velocity and the Size of Your Furnace
If you like the R&D world of heat treat, but also like to be grounded in practical heat treat solutions, this is the article for you. Read about what this commercial heat treat found out about how size relates to the pressure and velocity of vacuum furnace cooling rates. Here are the facts you will learn:
The greatest impact on the cooling performance in a vacuum furnace is to increase the___ ______ within ___ _____.
This is achieved by ______ __ ______ of the ______ ____.
Energy at Large: A Heat Treat Vacuum Furnace Case Study
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
Read about the energy experiment, the heat treat furnace, and the heat treating process in this technical feature.
There is an age-old adage that exists in the heat treating world. That supposition states that “the smaller the vacuum furnace, the faster it will quench.” Is this adage true? Explore Solar Atmospheres’ journey as they designed an experiment to discover if pressure or velocity most affects cooling performance.
This Technical Tuesday was written by Robert Hill, FASM, president, and Gregory Scheuring, plant metallurgist, both from Solar Atmospheres. The article originally appeared inHeat TreatToday’sMarch 2022 Aerospace Heat Treating print edition.
Introduction
Our study compared the cooling rates of two distinctly sized High Pressure Gas Quenching (HPGQ) vacuum furnaces — a large 10-bar vacuum furnace equipped with a 600 HP blower motor versus a smaller 10-bar vacuum furnace equipped with a 300 HP motor. Both furnaces, one with a 110 cubic feet hot zone, the other with a 40 cubic feet hot zone, were exclusively engineered and manufactured by Solar Manufacturing located in Sellersville, PA.
History
High Pressure Gas Quenching in the heat treatment of metals has made tremendous strides over recent years. Varying gas pressures within the chamber have been shown to be more governable than their oil and water quenching counterparts. The number one benefit of gas cooling versus liquid cooling remains the dimensional stability of the component being heat treated. In addition, using gas as a quench media dramatically mitigates the risk of crack initiation in a component. This is primarily due to the temperature differentials during cooling. Gas quenching cools strictly by convection. However, the three distinct phases of liquid quenching (vapor, vapor transport, and convection) impart undue stress into the part causing more distortion (Figure 1).
Figure 1. Three phases of liquid quenchants Source: Solar Atmospheres
There are multiple variables involved with optimizing gas cooling. These include the furnace design, blower designs, heat exchanger efficiency, gas pressure, gas velocities, cooling water temperatures, the gas species used, and the surface area of the workpieces. Whenever these variables remain constant, the relative gas cooling performance of a vacuum furnace typically increases as the volume of the furnace size decreases.
The Furnace
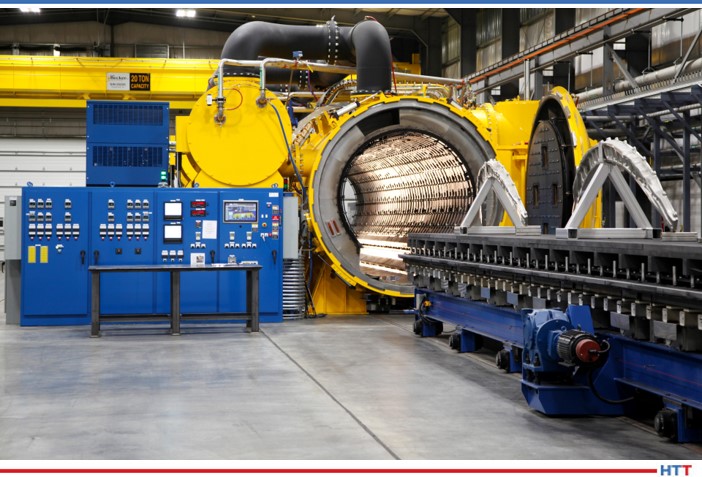
Solar Manufacturing has built multiple high pressure gas quenching furnaces of varying sizes over the years ranging from 2 to 20-bar pressure. We have learned that vacuum furnaces, rated at 20-bar and above, became restrictive in both cost constraints and diminishing cooling improvements. Therefore, Solar Manufacturing engineers began to study gas velocities to improve cooling rates. They determined increasing the blower fan from 300 HP to 600 HP, along with other gas flow improvements, would substantially increase metallurgical cooling rates. The technology was reviewed and determined to be sound. A 48” wide x 48” high x 96” deep HPGQ 10-bar furnace, equipped with this newest technology, was purchased by Solar Atmospheres of Western PA located in Hermitage, PA.
Image 1. HFL50 furnace (36” x 36” x 48”)
Source: Solar Atmospheres
Image 2. HFL74 furnace (48” x 48” x 96”) Source: Solar Atmospheres
The Test
Image 3. Test load with thermocouple placement Source: Solar Atmospheres
Once this new vacuum furnace was installed, a cooling test was immediately conducted. A heavy load would be quenched at 10-bar nitrogen in an existing HFL 50 sized furnace (36” x 36” x 48”). The same cycle was repeated in the newly designed vacuum furnace almost three times its size! (Images 1 and 2).
The load chosen for the experiment was 75 steel bars 3” OD x 17” OAL weighing 34 lbs each. The basket and grid system supporting the load weighed 510 lbs. The total weight of the entire load was 3060 lbs. Both test runs were identically thermocoupled at the four corners and in the center of the load. All five thermocouples were deeply inserted (6" deep) into ¼" holes at the end of the bars (Image 3). Each load also contained two 1" OD x 6" OAL metallographic test specimens of H13 hot working tool steel. These specimens were placed near the center thermocouple to ensure the “worst case” in terms of quench rate severity. All tests were heated to 1850°F for one hour and 10-bar nitrogen quenched.
Results
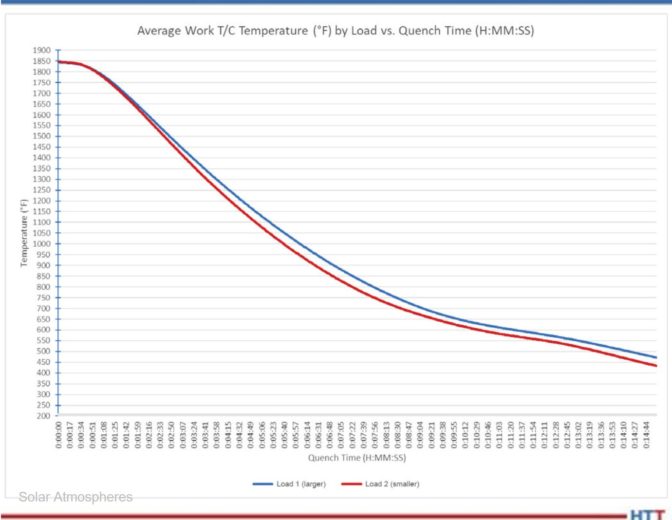
The comparative cooling curves between both HPGQ vacuum furnaces are shown in Chart 1. Table 1 reveals that in the critical span of 1850°F to 1250°F for H13 tool steel, the cooling rate in the larger furnace with more horsepower nearly matched the cooling rate of the furnace three times smaller in size.
Table 1. Critical cooling rates for H13 (1850°F –1250°F) Source: Solar Atmospheres
Chart 1. Average quench rate for five thermocouples Source: Solar Atmospheres
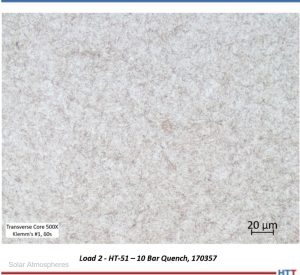
Micrographs of the H13 test specimens processed in each load were prepared (Images 4 and 5). The microstructure of each test specimen is characterized by a predominantly tempered martensitic microstructure with fine, undissolved carbides. The consistency of the microstructure across both trial loads further demonstrates that while the larger furnace utilized the higher horsepower, both resulted in a critical cooling rate sufficient to develop a fully martensitic microstructure.
These tests prove that the greatest impact on the cooling performance in a vacuum furnace is to increase the gas velocity within that chamber. This was achieved primarily by increasing the horsepower of the blower fan. By doing this, the ultimate cost to the customer is significantly less than manufacturing a higher pressure coded vessel. This newly designed vacuum furnace has proven to be a game changer.
Part II of this article will discuss real life case studies and how both Solar and Solar’s customers have mutually benefited from this newest technology.
About the Author:
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large vacuum furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
Journey through this article by Robert Hill, FASM, president of Solar Atmospheres of Western PA, to explore the history, problems, solutions, and impacts this metal has had on multiple varied industries.
This original content piece was first released in Heat TreatToday’s Aerospace 2021 Issue. Click here to access the digital edition and all previous print/digital editions.
Robert Hill, FASM President Solar Atmospheres of Western PA
In 1987, Michael Suisman, president of Suisman & Blumenthal, sounded a stern warning that a “titanium disease” was spreading throughout the land. His clinical description was as follows:
Symptoms: The patient is completely overcome by the metal titanium. He or she tends to eat and sleep titanium, pushing all other metals out of his or her system. The patient will talk for hours about the virtues of titanium, extolling its remarkable qualities. Any blemish on titanium’s image, any negative characteristic will tend to be dismissed. Titanium’s feast-or-famine existence seems to only intrigue the patient.
Earliest known causes: In the 1950s, a number of patients were overcome with titanium, describing it as the “wonder metal.” The side effects of the “wonder metal” syndrome took many years to disappear.
Similar disease: See infatuation.
Length of disease: Lifetime.
Cure: None known.
After working with titanium for more than two decades, I have fallen victim to the “titanium disease.” What makes this metal so unique? With a quick look at the history and distinctive properties, one can easily recognize the attraction.
History
Titanium was discovered by an English pastor named William Gregor in the 1700s. In the 1800s, small quantities of the metal were produced. Before World War II, titanium as a useful metal was only a tantalizing laboratory curiosity. At that time, titanium was only valuable as an additive to white paint in its oxide form. It took the long and expensive arms race between the United States and the Soviet Union in the 1940s to create the need to solve many of titanium’s complex problems.
Since the end of the Cold War, titanium has matured primarily as an aerospace material. However, this “wonder metal” has expanded to commercial markets such as artificial body implants, golf clubs, tennis rackets, bicycles, jewelry, heat exchangers, and battery technologies.
Titanium’s unusual metal attributes include a strength comparable to steel – but 45% lighter. It is twice as strong as aluminum–but only 60% heavier. It is both biologically and environmentally inert. It will not corrode. The metal is nonmagnetic and can hold strength at high temperatures because it has a relatively high melting point. Finally, titanium has a very low modulus of elasticity and excellent thermal conductivity properties. For thermal processors, these “spring like” properties allow titanium to be readily formed or flattened with heat and pressure.
Problems
For all of its outstanding attributes, titanium is still the problem child of the metallurgical family. It is exceedingly difficult to obtain from its ore, which commonly occurs as black sand. If you scoop up a handful of ordinary beach sand and look closely, you will likely see that some of the grains are black–this is titanium ore. In certain places in the world, especially Africa and Australia, there are vast black sand deposits. Although titanium is the ninth most abundant element on the earth, turning that handful of sand into a critical jet engine blade or body implant is a significant undertaking. The refining process is about 10,000 times less efficient than making iron, which explains why titanium is costly.
Vacuum aging of titanium aircraft forgings Source: Solar
Titanium never occurs alone in nature, and it is a highly reactive metal. Known as a transition metal, it can form bonds using electrons from more than one of its shells or energy levels. Therefore, titanium is known as the streetwalker metal. Metallurgists are aware that titanium is renowned to pick up other elements quite readily during many downstream thermal and chemical processes. These reactions are often harmful to the advantageous properties of titanium and should be avoided at all times.
Solution
Since titanium has a tremendous affinity to pick up other elements at elevated temperatures, primarily oxygen and hydrogen, the only way to heat treat titanium successfully is to utilize high vacuum atmospheres. High vacuum levels of x10-5 Torr minimum and low leak rates of five microns per hour maximum are the parameters needed to retain this metal’s desired properties. An oxygen-rich atmosphere results in a hard “alpha case” surface condition. A hydrogen atmosphere results in a hydride condition, which makes titanium very brittle to the core. Both conditions can be extremely detrimental to any critical titanium component.
With high pumping capability and tight pyrometric controls, vacuum furnaces successfully provide various treatments on the “wonder metal” while avoiding the “streetwalker” syndrome. The treatments include inert stress relieving, solution treating, aging, and degassing treatments. After proper processing, bright and clean parts with low hydrogen content and zero alpha case are the norm.
The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage. Because titanium is very ductile and extremely hard to grind into powder, metallurgists learned how to use hydrogen to their advantage. Adding hydrogen to turnings and scrap makes the titanium brittle and enables the material to be pulverized into fine powders. The final product must then be thoroughly degassed or dehydrided to enter back into the revert stream, because every pound of titanium is precious.
Vacuum dehydriding (degassing) 130,000 pounds of titanium sheet and plate Source: Solar
The reactivity of titanium also assists the metallurgist to apply various surface treatments. Nitride and carbide surfaces, when used, add further protection to titanium while making the exterior harder.
Alloys
Titanium alloys are divided into four distinct types: commercially pure, alpha, beta, and alpha beta. Commercially pure grades have no alloy addition, and therefore they have very little strength. This grade of titanium is used when corrosion resistance is of greater importance. Alpha alloys are created with alpha stabilizers such as aluminum. They are easy to weld and provide a reliable strength at elevated temperatures. Beta alloys use stabilizers such as molybdenum or silicon which makes these alloys heat treatable to higher tensile strengths. Finally, the most used titanium alloy are the alpha-beta alloys. These heat treatable alloys are made with both alpha and beta stabilizers creating an excellent balance between strength, weight, and corrosion resistance.
Summary
Despite all the advances, titanium and its many alloys have not reached their apex in popularity in the world. Is there any other element that calls to mind the notion of strength quite like titanium? For what reason has this metal, named after the Titans of Greek mythology, not yet reached its full potential? If it were not for the expense, we would undoubtedly have titanium cars, houses, jets, bridges, and ships. Unfortunately, the cost of titanium keeps the “titanium disease” at bay.
About the Author: Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
















 If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.
If you like to read about how heat treaters can be game changers in multinational science projects, this is the article for you. A specially designed vacuum heat treat furnace was commissioned to heat treat critical components in a large energy generator. The heat treating of these components takes 5 weeks to complete; talk about a long, uniform heat treat period.