





Heat Treat Radio #92: Navigating OSHA.gov with Rick Kaletsky
![]()
To determine what safety standards are relevant in your heat treat operations and be prepared for the future, tune into this special Heat Treat Radio episode. We’ll walk through the OSHA.gov website with our guest and expert safety consultant, Rick Kaletsky. Rick will help you understand how to use the website and find relevant standards, definitions, explanations, and more to make sure your heat treat operations are in compliance. He will also bring these navigation skills together at the end with two case studies.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
![]()
![]()
![]()
![]()
![]()
![]()
The following transcript has been edited for your reading enjoyment.

Source: Rick Kaletsky
Bethany Leone: Welcome everyone to another episode of Heat Treat Radio. We are sitting down with Rick Kaletsky. He has a lot of experience, as a consultant, with occupational safety. Rick, can you tell our listeners and viewers a little bit more about yourself, your background, and anything else you want?
Rick Kaletsky: Thank you. I’ve been in occupational safety for 50 years. I live in Connecticut, always have. The main parts of my career were 20 years with U.S. Department of Labor (OSHA) in Connecticut. As a compliance officer, I conducted hundreds of inspections. As assistant area director, I assigned and reviewed thousands, and held informal conferences. On many days, I acted as area director for the whole state, but still through the federal office.
Source: Rick Kaletsky
I’ve been on my own as a self-employed safety consultant for 30 years. Although I’ve done a wealth of inspections in that situation, I’ve pretty much gotten into now, in almost all cases, working for attorneys. These very serious occupational injuries, and occasionally nonoccupational, like trips and falls in a mall, etc. I testified either by deposition or in court more than 60 times, and I’ll provide information about a book I wrote (see end of transcript, or purchase book here). Sidenote, the book I wrote about Muhammad Ali is even better than the OSHA book!
Bethany Leone: We’re here with Rick to specifically navigate osha.gov.
Rick Kaletsky: It is osha.gov. It’s important for everyone to know, please do not use .com, .net, or .edu. You’ll get something else.
Source: OSHA
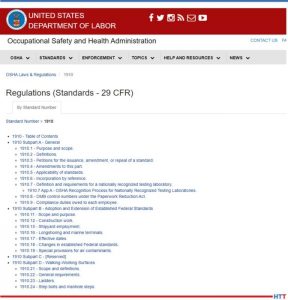
I have the screen in front of me now. This is United States Department of Labor Occupational Safety and Health Administration. You all should see a red banner across the top. It’s quite user friendly. You can use it for many, many purposes. It’s free — why not use it? You can use it to find OSHA standards. You can use it to find directives and interpretations which give you an idea of what are some special things about standards that do not appear in them:
- For instance, an interpretation is generally when Johnny Smith from the ABC company in Nebraska writes to OSHA and wants to know, “Regarding this standard, am I in violation if . . . Or what are alternative means, etc.?” OSHA will answer. But those answers are not in the standard, so there are some special things there.
- A directive is a similar thing that the national office of OSHA communicates to its people in the field, mainly for compliance officers who do inspections, on how to view certain situations, how to look at what might be a violation or what is not a violation.
You can also use this site for tutorials, for finding publications, downloading them, printing them, and certainly to find the records of companies. You will find, not their injury and illness record, but rather, when they were they cited by OSHA for allegations, and which particular standards.
In roughly half the states, the federal government enforces the standards. Now, there is a Nuclear Regulatory Commission; there is a railroad administration — there are a few things that aren’t covered and few people working absolutely alone.
Just figure: If you have an employer-employee relationship, barring some unusual exceptions, they’re covered by OSHA. If you figure we have a small family heat treating business of 6 people, yes, you’re in.
In about half the states, the federal government does the enforcing. In the other half, the state does the enforcing. A few states have even addressed standards and come up with rules (laws) that federal OSHA doesn’t cover, like ergonomics.
If you’re in a federal state, you are dealing with 29 CFR (Code of Federal Regulations, 1910 ). Some iterations of CFR 1910 refer to exits, some to powered industrial trucks or vehicles, some to lock out/tag out, some to personal protective equipment, some to ladders, etc.
Some of the states that do their own enforcing and use the exact same standards as OSHA. For the heat treating industry, it is going to be 1910 point. There are a few that begin with something like 1902 or 03, regulating injury/illness records and posters. Just about everything else is 1910. So, that tells you a lot about standards.
To find an OSHA office, click on “Find an OSHA office.” The offices are organized by state.

Source: OSHA
In Maine, there’s a federal OSHA office in Augusta, Maine and in Bangor, Maine. You might have to figure out which one covers you if you have a question.
Now, every state has a consultation program. As a relatively small company, you can get the state to come in for free as long as you’re not in the middle of an enforcement inspection. You could say, “I don’t want to pay a private consultant.” The state comes in, and they tell you what they think is wrong. If you’re concerned that they’ll run back to federal OSHA — no, no; they know that that would freeze your interest.
They will tell you what needs to be done, where you may be breaking the law, and they give you a while to deal with it. There is no penalty. Will they run back to the enforcement people, whether it be the federal people or the state people? They will not . . . unless you steadfastly refuse to correct something even with extensions of time.
Source: OSHA
We’re going over to “Standards," and you see the arrow that points down. When you hit that, you see “Law and Regulations." For now, let’s try that.
When we hit “Law and Regulations” on the left there should be a column where it says “General Industry." These are the federal numbers for standards, but they often apply to states anyway. Here we find specific standards. I’ll try to stop on a few.
On the left, you’ll see “Ladders” and that goes back into 1910 point 20. You’ve got to know whether you’re talking about a stepladder or an extension ladder or a fixed ladder.
“Walking/working surfaces” applies to anything to do with fall protection. In your industry, that could mean you may a mezzanine that doesn’t have perimeter protection or a tie-off to a person. And sometimes you have somebody working on top of a furnace, more than four feet high. If that person isn’t protected, there is a problem.
Source: OSHA
Where in these standards do I find heat treating?
Well, it’s possible those particular words are somewhere, but there is no particular section here just for heat treating. There are very, very few specific industries that have a section that is dedicated to them. But pretty much all of 1910 can apply whether you manufacture submarines or bowling balls, or you just have a store or a warehouse or an ice cream factory.
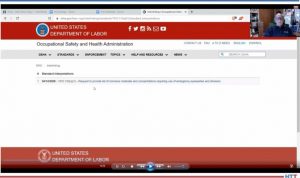
Let’s look at “133 Eye and Face Protection”. This is what I really wanted to show you. See it says “Standard Interpretations”?
Source: OSHA
Now, there are other ways you could have done that by just the general OSHA search bar “Interpretations” or “Eye protection interpretations” perhaps. But here you’re right in the standard. So, when you hit “Standard interpretations”, we see “Request to provide” list of corrosive materials and concentrations requiring use of emergency eyewashes and showers. That actually applies to another standard also, it’s not just eye protection. It’s the fountains. Let’s hit “Request to provide”.
Here someone wrote to OSHA and said, “When do I need an eye fountain or eye protection or both?” And OSHA wrote back and said, “Well, there might be some twists, this isn’t all encompassing. This is where we try to answer your questions.”

Source: Heat Treat Today
Many years ago, a heat treater comes to me and says their company got cited for a problem with dip tanks. Now, this standard has been changed since. Dip tanks are an example, when you read that standard, you should always see what the application and scope are.
Does this apply to me? But with dip tanks, it gets so specific that you’ve got to have this kind of substance, and this is only if dip tanks have so much volume or so much surface area, etc. Well, they got cited for a few things.
I said, “Let’s look at the standard. Not just the way it applied and is shown on the citation but the complete writeup of the standard.” Is your dip tank this size or bigger? Yes. Does it have this much stuff in it? Yes. Is it flammable? Yes. Well, they got you. You’re going to have to do what it says.
The heat treater said, “But, Rick, we’re not even concerned about this penalty, but to correct that is going to cost us well over $100,000 because of permits and outside location.” I said, “I don’t know what I can do for you.” They said, “Do something!”
So, I found an interpretation or directive which did not get added to the standard that indicated an alternative abatement to what I said. Not even all the compliance officers get to remember these things.
It said as long as you also have a written plan, and you have redundant extinguishing automatically, even though that, in itself, is not required by a standard. If you do these special things, don’t sweat the reservoir.
I went into the office with him, in Massachusetts, and even the assistant area director said, “What are you showing me? I’ll get back to you.” And he looked it up and said, “Well, the[blocktext align="left"]And according to this company, it saved them tens and tens and tens of thousands. So, you do need to know where that kind of thing is in the whole body of the standards.[/blocktext] citation stands, but abatement will be considered complied with if you just do this other thing which is a lot easier.”
And according to this company, it saved them tens and tens and tens of thousands. So, you do need to know where that kind of thing is in the whole body of the standards.
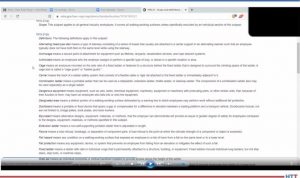
Now, before I go too much further on the standards, when I mentioned application and scope, don’t forget to look at definitions. Sometimes, very close to a particular standard, it will literally say definitions. Other times, at the beginning of a subpart, it has sets of standards, and this is not as complicated as you might think. You’ll see this when you go in. It might have the definitions up front. So, somebody might say, “Well, aren’t most things obvious?”
Just to give you an example: In the world of OSHA, “a hole” and “an opening” are not necessarily the same. So, sometimes whether you have to do something or whether you supposedly violated a standard, it has to do with the definitions.
Source: OSHA
You will also see exceptions sometimes. You’ve got to read carefully.
“Topics” is the next one. It has some, but not all, topics.
You can also use the “Search OSHA” option with key words. There is also an A-Z index.
“Help and Resources” and “News” are also available.
Under “News,” — on March 9, 2023 — we have an item about an auto parts seller. The point is, they got a bill for 1.2 million dollars. Are they going to argue that? Sure. I want you to know there are some serious penalties out there. The penalties went up again in January of 2022. That is the maximum allowable for OSHA to cite under different categories.
Now let’s look at the A-Z index.

Source: OSHA
There are publications under “P”. You don’t have to get them sent to you, and they print less. Now they want you to download them, or they’re in English or Spanish. They’re not all-encompassing. They might say that this is not a substitute for a standard. But there are other things under there.
There is something I really want to show everybody in the A-Z list. Look under says “Data and Statistics” and the “Establishment Search”. “Establishment Search” means a particular company and specifically where they are, where OSHA visited. It doesn’t matter if corporate was in another state.
Now look at “Search Inspections” by NAICS (North American Industry Classification System). It shows that near the bottom of this list. A SIC code is a standard industrial classification.
What does that mean?
Every company has given them a SIC number.

Source: OSHA
What the federal government likes to use now is an NAICS number.
Metal treating is generally 332811. You can find that with key words on the left.
Now, everybody who makes pillows, let’s say, could be a 35062. Everybody who is primarily a septic tank service is a 17682, and every department store is a 48605.
When the government does that, it can start to get close to figuring out in what industries there are the most problems of certain sorts. And you can find here, where is says “Frequently Cited OSHA Standards”, what is most commonly found in your industry.
Here is a major caution in your particular business. There are certain kinds of factories that are all over the place, certain kinds of warehouses and stores. OSHA is shorthanded, and in the particular coding for metal treating and heat treating, the sampling for a year isn’t that large.
So, when you see these citations, they could be skewed. OSHA might have only gone into a few places, and they may find different things at your place.
Now, let’s go to “Establishment Search”. I went ahead on this so I could give you an example. See where it says “Establishment”? I’m not picking on anybody; as a matter of fact, I found a couple companies that don’t have a lot of stuff, and nobody should be embarrassed or anything like that.
Bethany Leone: We're typing the name of a company into the search engine and reviewing what other items one ought to refine when searching the company records.
Rick Kaletsky: You see where it says 2017–2022? I would not go back more than five years for this reason: This system has a problem with large bites.
So, for this example company, you’ll see the OSHA inspection started September 13th. It was a planned inspection. So, OSHA did not go in to just look at where something bad happened, or just look at a very particular area of concentration that OSHA was doing a priority on.
It gives that NAICS of 332811. It indicates three violations. It was mainly safety.
A safety person could find a little something with industrial hygiene or vice versa — that wasn’t their main reason why they were in. The safety person might have wondered about some hygiene stuff and did an intraoffice referral; a hygienist could come in later. There was a closing conference in October. The case closed in January of 2020.
Let’s look at the violation summary for this company. The only confusion here, is they group citations sometimes. You may wonder how can that say “3” or “1” but below it looks like you see more? I’ll explain how they group some items but overall make all that 1 item.
Originally, OSHA found what they allege to be 3 serious violations, but something happened where it was either contested or they made a deal with the OSHA office. They went in and said, “Look, we’ll be good. It’s a mistake. Here are the extra things that happened.” Or they said, “You’re wrong OSHA. Can we work it out that way? Can you fix this?” So, they had an informal settlement agreement. The initial penalty was $26,000, and it was cut to $7,000.
The way it stands now is this: OSHA doesn’t usually have that many “others”, it’s usually a lot of “serious”, but they made a deal with the company.

Source: OSHA
The most important thing here is you don’t have “willful”, “failure to abate”, or “repeated”. Those have a stigma to them. And those dollar amounts could be things you don’t want to get involved in.
So, in the end, here’s what the IT people in DC should fix: Under standard — you see something that looks like, “What? What is that? Is that 19 million or 1 million 900 thousand?” No, no, no we should fix this. 1910.28(B)(3)(ii).
If a person doesn’t have experience with OSHA, they could say, “What is B03, etc.? What is 1 million 900?” It means 1910 point, not a dollar amount. It means the current penalty is nothing, even though the initial was more by informal settlement agreement, and it explains it.
They then group two things. Now what is the 28? We could look it up, but it has something to do with fall protection. 178? Two things to do with power industrial vehicles, probably meaning fork trucks or something similar. 219 has to do with power transmission equipment, belts, chains gears, etc.
That’s how this works. You can look up any company to see how your competitors are doing or to really find out what your history was with OSHA.
Bethany Leone: We are back to the “Establishment Search” and searching another company and scrolling through those results.
Rick Kaletsky: In this example, we’ve dates here. They had an initial penalty of $50,000 and a current penalty of $16,000 — that’s just on “Serious”. Then they had some other things change. The penalty went from $50,000 to $20,000.
I do not want to leave the impression that as you walk into an OSHA office in 2022 and you say, “We’re sorry, can you take $30,000 off?” Don’t bet on it.
You better have a darn good reason to say we really should have a break, you shouldn’t have cited us for it, or there were mitigating circumstances you didn’t know about, or we really would appreciate it if you didn’t call this a “repeat” but called this a “serious”. You’ve got to have something to say.

Source: OSHA
In one case here, you see “deleted” for number 2. So, OSHA completely took out that 132A that way. They left off this personal protection one. Now, sometimes they take one out, and they add one. So, this company was cited for 1910.28 and change, that is 28B1i, something to do with fall protection. 132A, that’s not there anymore though, personal protection 147 is lockout/tagout, 215 is abrasive wheel machinery (usually meaning a grinder), and 219 is power transmission equipment.
All this was dealt with by an informal settlement agreement. The company did not contest; it was done by a deal with the office.
CTRL+ F is a great tool for the OSHA website. You may not want to read 80 pages, and with this tip, you can get to these things in a hurry.
Bethany Leone: For heat treaters, this is really important. If you know you’re being cited for something, or if you’re interested to see what type of standards might be pertinent to you. For the heat treat industry, it’s not going to be that particular, but you might find that there are things that you do repeatedly that you need to know about. For example, working on top of a big furnace, this is how you navigate this site.
Rick Kaletsky: There are two things I want to say:
It’s one thing if you call me, we’re going to go on for an hour or so. Then, somewhere along the line I would tell you what I’m going to charge.
However, as kind of special to Heat Treat Today, if any of you want to call me and say, “Rick, this isn’t going to take too long, but I don’t know where find this, I don’t know where to navigate. What did you mean about this?” No charge! Just call me and ask me. If it’s not too long, done! We’ll take care of it right up front.
Bethany Leone: Nice. Thank you!
Is there an email address or a website that they could visit?
Rick Kaletsky: In the end, the most important thing is going to be the phone. There are times when I get an email, and they’ll say something like, “When’s a good time to talk next week?” If you call me now, I’d either say, “If you can’t talk now, let’s set it up right now.” I’m not going to send you an Excel sheet and tell you what blocks I have available. I can maybe give you the answer right now or if you want to do it tomorrow, we’ll have a conversation. To have a lot of back and forth and emails, no. If we’re on the phone, we take care of it. Efficiency.
Bethany Leone: If there’s anything I’ve learned about Rick in the past time that we’ve been able to talk is you like to get things done NOW. And you’re helpful. If anyone is listening -- please take advantage. This is really great of Rick to be offering this to us. Give him a call. He’s a great explainer and great teacher, but also has a wealth of knowledge.
Rick Kaletsky: I appreciate the opportunity to do this. I hope it’s helpful.
Source: Rick Kaletsky
About the expert: Rick Kaletsky recently finished a book on how a company should prepare for an OSHA inspection and how to respond to the results of an OSHA inspection. This book addresses safety management for loss prevention and compliance. It also dives into practical and in-depth issues and examples that are geared towards maintaining a safer and more healthful work environment, and it delves into creative approaches on how to address occupational safety beyond the standard. If you found today’s episode helpful, go out and grab this third edition (published by the National Safety Council) for your heat treat operations so that you have an easy-to-access tool to mark up and bookmark. You can grab your edition here.
For more information: Rick Kaletsky at rkaletsky@gmail.com or 203-393-1233
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio .

Search heat treat equipment and service providers on Heat Treat Buyers Guide.com
Heat Treat Radio #92: Navigating OSHA.gov with Rick Kaletsky Read More »












