Ohio-based aluminum extrusion die manufacturer Youngstown Tool & Die (YTD) continues with their expansion strategy, scaling up value-added nitriding services. The installation of the new nitriding system makes it possible for YTD clients to obtain greater performance results from treated dies.
In the last quarter of 2020, Youngstown Tool & Die expanded withNITREX Canada to incorporate Nitreg® controlled nitriding with the installation of a Nitrex turnkey gas nitriding system, complementing their range of heat-treating services.
Roll-out of the expansion started last summer when YTD relocated to a larger manufacturing facility and made investments in new production and finishing equipment to increase its manufacturing capabilities and meet the growing demand in the USA. As part of the new production, YTD installed a Nitrex pit-type NX-1015 nitriding system that boasts a 4,400 lbs. (2,000 kg) capacity for treating aluminum extrusion dies.
"This is the company’s first purchase of a Nitrex nitriding system and we are glad to be part of their growth strategy," said Jack Kalucki, account executive at Nitrex.
Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
An Ankara-based manufacturer has expanded their heat treat capabilities to design and manufacture subcomponents, as well as next-generation prototypes. With the five-technology system, the company will increase the product development and time to market of a variety of components for electromechanical systems and actuating mechanisms used in aviation, land, and sea vehicles.
The client coordinated with the Nitrex R&D department in Canada to obtain this new system. Additionally, an associated commercial heat treater based in Istanbul, Turkey supported the project with trial production of this nitriding system.
With the “Nitrex NX Connect app,” noted Marcin Stokłosa, project manager at the Poland location, “[the client] can remotely manage furnace operations and nitriding processes from anywhere.”
Heat TreatRadio host, Doug Glenn, talks with Thomas Wingens, president of WINGENS LLC – International Industry Consultancy, about the growing popularity of ferritic nitrocarburizing (FNC) and whom this process would benefit most. Listen and learn all about FNC and how it might be a help to your production process.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We want to welcome Mr. Thomas Wingens who is from WINGENS LLC – International Industry Consultancy. Thomas is no stranger to Heat TreatRadio. Thomas, you’ve been here before and, in fact, you’ve got one of the more popular Heat TreatRadio (as far as downloads). It’s one of the ones we did several years ago, actually, on megatrends in the heat treat industry. But, anyhow, Thomas, welcome back to Heat TreatRadio.
Thomas Wingens (TW): Thankful to be back, Doug.
DG: If you don’t mind, Thomas, let’s start off very briefly and give the listeners a brief idea of your history and your current activities in the heat treat industry.
TW: My name is Thomas Wingens. I am an independent consultant to the heat treat industry for 10 years now. I have been in the heat treat industry for over 30 years. As a matter of fact, my parents actually had a heat treat shop and I was born and raised above the shop. We had various heat treat processes in our shop. Vacuum heat treating we started in the early ’70s, but also atmosphere heat treating and nitriding.
Nitriding – I am also familiar with this, now for over 30 years. I work with different companies and manufacturers on the one hand, but also other commercial heat treat shops (like Bodycote and Ipsen). I am a metallurgist by trade. I studied material science.
Today, I live in Pittsburgh, Pennsylvania with my family (not far away from you, Doug), and we really enjoy it here.
DG: It’s very obvious you’ve got heat treat in your blood. You were born and raised in Germany, but you’ve been here in the States for quite a few years now. You’re well acquainted, and I think this is important, with not only the European technology that we’re going to talk about today – which is ferritic nitrocarburizing – but you’re also familiar with the U.S. market. It gives you a good “in” in both of those markets and so a good perspective to share with our listeners.
This episode is basically going to just cover FNC, ferritic nitrocarburizing. We want to start at the basic level and work down through a few questions for anyone interested in what it is, how to do it, and that type of thing. If you don’t mind, FNC 101.
What is ferritic nitrocarburizing?
TW: It is aligned with carburizing and nitriding into fusion treatment. It is thermal process diffusion, not a coating. As it is ferritic, it means it is not austenitic. So, we’re not heating parts as high as we would do with carburizing or carbonitriding, which is more the range of 950 Celsius; nitriding in general is operated in a temperature range of 500 Celsius range and ferritic nitrocarburizing is in the 560 – 590 Celsius range. We are not austenitic, and that makes a huge difference, especially when it comes to distortion. We are treating with FNC parts which are ready to build in. It is the final step, very often. That is a huge difference. We can do this because we do not experience any distortion.
FNC Image Source: Paulo
DG: So, you’re doing it at a lower temperature range, we don’t have to worry about distortion and things of that sort, and it is, more or less, the final step.
TW: It is. Like nitriding, the nitriding is taking place in the 500 – 540 Celsius, and usually the nitriding takes longer; it is up to 90 hours very often, so deep case nitriding is very popular for some applications. The rise and the popularity of FNC is that we can achieve results very fast. First of all, we are at elevated temperature versus nitriding as we are operating at 580 – 590 degrees Celsius.
But there is also the carbon content. The additional carbon, in conjunction with the nitrogen, also accelerates the diffusion. We are achieving faster diffusion layers with FNC than with nitriding. So, shorter cycle times means lower costs and faster turnaround. Instead of having 24 or 90 hours cycle times, we often have 4-6 hours.
DG: Let’s do the comparisons again of the processes. You’ve got nitriding which is probably the lowest temperature process, but it’s a much longer cycle. If we’re moving up in temperature, probably ferritic nitrocarburizing would be next. It’s going to be a much shorter cycle because you’ve got the addition of carbon as well, which is helping diffusion into the metals. Then you’ve got nitrocarburizing or carburizing, both at much higher temperatures. In fact, when you get to carburizing, you need to worry about distortion, I would assume, correct?
TW: Exactly. That makes a big difference because it is not the final step after carburizing or carbonitriding which is taking place at 950 degrees Celsius, or, if you go into a vacuum furnace with LPC, you can go even higher (up to 1000 Celsius). Nevertheless, you’re in the austenitic field. When your part is cooler when being quenched, you transform from austenitic to martensitic, and then you get distortion associated with quenching and the ensuing transformation. That means you need to grind the parts to have finished parts. That’s not the case with nitriding or nitrocarburizing or FNC.
DG: As an example, can you list off some parts that typically go under FNC? What are people typically ferritic nitrocarburizing? What types of parts?
TW: Due to the fact that we have a couple of micron layer only, (that means you don’t have huge parts, for the most part), you are doing .3mm up to 3 or 6mm for deep case for windmill gears. With the size of the part, usually the surface treatment layer is growing as well, so it really depends on the wear.
Nitriding certainly can be applied on large parts and it is done on very large parts, meaning 7 meter long extrusion screws and such; but it is because of the wear. The work technique you have on a very unique surface layer with nitriding and nitrocarburizing is formed from friction. When you have chemical wear, when you have fatigue wear, you get a couple of things. One of them is you have compressive stresses that are holding up to some degree of fatigue, and then you have, of course, a high surface hardness of 1200 vickers. You have a very high surface hardness and then if you have galling or pitting where metal on metal is wearing. The nitriding layer is very supportive here. But also, the chemical resistance is a very big factor.
A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance. That combination is a wonder combination for several automotive parts. A lot of components have been hard chrome plated in the past. So you have several ball pivots, ball joints, in the car. When you have an older car with chrome plated ball pivots, you maybe have heard an itchy noise, when the car makes a noise when you go over a curb or when you go up and down. That is very often due to the fact that these ball joint pivots are corroded and were chrome plated. That is a huge application. That became the standard in the automotive industry. Every ball joint is now FNC and post oxidized.
The other application that you see a lot is if you have a pneumatic trunk lift piston. The piston, you remember, has been hard chrome plated so that you have the chrome finish. You will see in a newer car, in the front hood, you have a gas piston that is FNC treated and post oxidized. Everything that is exposed to corrosion, which are so many parts on the automobile, even the light building of the body. This is something to mention.
[blockquote author=”Thomas Wingens, WINGENS LLC – International Industry Consultancy” style=”1″]A big part of the success of FNC is the combination with post oxidation. That is a big part because the combination of ferritic nitrocarburizing with post oxidation leads not only to a mechanical strong surface with compressive stresses, it also has a very high corrosion resistance. [/blockquote]
All of these components I’m mentioning here are body parts predominantly and have nothing to do with electrification or with internal combustion drive trains. They are not impacted by that, so we will not see any change here in the future. A lot of under body components, where there is stone chipping and all the corrosion, people are tending to use FNC and black oxide because they can make it on thinner sheet metal part with compressive stresses so they have higher strength built in and they have the corrosion protection on top of it. It’s a good combination. And, of course, it’s virtually distortion free. You may see that on some parts, due to very high compressive stresses, there is a buildup on the corners, but other than that, it is virtually distortion free and that’s a big, big plus of FNC.
DG: That explains why it is growing in popularity. I think that’s one thing you and I talked about earlier; there seems to be within the last, I don’t know, five years for sure, it seems like you’re hearing a lot more about FNC than you used to hear about. Nitriding is still popular and carburizing is still popular, but you’re hearing a lot more about FNC, primarily because of the things you said. Are there any other reasons, or is that primarily it? Cost savings and good qualities.
TW: If you look back, Doug, in the early days, in the beginning of the early nineties, I was running our nitriding department in our heat treat shop, and I had this little shaker bottle where it can determine the disassociation of ammonia and that determined the nitrogen potential. The outcome was mediocre, to tell you the truth. We did not clean the parts, we just put ammonia on it, and we had no way of controlling it other than the time and the temperature, so the outcome was a big variation. That’s why it was limited. You could not find anything in the aerospace industry. Nitriding was not accepted in aerospace at all. Even in the automotive industry in the nineties, you did not find anything nitrided. It was only used on tooling applications, and such.
But with the controls you have today, with the probes and sensors, you can determine everything, and you can see exactly what’s going on. That has been a big factor. There is the reproducibility of the layer you achieve and that is only possible with the good controls that you have and a better understanding of the process.
And, it is very important to mention, the cleaning of the surface. There is no other heat treat process which benefits from good cleaning than nitriding and nitrocarburizing or FNC. That makes a huge difference because you’re operating at a lower temperature and you don’t necessarily get rid of all the impurities and the ammonia gas, which, speaking of the process, really relies on the surface cracking of the material to dissociate in. We have seen a huge impact if parts are not cleaned well on the different surface layers of FNC where we have missed the wide layer in total and such, so that is a big difference.
DG: And the cleaning, I assume, besides just particles, I assume we’re talking about removal of grease and chemicals and things of that sort so that there can be good diffusion.
TW: Exactly. The surface has to be active. The chips and the dirt to remove, that’s the easy part, but you have, sometimes, salts and residue from cutting and forming, especially the forming agents, sulfur phosphate, which are very hard to remove, especially for parts that are often FNC treated, like deep drawn parts or cheap metal components that are cut and there we see a big difference if they’re not cleaned well.
DG: Run our listeners through a typical FNC process. How does it happen?
TW: I think it’s important to mention, as we haven’t done it yet, that we have three different processes. We have salt bath nitriding or nitrocarburizing, gas, and plasma. Each process has pros and cons.
The salt, there is a [cleaning] process or…QPQ, there are a lot of names out there for salt bath nitrocarburizing. It is wonderful in that you just dunk it in, it’s quick. The problem is the cyanide salts. You have to carry it over, you have to clean it, you have to appropriately handle it, store it, and not everyone likes to do that. Other than that, you have wonderful mechanical results with salt bath nitrocarburizing.
And then there is the plasma process. The plasma is excellent for certain geometries, not so much for bulk. You can place the parts in the furnace; it’s wonderfully clean and environmentally friendly. Everything is good. The problem is twofold: it is hard with bulk loads, it’s not as flexible on various parts and the other is with the post-oxidation, you cannot do it with plasma because it technically doesn’t work, so you need the… of gas nitriding in the plasma furnace to have the oxidizing part of the process, if you wish to go that route.
Having that said, the most widely accepted process is gas nitriding and gas nitrocarburizing. Everyone knows that in pit furnaces this is one of the arrangements. You put the parts in the furnace either vertically pit or modern now love horizontal arrangements, so if there is a loader you just have a batch. Then you either purge with nitrogen gas or with a newer equipment that have a vacuum pump, so they have a vacuum purge system and instead of flushing with a lot of gas that draw a vacuum, they heat up the load and the convection to 580–590 degrees Celsius. That can be done with so called “pre-oxidation process.”
Some people, especially if you have higher alloy chrome 4140 – “chrome alloyed” steels – they’re better to nitride if they are pre-oxidized on the way up. Other than that, you would nitrocarburize ammonia gas, when you do gas nitriding, in conjunction with either endogas or CO2 gas. Both, in combination, over a cycle time of 1 hour to 4 hours, soaking time and process time, and then you cool down with gas. Not with the ammonia. A lot of people make that mistake. They heat up with ammonia or maybe even cool down with ammonia, but that is not correct. Depending on, of course, what you’re trying to achieve, the best way is to flush it out because you have different disassociation processes going onto the surface and you have whatsoever surface combination nitrides if you don’t do it properly.
DG: Are we gas cooling with nitrogen then?
TW: You’re better off cooling with nitrogen. Or you go interrupted cooling and then you oxidize on your way down, then you have this so called post oxidation. You cool down to 300 – 350 C, and you have an FEO to layer which is dense, which is important. You don’t want to have a flaky one or rough one, you want to have a dense oxidized layer as a surface and then you continue to cool. That is basically the recipe of FNC.
DG: I didn’t ask you before, and I should ask you: metals with which you can nitride or FNC, are they basically all steels? Are there some steels you can’t do it with? How about aluminum? Titanium? What can you do FNC with and what can’t you do it with?
TW: I would say that nitriding is applied to a much broader spectrum of steels and even other alloys, let’s say. People even do titanium and nickel alloys and try to put in nitrogen surface, calling it nitriding. That is much broader. FNC with nitrocarburizing is typically done with low carbon steels or carbon steels rather than high alloy steels. That is why we have sheet metal parts very often. So, low carbon or plain carbon steels.
DG: And that’s maybe another reason, Thomas, why it’s become a more favorable process, right? You can get some of the mechanical properties out with less expensive materials. Is that safe to say?
TW: Yes, that can be part of it. But you should have a pre-hardened material, that’s important. You need some carbon content in to have some hardness which sustains the high hardness of the surface. It’s all prehard metals, for the most part. Not necessary, but it certainly helps if you have some strength in the sub-strength which is supporting the hard layer. It truly depends on your application. But, you’re right: you can save on the materials to some degree and still get the mechanical properties that you’re looking for, especially in combination with the carbon.
DG: Two final questions that maybe will help some of our listeners who are thinking about moving into the FNC direction. The first question is, Who are the companies, and I know we can’t be exhaustive here, but who are some of the companies that actually manufacture this type of equipment that they could speak to? And secondly, What are some of the things that companies ought to be asking themselves before they decide to go down the FNC rabbit trail, if you will?
So, first a list of companies if you have them. We’ll try to be more exhaustive in our transcript of this. If we miss any here, we’ll list them in the transcript. But if you could rattle off a few that you’re comfortable with.
TW: There are the plasma people, that is RÜBIG GmbH & Co KG and Eltropuls and PlaTeG. On the salt side, you have HEF Group, Degussa, and Kolene. On the gas nitriding, you have Lindberg/MPH and Surface Combustion. On the horizontal, very recently over the last 20 years, a very popular design is a horizontal vacuum perch retort nitriding and nitrocarburizing furnaces. There you seen Ipsen, a German company called KGO, but also you have SECO/WARWICK with some proprietary designs (zero flow is also a good concept), and lately Gasbarre came into this business and Solar as well; they have the vacuum purge nitriding firms.
DG: I want to back up a little. On the salt bath companies you mentioned several, I also know Ajax Electric, also Upton Industries. I don’t know if they do FNC units, but I’m assuming that they do. There are a lot of other companies.
TW: Salt bath is unique to salt. There are only two, or three maybe, companies left in the world who supply these salts. It’s more popular in Japan, by the way. Anyway, it’s not as big as the gas process.
DG: So, I’m a company thinking about maybe converting from some other surface hardening process over to FNC. What kind of questions should I be asking myself?
TW: It all starts, of course, with the product and the application. Then you need to understand the wear and the corrosion methods. That has to be well understood. If that leads to FNC being the most suitable solution for this application, you need to understand the details of how you want to build up the surface layer, the thickness of your diffusion layer, the compound layer, the wide layer on the top and if you want to do post oxidation, so you will also need to do the oxide layer, which by the way, very often needs to be polished at the end, as well, to increase corrosion resistance. These kinetics need to be well understood and the wear and what you want to achieve with this.
Then, of course, you have to see the design. If you have sheet metal components which are cut, the cutting corner usually receives a higher layer and then the corners themselves that built up due to stresses, so there are a couple of minor things that need to have attention. Then, of course, you need to have an expert who really refines the process, and that has to be done in conjunction with good controls. There are two or three companies in the market. UPC is one of them. Oh, I forgot to mention Nitrex, a big brand.
DG: UPC is part of Nitrex, but they also do the process.
TW: Right. Very important. Somebody who really understands the nitriding and the control part of it. UPC Marathon, they have very good controls. SSI also has the probes. There is STANGE in Germany as well. You have two or three companies which have good knowledge in the controls and the probes and how to control this nitriding process. Then you can build up your desired layer system. In the layers, you have a diffusion, then you have a compound, a white layer, and then maybe you have an oxide layer on top and that needs to be well understood. And, of course, as mentioned before, it is essential to have parts cleaned thoroughly and if you maybe need a polishing afterwards. Then, of course, how you put them in the furnace (placement) so that the gas can uniformly penetrate the parts. These are the essential things.
DG: There you have it, folks. That’s FNC 101. Those are the basics in ferritic nitrocarburizing from Thomas Wingens. Thank you, Thomas. I appreciate it very much. I know that if people have questions, you, specifically, would be more than happy to help them out. The company again is WINGENS LLC – International Industry Consultancy. Thomas, www.wingens.com.
TW: That’s it!
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
Michel Frison VP Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A medical device manufacturer has acquired a vacuum furnace that will bring heat treating in-house, reducing lead time and improving process control. The application is for the heat-treatment of steel dies used in the company’s plastic and metal injection molding operations.
The vacuum furnace is the first purchase from G-M Enterprises, a Nitrex company. G-M Enterprises completed the installation at the company’s newly expanded greenfield facility. The turnkey solution features a horizontal front loading vacuum furnace G-M model HVF 101-(I)XB with 6-Bar internal quench capabilities and a work area of 18” x 18” x 24” (457 x 457 x 610 mm), with an all-metal furnace construction. The system is part of the company’s metal injection molding operations.
Vacuum Furnace Source: Nitrex
"We are proud of continually maintaining G-M Enterprises’ long-standing relationship with the medical industry," said Michel Frison, VP Global Sales, Nitrex and G-M Enterprises, "providing solutions that aid in improving the affordability and accessibility of high-quality healthcare."
Michel Frison Vice President Global Sales Nitrex and G-M Enterprises (Source: Nitrex.com)
A turnkey vacuum system will support the expanding in-house heat treat operations of a military base located in the USA. This aviation maintenance, repair, and overhaul facility performs rework of engines and related components.
The new horizontal furnace provided by G-M Enterprises, a Nitrex company, will complement existing vacuum systems from the company that has been in operation since 1989. The supplier will provide all key components, including a horizontal front-loading vacuum furnace with a work zone of 48” wide x 48” high x 72” deep (1220 x 1220 x 1800 mm), a 4,000 lb. (1800 kg) weight capacity, and a 2 bar-quench system in addition to an all-metal hot zone construction, advanced computer-control system, and hydrogen partial pressure capabilities.
Operating at a temperature range of 1000°F to 2400°F (535°C – 1300°C), the furnace will heat treat aircraft engine components.
Michel Frison,vice president of Global Sales, Nitrex and G-M Enterprises said, "Our success with the government’s military bases is about delivering cost-effective, result-oriented heat-treating solutions that support in-house capabilities, improve on the material properties of mission-critical aerospace applications, and can save on manufacturing costs."
Production of the new vacuum furnace is scheduled to start in July 2021.
Alugen Aluminium, a Turkish aluminum extrusion company, recently expanded their production capabilities with a high-performance compact nitriding/nitrocarburizing system. This system will allow the company to bring all manufacturing operations in-house for more optimal work-planning and quality control.
"In partnering with Nitrex," says Özcan Sürücü, die shop manager at Alugen Aluminium, "we [Alugen] have become self-sufficient from an operational point of view, no longer relying on external contractors to fill this work gap. This allows for more effective planning and ensures that all projects, whether big or small, are done on time and on budget."
Özcan Sürücü, Die Shop Manager, Alugen Aluminium (Source: Nitrex.com)
The decision to bring nitriding operations in-house with Nitrex's multipurpose batch-type furnace was based on improved quality consistency and cost-effectiveness of Alugen's gas nitriding processes. With the company expanding over the years in order to meet demand, this recent addition to Alugen's manufacturing process has enabled them to meet customer requests to "mix special dies with regular production dies for a faster turnaround of product-specific production plan," according to Marcin Stoklosa, project manager at Nitrex Poland.
A leading, global manufacturer of metal injection molding (MIM) products is bolstering its manufacturing capacity with the addition of two large-size horizontal vacuum furnaces for sintering and debinding MIM products and components. The first of the two furnaces will be delivered this year and the second is scheduled for commissioning in March 2021.
The multimillion-dollar order from the global manufacturer was awarded to G-M Enterprises, a Nitrexcompany. The 2-Bar vacuum sintering furnaces will feature a work area of 36” wide x 30” high x 84” long (900 x 762 x 2100 mm), 4400 lb. weight capacity, a maximum operating temperature of 2600°F (1430°C), and uniformity of +/-10°F (+/-5.5°C).
Vacuum Furnace (Source: Nitrex.com)
Michel Frison, VP Global Sales, Nitrex and G-M Enterprises (Source: Nitrex.com)
Integral to the vacuum system configuration is a multistage debinder trap system designed to thermally extract binder from the parts. Sintering and debinding occur in a single cycle using a robust and unique system design that is optimized to handle the maximum load capacity the furnace is designed for. Consequently, there is never a need to operate below the rated load capacity to achieve the required part quality. The high-temperature sintering process also ensures a high-quality finished part surface in terms of density, porosity, mechanical resistance, and aesthetics.
“This latest order comes from a customer we have had a strong cooperation with," said Michel Frison, VP Global Sales, Nitrex and G-M Enterprise, "and which will be part of a series of multiple furnaces provided by G-M Enterprises over the past decades."
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Equipment Chatter
Vacuum and Atmosphere Services (VAS) Ltd., located in the UK, sold a refurbished Ipsen VVFC 60×60.
Graphalloy announces their new Graphalloy® Pillow Block and Flange Block Catalog for high temperature applications.
Heat Treating Services Unlimited, Inc. (HTSU) deployed C3 Data technology to heat treat customers across the United States.
Kyle Favors, President of Heat Treat Services Unlimited, Inc.
Graphalloy® Pillow Block and Flange Block Catalog
Personnel Chatter
Alder Moldenhauer, President of Vectorr Industries, an outside sales representative to AFC-Holcroft
AFC-Holcroft announced the addition of Vectorr Industries to their outside sales representative network. Located in Buffalo, New York, Vectorr Industries will support AFC-Holcroft customers within Western New York, Oregon, Washington, and Canada (excluding Ontario). Adler Moldenhauer is president of the company.
Tom Hart returned to SECO/Vacuum to Product Manager, Vacuum Furnaces, having previously worked at the team as a sales engineer.
Super Systems Inc. announced the movement within the company: Jim Oakes from Vice President of Business Development to President; Bob Fincken to Vice President of Salesfor North America; and Steve Thompson, Super Systems President, is moving to the position of Chief Executive Officer (CEO).
Andy Martin joins Sales Team at Graphite Metallizing and will be responsible for Australia and New Zealand markets.
Tom Hart, Product Manager, SECO/VACUUM
Nitrex welcomes Ali Emre Akgunes as its new manufacturer representative in Romania and Turkey. Akgunes brings decades of experience in sales and business development to his new role at Nitrex, where he will lead sales initiatives and guide new business growth for Nitrex and member companies G-M Enterprises and UPC-Marathon.
Solar Manufacturing announced that Aaron Ackerman of Met-Pro, Inc. will assume the role of Sales Representative for Michigan.
Hubbard-Hall Inc. announced the promotion of Ted Saltzman to Business Development Manager and the hiring of Andre Depew as Product Manager of Metal Coloring.
Jim Oakes, President, Super Systems, Inc.
Steve Thompson, CEO of Super Systems, Inc.
Bob Finken, Vice President of Sales for North America, Super Systems, Inc.
Andy Martin joined Sales Team at Graphite Metallizing
Mr. Ali Emre Akgunes, Nitrex's new manufacturer representative in Romania and Turkey
Aaron Ackerman, Met-Pro, Inc. to assume the role of Sales Representative for Michigan on behalf of Solar Manufacturing
Ted Saltzman, Business Development Manager, Hubbard-Hall
Andre Depew, Product Manager of Metal Coloring, Hubbard-Hall
Company Chatter
Peters’ Heat Treating grows its plant operation, moving its headquarters into a newly expanded Meadville, Pennsylvania facility. Read more.
Nitrex Heat Treating Services continues its expansion program at their Aurora, Illinois commercial heat treat facility, located just west of Chicago. Read more.
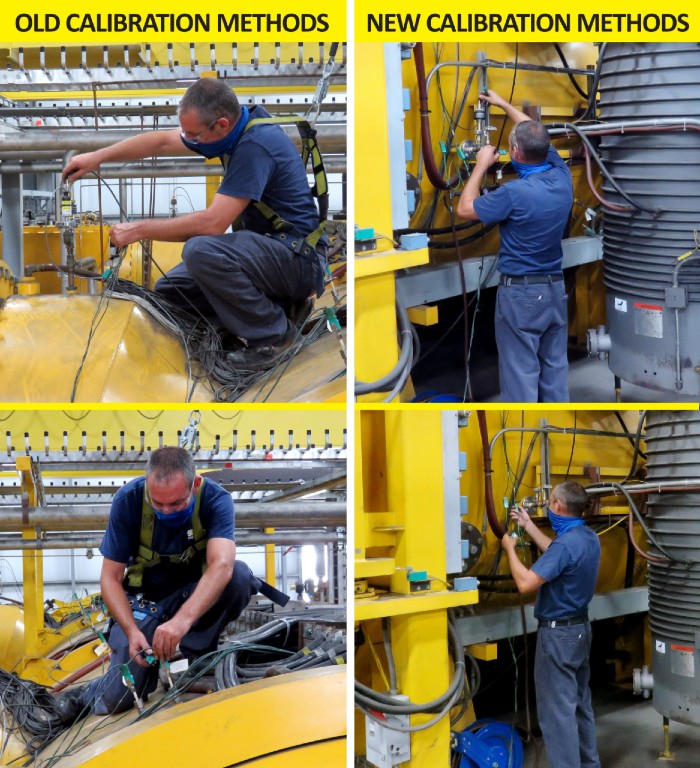
Solar Atmospheres reaffirms their commitment to safety with new safety features, particularly for calibrations, being implemented to all existing furnaces.
Nitrex announces that they are in Phase II of the Polish facility expansion, indicating that they are on schedule with the foundation complete and framing underway. This expansion will add 21,500 square feet (over 2000 m2) of new space to the existing building, which will double production capacity and support future growth. The expansion project is expected to be complete in Q1 2021.
Kittyhawk ProductsOR LLC completed the installation of another hot isostatic press with a working zone of 46” x 100".
Ribbon Cutting with the Owners: Doug and Jackie Peters, Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters' Heat Treating, Inc.)
Solar Atmospheres reaffirms their commitment to safety.
Nitrex's Polish Facility expands
Kitty Hawk Image 1
Kittyhawk Image 2
Kudos Chatter
The US Air Force and Boeing X-37B autonomous spaceplane has won the Robert J. Collier Trophy for the greatest American achievements in aeronautics and astronautics of 2019.
The Grieve Corporation launched an updated website featuring a user-friendly catalogue and ordering system among other new features and enhancements to existing capabilities.
US Air Force and Boeing X-37B autonomous spaceplane won the Robert J. Collier Trophy.
The Grieve Corporation updated its website.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
Welcome toHeat Treat Today'sThis Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Check out what heat treating 3D parts does to the integrity of this aluminum piece. Join the discussion in the thread below to see what makes the difference: proper printing or proper heat treatment.
2. Getting Social Online
Let's not talk about the you-know-what that is causing reverberating changes throughout the world. Suffice it to say, many are looking for ways to network, meet, work, and, well, live at a distance. Here are some ways that social media has helped people in the heat treat industry draw people together.
Family Day
Figuring out how to be keep the momentum going at your plant or manufacturing facility may be a challenge, but NitrexMexico seems to have the right idea in (a) recognizing the whole life that their employees have, and (b) throwing a special celebration virtually.
Not wanting to miss out on FAMILY DAY, Nitrex Mexico treated employees & families to a home-delivered catered meal. According to Nayelly Torres, HR Coordinator, the event was created 3 yrs ago to recognize the important role family plays in empowering us to be the best we can be. pic.twitter.com/EbAARvDJgo
Recognition isn't just internal. Focusing on missions outside of one's own life has the interesting effect of drawing people together. See SECO/WARWICK's participation in an endeavor to do just that.
?We do pushups for a little boy named Kajetan, accepting the #GaszynChallenge.? ?
We always put our best endeavors to do more, so we DOUBLED the bet #donating 10 pln for each "pushinguping person" ‼️
These media shared online commemorate the recent past of the heat treat industry. The industry was very different - forget how everyone lived in black and white!! - but also still the same. Check out the media below to get glimpse of the times 50 to 75 years ago.
Geeking Out Over 1945 Aluminum Heat Treat Footage
This YouTube video is an educational film released in the last year of World War II (to give you a context reference) for the heat treatment of aluminum. You can find part 2 by going to this YouTuber's channel.
Bodycote Induction Heating from 1945
What procedures can you see in this picture from an induction heating plant from 1945? Any regulations or plant layout changes as compared to today's?
A "Game Changer" from the 70's
Think about what makes a game changer. This car bottom furnace most certainly qualified as such in 1977, using the most cutting edge technology of its time. Like John Hubbard's sister, there may be something worth sharing in the forgotten news of the past.
4. Reading and Podcast Corner
Ever wanted to have access to resources for on the job training? Read or listen to the sources below to learn a new technique, tip, or other aspect of the industry.
The Future of Heat Treat and the Environment
Center for Heat Treating Excellence
Being a manufacturer with in-house heat treating requires awareness to innovation, and the Center for Heat Treating Excellence is a cooperative membership that keeps you on the cutting edge. Listen to the projects and mission of CHTE in the podcast.
All combustion is not created equal. Listen to Carl Nicolia explain how small changes to your furnace administration can result in high value solutions.
What will Conferences Look Like in the Future?
With protocols and general modes of holding conferences changing over this year, Thomas Report provides an insightful look at how these changes may affect how conferences are conducted in a post-COVID world. Check out the list in this article; maybe you yourself have already thought of one or two of these.
5. Heat Treat Hashtags
Stay current with the latest posts by using these heat treat related hashtags. When you post something on LinkedIn, Twitter, or Facebook, help people find you by using the hashtag that works for you, and @HeatTreatToday so that we can see it too!
#MetalMonday
While many manufacturers and suppliers of heat treatment products have used this hashtag over the years, the most prolific user at this time is Bodycote.
#ManufacturingMonday
Looking for a useful hashtag? This one is a practical add-on which alerts to quite a few tips in the industry.
This one is very similar to #MetalMonday, but it is not as streamlined. Check it out and see what you can find on Twitter, LinkedIn, or Facebook!
#Mfg
Another general hashtag, you never know what you will find, whether it be a fringe development or cutting edge new safety measure. @HeatTreatToday if you find anything worth sharing!
#heattreating
Of course, this hashtag exists! The next time you share a post or post something yourself, be sure to use the hashtag to increase your views!
Welcome to Heat Treat Today'sThis Week in Heat TreatSocial Media.As you know, there is so much content available on the web that it's next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Todayis here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you've just got to see and read!
"Quality aerospace bolts are more rigorously tested, more carefully manufactured, and more carefully studied than almost any other component on an aircraft. The reason?" Read more here, and check out the video to see high-impact landing that is required of fighter jets. See 5:10-8:06 for a forced landing on a stool when the pilot's nose gear failed.
2. Hot Heat Treat Technologies
Walk through this CGI Animation of Vacuum Brazing process to see the breakdown of the heat treating process without getting burnt.
3. Advancing Technologies
Check out TWO uses of cutting edge digital systems when applied to heat treat, and industry related processes. See below for the videos.
Digital Transformation of Thermal Processes
.
Tracking All Processes with Digital
SMS Digital: BIG RIVER STEEL - THE FIRST LEARNING STEEL PLANT
4. The Podcast and Reading Corner
Ever wanted to have access to resources for on the job training? Read or listen to the sources below to learn a new technique, tip, or other aspect of the industry.
.
A NEW Metal? Check out what carburizing and hardening can do.
"...carburized A-21 exhibited superior corrosion resistance in salt fog testing versus the other stainless steels. It also maintained good core mechanical properties of..."
.
The "How" Behind Nitrex's Rebranding
.
Finding a Balance: Read Ipsen's Blog, The Herald, on additive manufacturing and the thermal processing industry.
[blocktext align="center"]"Additive manufacturing is a disruptive technology with the potential to lower cost, increase speed and create parts once thought to be too complex and intricate to manufacture by conventional methods."[/blocktext]
"Balancing the Speed and Technology of Additive Manufacturing with the Mature and Methodical Thermal Processing Industry" (photo source: IpsenHarold.com)
5. Metal Music
Finally, here is some not-so-heavy metal music to start your weekend. Big thanks to Rosanne Brunello of Mountain Rep for the find! Have a great weekend, folks.






 Ohio-based aluminum extrusion die manufacturer Youngstown Tool & Die (YTD) continues with their expansion strategy, scaling up value-added nitriding services. The installation of the new nitriding system makes it possible for YTD clients to obtain greater performance results from treated dies.
Ohio-based aluminum extrusion die manufacturer Youngstown Tool & Die (YTD) continues with their expansion strategy, scaling up value-added nitriding services. The installation of the new nitriding system makes it possible for YTD clients to obtain greater performance results from treated dies.