Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, an industry-specific podcast that covers topics in the aerospace, automotive, medical, energy, and general manufacturing realms. Each episode provides industry knowledge straight from the experts.
Stay abreast of quenching tips, techniques, and training --- especially in the auto industry --- with this original content piece that draws from three video/audio episodes.
Heat Treat Radio: The Greenness and Goodness of Salt Quenching with Bill Disler
Bill Disler President, CEO AFC-Holcroft Source: AFC-Holcroft
Sure, salt quenching has been around for quite some time, but this method is coming more to the forefront when we consider some of the concerns and costs of oil quenching. In this Heat TreatRadioepisode, listen in to Bill Disler of AFC-Holcroft discuss the pros and cons of salt quenching. His brief overview and then salt versus other quench options will leave you ready to embrace quenching at your heat treat shop.
Contact us with your Reader Feedback!
"I’d say, in general, the most common thoughts with salt are to use it for bainitic quenching. If you’re quenching into a bainitic structure, salt has always been the only way to do this," comments Bill. "But what we’re seeing the growth into, and much more activity, is martensitic quench." As you listen, key into the point of salt quenching offering a "green-minded" solution due to recyclability.
Heat Treat Radio: Water in Your Quench with Greg Steiger, Idemitsu
Greg Steiger Senior Key Account Manager Idemitsu Lubricants America
Water in the quench tank? How much is too much? What do you do to get rid of it? Is it possible to prevent water from getting into the tank? Greg Steiger of Idemitsu answers these questions and more in this essential episode.
"Our research has shown that basically about 200-250 ppm water, you start to get uneven cooling," Greg Steiger cautions. "When you start getting up to large amounts of water, somewhere around 750 ppm to over 1000 ppm, it becomes a safety issue."
The entire episode gives answers to how to identify, prevent, and remove water in the quench.
Heat Treat Radio: All Things Auto Industry Quenching with Scott MacKenzie
D. Scott MacKenzie, Ph.D Senior Research -- Metallurgy Quaker Houghton, Inc.
This interview gets to some nitty gritty details regarding quenching and the shift to electric vehicles. What does the future of heat treating look like for electric vehicles (EVs)? Where is aluminum heat treat fitting in? Listen in to get industry insight on these answers. Scott MacKenzie of Quaker Houghton also explores simulation and modeling, the need for trained metallurgists in our industry, and more broad heat treat considerations.
"The next thing you have to understand is the quenchant itself," Scott MacKenzie advises. "You have to understand the physical properties."
Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, a unique-to-the-industry podcast. Hear some good news about the future of the energy industry, learn about the benefits of salt quenching, and discover some surprising ways to increase cost to part ratio in this snapshot of three episodes. Enjoy this original content, and happy listening!
Heat Treat Radio: The Greenness and Goodness of Salt Quenching with Bill Disler
Bill Disler President, CEO AFC-Holcroft Source: AFC-Holcroft
What comes to mind when you think of salt quenching? Do the words "green technology" or "environmentally friendly"? Bill Disler, president and CEO of AFC-Holcroft, thinks they should. Quenching is a critical step in most heat treating processes, and, as most heat treaters know, boiling oil on part surfaces and contaminated washers can make quenching a nasty business.
Quenching with sodium nitrate/sodium nitrite salts gets rid of all the "nasties." It is green and it is good, because salt does not boil at temperatures used for quenching, and heat treaters can recycle 99% of quenching salt. No more rinsing oil down the drain.
To learn more about how salt quenching compares to gas quenching, oil quenching, and polymer water quenching, listen to this episode of Heat TreatRadio.
Heat Treat Radio: Energy’s Bright Future with Mark Mills, Senior Fellow at the Manhattan Institute
Mark Mills Senior Fellow Manhattan Institute Source: Manhattan Institute
After the COVID-19 pandemic and the outbreak of the war in the Ukraine, the world is badly in need of some good news. In this episode of Heat TreatRadio, Mark Mills, host of the podcast The Last Optimist and author of the book The Cloud Revolution: How the Convergence of New Technologies Will Unleash the New Economic Boom and A Roaring 2020s, provides some much-needed good news. According to Mark, energy's future is bright. "There is essentially," Mark says, "an infinite supply of energy. Energy is all around us in all kinds of forms. It is always a question of what technologies are available to tap into nature's energy forms[. . .]."
In this optimistic episode, Doug Glenn and Mark Mills discuss how new technologies emerge at just the right time throughout history to solve the energy crisis of the day.
Interested? To hear Mark's thoughts on energy's future, Russia's role in the natural gas industry, and renewables' feasibility in the heat treating industry, listen to this episode of Heat TreatRadio.
Heat Treat Radio: High-Temperature Material Selection with Marc Glasser, Rolled Alloys
Marc Glasser Director of Metallurgical Services Rolled Alloys Source: Rolled Alloys
"Expensive is cheaper." Not convinced? In this episode of Heat TreatRadio, Marc Glasser of Rolled Alloys sits down with Doug Glenn to change the way the heat treat industry thinks about increasing profit per part. Selecting the cheapest part or component does not make economic sense in the long-run. And when it comes to cost savings, the long-run is what really matters.
Glasser asks crucial questions like: Will the weight of a fixture create a heat sink when a lighter (and possibly more expensive) fixture would solve this problem? How many times will the cheaper part need to be replaced compared to the more expensive part? How much will downtime for multiple replacements cost?
To hear the discussion of these questions, as well as practical tips on logging the lifetime of components, listen to this episode of Heat TreatRadio.
Quenching is typically associated with oil, water, or high pressure gas quenching. But Bill Disler from AFC-Holcroft suggests that we not forget about salt quenching. It is good and it is green. Listen as he and Heat TreatRadio host, Doug Glenn, walk through the benefits and drawbacks of an oft-forgotten form of quenching.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): First time, welcome to Heat TreatRadio.
Bill Disler (BD): Thank you very much, Doug.
DG: It’s good to have you and it’s about time we had you here. I’m pretty sure, this is your first time on Heat TreatRadio, but you’ve written several articles for us, all of which have been very well received, so we appreciate that.
If you don’t mind, give our listeners a brief introduction to yourself and your history in the heat treat industry.
Doug Glenn, host of Heat Treat Radio, and Bill Disler, president and CEO of AFC-Holcroft, talk about the goodness and greenness of salt quenching.
BD: Sure. I started out in heat treat back in 1987 I’ve been in the industry for quite a while. I came out of college with an electrical engineering and math computer science degree and ended up working at Holcroft back then. After a short period of time as an electrical engineer, I ended up over in China helping debug some control systems and my 6-week stint turned into 2 years. It gave me a jump start with some appreciation hands-on with furnaces, building furnaces, pushers, continuous and batch and rotaries.
Over the years, I’ve done quite a few different things from managing an advanced controls group, estimating sales and had a little stint outside of heat treat with a German company called Dürr (when Holcroft was going through some ownership transitions) and that gave me a little bit of a nice perspective, I think, outside of heat treat, so when I came back to AFC-Holcroft (after they acquired Holcroft), it opened my eyes to some things. I love the heat treat world, but we’re not always the fastest moving with technology, so that gave me a little bit of an insight with what the automation lines for building engine blocks and heads and things were all about.
Along the way, I was president of ALD-Holcroft, which was a joint venture between ALV (the German vacuum carburizing group) that gave me a lot of insight into a different form of process where mainly atmosphere and vacuum carburizing and gas quench. On the way through the journey, I ended up in the corner office at AFC-Holcroft. I’m still an engineer and a little bit of a sales guy at heart, I think.
DG: How long have you been president of AFC-Holcroft?
BD: That’s a good question. I think it’s been about 8-9 years now. From before we went through the transition with the acquisition into the AICHELIN Group, which happened in July of 2016, which is already almost 5 years, I guess, and several years before that.
DG: Good, and you’re out of Wixom, Michigan in the Detroit area.
BD: We have plenty of global entities and partners, but home base for the engineering team and me is Wixom, Michigan. It is not very far from where Holcroft started in downtown Detroit in 1960.
DG: Let’s jump into our topic today. We’re going to talk about quenching. Heat Treat Today has down a lot of different articles on various types of quenching, most of them have been focusing in on either high pressure gas quenching, oil quenching, and maybe some polymer water type quenching. We’re going to talk, today, primarily about salt quenching, but, if you don’t mind, give us the 30,000-foot view on some of those more chic, popular, newer types of quenching, if you would.
BD: Quenching, obviously, is for our customers and our listening group and, I assume, one of the most critical things in a lot of our heat treat processes. Since I’ve been involved in heat treat, which has been a few years, there has always been focus on different types of medias to quenchant. Over the years, I’ve come to look at quenching as a basic thermal heat transfer process. As we talk about salt eventually, we can talk about some of the other processes and some of the fundamentals that people don’t always understand about, say, oil. Frankly, we, and the general population of people that carburize and quench, generally it’s oil that’s the common quenchant. It is still, far and away, the most popular from anything else out there. Oil is a very flexible quenchant. It’s tried and proved. It’s predictable. But it does have one challenge and, I think, this ties into the evolution into gas quenchant.
The challenge with oil is it boils. As you take a hot part and put it into oil, the reason we all focus of quench agitation, too much speed and too little, is to try to take the oil past the part before it boils. The reality is you just can’t do that. You can help it, but there is always going to be a vapor phase. The challenge with that is the non-even heating of heat transfer into a liquid versus heat transfer into a gas is significantly different. You’ve got two phases with oil that you’re quenching the parts into. What’s probably the most common concern with quenching is distortion.
Over time, I think, that’s the introduction of gas quench. The evolution of trying to control distortion is mainly from oil, I’ll call it a two-phase quench, where you have liquid, heat transfer and a gaseous heat transfer taking place to a single-phase quench. When you compress gas, it’s already a gaseous phase. If you get into an 18-bar quench, say, the higher the pressure, the better the heat transfer, but it’s a single-phase quench which means, generally, you don’t have that big differential and temperature when you’re quenching parts, so your distortion tends to improve.
The challenge with gas quenching is that even at higher pressures, 18-bar or reasonable pressures, in a cold chamber going from a hot chamber to a cold chamber quench (like on the larger systems that are used in some of the automotive gears) the heat transfer coefficient is still not very good so you’re just not able to take enough heat away fast.
That was really the big evolution in the introduction of gas quenching, which I tend to talk about separate from vacuum carburizing. But the gas quench element was all about distortion control. Transmission gears in automotive, they were hoping to go from oil quench, where they had to get the distortion and hard grind them (which is very expensive), to gas quench and then they wouldn’t have to grind. The reality is, generally, they still grind today, but the gas is a better heat transfer media when it comes to distortion in oil because it’s single-phase. It just can’t take a lot of heat out fast. That’s where we’re seeing salt come back into the picture, even for martensitic-type quenches.
If we look at that evolution, we went from oil to gas quench for distortion, but now, a lot of the challenges people are seeing are that the heat transfer rate limitations (you’ve got to go to very light trays and carbon fiber fixtures and things like this) it’s got its limitations. Also, for certain parts, it could just be too thick to take the heat away quick enough to be successful. The other big thing is, it’s not cheap. You’ve got very complex high-pressure chambers, 300-horse motors and so on.
DG: Right. You’re sucking down the electricity, we know that for sure, with the high horsepower motors, typically.
BD: Yes, and unfortunately, they must cycle. In a big plant, it’s one thing having a lot of power consumption, but it’s another thing where you have these high horsepower motors starting and stopping all the time. It’s not usually things that our customers like, but clearly, it’s an acceptable heat transfer quench system, and for the right set of parts, it can be a very good fit. I think that we’ve gone through an evolution where a lot of customers went from one type of quenching into this and we’re seeing a lot more activity with them saying, “Wow, you know, we really like the distortion control, but what else is there?” This is where salt starts coming back into the mix.
DG: Which is what we really want to talk about. I think that’s probably a good segue, Bill, to get over into it. Salt quenching. What is it? I don’t know that a lot of people use it, so please explain it for the uninformed.
BD: A lot of people I’ve known in the heat treat industry for a long time, when I bring up salt, they ask, “Why are you bringing up salt? That’s nasty stuff. We don’t want to use that.” First, I guess I should start out saying we’re talking about salt quenching. Historically, when people talk about salt, they talk about high temperature salts, as well, that had cyanide and things like this in it. Nasty animals.
DG: For salt bath heat treating, is how you’re heating it up, but we’re not talking about that.
BD: Correct, we’re not talking about that. We’re talking about using conventional atmospheric equipment and then quenching instead of oil or polymer or gas or something else and taking it into molten salt.
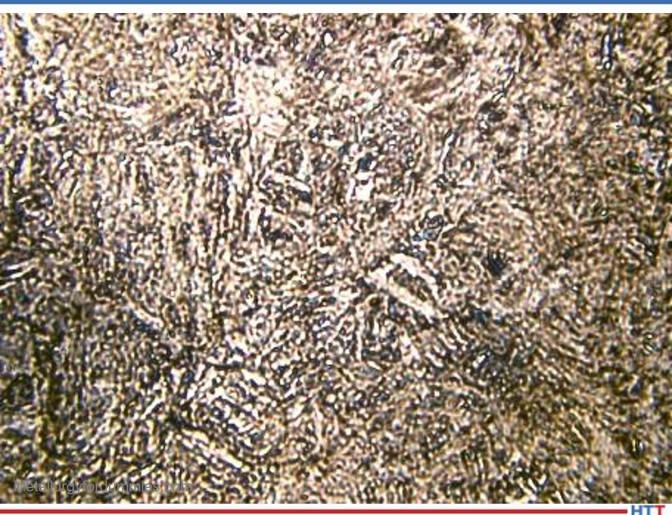
I’d say, in general, the most common thoughts with salt are to use it for bainitic quenching. If you’re quenching into a bainitic structure, salt has always been the only way to do this.
“If you’re quenching into a bainitic structure, salt has always been the only way to do this.” -Bill Disler Photo Credit: Metallurgy For Dummies
The reason is you can take it up into the temperatures where you form bainite, which I’ll say is often 600 or 700°Fahrenheit, where they’re using salt to quench into a bainitic structure versus martensite which is a lot of our conventional heat treat. I’ll call it a bit of a specialized process, but it’s very common. All your spring steels and a ton of parts are better bainitically quenched.
In general, you’ll see a lot of mesh belts doing stamped parts in a molten salt. Most of those are in the bainite — spring clips, retaining clips and things like that. But you also have batch systems that have the ability to quench into salt-type environments. Still, I’d say the majority are in the bainitic quench. But what we’re seeing the growth into, and much more activity, is martensitic quench. I’ll just say “transmission gears” for the sake of an example. What people might not realize, and it wouldn’t be appropriate to name the company, but one of the big three in the day, an American automotive company, prior to going to gas quenching, back in carburizing, all of their transmission gears were quenched into salt. Rows and rows of pusher furnaces into salt quench to get martensite. The benefit of that, that they saw -- and I’ll say that these lines were built in the ‘70s and the ‘60s -- so this isn’t new, they were using molten salt to get martensitic quenching in transmission gears because it was less distortion than oil. Then, their evolution was to go into with some of the German dual clutch transmissions came gas quenching.
Interestingly enough, some of those folks are now saying, “Wow, that was really expensive. I’ve got this equipment for 10+ years and maybe I should revisit some of the other stuff that used to give us the same distortion in martensitic.” This, I think, is the journey that salt has gone through. It is not a new process; it’s been around for a lot longer than I’ve been in the business. But it does have a stigma of "dirty" which is, I think, maybe unfair. And, if it’s confused with high-temperature salts, then it has an environmentally unfriendly feel to it.
DG: I want to talk about that. I want to talk about the “greenness” of it in just a second.
You’ve given us a sense that it’s been around for quite a while, salt, and salt quenching, but let’s talk about some of the advantages.
BD: To me, sometimes it’s easier for somebody to be able to visualize what’s happening in a quench and then these pieces fall into place. Let’s say you used the example of parts with significantly different thicknesses. They can be challenging for any kind of quench media. But the big thing that causes distortion and can cause different problems is the vapor phase of oil. So, we’re going to compare to oil. If you think about the things that happen when you get a vapor film or some bubbling on the surface of a part, it’s all about uneven heat transfer. I use the example of — if you want to take something out of your freezer and thaw it, you have to sit it on your kitchen counter in the air and how long will it take to thaw or put it in some water. It’s a radical difference in heat transfer between a gas and a liquid. This is what happens when you get a film boiling with oil. We do a lot of things to minimize that, that’s quench agitation. But if you have a big, thick piece of material here and a thin piece here, this is going to give up its heat quick really quick, this one may not. You’ve got to get into the core that you’re still taking heat out. There’s a heat transfer rate and I’d say that salt, at a quenching temperature of maybe 350 degrees, is going to have, roughly, about the same heat transfer rate as oil. It’s not about heat transfer as much as the fact that it is all uniformly cool.
Even if the heat treat transfer coefficients of oil versus salt were similar, the reality is, in a quench you’re not getting the liquid heat transfer rate in oil in all aspects of the part, and so those areas cool much slower, where salt won’t boil. That’s the key: salt doesn’t boil in the temperatures we’re dealing with so it’s always a liquid heat transfer rate.
DG: Right. In a sense, with oil, you think you’re dumping it into a liquid, but the fact of the matter is, for some fractions of a second or fractions of a minute, you actually have a gas quench going on there, if you will, because of the vapor, right? You’ve got an insulating layer there that is preventing the liquid from actually hitting the metal, so you’re getting ununiform quenching.
BD: Yes. Let’s say you’ve got a ring gear or something. Like everybody, you’ve got flow of oil coming into the bottom. You might be getting nice liquid heat transfer here, but what’s on the other side where you’ve got a little less flow and you’ve got a bigger vapor barrier on that side and, guess what? that’s what makes the gear bed. So, whether or not we’re talking about a gas quench or a salt quench, the characteristics of the quenchant are the same, they’re a single phase and that brings a huge amount of benefits in heat transfer. You could talk about something like a “blind hole,” it’s hard to quench a blind hole. As an example, it’s hard to carburize or quench a blind hole. That’s one thing. Let’s say, for instance, in a blind hole, a good argument for vacuum carburizing, if that’s a big issue and you need to carburize inside of it, because vacuum carburizing can probably get inside more than endo. But when it comes to quenching, they’re hard to get into either way, but imagine oil getting into a hole that’s very hot.
What’s going to happen? You’re going to get boiling in that hole. I’m not saying that salt’s going to cure all those problems, but you don’t have it boiling trying to get into the hole. You’ve still got to get the fluid into the hole, which is a problem, but you don’t have the vapor that’s pushing it back out. In those cases, it’s very much a case by case. I think that the physics of salt, and if people can visualize what’s happening when you’re quenching, it’s not magic, it’s just that it’s a single-phase quench and that brings a lot of benefits. It’s a single-phase quench with much better heat transfer rates than, say, 18-bar nitrogen. This is where you can use it in places where you can’t gas quench a part. If you’ve got a thicker part and you can’t get the heat out of it in the gas quench, you may very well be able to get the distortion benefits from salt, but still get the heat transfer rate that you need to quench out the part.
DG: One of the things you mentioned, Bill, with oil, was that the reason you engage in a lot of the stirring of the quench, the agitation, and things of that sort, is to help keep that to, hopefully, eliminate the vapor stage and keep the oil flowing over the part, so that helps with the distortion. Do you have to do the same thing agitation-wise with salt or do you do the same thing with salt? Do you agitate to quench, as well?
BD: We still want to be moving the salt past the parts just like any media. It’s not as much a worry about boiling, but we’re still transferring heat into the salt. You want to take that heat and move it away from the parts. Agitation is the vehicle to do that. You were talking about uniformity before, the tank uniformity of a salt quench versus an oil quench, it’s all about the same. We can hold uniformity throughout. The bigger thing is instantaneous temperature rise with the quench which is a different topic which is really a function of the volume of the tank. I’d say, we still want to move, in most cases -- and it’s not as sensitive if you’re in a mesh belt where you’re dropping parts down through a tank, you might not need that agitation -- but, in a batch or a fixtured, continuous load, we definitely would want to still agitate the salt.
DG: Primarily, to keep the cooler salt, if you will, coming by which therefore can increase your heat exchange and heat extraction.
BD: Right. Your heat transfer rate would stay constant because you’ve got the same temperature salt through it.
DG: I’ve got one other quick question: Oil quench runs typically at what temperature? What temperature do you keep the oil quench bath and what temperature do you keep the salt quench? Are they roughly the same?
BD: No, they can be significantly different. It depends on lots of things, but I’ll say that we typically see oil running from 120–150°Fahrenheit up to 350°Fahrenheit. In fact, we’ve had customers run over 400°Fahrenheit with special oil, but generally, you’re up into the flashpoint of the oil and it’s not really a great idea. Those are all martensitic quenches. Remember, oil can’t get you bainite; you can’t go high enough in temperature to get a bainitic quench. If you’re quenching it to bainite in salt, which is still very common, you’re above the martensite start point for materials which, of course, depends on the alloying of the material, call it 400°Fahrenheit, roughly.
Above those temperatures, salts are very comfortable, and they’ll run up to 800° with no practical limit, but there is no need to go much higher than that for bainite. If you wanted to get into martensitic quenches, you’re going to be down around the 300-degree temperatures. You can’t go to lower temperatures with salt. Your realistic lower point would be about 300° which I tell anybody looking at it, you’ve really got to look at your parts, your alloy and everything else to make sure it’s still a fit. But, in most cases, that can give people what they’re looking for. It’s not a “one size fits all.”
DG: Right. That was one of my questions: Just how low can you go?
BD: You could, arguably, go down to maybe 250, but the lower temperature salts don’t behave that well, so I’d say probably in the 300–350° range. That is also probably for a customer that is looking to optimize distortion control, as long as they can get the hardenability at those temperatures of their materials and so on. That’s probably the sweet point for trying to minimize distortion. But it is always a balancing act because you’re still at a temperature that is higher than some of the colder oils. There could be some parts that simply may not be a great fit, that’s why we have to look at them on a case by case.
"The other big thing that’s very important is that in the current systems, we reclaim close to 99% of the salt. If you look at an oil quench, you go into an oil quench, you come out, you wash the oil off, and it ends up in a washer kind of messy and homogenized and we have skimmers of various types and then you get this sludge that you must get rid of." - Bill Disler, AFC-Holcroft
DG: Another thought that jumps to mind is that you don’t have a flash point with salt, I assume.
BD: Not in the temperatures we’re working with.
DG: Is salt quenching green?
BD: Yes. As we said before, I think the first reaction of the average listener when I say, “yes” is: That guy doesn’t know what he’s talking about! We’re dealing sodium nitrite/sodium nitrate salts. I won’t go so far as to say it is exactly what your table salt is, but it is not that different. There is no cyanide in it, there are no "nasties" in it. Depending on where you are, small quantities can probably go down the drain, some places not. You’re not going to dump down a bunch, obviously, but it is not like oil.
The other big thing that’s very important is that in the current systems, we reclaim close to 99% of the salt. If you look at an oil quench, you go into an oil quench, you come out, you wash the oil off, and it ends up in a washer kind of messy and homogenized and we have skimmers of various types and then you get this sludge that you must get rid of. With salt, you’ll come out of the quench with some liquid salt on it, you’ll go into a washer but that salt then dissolves back into the water. Generally, there is a multiphase wash with a wash/rinse/rinse. Then, after we get a certain percentage of salt in the wash solution, we thermally evaporate the water off leaving the salt back where it can be reintroduced into the quench tank. When you look at it from that standpoint, salt is reclaimed.
Oil, unless you’re really getting into high-tech thermal recovery for oil, is not friendly to get rid of. The other thing is, you’re recycling your salt. You’ve got to load it up once, but you don’t have the life expectancy problems, typically, with salt. You can rejuvenate it, you can mix your balances over time. Oil, yes, you can recycle oil and do additives, but if someone is picky about their heat treat, after a year or two, you better be dumping the oil and starting all over again. Where does that oil go? It’s contaminated oil. From an environmentally friendly standpoint, as ironic as it sounds to some people, salt is a very, very green process. We recycle almost all of it.
DG: On-site, too. It sounds like when you’re recycling or reusing it, you’re able to do most of that on-site whereas a lot of people are sending oils out, right? They’ve got to send them out, get them tested and all that good stuff.
BD: Yes, this is all on-site, so you have a recovery system, whether it’s a batch or a continuous-type operation, you can recover the salt. From an environmental standpoint, it is much greener. We’re trying to let people know that because there is a lot of movement to environmentally friendly heat treat, whether we start seeing more electric furnaces or not, we’ll see, but the carbon footprint has to be looked at, but quenchant is one of them that has a bad rap.
DG: Yes. I was watching the other day about the first batch of completely green steel was delivered to a car company and manufactured--or maybe it was an off-road vehicle company like Caterpillar or somebody like that--and they had made their first fully "green" piece of equipment from green steel that came from somebody. But you’re right, the point being: green is here.
BD: Green is here. That’s a bit of the benefit, I would say, over oil to gas quench, as well. I think we’ll be seeing more. All of the people in the furnace manufacturing world will soon be delivering carbon footprint data on furnace information. A lot of our customers are already looking for that. It’s already in Europe, but it’s coming to the U.S. as well. What’s interesting is we start comparing our experience with LPC and gas quench. With electricity, now we’re tracking to where you’re making the electricity. If it’s from a coal plant or a natural gas plant, there is still a carbon footprint to it. I think as we unravel these complicated topics, it will be interesting to see how well conventional atmosphere, and something like salt, fairs in that comparison.
It’s interesting, but people forget, even with vacuum furnaces, which we’ve built quite a few of, they are water cooled. Water cooling and pumping water through stuff that you have to put additives in and everything else is not environmentally friendly. The irony is, over my career in atmosphere furnaces, there has been an ongoing push to get all the water off of the furnace. It used to be water cooled fans, water cooled doorframes; I don’t want any of that now. It’s all air cooled. Even endo-generators. Then, here you go in this new environmentally green system and you’re pumping tons of water around. As we started doing some comparisons with salt, oil, and all of the other systems that we offer, it is coming out interesting what is really green and what the perception has been out there.
DG: I think that’s generally true for most of the green movement is what’s perceived to be green and what might really be green is a different thing. If you read in our August issue, we had a column by Lourenco Goncalves who is the chairman/president/CEO of Cleveland-Cliffs and he had very interesting things to say about what people think is green and what really is green.
What’s perceived to be green and what might really be green is a different thing. Like Kermit the frog said, "It’s not easy being green!" Photo Credit: LoggaWiggler at Pixabay.com
BD: It’s an interesting topic and a sensitive one. We’ll be hearing more about it, I’m sure.
DG: On a completely serious note, here: When I graduated from high school in 1980, our class song was Kermit frog singing "It’s Not Easy Being Green." Now we know, it isn’t easy, actually! Most companies will tell you, it’s not so easy. So, Kermit had something there. He was a man (frog?) ahead of his time.
One other environmental question for you about the salt quenching: How about the work environment around salt? Is there off gassing? Is there anything hazardous to workers near it? If you work near a salt bath furnace, forget it, come in with a facemask on. But how about salt quenching?
BD: We’ve got an austemper heat treat (it’s just belt austempering) up here in the Detroit area. If you walk into that plant, it’s incredibly clean. You don’t have the oil fumes, vapors, and things like that, which in any plant, if it’s properly vented and so on, isn’t a big deal, but you don’t have that feel to it. There is nothing toxic about it.
But it’s like any other quenchant: If you’re operating oil or salt at 300° or above, you’ve got to take care. Whether it’s oil or salt, they don’t mix well with water because it’s above the boiling point of water, as an example. I’d say in those areas, those two have similar challenges, it’s just a matter of dealing with a hotter quenchant.
The one challenge with salt -- and these are "conventional"/a bit older equipment -- is the carryout. When you carry out salt as molten, when it cools down it solidifies on the surface. Instead of getting a little grease and/or oil on your transfers, you can get solidified salt. It’s not fun or desirable. So, with salt, if you’re in a batch line, for instance, it’s more pronounced and you do have to have some special maintenance procedures to rinse down your transfer car and things like this. As long as you do that, it’s very easy to maintain. The reality is, you’re coming out of a hot quench, and when you get it onto a transfer car to get to a washer, it can solidify. Once you get to the washer, then it’s easy street. In your continuous furnaces, it’s really not an issue because you’re going right from one area right into a washer and it’s much more contained. The reality is your batch systems can get a bit messier. If you’re then taking, say, a hot load that was quenched to a bainitic temperature and putting it into a washer, you could be putting a 600°Fahrenheit load into a washer and you get a lot of steam.
The challenge is, if you don’t contain the steam, the steam can contain salt in the vapor. Just like oil can be in vapor, too, but it’s just a different animal. You don’t want that any more than you want an oil vapor. It can stick on different things. I would say that would be the one reality about salt in batch. The newer systems and things that we focused on is overcoming that. For instance, by quenching in salt (if it’s not batch) moving directly into a multistage washer before that load even comes out onto a transfer so there is no carryout of salt. By the time the parts come out, they’re perfectly clean. The nice thing is, remember, washing salt off of a part with water versus washing oil off with water, another big topic maybe you’ve had some podcasts on is washing oil.
“There is nothing toxic about it.” -Bill Disler Photo Credit: BRRT at Pixabay.com
You know that story of oil and water don’t mix? Well, they don’t. However, salt and water do mix. Salt goes into solution in water, and we carry it away and you’re going to get nice, clean parts. That’s another nice byproduct of a system designed properly. In the older days of those old big pusher furnaces, one of the automotive companies was making transmission gears — those were open salt tanks. So, we’ve come out of a furnace into an open salt tank and then you’d bring it up and take it into the washer and the temper. Along the way, you had all kinds of salt buildup. You must remember, those were about 50 years old. So, the key is designing equipment to manage it differently containing those wash fumes and things like that.
That’s what we see the next evolution of salt quench systems being because we do see salt becoming more common, definitely asked for after the people have had their interests with compressed gas quenching and distortion control. Now that it’s coming back, we really need to think about repackaging it to keep it clean in the plant.
DG: With every system, whatever it is, there is maintenance involved. Are there any special maintenance requirements on a salt quenching system?
BD: Yes. I’d say it’s different than a conventional oil quench system. Any quench system that you’re looking at has its uniqueness to maintenance. Salt can be something that needs to be learned a bit if it’s new to somebody. We talked a little bit about the risk of salt solidifying and creating a mess, so you have to rinse it down. As I said, in a transfer car, in a batch situation, we normally would suggest a parking station where you can rinse that car down very easy. You do have to look for salt buildup on some of the systems. It is not difficult maintenance, but you have to be attentive to it.
The one thing I’ll say is a benefit with oil in some cases, when you have carryout, it gets all over your equipment, it’s a lubricant. It’s messy, it’s undesirable, but it’s a lubricant. . . until a bunch of other stuff gets tied into it and then it can be an abrasive lubricant. Salt doesn’t bring you that benefit. So, you have a little bit more housekeeping. There are a lot of recommendations on how to do that.
Also, generally, for a quench system, we would recommend a holding tank that you can pump out the tank with versus some plants would use a tanker and have a company come in and pump out tanks. The reason for that is, if you had maintenance or if you had a different issue, you want to try to keep that salt liquid. When you’re looking at things, if you were running a heat treat where you really wanted to shut it down for extended periods of time, bring it back up and so on, you had to look closely at salt because salt takes a while to re-liquefy once it solidifies. It’s not the kind of thing you turn on and off like one of the benefits of the gas quench- you can turn it on and off. Again, there is no one size fits all; it’s got a blend of benefits and some challenges, so it just depends on the operation itself.
DG: Is there danger in a salt quench system if power goes out and the salt solidifies? Are you going to ruin your equipment or is it just all froze up and now needs heated back up?
BD: We would recommend pumping it into another tank. But if, in fact, it was to solidify, you just have to take the time to re-melt it when you get power back.
DG: Okay. It’s not like ice, I assume; it doesn’t expand and crack you tank.
BD: No, it’s not going to blow up or anything.
DG: Let’s move into a practical question about applications. I have a two-part question. First, what are some typical applications for salt quenching, and then, secondly, are there products and/or processes that people are doing that they not ought to even think about salt quenching? So, first, what are the good ones, secondly, what are the ones we shouldn’t think about?
BD: Again, I take salt quench applications into two categories. The most common, that we talked about earlier, are bainitic quenches — austempering and things. We even see it now becoming more common- ductal iron austempering which is a slightly different process starting with a different material. The benefit of that, and we’ll see more and more of it, is it’s got a tremendous strength to weight ratio, even better than aluminum, as an example. It’s a great way to lightweight certain things. So, we have the whole world of bainitic quenching, which is pretty traditional with salt, but the less traditional would be the martensitic type quenching, or we’ll say more conventional to most of our people using oil.
One application we’re seeing a lot of activity with is in-gears. The reason for gears being something that people are looking close at because they’re so sensitive to distortion. Even when people went to gas quench, they found that to get quiet transmissions, they still did some light grinding. But, just to be clear, the less distortion you have, the less grinding you do. Grinding isn’t a nice process; you’re grinding away on some hard steel. That is something, especially when we look at electric vehicles coming out, some of those power trains are now spinning at much higher RPMs. Distortion is going to be even more sensitive to them and I suspect that salt could play a role for them, especially in some of the volumes if they don’t want to get into some of the complications and expenses of a gas quench type system.
"Recently, AFC-Holcroft got a patent on a quench severity probe which can measure that in salt. Whereas before there was no way to measure that, we can now, with a probe, see the change in quench severity with this technique within a quench tank so that it’s more repeatable." - Bill Disler, AFC-Holcroft
DG: How about people that shouldn’t even think about salt if you’re doing a certain type of product?
BD: Again, I think part of it is the application itself. Getting into salt, if you’re already in oil, is a commitment. There are a lot of benefits to it. There are going to be some parts where, maybe, you can’t get the heat transfer quenching down to 300°. If you need to be in a cold oil (a lower temperature quench) to get certain characteristics, salt is probably not going to be a great fit for you.
There are interesting things happening now with salt that may be worth mentioning and it’s been going on for a while, but, interestingly, we talk about vapor barriers and all this stuff, there are some people that add small amounts of water to salt. AFC-Holcroft has been doing a lot of research on this because the actual physics of how this works is kind of mystifying.
Even for austempering ductal iron, when you’ve got salt at 600-700°Fahrenheit, there is water often added to the salt to increase its quench severity. The question you obviously ask is, “Well, how the heck do you get water to stay in salt in anything over 212?” It does, in fact, happen. It stays in a liquid form (based on some testing we’ve done), whether it’s a combination of pressure and some other physics going on.
The interesting thing is, when we did testing with the heat transfer rate, it’s not just conventional water blend with salt to give you the heat transfer coefficient change with salt with a little bit of water in it, but it appears that as you do quench and there is water, it’s the latent energy that is needed to transfer the water into gas -- which is a little bit of something we’re trying to work against, right? -- that absorbs a lot more energy out of the material.
We know that water is a very severe quenchant so it can really change the quench severity of salt with small (we’re talking about 1-3%) water in salt. Recently, AFC-Holcroft got a patent on a quench severity probe which can measure that in salt. Whereas before there was no way to measure that, we can now, with a probe, see the change in quench severity with this technique within a quench tank so that it’s more repeatable.
It’s a complicated topic. If people want to follow-up and ask me some questions about it later on, I’m happy to talk about it.
DG: So, you patented this quench severity probe?
BD: Yes, we got a patent.
DG: I see another Heat TreatRadio in your future!
BD: We’ve got a few patents. I don’t talk a lot about them, but we’ve got some interesting things going on. That was one we started working on a couple of years ago because people, for a long time, added water to salt to change the quench severity, but it’s a very difficult thing to measure. Now, being able to look at means to measure in-situ is potentially an important ingredient in the next years for people that start transferring into this as a more viable quench option.
DG: One other question, really quick, and maybe a very brief answer: The parts that come out of a salt quench compared to the parts that come out of a high-pressure gas quench, how about the cosmetics of them?
BD: They’re not going to be as bright and shiny as coming out of a gas quench. I don’t think there’s anything out there right now that’s going to give you the same cosmetics as gas quench. If you have an application where that’s really important, gas quench is hard to beat. I will tell you there are pros and cons to that. First, a vast majority of parts that are gas quenched; gears, as an example, still go through a shot peening process. That’s not for cleanliness, it’s for surface strength.
The other thing is, as we’re working with ALD-Holcroft, a lot of these systems now have to etch the parts coming out of heat treat. The benefit of nice clean parts is they’re nice and clean. The downside when you’re managing a captive or commercial heat treat is you can’t tell a green part from an untreated part. Believe me, there have been some nightmares where that didn’t go well. And they all look the same. Ironically, for all the benefits that that has, it added in our lines in the gas quenching systems, etching the part so that you could tell, but it’s still not a perfect scenario. Again, if you need nice, clean parts, salt is not going to give you bright and shiny.
DG: Last question: If I am a captive heat treater currently using oil, currently using high pressure gas quench, what are the questions I ought to be asking myself about, potentially, transitioning back over to salt? How do I know my process is a good candidate?
BD: That’s a good question. There are ways that we can look at a particular material, type of part, and the big thing, first, is can we get the heat transfer rate to get the hardenability at the temperature that salt is able to quench at. If you vet a part through that process, you could then look at doing some testing with distortion and so on. If you could be a candidate for a hotter oil quench with your part, this is probably quite viable. If you need to get into cold oil with the heat transfer rates there, it’s worth doing some testing only because, again, sometimes you don’t know exactly what the true heat transfer rate you’re getting with oil is because it could be that vapor phase is playing a little bit of a game with you. Even though the textbook transfer rate of salt isn’t quite as good as it would be for an oil quench in that situation, it might bring benefits beyond just those static numbers, so we need to do some testing and things like that.
The big thing I will say is it’s not a plus to salt, but I’m here to be objective. We build all kinds of equipment not just salt quench. The one thing I’d say a captive work commercial needs to look at and it’s also a factor with the design of the equipment: We’ve been in a lot of heat treats, Doug, and I’m sure some of you go in there and you want to make sure you don’t have your leather-soled shoes on because everything has a film of grease on it from the oil.
The one thing that we tell customers is that if you’re going to put in salt, it’s better if you can have it in an area that is separate from your oil quenches. The reason is that, depending on the system, you can still get vapor if you don’t vent, say, a washer really well. You won’t get it off of the quench because it never boils. It’s, generally, the washer. In the older days you’d see steam coming out of a washer that looked like a leaky tea kettle boiling over. Those systems you’ve got to be careful because there is salt residue in that vapor.
Mixing salt residue with oil is not a good combination. The reason is oil will burn, it’s got the carbon in it; salt is an oxidizer. You really don’t want those two mixed because it can burn more aggressively and create more of a danger. One of the hurdles of people looking at salt is that it is not easy to just put in any old heat treat. If you’ve got an oil quench line, sticking a salt line right next to it, we wouldn’t advocate that.
The newer equipment we’re coming out with, we’ve got a new product that’s been developed to address that specifically (to contain any salt vapor), but the risk that people should look at is mixing salt and oil. If either one of them are allowed to go into vapor phase, you don’t want those two vapors condensating together because the salt can be your oxidizer to oil which wants to burn. For safety reasons sake, we would advocate trying to do this in a separate area. This can be a huge hurdle to a lot of people.
Welcome to Heat TreatToday’s This Week in Heat TreatSocial Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
We’re looking at the holiday posts, origami metal, and dad jokes about aluminum this week. Check it out!
“This technique uses lasers to apply highly localized heat treatment to temper-rolled stainless steel. It focuses on softening areas where material will need to bend. Robots then form the temper-rolled sheets into complex 3D shapes. The final forming hardens the structure in order to regain the original flat sheet’s strength.” (Thomas.net)
Click the image to watch or read about the heat treatment
2. Fascinating Heat Treat Comments and Discussions
I didn’t know social media could foster such in-depth content and comments! Have you seen these posts/shares from across social media?
3Din30: The Scary Truth About Heat Treatment Innovation
.
Hyundai Heat Treat Case Study
.
Nitriding Layers, from Pro Microstructure Photographer
3. And What Did You Do for New Year’s?
We saw a lot of you hard-working heat treaters posting on LinkedIn and Twitter during the break. Tsk tsk. Take the break! But we get it: we’re excited for 2022 with you, too!
4. What to Read
Want to have a heavier read for the weekend? Well okay. . .
An Overview of Heat Treatment in the Refining, Power, and Petrochemical Industry – Part 2: The Importance of Heat Treatment to Mechanical Integrity.
.
Heat Treat Radio Special Videos
Did you watch the videos or just listen to these two podcasts? There is something different about when you watch something versus just listening. Sometimes, one is better than the other! Other times, you’re scratching your head waiting for the transcript to load. . .
Take a look at these two widely shared podcasts from 2021.
Heat Treat Tomorrow – Hydrogen Combustion: Our Future or Hot Air?: Click to –>Watch | Listen | Learn
The Future of Heat Treat, a Conversation with Piotr Zawistowski: Click to –>Watch | Listen | Learn
.
“Industry 4.0 Implementation for Small and Medium-Sized Shops”
Automotive part designs and heat treating processes have undergone many changes over the years, especially the powertrain. By looking back at the progress of these changes, we can learn more about emerging trends in automotive heat treating today.
In this Heat Treat Today Technical Tuesday feature,Bill Disler, president and CEO of AFC-Holcroft, brings his familiarity with big atmosphere carburizing systems and LPC automotive cell carburizing systems and looks at how the evolution of equipment and process requests says a lot about the trends we see today in automotive heat treating.
Although many components undergo heat treatment processes, the powertrain—specifically, gears— typically requires more carburizing time than other automotive parts. Not surprisingly, the powertrain has also seen many changes in heat treatment trends.
Not only have powertrain designs gone through tremendous transformations but so has the equipment being used to process those evolved components. Having spent years on the supplier side of atmosphere furnaces, vacuum carburizing, and gas quench as well as induction systems, I find it interesting to look back at some of the drivers that have helped morph this industry’s heat treat needs.
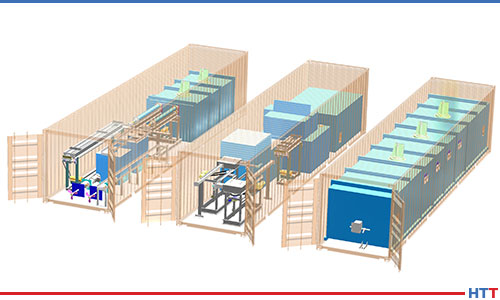
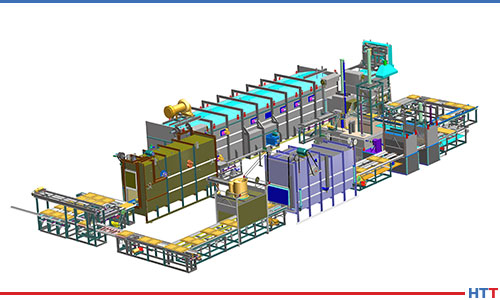
Traditional Continuous Atmosphere Furnace
Large atmosphere pusher furnaces produced nearly all of the powertrain gears 20+ years ago. Today, cellular low-pressure carburizing (LPC) and gas quench systems carry the load, although the results have not been cost saving. Moving from high volume gas heated carburizing equipment to small batch carburizing in electrically heated furnaces did not reduce utility costs per part; instead, other areas adjusted to compensate. Eliminating the expense of hard grinding transmission gears was an acceptable rationale for this increase in both capital expense and operating costs. Eventually, streamlining the overall gear manufacturing process, combined with locating heat treat within machining lines, produced positive measurable results. Plant traffic decreased, minimizing safety risks. Cooler and cleaner furnace systems were designed. And installations were made easier. Many agreed the changes were justified.
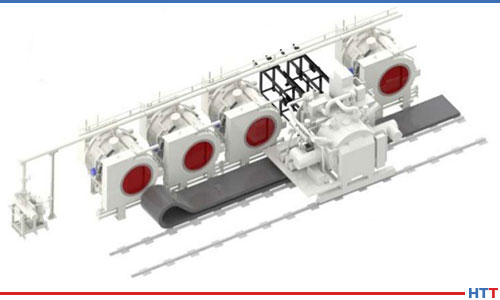
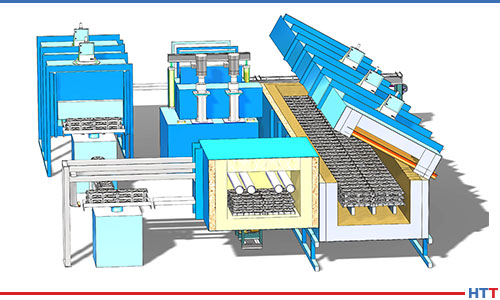
Integrated Vacuum Heat Treat Cells
As we look back, many of these drivers for change proved valid. Others, not so much. In most cases, consumer preference for quiet powertrains necessitates hard grinding of gears. Green is in and talk of the absolute need for zero intergranular oxidation (IGO) in carburized gears has slowed. LPC/Gas post quenched parts are perceived as cleaner and leaner; however, it is often difficult to differentiate green parts from processed parts, so it has become a best practice to add part marking after carburizing and hardening to avoid even the remote risk of sending soft parts down the line to the next stage of manufacturing. Shot peening is still common for strength reasons. The ability to nest large cellular LPC systems within machining has been a success, but rarely are the installations as quick and easy as promised.
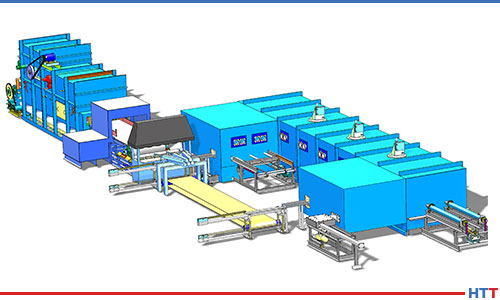
Hybrid Furnace Concepts
Conventional atmosphere furnace technology has advanced as well, although at a slower pace, in step with a renewed interest in energy efficiency, particularly in the U.S. where gas is cheap and electric is not. Combustion systems operate cleaner and at much higher efficiency than in the past. Having said that, it is curious how little interest end users have in trading cost-saving gas-heated systems for the easier to install, neater looking electric heating options. In addition, it is no longer common to use water for cooling conventional atmosphere furnace systems as end users do not want to deal with the cost and complications that accompany this option. The market is polarized over this. LPC systems rely on large water volumes for cooling, and they are small batch, electrically heated systems. At the same time, gas quench systems consume huge quantities of water and require giant 300 HP plus motors that are tough to manage in plant power systems.
Flexible and Re-deployable Heat Treat Systems
It is my observation that the automotive market is anticipating the next iteration of heat treat equipment. One type of process or equipment style will not fit all needs, yet all hope for the perfect single part flow solution—an elusive dream due to physics. The cost/time equation still does not balance, and carburizing offers the benefits many manufacturers are looking for, despite the desire to design the process out of practice. Many automotive transmission parts that were originally processed in LPC and gas quenched now use gas nitriding instead, even though gas nitriding is another long process, and nitriding introduces ammonia back into the process—something most automotive plants are not enthusiastic to have in their plants. Two steps forward and one step back.
Repackaging Continuous Furnace Systems
With the widening range of processes and solutions under exploration, as well as ever changing powertrain systems designed to accommodate supplemental electric motors, lighter weights, smaller cars, and larger SUVs, all we can be certain of is ongoing change. I believe that we have witnessed major adjustments in automotive heat treat processing as the pendulum has swung from big, multi-row atmosphere pushers with salt or oil quench to electric-heated cellular LPC and gas quench units. One surprising result has been the resurgence of salt quenching, which controls distortion of high-pressure gas at a much lower cost with less complexity. Salt, like gas, is a single-phase quench media: It does not boil in these processes like oil does, and it can be used at temperatures that support martensitic quench with far less thermal shock and much higher heat transfer than the options. Older processes carry the baggage of tarnished past reputations, but I no longer count them out. Today’s automation, process control technology, and innovation can provide the foundation for brand new concepts, repackaging of older ideas, and hybrids of multiple technologies. Together, these create building blocks that heat treat equipment suppliers will use to meet changing trends in automotive carburizing and heat treatment. It will be interesting to be involved in the journey as these changes take place.
About the Author: Bill Disler is president and CEO of AFC-Holcroft, part of the Aichelin Group located in Vienna, Austria. He is a member of the Board of Trustees -Metal Treating Institute (MTI), and a member of the Board of Advisors at Lawrence Technical University, College of Engineering in Southfield, Michigan. This article originally appeared in Heat Treat Today’sJune 2019 Automotive print edition.