



IHEA Monthly Economic Report — Stability or Confusion?
We begins this month’s economic report with a special request: Please register and attend the International ThermProcess Summit (ITPS) in Atlanta next week, July 30-August 1. This event, sponsored by IHEA, is meant for high-level executives in the heat treating industry including manufacturers with in-house heat treat as well as industry suppliers and contract heat treaters. Click here for more information. Thank you. Now on to our report…

This month’s Industrial Heating Equipment Association (www.ihea.org) economic summary report shows sustained growth in nearly all sectors. The report, issued monthly to key executives whose companies are members of IHEA, summarizes approximately 12 indicators determined to be important to the thermal processing market. These indices include metal prices, housing starts, durable goods orders, purchasing managers index, credit managers index, a transportation index, new car & light truck sales, as well as others. The 12-13 page report, provided to IHEA by The Armada Group, IHEA’s exclusive economic advisor, provides not just a summary of the index movements, but an in depth explanation of the factors affecting each index. The report has been a valuable tool for key executives in IHEA member companies.
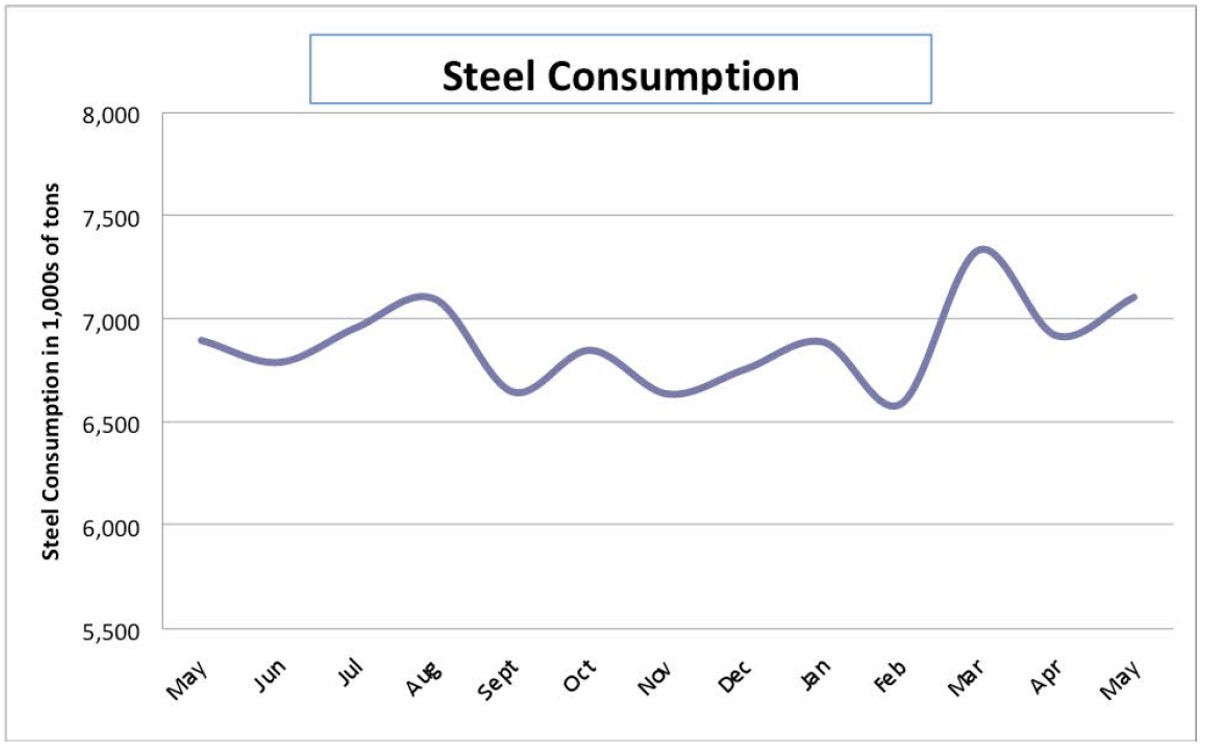
This month’s report showed an increase in the transportation index, steel consumption, and housing starts. Flat this month were factory orders, durable goods, and capital expenditures, as well as the PMI and industrial capacity utilization. Tariffs, or the threat of tariffs, continue to loom large over the direction of the economy. It is speculated that steel consumption is up strongly due to preemptive purchases, purchases made by many manufactures in advance of what they consider will be significant tariff price hikes.
For a complete copy of the monthly report, please email Anne Goyer.

IHEA Monthly Economic Report — Stability or Confusion? Read More »




 brand announced that the scope of the upgrade includes all engineering, installation, controls, and software for Koyo’s gas-fired hardening furnace line. The new automation included a turnkey retrofit of new control cabinets as well as software necessary for furnace control and historical process data review. The controls and software provide JTEKT with the confidence to heat treat parts to meet the highest standards with complete traceability for its Koyo brand bearings.
brand announced that the scope of the upgrade includes all engineering, installation, controls, and software for Koyo’s gas-fired hardening furnace line. The new automation included a turnkey retrofit of new control cabinets as well as software necessary for furnace control and historical process data review. The controls and software provide JTEKT with the confidence to heat treat parts to meet the highest standards with complete traceability for its Koyo brand bearings.







