This Week in Heat Treat Social Media
 Welcome to Heat Treat Today’s This Week in Heat Treat Social Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Welcome to Heat Treat Today’s This Week in Heat Treat Social Media. As you know, there is so much content available on the web that it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat Treat Today is here to bring you the latest in compelling, inspiring, and entertaining heat treat news from the different social media venues that you’ve just got to see and read!
Check out today’s line-up of Halloween Costumes, Thanksgiving and your heat treat furnace, a video on the details of stress relieving, and more!
If you have content that everyone has to see, please send the link to editor@heattreattoday.com.
1. Get Ready for Thanksgiving
Typically, we like to start these posts with an intriguing or exciting metallurgical post from the industry. But with Thanksgiving right around the corner, we know you would like to contribute with the skills that you use every. Single. Day. Still, be careful… Enjoy this video from Ipsen USA.
2. Technically Know How
We see you! And we think it’s awesome! Here are several videos and images of heat treat techniques and shared knowledge. Feel free to @HeatTreatToday when you post these videos so that we can see them!
.
In-House Heat Treating Looking Pink
.
A Series in a Heat Treater’s “Expedition”
We are beginning a new video series to take you on a journey to learn more about our heat treating services called, The Solar Expedition. In our first Expedition, we go through the details of stress relieving.https://t.co/mhMGiySPvN#thermalprocessing #heattreating pic.twitter.com/Y9y42r43zJ
— Solar Atmospheres Heat Treating (@SolaratmHT) August 11, 2020
Check out their video here!
.
Carbon Content and Heat Treatment
.
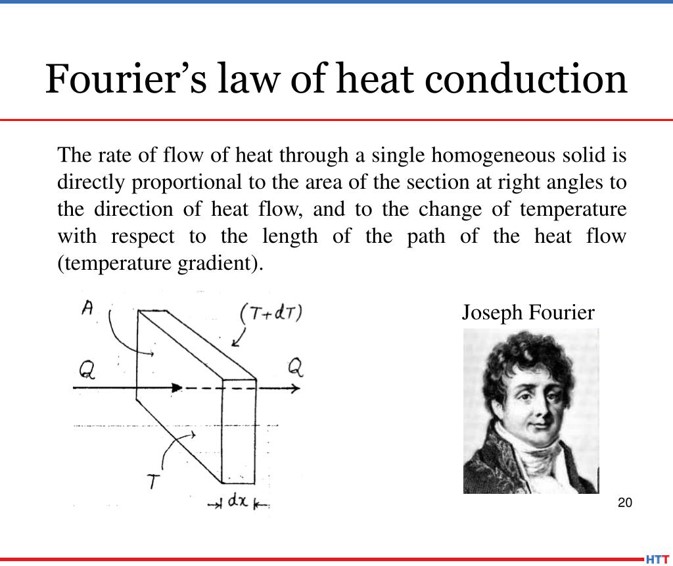
3. Historical Heat Treat
Talk about throwbacks, these videos and images from the “social-inter-webs” share some interesting factoids and knowledge from the past. Check out heat treating video from the 1970s, heat treatment in Japanese culture, and 6,500 year-old copper workshop.
.
1973 – Properties and Grain Structure Video
Check out this video, “Properties and Grain Structure: BBC 1973 Engineering Craft Studies,” and let us know if you agree with one of the commenters: “Please never remove this video from youtube. This video is a majestic gem in an ocean of gray pebbles.” If you share it on your LinkedIn page, @HeatTreatToday so we know what you think!
.
The Art of Mokume Gane
Full disclosure: this is NOT at the high temps that you are used to. But still…get a load of Mokume Gane: “it is an ancient Japanese technique used to make jewelry, blade guards and many other things. It is basically Damascus or pattern welded steel, but made from non ferrous metals such as gold, silver, copper, brass, platinum, bronze etc.” (Source: HomemadeTools.Net)
.
Secrets of the Desert
Tel Aviv University and Israel Antiquities Authority believe copper-producing technology was closely guarded secret in the Neveh Noy neighborhood of Beer Sheva, capital of the Negev Desert. This emergency archeological excavation came about to safeguard threatened antiquities. Now, “The new study also shows that the site may have made the first use in the world of a revolutionary apparatus: the furnace.” (Source: Tel Aviv University: American Friends)

(Source: “6,500-year-old copper workshop uncovered in the Negev Desert’s Beer Sheva,” Tel Aviv University: American Friends)
4. Reading and Podcast Corner
Free Classes Anyone? Thank you, C3 Data
.
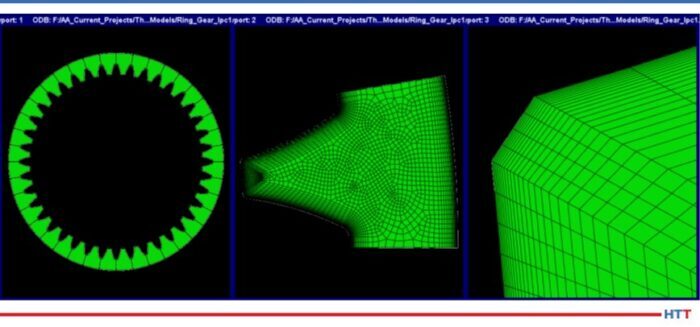
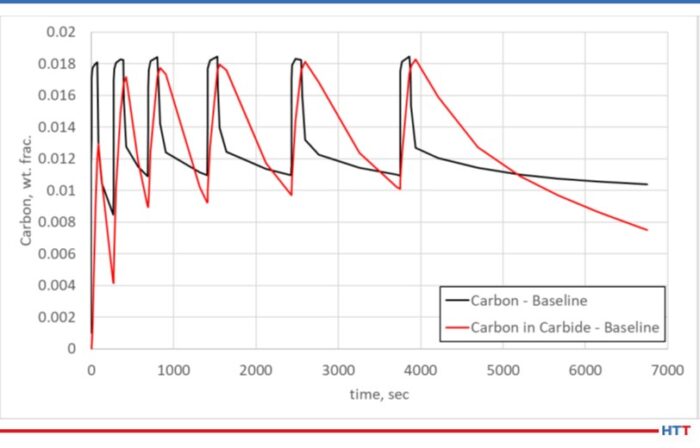
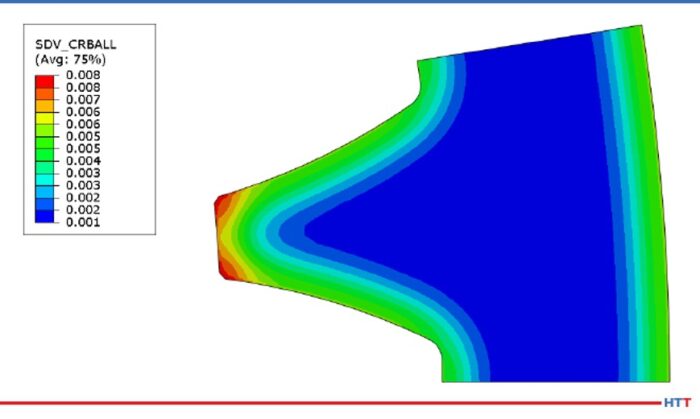
 Heat Treat Radio: Rethinking Heat Treating (Part 3 of 4) — The Fracking Pump Valve Seat
Heat Treat Radio: Rethinking Heat Treating (Part 3 of 4) — The Fracking Pump Valve Seat

The latest episode is with integrated heat treating professional Joe Powell and Doug Glenn as they talk about the fascinating heat treatment of a fracking pump valve seat.
.
 Heat Treat Radio: Andrew Bassett on AMS2750F (Part 2 of 3) — SATs
Heat Treat Radio: Andrew Bassett on AMS2750F (Part 2 of 3) — SATs

Get ready for the next episode in this series being released in early December with this podcast! Doug Glenn continues his conversation with AMS2750F expert Andrew Bassett. This time, the pair discusses Revision F changes to System Accuracy Tests (SATs).
.
Heat Treat Radio: Rethinking Heat Treating (Part 2 of 4) — 18″ Bevel Gear
Savings of over $700.00 in hard grinding costs PER GEAR on an 18-inch bevel gear? Listen to Joe Powell of Integrated Heat Treating Solutions tell how they did it. [Go to Heat Treat Radio with Joe].
[blockquote author=”Joe Powell” style=”1″]“It’s a win-win-win. The customer is happy, we’re happy and it works. This demonstrates that you can indeed quench very, very intensively. We’re talking about 400-600 degrees Centigrade/second of quenching.”[/blockquote]
5. Scary Manufacturing…Maybe
While this is not exactly metal, could any of you make this? Or maybe the more important question is, would any of you make this?
Have a great weekend!
This Week in Heat Treat Social Media Read More »