Castheon, Inc. anADDMANGroup company, has expanded its operational and engineering infrastructure in southern California. Castheon specializes in materials for extreme environments like rocket propulsion and hypersonics, prints refractory alloys such as Niobium C103 and Super C103, and develops metallic alternatives for legacy composite hypersonic thermal protection systems.
Castheon is moving into a new facility with over 40,000 square feet of production, R&D, and engineering space. The square footage makes room for additional machines (more than 10 of them) and manufacturing processes, including large format printers, heat treatments, precision machining, and inspection for aerospace & defense applications.
Dr. Yaoping Gao Source: castheon.com
“When we 3D print the refractory alloys using our unique approach to metallurgy, we are seeing the intrinsic material properties that far exceed that of wrought equivalent," shares Dr. Youping Gao, an accomplished aerospace manufacturing veteran. "The magnitude improvement in strength, oxidation resistance, and creep resistance are all derived from the additive process’ ability in controlling the microscopic level of metallic grains”
The company is actively recruiting engineers, quality inspectors, and other functions. Interested parties are encouraged to visit the ADDMAN career board.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
What process holds a soft spot in your heart? Tempering or annealing? For Valentine's Day, turn up the heat -- errr heat treatments -- with this look at the differences in tempering and annealing! Heat TreatToday has resources for you to spark some thought and learning on these processes.
Sentiments and strong feelings can certainly be heightened this Valentine's Day. While tempering and annealing may not lend themselves easily to the holiday, we hope you enjoy a bit of a nod to the day in our headings below. Make use of the Reader Feedback button, too, and keep us in the loop with questions and comments on what heat treatment you love.
Problem with Annealing? Get to the Heart of the Issue
An automotive parts manufacturer was running into problems with cracking parts. The variable valve timing plates were returning from heat treatment with this problem. To determine why those parts were cracking after the annealing process, an investigation was launched by metallurgists at Paulo.
The presence of nitrogen combining with the aluminum already present in the particular steel being used was forming aluminum nitrides. What could be done? Read more in the case study article below to find out a workable solution that allowed the annealing to create a crack-free product.
Induction, Rapid Air, Oven and Furnace Tempering: Which One do You Love?
Contact us with your Reader Feedback!
This article gives some perspectives, from experts in the field, on what kinds of tempering are available and for what the processes are used.
Hear from Bill Stuehr of Induction Tooling, Mike Zaharof of Inductoheat, and Mike Grande of Wisconsin Oven with some basics and background information on tempering. Those reasons alone make this resource helpful with information like this: "tempering at higher temperatures results in lower hardness and increased ductility," says Mike Grande, vice president of sales at Wisconsin Oven. "Tempering at lower temperatures provides a harder steel that is less ductile."
More specific in-depth study is presented as well. The Larson-Miller equation is considered, and the importance of temperature uniformity is emphasized. Read more of the perspectives: "Tempering: 4 Perspectives — Which makes sense for you?"
Cast or Wrought Radiant Tubes in Annealing Furnaces - is Cheaper Really What to Fall For?
Marc Glasser, director of Metallurgical Services at Rolled Alloys, takes a look at radiant tubes. He particularly discusses the cast tubes and wrought tubes. For use in continuous annealing furnaces, there are several factors contributing to choice of radiant tube type.
Marc says, "Justification for the higher cost wrought alloy needs to take into consideration initial fabricated tube cost, actual tube life, AND the lost production of each anticipated downtime cycle as these downtime costs are often much more than material costs." He probes into areas that may not be considered when thinking of all the costs involved. Read more of his article "Radiant Tubes: Exploring Your Options."
Tempering Furnaces: Improvements are Thrilling
The expert behind this piece shows the importance of tempering, particularly in automotive fastener production. Tim Donofrio, vice president of sales at CAN-ENG Furnaces International Limited examines what's working in the tempering furnaces. The products are meeting and exceeding expectations.
To wrap up this Technical Tuesday post on tempering and annealing, head over to this additional resource to round out the scope of each process. "What is the Difference: Tempering VS. Annealing" gives a summary perspective on the heat treatments discussed above.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Over the last several months, the Combustion Corner series has challenged readers to spend some time researching opportunities to improve their use of radiant tubes — their performance, efficiency, and uniformity. So far, the series has explored the geometry of a tube, why radiant tubes matter, and what happens inside the tube. When it comes to radiant tube systems controls, what are your options? Read on to learn about the three modes of control.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared in Heat Treat Today’s February 2023 Air & Atmosphere Furnace Systemsprint edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
This month we will discuss the various modes of control that can be applied to radiant tube systems. We will consider three typical modes of control: on/off, high/low, and proportional control.
When a radiant tube is operated in an on/off mode, the burner is fired full on or completely off. Using this mode of control, the burner must be relit at the start of each cycle. The advantage of this mode of control is that the on firing rate can be optimized to provide optimum heat transfer, and when the burner cycle is off, the tube will idle. If the pulses are rapid enough, there is very little cyclical variation in temperature. The heat capacity (stored heat) of the radiant tube provides a flywheel effect to smooth out the temperature swings between on and off periods. The drawback of this mode of control is that the ignition system, most commonly a spark plug, is energized frequently, loading the transformer and wearing material off the spark plug and the valves that control the air and fuel are cycled frequently. If the cycle time is one minute — the burner must relight, and the valves must cycle over 500,000 times a year. Care must be taken to ensure the components used in this system are rated to survive this demand.
Another mode of control is high/low firing. With this mode of control, the burner cycles between the high firing rate and low firing rate, but instead of shutting down completely, the burners are returned to a low firing condition. In this mode of control, care must be taken to ensure the low firing rate does not overheat the firing leg of the radiant tube. Other than that, this mode of control is very similar to on/off control.
The last mode of control is fully proportional. In this mode of control, the burner fires between 0 and 100 percent of the maximum output depending on the burner demand. The air can be adjusted using a proportional valve or by varying the combustion air blower speed using a variable frequency drive, or in some cases, both. The fuel gas is regulated by a proportional valve or a regulator that matches the output pressure to an impulse or control pressure. Using this mode, the burner fires more or less on ratio (with a consistent level of excess air), or some systems will increase the excess air at low fire to ensure clean combustion and to reduce the available heat at low fire. When a burner has higher levels of excess air, more energy is used to heat the air not used to burn the gas; therefore, less energy is available to heat the furnace chamber. This provides greater turndown (the difference between high and low firing).
Which method is best for a given furnace? That is impossible to say without considering the burner type and geometry of the radiant tube used in the furnace. All three methods can provide good uniformity and efficiency, provided it is appropriate for the equipment in question. In fact, there are applications that blend proportional with high/low firing to meet very specific needs. These systems simply alter the maximum — or high — firing rate to better meet the systems’ requirements.
Again, the control approach is a function of the burner, the radiant tube, and the application. There is really no one-size-its-all; each application must be approached with an open mind. The next column will address the role of heat recovery to efficiency in greater detail.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Nordic Traction Group, a manufacturer of traction chains and tracks for forestry and agricultural machinery, recently upgraded their heat treatment operations by installing a new endothermic gas generator system.
Daniel Panny Head of Sales UPC-Marathon in Germany Source: LinkedIn
To carburize its traction chains, Nordic Traction Group, with manufacturing locations in Finland and Scotland, added the EndoFlex™ S system. The system, from UPC-Marathon, a Nitrex company with North American locations, replaces an outdated generator. The new system improves process reliability and product quality and requires less preventative maintenance.
“Since the EndoFlex™ S produces only the amount of gas required by the carburizing furnace, there is zero waste in endogas production. This also allows Nordic Traction to save big by maximizing energy usage and gas consumption,” said DanielPanny, Head of Sales at UPC-Marathon.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Aniket Maske, chief metallurgist and laboratory manager at Automatic Spring Products Corporation, brings new life to the world of heat treat and metallurgy in this special “Metallurgical Posterchild” podcast episode with Doug Glenn, publisher and founder of Heat Treat Today. Enjoy this personal interest piece about Aniket as we learn about his background, how he became a part of the metallurgical industry, and several exciting interests that fuel his days.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn: Welcome everyone, to a renewed episode series: the metallurgical poster child.
I want to introduce you all to Aniket Maske, who is a one of Heat TreatToday’s 40 Under 40 Class of 2022 award recipients. Congratulations, Aniket, on that award.
Contact us with your Reader Feedback
Aniket Maske Source: LinkedIn
Aniket Maske: Thank you. Thank you so much. It’s a privilege and it’s an honor.
Doug Glenn: You’re welcome. It’s our privilege to do it. I actually have sitting right here beside me our magazine open to your page. I see that you have a book published by Springer Publications.
Aniket Maske: Yes!
Doug Glenn: Thermal Electrics: Fundamentals, Material Selection, Properties and Performance. There are not many people we talk to who can say they’re an author of a book. Congratulations on that too!
Aniket Maske: It’s an honor.
Source: Amazon.com
Doug Glenn: We want to get a sense of the person you are but also what attracted you into metallurgy, heat treating and that type of stuff.
Aniket Maske: I’d like to thank you and Heat TreatToday for this opportunity to share my background, work experience, and something about myself.
My name is Aniket Maske. I was born in Ratnagiri which is a coastal area in Maharashtra in India. I was raised in Aurangabad, which is a very historic city because the world-famous Ajanta Ellora caves, a replica of Taj Mahal and one of the Panchakki which is like a turning wheel with respect to the water. So, I come from that kind of background from the city where I was raised. I love that.
Doug Glenn: Interesting. You went to high school and undergraduate in India? Tell us about that, briefly.
Aniket Maske: I went to high school at Little Flower High School in Aurangabad.
I did my Bachelors in College of Engineering, Pune, which was established in 1854. It is the second oldest engineering college in India and third in Asia. A couple of renowned personalities are from that school like Mokshagundam Visvesvaraya, who is the first civil engineer in India. For his honor, September 15th is called Engineer’s Day back in India, Sri Lanka, and Tanzania. Mr. C. Kumar Patel, the inventor of CO2 laser and a National Medal of Science honoree in 1996, also comes from the same school.
Little Flower School Source: Facebook.com
Doug Glenn: Very interesting. How about graduate school?
Aniket Maske: I went to graduate school in 2013 at New Jersey Institute of Technology on the east coast. I did my research over there for thermal electrics and tried to understand the different characterizations.
Doug Glenn: Before we started recording, you were mentioning to us that you had a group of guys with whom you were in the same undergraduate school in India.
Aniket Maske: They were my very good friends: Shlok and Vishal. They are from the College of Engineering, Pune. Me and Vishal are from New Jersey Institute of Technology, so we share that bond.
Doug Glenn: Very nice! So, you’ve got friends here. You’ve been in the States since 2013.
Aniket Maske: Yes.
Doug Glenn: I’m always curious about this: what it is that first attracted you to metallurgy and/or heat treating? At one point in time, you probably didn’t even know what metallurgy was, right? What was it that brought you into the industry?
Aniket Maske: I would say curiosity.
[blockquote author="" style="2"]In the early 2000’s we went to Delhi, the capital of India, and I saw the Iron Pillar. I didn’t even know the meaning of rust at that moment in time. I only knew what my parents used to say, “If something is red on the metal, don’t touch it, because it might be itchy.”[/blockquote] We went to the Iron Pillar. It was tall, and the Iron Pillar doesn’t even rust. It was built around 480 AD, which is about 1600 years ago. It is around 13,000 pounds, roughly 24 feet by 16 inches in diameter, and it doesn’t rust! That was my first interaction with respect to metals.
Another curiosity is (and it might sound really different) but: why are cars made of metal and not with plastic? I used to call it plastic, not polymer, in that time. That was really interesting: why is everything made differently?
One of the major things I remember is 20 years ago on February 1, 2003, the Columbia space shuttle disaster occurred. And the first Indian-born astronaut, Kalpana Chawla (the first woman) was on the shuttle.
I heard about the disaster on the radio, and then I started reading: What is the thermal soaking, what is the protective layer, what is the thermal protection system, how is it 3000°F outside but the steam temperature inside should be 350°F? That curiosity got me into the metal industry.
Doug Glenn: When was it, specifically, that you decided to go into metallurgy?
Aniket Maske: Yes. I did my engineering specifically in metallurgical engineering.
Doug Glenn: You’re one of the few and the proud. Way to go! That’s excellent. We’ve talked to a variety of people in the United States who say now the more common thing to study material science. There are very, very few schools that use just metallurgy.
What did your family think when you decided to study metallurgy? Did they ask, “What are you doing, Aniket?”
Aniket Maske: We don’t want to go there because I’m the black sheep of my family.
I’ll say why: I’m the only engineer in all of my family. The rest of them are all doctors. That’s why I call myself the black sheep of the family. They really see me differently. My mom and dad are doctors. My wife is a doctor, Dr. Sonal Mandale. She also has a master’s degree and is just now graduating in public health and epidemiology.
Doug Glenn: Epidemiology, that’s a hot topic, these days.
Aniket Maske: Oh, yes. And she graduated right during Covid. But my family was really supportive. One of my uncles, a professor, Dr. Vilas Kharat , is a renowned mathematician. He helped me to explore my curiosity. My family helped me a lot too, “Okay, you want to do it? You give it a try.”
Doug Glenn: A supportive family makes such a difference!
When you got to graduate school in New Jersey, what was your focus of study there?
Aniket Maske: When I came over here, I was focused on how the world is facing a major problem with respect to green energy. We needed to find an alternative source. Energy consumption was increasing, and we wanted to protect the environment at the same time.
I was working with my professor, and we talked about something called “thermal electrics.” What is thermal electrics? What is the Baker-Nathan effect, what is the Seebeck effect? This word sounds very big, but the simple definition is: if something is converting from electrical energy into temperature (or thermal energy to a temperature gradient into electricity).
You’ve got thermal electric models. It is a newer kind of concept with respect to silicon-germanium, but it is also used in radioisotope thermal generators for space. Even in the Mars Rover, it was used in the RDP. That got to me, with what I need to do with respect to the research and everything in my grad school.
Doug Glenn: Who is your current employer?
Aniket Maske: Automatic Springs Products Corp.
Source: Automatic Spring Products Corporation
Doug Glenn: What are you doing at Automatic Springs Products Corp., metallurgically-wise?
Aniket Maske: I just want to give a brief introduction about the company: Automatic Springs Products is a tier 1 and tier 2 automotive company shipping to 33 countries on six continents. The company was founded in 1950. Automatic Springs is technology focused, high-volume manufacturing for customers for the compression, extension, and torsion spring, as the name says. But we also do wire form, flat ring stamping, Belleville washers, and washers and assembly.
We are vertically integrated and have full spectrum providers of superior quality metal products. We do assemblies, we have a tooling department, we do heat treating in-house, and we have four austemper lines which were installed in the 1980’s. We have done heat treatments since 1960, we have 52 inline stress relieving ovens, we do coating (parts coating), and all that sort of thing in-house, and we also do manual heat set. We are one of the pioneers. We have a COBOT which does a heat set on each individual part to make a Belleville washer and only we do it.
There is a lot of heat treatment going on around here, and I am a resident expert for the automotive heat treatment and coating management for CQI-9 and CQI-12. That is a key requirement for the heat treat supplier. Currently, I am the director of quality and the chief metallurgist for the company. Ironically, the president of the company is also a metallurgist.
Doug Glenn: That is a little unusual, yes! He’ll know what you say when you mention austenite or martensite or whatever.
Aniket Maske: That’s a relief, having that kind of experience. He was the president of Spring Manufacturing Institute, so he had tremendous knowledge about the process.
We do all the kind of different processing, and we have a lot of heat treatment in-house.
Doug Glenn: All good. We’ve got a good sense of where you came from, why you got into the industry and what you’re doing now.
I want to ask you something that’s just a little bit more personal: When you think about your current work now and your grad work, what is the most enjoyable? What really puts a smile on your face about your work?
Aniket Maske: Working together as a team. We say to serve and bless our customer, team members, community, and a suppliers. [blockquote author="" style="1"]The problem solving is the key for me. I love problem solving.[/blockquote] That is one of the key aspects for me. If I don’t have problem solving to do, I shouldn’t be saying this, but sometimes I’ll get bored. Problem solving is the spice in my life.
Doug Glenn: That’s good! You’re looking for a challenge. Unfortunately, to be a problem solver, you’ve got to have problems.
Aniket Maske: We’ve got a lot of those.
Doug Glenn: I find it fascinating, as much as we know about metallurgy and things of that sort, there is still so much we don’t know.
Aniket Maske: I think we only know, I’ll say, a very minimum amount of metallurgy, right now. There are so many aspects which are still undefined.
Doug Glenn: Yes. With big data, cloud computing, and things of that sort, we are going to see some amazing changes over the next decades. Right now, we’re on a kind of slow growth.
You’re out of school now, but you seem like the type of guy that’s going to keep himself well informed. Do you have any recommendations to other people in the industry about resources to keep current on metallurgy knowledge?
Aniket Maske: I definitely use ASM. Doug, I really want to thank you and Heat Treat Today for the information in the magazines. They keeps us on the edge, they give us information. Even Heat Treat Daily is really good!
I look into Industrial Heating, and I keep in touch through LinkedIn, but Heat Treat Todayhelps me a lot. I’ve been following it for a long time.
Doug Glenn: Thank you, I appreciate that! Consistently across the board, people also speak very highly of ASM, so I want to give them a plug, as well. They’ve got some excellent courses.
Now for the “rapid round”. Are you a MAC or a PC guy?
Aniket Maske: 100% PC.
"100% PC. . . I like to be a PC person" Source: Pexels.com/Max DeRoin
Doug Glenn: I’m not even going to ask why on that one!
Aniket Maske: I can answer that. It’s because I like to be a PC person. MAC is too cosmetic for me and too aesthetic for me. That’s why I stuck to PC.
Doug Glenn: When you consume your media: digital or print?
Aniket Maske: I would say I like it to be printed because I have a habit of writing notes on it, marking it all the time. But, at the same time, I like to keep an electronic copy with me. You can just glance it through and read it. It’s easily accessible. But I prefer both print and digital copies.
Doug Glenn: It’s not an unusual answer. There are advantages to each.
I think you’re happy in your work . If you had to change jobs, would you be looking for a job that was very flexible as far as work schedule, or would you go for high pay?
Aniket Maske: I will always go for the flexible job. Keeping that balance in life with respect to getting things done, being productive. I think a flexible work schedule is really good, because you need to balance your professional and personal life. If you have skill and you have a flexible work schedule, I think pay will follow. It’s the kind of industry and the kind of world that we’re living in. Flexible schedules work.
Doug Glenn: Good! Three more quick questions: Dream job? I’m sure the people at Automatic Spring know that you’re happy in your work, but let’s say you didn’t have to worry about money. What would you do? What would be your dream job?
Aniket Maske: I would like to get into innovating a better future for our next generation. And that’s something we do in our day to day lives, even with the small things like looking at the environment.
That’s what I want to do. I want to encourage people. That might be in the teaching field. I like to interact with the kids. I used to teach in the IT world. I want to ask the kids in physics: Why does the water look so blue? That’s what I love. I do the same thing in my company.
Doug Glenn: So, you might be a teacher. I mean, maybe that’s what you’d love to do.
Aniket Maske: Yes. An academic person with industrial experience.
Doug Glenn: What do you do with your free time? When you’re not working, what’s your favorite thing?
Aniket Maske: I like to spend time with my wife. We go on long drives. And my Zen moment is when I cook food. The best thing is, I like to read. And it’s not just about technical things. I can pick up any newspaper and start reading. I love reading; it’s my peace.
Doug Glenn: What is a recent book you’ve read?
Aniket Maske: Harvard Business School just published a book. I follow the Harvard Business Journal because I did Organizational Leadership from them. They had a book which has 100 influential articles from the last century all published there.
So, I’m reading through that to see how the goals are being achieved. A goal is one thing, and getting into the right trend is another thing.
Source: store.hbr.org
Doug Glenn: Tell me your favorite app, movie, or magazine. (And Heat Treat Today can’t be the answer!)
Aniket Maske: Well, that was my first choice, so now I need to think!
I like movies a lot. Lakshya is one of my favorite movies. Lakshya is a movie which is very good in India. It is a motivational movie about a person that goes into the army when all his fellow friends of his feel like he is not a goal-oriented person. He’s very much focused to achieve it. He’s saying, “If you decide, you’ll achieve it.”
Source: Imbd.com
With respect to apps, I like to read the newspaper apps all the time — The Wall Street Journal and I try to stay connected with Times of India, too.
As for magazines, I glance through technical magazines or sometimes I go around at the airport and find something interesting. If it’s a gossipy kind of thing, I will read that too. I’m not that critical.
Doug Glenn: You’re a reader, I can tell.
Doug Glenn: Aniket, thank you so much. It was really good to get to know you a little bit.
Aniket Maske: Once again, it’s a privilege and honor to be here.
About the expert: Aniket Maske is chief metallurgist and laboratory manager at Automatic Spring Products Corporation. He previously worked as a manager running eight in-line double temper ovens for a blade manufacturing company in New Jersey. A leader with an expansive knowledge, Aniket is able to train team members to become more knowledgeable in the heat treat processes and to gain a basic understanding of machine operation.
Richard G. Kyle President and Chief Executive Officer The Timken Company Source: The Timken Company
The Timken Company, a producer of engineered bearings and industrial motion products, has acquired the assets of American Roller Bearing Company (ARB), a North Carolina-based manufacturer of industrial bearings.
ARB employs approximately 190 people and operates manufacturing facilities in Hiddenite and Morganton, N.C. Prior to this transaction, three generations of the Succop family owned and operated ARB since its founding in 1911.
The Timken Company designs a growing portfolio of engineered bearings and industrial motion products. "ARB's end-market mix, customer base and aftermarket position fit our Timken business model extremely well," said Richard G. Kyle, president and chief executive officer at Timken.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
There are many radiant tube options on the market, so which one is best for your furnace and your budget? In this column that compares radiant tubes in carburizing and continuous annealing furnaces, discover how two major types of radiant tubes stack up.
Marc Glasser, director of Metallurgical Services at Rolled Alloys, investigates more deeply the two choices. This Technical Tuesday discussion on radiant tubes options will be published inHeat Treat Today'sFebruary 2023 Air & Atmosphere Heat Treating Systems digital edition.
Introduction
Marc Glasser Director of Metallurgical Services Rolled Alloys Source: Rolled Alloys
Radiant tubes are used in many types of heat treating furnaces from carburizing furnaces to continuous annealing of steel strip. Generally, a heat treater has three options for radiant tubes: cast tubes, wrought tubes, and ceramic silicon carbide tubes. Silicon carbide tubes are rarely used by heat treaters, so this article will not delve too deeply into this option. Suffice it to say, ceramic materials can often handle much higher temperatures at the expense of ductility; ceramics are more brittle than metals, making them prone to failure from the small impacts, so metal cages are sometimes fabricated to protect them. Most of the tubes being used today are cast radiant tubes. With new casting technology — primarily centrifugal casting — thinner tubes are being cast at a lower cost, which then results in a shorter life.
The primary factors for choosing radiant tube material are tube temperature and carbon potential of the furnace atmosphere. Cost-benefit analysis should also be considered. There are multiple applications for radiant tubes, including carburizing furnaces, continuous annealing furnaces for steel sheet galvanizing, steel reheat furnaces, and aluminum heat treating. This article will explore two of the aforementioned radiant tube options, specifically for carburizing and continuous annealing furnaces.
Radiant Tubes for Carburizing Furnaces
Gas carburization is traditionally performed between 1650°F and 1700°F at a carbon potential of 0.8% approximating the eutectoid composition. In today’s competitive environment, more heat treaters are increasing temperatures to 1750°F and pushing carbon potentials as high as 1.6% to get faster diffusion of carbon while spending less time at temperature. INCONEL® HX (66% Ni, 17% Cr) has been a common cast alloy seen in carburizing furnaces. This alloy is regularly selected for its resistance to oxidation and carburization up to 2100°F. Super 22H is more heavily alloyed than HX and is seeing more use as carbon potentials increase but at a premium price. With advances in centrifugal castings, cast tube wall thicknesses have decreased from 3/8-inch to 1/4-inch. Some heat treaters have shared that this decrease in wall thickness has also led to shorter tube life.
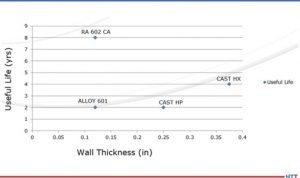
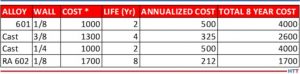
Fabricated and welded radiant tubes in alloys 601 and RA 602 CA® have been tested in industry. When tested, these wrought alloys were fabricated to have a wall thickness of 1/8-inch. At the extremes, tubes fabricated from 601 only lasted 50% as long as cast HX. Historically, HX tubes have been approximately 33% higher in cost than that of 601 and utilize heavier 3/8-inch walls. A little-known fact is that by switching to a thinner wall cast tube, the life drops by 50%. By switching to 1/8-inch wall thickness, RA 602 CA tube life has been extended to eight years or more, while running at 1750°F and up to 1.6% carbon potential, at just a 33% premium over cast HX. Life cycle data are presented in Figure 1.
Figure 1. These life cycle comparisons were done in carburizing furnaces only. In non-carburizing furnaces, justification of alloy selection is dependent on actual operating conditions and each individual operator’s own experience. Source: Rolled Alloys
Radiant Tubes for Continuous Annealing Furnaces
In the area of continuous annealing, the cast alloy of choice is HP/HT (35% Ni, 17% Cr, 1.7% Si, 0.5% C). Here again, this casting has been compared to 601 and RA 602 CA, with the same results. The total life data from these trials are also incorporated into Figure 1. During the collection of this data, there has been no effort to measure the actual tube temperature, so the effect of tube temperature is not clearly defined. In these continuous annealing furnaces, it has been reported that the tubes at the entry end are subject to more heat absorption as burners are firing more due to the continuous introduction of cold material; in trials, the operators have not kept adequate documentation of specific tubes, making justification more diffcult.
Justification for the higher cost wrought alloy needs to take into consideration initial fabricated tube cost, actual tube life, AND the lost production of each anticipated downtime cycle as these downtime costs are often much more than material costs. Only individual fabricators can determine these costs.
The Economics
Table 1 Source: Rolled Alloys
Table 1 above shows the economics of metal alloy choice. To properly interpret, understand that the costs are not actual, but rather relative to 601, so a round number of 1000 was used. With a 30% greater cost of cast tubes, that translates to a relative cost of $1300. The annual cost is the amortized cost over the life of the tube. The total eight-year cost is the relative cost times the number of tubes that would have to be purchased to obtain the life cycle of one tube of the longest-lasting material over its full life cycle.
Missing in this analysis is the additional cost of downtime and lost production. For the replacement of radiant tubes in a carburizing furnace, this typically entails a full week to turn a furnace off, allow it to cool, replace the tubes, and then heat it up again. Many heat treaters do not consider this, and therefore it is a hidden cost. Even without the downtime being considered, by examining the total cost of materials (including replacements) compared to the longest-lasting tube, it turns out that the most expensive tube is the cheapest tube. The obstacle to overcome is whether the heat treater is willing to wait eight years to realize these cost savings.
There can be additional factors to consider. With improvements in the efficiency of casting, the actual costs of the thinner wall casting may be somewhat less, but to match the overall cost of the longest-life material, it would have to be less than half the expected cost. As better, more expensive cast alloys become accepted and actual life data becomes available, these more costly alloys can be added to this table for comparative analysis, too.
This same method of analysis can be applied to radiant tubes for continuous annealing furnaces, but more details will need to be added including furnace position. Different alloy candidates will have to be put to the test in actual operations, carefully document what alloy is in what position or location, and when it gets changed out. This becomes quite cumbersome when annealing furnaces (depending on design and manufacture) can have over 200 radiant tubes.
Conclusion
Currently, cast alloy tubes dominate the market. The concept of total life cycle cost has been introduced as a means of more accurately justifying one’s choice of radiant tube. This comes into play more as processes are pushed beyond traditional process conditions. Cost-benefit analysis must be balanced over acceptable amortization time, of course. However, performing the full analysis as well as the costs saved from downtime may lead some heat treaters to some alternate materials.
About the author: Marc Glasser is the director of Metallurgical Services at Rolled Alloys and is an expert in process metallurgy, heat treatment, materials of construction, and materials science and testing. Marc received his bachelor’s degree in materials engineering from Rensselaer Polytechnic Institute and a master’s degree in material science from Polytechnic University, now known as the NYU School of Engineering. Contact Marc at mglasser@rolledalloys.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
North American Stainless (NAS), a stainless steel producer in the United States, will proceed with a $244 million expansion to its Ghent, Kentucky facility in Carroll County. This expansion adds 70 new jobs to the plant.
For its 13th expansion since 1990, NAS will build a new cold rolling mill, roll grinders, an extensive upgrade of its annealing and pickling lines to support the new rolling mill, a new temper mill and the expansion of the Melt Shop Building to include a 400-metric ton crane. The new expansion will grow NAS’ 4.4 million-square-foot facility in Carroll County. NAS offers a full range of stainless flat and long products. All of NAS’ production lines are located onsite at its 1,600-acre headquarters.
Andy Beshear Governor of Kentucky
"Our latest expansion will bring more clean, sustainable and American-made stainless to consumers and directly compete with the subsidized imports of stainless,” said Cristobal Fuentes, CEO at NAS. “Our parent company Acerinox was eager to further invest in Kentucky to demonstrate its commitment to our customers and the U.S. market.”
“I’m excited to announce more growth in Kentucky’s metals industry with this latest investment from North American Stainless,” said Andy Beshear, Governor of Kentucky.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web article that investigate the success of 3D printing an engine part for John Deere.
In collaboration with GKN Sinter Metals, the project team was able to develop, qualify and introduce the Thermal Diverting Valve 3.0. – a stainless steel component in the fuel system. This is the company’s first 3D printed metal part in production. Using this production method, results are showing significant cost savings and less materials usage. R&D phase worked to develop a part that would outperform, in cold weather, the current valve. Testing in the lab and in the field have gone well; other projects could benefit including printing of replacement parts.
Thermal Diverter Valve 3.0 prototypes Source: John Deere UK IE/YouTube
An excerpt: "The new thermal diverter valve on the latest versions of John Deere 6R and 6M tractors isn’t just an innovative application of increasingly accessible metal 3D printing technology, it’s the culmination of about two years of R&D."
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
thyssenkrupp Steel, a steel manufacturer with North American locations, recently inaugurated its newest hot-dip galvanizing line 10 (FBA 10) in Dortmund, Germany. The plant has a total of three vertical strip-processing lines and is a location for annealing and surface finishing of steel strip.
thyssenkrupp Steel, by using modern regenerative burners from WS Wärmeprozesstechnik GmbH (with Ohio, U.S., and Renningen, Germany locations) in double-P radiant tubes, will save between 15% and 30% fuel as compared with conventionally heated furnaces. The patented FLOX® combustion process helps achieve low NOx emission values. The heating system is set for a later switch to green fuels such as hydrogen.
"All continuously operated strip lines are . . . suited for a future with green combustion gases," says Dr.-Ing. Wünning, President of WS Wärmeprozesstechnik GmbH.







 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com