News from Abroad: Electric Expansions
In today’s News from Abroad installment, we highlight an electrically heated aging furnace for aluminum production, an electric arc furnace as part of a £1.25 billion ($1.69 billion USD) transformation, a new electric arc furnace world record, and more!
Heat Treat Today partners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. Furnaces International, a Quartz Business Media publication, primarily serves the English-speaking globe, and heat processing, a Vulkan-Verlag GmbH publication, serves mostly the European and Asian heat treat markets.
Vertically Integrated Aluminium Producers Commissions Electrically Heated Aging Furnace

Source: Furnaces International
“ALRO, one of the largest vertically integrated aluminium producers in Europe by production capacity, announces the commissioning of an electrically heated aging furnace.
“This follows a total investment of 11.5 million RON (Romanian new leu) into the project. The commission comes as part of the company’s strategy to increase the production of high value aluminium.
“The CEO of ALRO, Marin Cilianu, stated: ‘By replacing natural gas with electricity, this equipment not only brings added precision and efficiency to our production processes, but also aligns with our firm commitment to sustainable development.'”
READ MORE: “ALRO implement electric furnace” at furnaces-international.com.
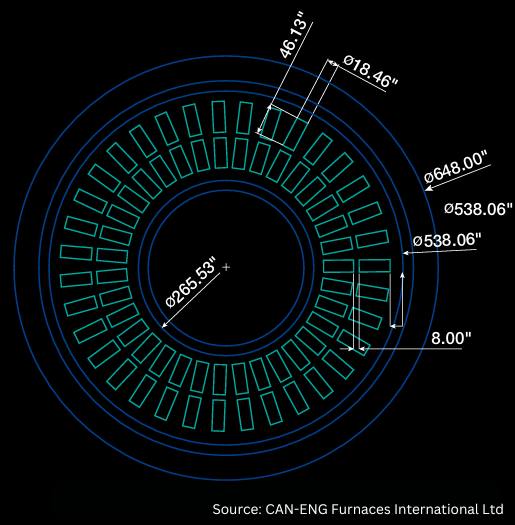
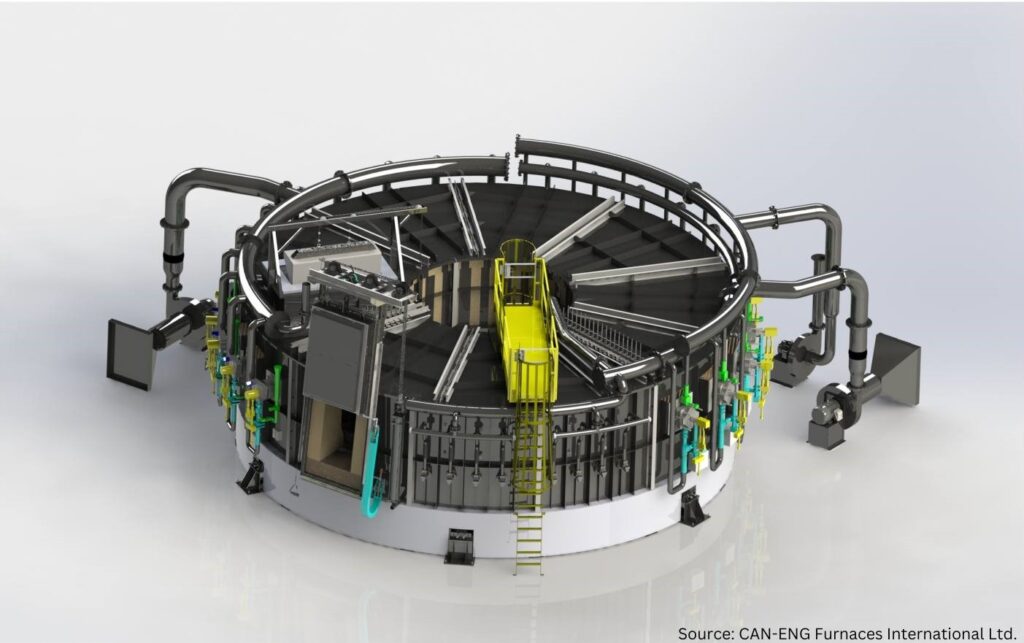
All-In-One Machine: Cold and Hot Forming

Source: Furnaces International
“Tata Steel UK launch the construction of its electric arc furnace (EAF) facility in Port Talbot, South Wales. This is part of a £1.25 billion transformation to low CO2 steelmaking, supported by a £500 million investment from the UK Government.
“To mark the construction, Chairman of the Tata Group, Mr. Natarajan Chandrasekaran, was joined at the ceremony this week by Tata Steel CEO and Managing Director, T. V. Narendran, and Tata Steel UK CEO, Rajesh Nair, as well as government ministers.
“Mr. Chandrasekaran stated: ‘This is an important day for Tata Group, Tata Steel and for the UK. Today’s groundbreaking marks not just the beginning of a new Electric Arc Furnace, but a new era for sustainable manufacturing in Britain. At Port Talbot, we are building the foundations of a cleaner, greener future, supporting jobs, driving innovation, and demonstrating our commitment to responsible industry leadership.’”
READ MORE: “Tata Steel UK celebrate Electric Arc Furnace” at furnaces-international.com
Electric Arc Furnaces Set World Record

Source: Furnaces International
“Two EAF Quantum electric arc furnaces (EAF) from Primetals Technologies have set a world record after achieving up to 50 heats per day. The furnaces are located at the Hubei Shunle site in Hubei Province, China.
“Figures by Primetals show that on top of achieving 48 to 50 heats a day, both EAFs can record tap-to-tap times of less than 28 minutes and have power-on and power-off times of 25 and 3 minutes respectively.”
READ MORE: “EAFs supplied by Primetals set world record” at furnaces-international.com
ABP Induction

Source: ABP Induction Systems GmbH
“ABP Induction celebrated its 20th anniversary with an official ceremony: On November 1, 2005, the company was spun off from the ABB Group and started into a new future as an independent company…
“Heike Marzen, managing director of the Dortmund Economic Development Agency, praised ABP Induction as an important pillar of Dortmund’s economy. She emphasized that over the past two decades, the company…impressively demonstrated its ‘Innovative strength, commitment and sustainable development.’ Many of those present had followed the company’s development.
“Heike Marzen emphasized that ABP Induction, as ‘one of the world’s leading manufacturers of induction melts, heating systems and aftermarket services,’ is a valuable partner for Dortmund. She was particularly impressed by the innovative technologies and tailor-made solutions that ABP uses worldwide.”
READ MORE: “20 years of ABP Induction: From a courageous new start to an international success story” at heat-processing
Get the Scoop: UK Metals Expo 2025

Source: Furnaces International
“UK Metals Expo returns on 10 and 11 September 2025 at the NEC Birmingham, uniting the entire metals supply chain with the manufacturing and engineering community.
“Launched in 2022, UK Metals Expo is the essential meeting place for fabricators, stockists, production specialists, procurement teams, engineers, researchers, manufacturers, and policymakers. It’s where the industry comes together to collaborate, share ideas, and do business in a welcoming, engaging environment.
“At UK Metals Expo 2025, you can meet face-to-face with leading suppliers and top technical experts ready to tackle your project challenges and deliver tailored solutions. Expect live machinery demos, automation, robotics, and AI-powered technology, plus cutting-edge materials, coatings, and processing systems.”
READ MORE: “Sneak peek into UK Metals Expo 2025” at furnaces-international.com
6 Projects Adopted for energy sector

Source: Adobe Stock
“On August 6, the German Federal Government launched six projects of the Federal Ministry of Economics. In doing so, the BMWE is implementing important requirements of the immediate action programme.
“In addition to the Carbon Dioxide Storage Act and the simplification of public procurement law, four important energy projects were launched and companies and citizens were relieved.”
READ MORE: “Federal Cabinet adopts numerous laws in the energy sector” at heat-processing
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
News from Abroad: Electric Expansions Read More »