Changes are inevitable, but the world today is changing so rapidly that it’s constantly keeping us on our toes. Do two men from different parts of the world, both with significant experience within the heat treating community, have vastly different perspectives on the happenings in the heat treat industry?
We want to find out, so we asked a question that focuses on the world of heat treating to Thomas Schneidewind, the editor-in-chief ofheat processing magazine, and Doug Glenn, the publisher and founder ofHeat TreatToday. The question: What does the heat treat shop of 2050 look like?
Thomas’s expertise lies in the European market while Doug’s resides in the North American market. We will feature their responses in each print magazine. Will their views align? Time will tell. Enjoy this second installment of an ongoing column. This column was first published in theJune 2022 Heat Treat Buyers Guide print edition.
What Does the Heat Treat Shop of 2050 Look Like?
Thomas Schneidewind, Editor-in-Chief, heat processing magazine
The Limits of Digitalization
Thomas Schneidewind Editor-in-Chief heat processing Magazine
Do you still remember the New Economy? The predictions of some economists at the beginning of the internet economy heralded the end of the classic business cycle when it vanished into thin air in March 2000 – just like the internet bubble on the stock market.
However, a look back at the turn of the millennium shows that many ideas were formulated back then that are only now – more than 20 years later – changing our lives. At this point, I would like to recall The Cluetrain Manifesto, the internet bible of the first hour. This document sets out 95 theses for the new corporate culture in the digital age. Thesis 1 states, “Markets are conversations.” Thesis 19 says, “Companies can now communicate directly with their markets. If they don’t seize this opportunity, it could be their last.”
Today, real-time communication is commonplace. Many companies are designing their workflows to be flexible and able to respond quickly to the needs of their customers and employees. One example: LOI Thermprocess GmbH relies on networked working at its new location in Duisburg, Germany. The central component of the concept is a digital room. From here, employees around the world can take virtual tours with customers. They walk through the plant with a terminal device and employees of the plant manufacturer interact with them remotely.
The SMS group will also implement even closer cooperation along the entire value chain at its new site in Mönchengladbach. The Technology, Service, and Digitalization Campus currently under construction will enable agile working in a 5G infrastructure and offer generous social and communication areas.
In heat treatment, digitization is making an important contribution to implementing the changeover in automated drive technology production. Significantly higher speeds of electrified drives and the resulting change in stress on components require heat treatment that meets these requirements. The high number of variants in drive technology also leads to smaller production sizes – the plants have to be designed more flexibly. In this context, digitization plays an important role.
Another aspect is the work in plant engineering with digital twins. Digital models can be used to increase efficiency in production. It is also about speed in the development of plants and the optimization of processes. The result of any digitization strategy is an increase in competitiveness.
Since almost anything is technically feasible today – at least in theory – the question is rather about the limits of digitization. These are manifold in nature: starting with heterogeneous IT landscapes in companies. These make cross-process integration difficult in regard to data security, (which apparently cannot be guaranteed), to dystopian fears of the replacement of humans by machines, (which stands in the way of the acceptance of digital solutions). In other words, digitization must always remain only a tool, not an end in itself. We recognize this most when the digital space prevents genuine personal communication.
Doug Glenn, Publisher, Heat Treat Today
Doug Glenn Publisher and Founder Heat TreatToday
Roughly 30 years ago, I asked this same question to the publishing staff of Industrial Heating magazine. I was their publisher at that time and the answers were intriguing. One person predicted that we would not have phones on our desks and that we would do most of our communication over our computers. Smart phones were not a thing at that time, so that prediction seemed far-fetched, but the “no phones on our desks” prediction has proven to be pretty much true.
What a 2050 heat treat shop/department will look like will be largely dependent on the type of work being processed. For captive shops, we should fully expect that these shops will be nearly 100% automated and self-governing. This includes incoming material analysis, load configuration optimization, multi-furnace utilization schedules, and part-by-part processing analysis – all will be done without human intervention. We will undoubtedly see more artificial intelligence including the resolution of unexpected problem situations that arise during the heat treating process.
More importantly, the idea of a distinct heat treat department will be less and less prevalent. By 2050, the vast majority of captive heat treatments will be done in-line with the manufacturing process with little or no interventions from humans. Washing, fixturing/loading, temperature measuring and control (most of which will be done continuously with full-part, non-contact infrared scanning), and inspection will all be done autonomously.
Most parts will be heat treated individually with single-part traceability/accountability.
The need for heat treat will be minimized with advances in the development of nanomaterials and the ability to designer-build alloys with specific metallurgical/mechanical properties.
Equipment controls and process control will be remote and cloud-based. These are some of the characteristics for captive shops where product variability is low and volumes are high.
For commercial heat treat shops where variability is high and volumes are relatively low, much of the same will be true with less and less human interaction needed. Nonetheless, these job shops will still have a higher need for human interaction than the captive shops. Commercial shops, however, will be much more highly automated than they are today, especially when it comes to part recognition and the recipes associated with those parts.
Finally, I don’t see heat treating as a carbon-free activity in 30 years. In fact, as the need for energy grows, I see the heat treat industry continuing to use carbon-based fuels. The only thing that will change in the next 30 years is the opinion that carbon is the devil. Although much slower moving, I think the world’s opinion about the evils of carbon will change much like the anti-cancer diet du jour in today’s world. In 2050, carbon will no longer be a dirty word.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 14 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
A leading Chinese manufacturer of aluminum plate and bar heat exchangers ordered a semi-continuous Active Only® furnace from SECO/WARWICK.
Ipsen recently installed a second Turbo2Treater vacuum furnace at Temprasud, a commercial heat treater in Fresagrandinaria, Italy.
Tenova was awarded two contracts by Tenaris for its mill in Dalmine, Italy. Both contracts are related to the steelmaker’s new investment in special steel production. The two companies belong to the Techint Group.
Nucor contracts Fives for a vertical and a horizontal galvanizing line at Nucor’s Greenfield, WV sheet mill, each with a capacity of 500,000 tons per year.
Semi-continuous furnace for aluminum plate & bar manufacturer
Vacuum furnace to Temprasud
Two contracts for Tenova
Personnel/Company Chatter
Oxy-Gon Industries announced the launch of their new website, designed in collaboration with research universities, government R&D, and other client partners.
Fives launched pioneering IIoT product: North American CertiFire®.
Ipsen hired Navid Gamerschlag to the role of European sales manager — Vacuum Technology. He will be based out of Cologne, Germany.
As of April 19, 2022 Nitrex.com is available in eight languages.
The Supervisory Board of thyssenkrupp Steel Europe AG has approved the proposal to expand the executive board as of May 1, 2022. Heike Denecke-Arnold will be chief operating officer responsible for the operating production areas and thus the entire area from iron and steel production down to the finishing stages as well as quality and logistics.
Thermcraft, Inc., an international manufacturer of thermal processing equipment, announced today that Andrew Belling has joined the company as the general manager. Belling will be responsible for process improvement, positive growth, and continued development within Thermcraft, Inc.
Launch of new website
Navid Gamerschlag, European Sales Manager — Vacuum Technology, Ipsen
Dr. Heike Denecke-Arnold, Chief Operating Officer, thyssenkrupp Steel Europe AG
Andrew Belling, General Manager, Thermcraft, Inc.
Kudos Chatter
Solar Atmospheres of Western PA (SAWPA) was recently awarded three years merit status for the Safety and Health Achievement Recognition Program (SHARP) accreditation. The SHARP is designed to recognize employees and employers for their effort in establishing and maintaining all elements of an effective safety and health program.
Solar Atmospheres of Western PA presented their newest furnace installation --- a vacuum oil quench --- in an open house furnace dedication. William R. Jones, CEO of the Solar group of companies, and Roger Hill, president of Solar Atmospheres of Western PA, both gave remarks, as well as several state and local government representatives
MTI will create a new award, the FNA Industry Award, to be given on the opening night of FNA 2022. The award will recognize an individual who has made great accomplishments in the last five years.
Metalex Thermal Specialties achieved AS9100:2016 and ISO 9001:2015 for the quality management system implemented by its heat treating facility in Berthound, CO.
SHARP Accreditation for SAWPA
MTI to give FNA Industry Award
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to bethany@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Heat Treat Radiohost, Doug Glenn, and several otherHeat Treat Today team members sit down with long-time industry expert Dan Herring, The Heat Treat Doctor®, to talk about simplified mill practices and processes as they relate to aluminum and steel. Enjoy this second informative Lunch & Learn with theHeat Treat Today team.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.
The following transcript has been edited for your reading enjoyment.
Dan Herring (DH): It’s my pleasure to be here and what I’m going to attempt to do in about the next 30-40 minutes is take about 3 or 4,000 pages of literature and condense it down into some simple English and some common sense, if you will.
We will talk about mill practices, production methods, and what I like to call the forms produced. We might call this whole thing “simplified” for lack of a better terminology, if that makes sense. I’ve selected two very common materials to talk about. The first one is aluminum and the second is steel. But I’m going to disguise that a little bit and talk a little about aluminum and iron. Just to recall, maybe our high school chemistry, aluminum (or aluminium as it’s called by the rest of the world), has chemical symbol Al and iron has chemical symbol Fe. You might wonder how we got Fe from iron: it’s from the Latin word ferrum. Aluminium is another story which I’ll leave for another time, but it is quite interesting.
If we’re going to talk about aluminum and if we’re going to talk about iron, why isn’t steel an element? That’s a question I get very often. Steel is actually an alloy. That’s a combination of different elements. The way I like to think about steel is it’s iron and manganese and carbon and some other alloying elements put in that make specific types of steel that are used for specific applications and application purposes.
Watch or listen to the first episode in this series
The other common question I get is you’ve heard of terms in history like “the stone age” where all the tools and, by the way, the weapons were made of stone. Similarly, the stone age gave way to something called “the bronze age.” That’s where an alloy of copper and tin came on. Again, it made better tools and, by the way, better weapons than the stone tools were. Then, later, you probably heard that there was something called “the iron age”, and we all commonly have heard these terms, but why haven’t we heard about “the steel age”? That’s a common question. What is the steel age? Why isn’t it an age, if you will? That’s because we came up with a very fancy term: The Industrial Revolution, where we started to use steel as an engineering material. I don’t want to get too off subject here, but thought I’d mention that.
So, we begin with raw material, and we call that within the industry an ore. Now, most raw material is in the form of ore or minerals that are found in nature, and they’re typically the element of interest (aluminum or iron in this case) combined with possibly some undesirable elements. The ore that we get from the raw material that we get from the earth has to be refined to make it into a metal. And there are certain raw materials (gold is a good example), that are found in its pure state. I which I could have found more of it in my career, then I wouldn’t be talking to you, but that’s a different story! The idea here is the fact that most ores come in the form of, or most minerals are found in nature and have to be refined.
[blockquote author="Dan Herring, The Heat Treat Doctor®" style="1"][The] chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that[/blockquote]
The principal ore containing aluminum is something we call bauxite. Bauxite is aluminum oxide, chemical symbol Al203. The way I like to think of bauxite is bauxite is dirt. We can put a dress on it, but it’s still dirt at the end of the day. It’s a special type of dirt. It’s a dirt that has 40-60% aluminum oxide in it. And there are certain areas in the world where bauxite is more common than others. Interestingly enough, Australia is a tremendous source of bauxite as is Africa. That’s why you find the majority of bauxite mines in either Australia or Africa or other places in the world.
When you get into iron, there are two principal ores — there are hematite and magnetite. They are iron oxides and they’re obviously rich in iron.
But to begin, let’s deal with aluminum and what the mill has to do, or what the aluminum manufacturing process really is. We start off, as I said, with dirt, with the raw ore. We then get fancy, and we crush it into a very coarse powder and then after we’ve crushed it, we want to refine it — we want to take and remove some of the impurities. So, we mix it with a little of what we call caustic soda, which is sodium hydroxide, and lime, which is calcium oxide or calcium carbonate, and we use that refining method to purify the raw ore. What we wind up with, interestingly enough, is a very fine white powder which is called alumina or aluminum oxide.
We start out the manufacturing process with a raw material that is a very, very fine powder that is almost all (principally 99%) aluminum oxide. We take it and we put it into a furnace, and we heat it. We do that process with electricity because we’re using carbon anodes, if you will, placed into the bath that we pass current through to melt the aluminum. The process therefore is extremely energy intensive. That’s why you find aluminum production plants in areas like the Tennessee valley, where we have a lot of hydroelectric power. You find them in Iceland, where you have a lot of geothermal energy to help produce electricity. But they’re very electrically intensive operations.
The scientific reason for that is that the chemical bond between aluminum and oxygen is very strong. As a result of that, we need a lot of energy to break that bond apart, to produce aluminum the metal and oxygen the byproduct. A lot of energy is required for that.
You might also find it interesting that when the process was first developed back in the 1880s, and it took that long to produce pure aluminum — if I remember right, the year was 1883 — but the price of an ounce of aluminum was more expensive than the price of an ounce of gold just because of the manufacturing of it.
But anyway, we’ve taken this aluminum powder, which is a white powder, we’ve melted it into a silvery-colored metal, and we do that inside a furnace. Then we tap the furnace — in other words, we pour out the molten aluminum and we either produce cast products from the aluminum or we produce what are called ingots for subsequent working. We either make castings directly or we make ingots.
Cast products, examples of them, might be engine blocks, wheel rims for automobiles, even some small appliances (there are toasters that are cast), patio furniture, tools, cookware — a lot of things wind up just as cast products.
But if we’ve produced an ingot, now we have various methods that we take to produce an engineered product, if you will. We can extrude the aluminum — in other words, we can take an aluminum ingot and we can put it in a press and press it into a form and we can make things like aluminum ladders, bicycle frames, even certain airframe components, out of extruded material. We can take these ingots and we can roll them — we can roll them hot, or we can roll them cold — this is called hot rolling and cold rolling.
But we can turn around and when we roll it, we can make sheet, we can make plate, we can make something that we’re all very familiar with which is aluminum foil. We can make wire, heat exchangers, panels for automobiles, and battery components. Again, in the transportation industry, we can make a lot of things for automobiles or airplanes.
Similarly, we can also forge the material. We hot forge it in this particular case, but we can make various rings and blocks and cylinders and sleeves and components that we can then take and machine.
The process of manufacturing aluminum is relatively straightforward, and it winds up, as I said, with an ingot of some type that is then manufactured into a product.
Doug Glenn (DG): I want to jump in with two thoughts:
You’re talking about that the manufacturing of aluminum from raw materials is highly energy intense. Two points on that: One, it’s much more energy intense than steel production, for one thing, and secondly, that makes some sense of why it is we do so much recycling (or at least try to) of aluminum, because it’s a lot cheaper to take already formed aluminum (an aluminum can or an aluminum wheel off a car) and melt it down. The amount of energy to do that is a lot less than it is to create aluminum from scratch. That was one thing, Dan, if you want to comment on that.
The second thing is you were talking about extruding. I imagine that most everyone knows what that is. You were talking about pressing it into a form. You’ve got to remember that with an extrusion, you’re pressing it through a dye. It’s kind of like your playdough that you push in that form, and you get a shape coming out the other end — that’s extrusion, and not to be confused with forging where you’re putting it into a closed thing and pressing it into a form.
DH: Those are both very, very good comments. Interestingly enough, when you get into iron and steel making, the minerals, the iron oxides if you will, are far easier to break the bond between iron and oxygen than it is between aluminum and oxygen. That’s why the aluminum is such an energy intensive process.
And absolutely correct — recycling saves a tremendous amount of cost and is something that is vital to the long-term success of aluminum because an aluminum product, in general, is more expensive than a steel product.
You are correct — when you extrude something, you basically squeeze it through a dye, if you will. We’ll talk about that a little bit more in forging.
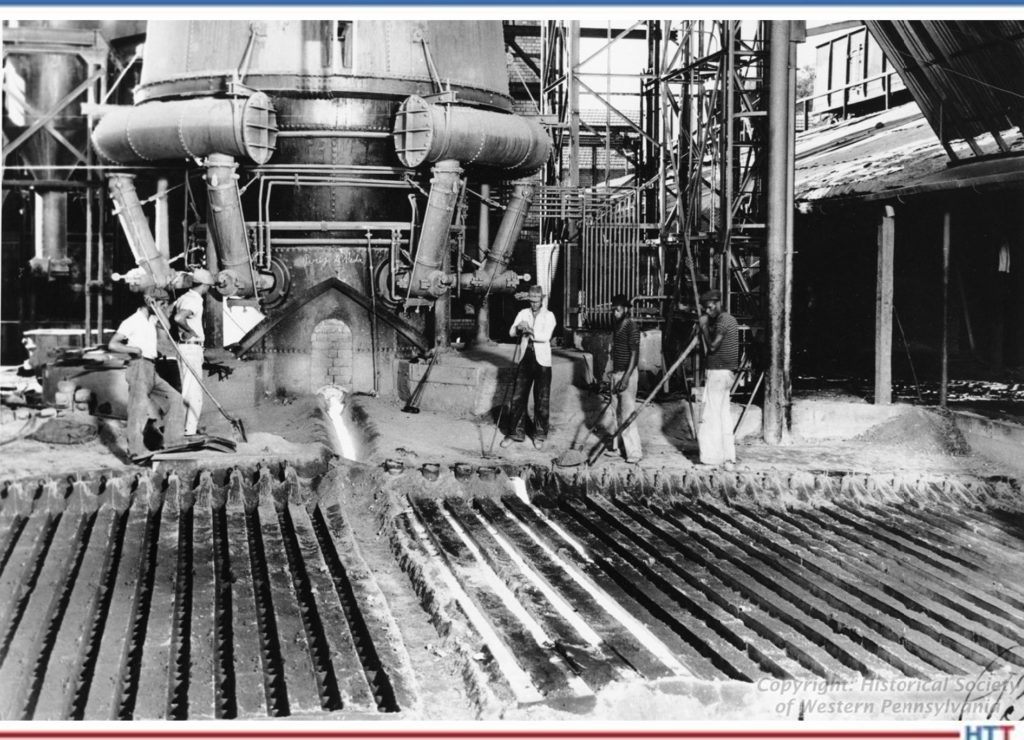
I want everyone to understand that when we start to talk about iron and steel making, because the process has been around for such a long time, there are certain terms that are used in the manufacturing process that have become synonymous with the process itself. Once again, we start out with an iron oxide, a mineral in the form of magnetite or hematite. We take that raw ore and we put it into something called a blast furnace. This is where we do a process called “smelting” of the material. We form a metal by taking and reducing the ore in the presence of air under pressure.
Source: Historic Pittsburgh
Coming out of the blast furnace is molten metal, molten iron, if you will. Now, historically, it’s called “pig iron.” The reason for that is when they originally cast different molds with shapes, the resulting structure looked like a litter of piglets that were actually suckling on their mother. So, the term “pig iron” came about. These little “pigs,” if you will, were broken off from the main casting. As I said, there are a lot of historical things going on.
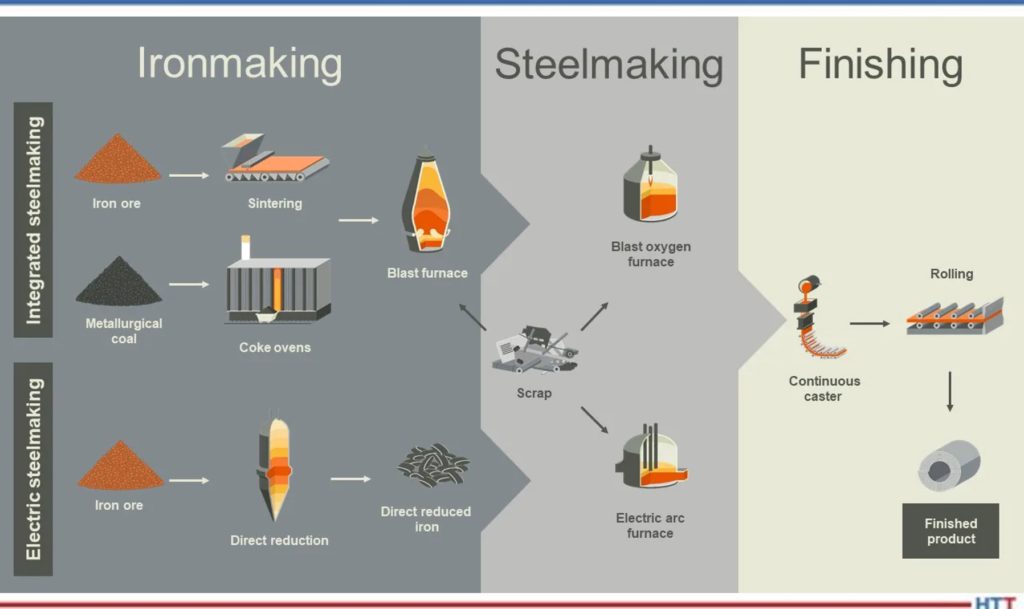
In the old days, you then took the pig iron and you put it into what is called either a BOF (basic oxygen furnace) or an EAF (electric arc furnace) and then you remelted the pigs, if you will. But today, in most of the BOF and EAF processes, you wind up charging a hot liquid iron into those furnaces. They heated up, or continued to heat up, and then you turn around after you’ve converted the pig iron (which is about 94% iron and 6% impurities, so it’s still very impure) and with processing in a BOF or EAF furnace, you get the impurity levels down to less than 1%.
You might say to yourself, “Why is that important?” The idea in steel making is to take the raw material — the iron — and take everything out of it, so we can precisely add back in just those chemical elements that we want to make a particular type of steel. That’s essentially what the BOF or EOF is doing it; it’s converting the molten metal (or the pig iron) into a very, very pure material.
We then do a process which is called “tapping.” We transfer the raw material into a ladle furnace and inside the ladle is where we do the remainder of the refining process. What we wind up doing is we purify the material — we get rid of the additional impurities that are present, anything from hydrogen and oxygen and excess nitrogen to tramp elements and things of this nature. So, in the ladle, we do the refining. This can be done in a vacuum process, a vacuum degassing process, it can be done with an argon process, if you will. But we go from the blast furnace to the refining furnace (the BOF or the EAF), we then go into the ladle and what we’re doing is we’re taking the raw material and we’re making a purer and purer and purer form of, first of all, iron, and then we’re starting to add in elements that we want to make a particular grade of steel or type of steel. Then we’re going to do a process called “teeming” and “casting.” Teeming is basically pouring the molten metal into molds.
Source: BHP
What we wind up with is we have a process where we have liquid steel and we’re going to send it into either something called a continuous caster, we’re going to make ingots out of it, or we’re going to take and atomize the steel. I want to talk about atomizing the liquid steel first. The process is done by adding a gas such as nitrogen or argon or even air, or by using water, but the idea here is that what you wind up with is a powder metal.
By the way, it’s called “powder” metallurgy not “powdered” metallurgy. Powdered is cookies, but powder is what we produce from the atomizing process. The powder can either be spherical in nature or it can be rounded or even irregular-shaped, depending on the type of atomization process. But we take this liquid stream of metal, and we impinge it with either water or gas and burst it or break it apart into particles. Then we do a simple process which is called screening of those particles — it’s basically taking and getting finer and finer, or dividing the powder into finer and finer powders.
Depending on the purification of the powder, how fine the powder is, we use it for what we call conventional powder metallurgy, so we take and use it for basic sintering operations, for example. You’re all familiar with the rearview mirror on your automobile. Interestingly enough, the rearview mirror fits into something called a mirror mount, and that mirror mount is a powder metal part. It happens to be a stainless steel, but it’s a powder metal part.
The idea is the fact that we can have a conventional powder metal. We can have (if we use finer powder) a metal that is suitable for metal injection molding for making things like firearm components, orthodontic braces and things of this nature, or other medical-type devices. Or, if we get a superfine powder, we can turn around and we can use it for something called additive manufacturing.
We’ll talk a little bit more about these later, but from the casting process, we can either go into a continuous caster, we can make ingots, or we can atomize the liquid steel.
If we go into a continuous caster, we’re cooling down the steel and we’re producing three products — they’re called blooms, billets, and bars. Basically, the difference between them is their physical shape. A billet might only be 10 inches square or something of this size (10 x 10 x 10 inches). A bloom is defined as something that is less than one hundred square inches, typically, except if it’s a jumbo bloom caster which makes bigger blooms, but we’ll ignore that as it gets complicated quickly.
The idea here is the fact that we’re either going to take the liquid steel, we’re going to cool it down in some continuous fashion or we’re going to put it into a mold to make an ingot or we’re going to atomize it using water or a gas to make a powder. Those are the three forms that come out of this whole process.
DG: Dan, I’ve got a quick question for you on that: With the aluminum, you mentioned that you can melt it and then cast it directly into a finished product (a cast product). Do we do that much with steel? Do we often take steel and actually take it directly into an alternator casing or some other finished part?
DH: Absolutely. There is a lot of cast steel that is used. The example that comes quickly to mind are probably valve bodies that are used in the petrochemical industry and things. If you think about the iron side, you’re very familiar with cast iron skillets and cast iron cookware. You can also have steel castings as cookware, but you typically don’t as it’s more expensive. But yes, you can make a variety of products directly as a casting.
As I said, you can make powder metallurgy products, and you can also make a family of products that we then call wrought products. What we do is we take those billets, blooms, and bars and then we either hot work them or cold work them to make various types of materials. We can roll them, we can pierce them, we can forge them. We can make sheet, we can make plate, we can make bar and tubular products, we can make wire, we can make strip. A good example is the fact that if you’re a razor blade manufacturer, you want to order material from the mill that’s in the form of strip, thin strip actually.
If, on the other hand, you’re in the oil and gas industry, and if you’re ordering pipe or tubing for use, as we call it, “down hole”, obviously it does no good to have delivered a strip of steel or a sheet of steel or a plate of steel, you want something obviously in the form a tube or a pipe that can then be used.
On June 16, 2022, a heat resistant high alloy casting and fabrication company headquartered in Avilla, Indiana acquired certain assets of Performance Industrial Products, LLC (PIP), a dynamic heat resistance high alloy foundry located in Waupaca, Wisconsin.
"We are excited to add PIP’s casting expertise to our American-based centrifugal and no-bake sand casting capabilities," said Chad Wright, president of WIRCO, Inc. "PIP’s expertise and capacity [. . .] greatly increases our ability to supply the growing demand for highly engineered tubular and sand-based castings."
"We are thrilled to be a part of the WIRCO team," added Chris Robbins, president of PIP. He continues that his company looks forward to "We look forward to contributing to their already exceptional reputation in supplying high quality domestic made heat resistant castings and fabrications to the thermal processing industries."
Pictured Above (From Left to Right): Aaron Fisher -Vice President Wirco, Chad Haines – Sales Manager Wirco, Chris and Betsy Robbins PIP, Chad Wright – President Wirco Source: WIRCO
The WIRCO family of companies is headquartered in Avilla, Indiana and is now comprised of three Indiana manufacturing centers along with foundry operations in Champaign, Illinois and Waupaca, Wisconsin.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Part discoloration after vacuum heat treating? What can heat treaters do to prevent this? In this best of the web, Q&A-style article, witness the heat treating industry gather around to exchange ideas and find a solution to the problem. Part position, backfill gas level, contaminated quench gas, or an air leak could all be to blame in this Technical Tuesday.
Dan Herring weighs in on the issue as well. To read The Heat Treat Doctor's®diagnosis, click the link below. Learn how the color and position of the discoloration give clues as to the source of the problem.
An excerpt:
"So, what else could be happening? Let The Doctor add a few thoughts to the discussion. First, the fact that the discoloration (staining) is brown in coloration suggests that the oxide is forming on the part surface during cooling when the temperature is in the range of (approximate) 245ºC – 270ºC (475ºF – 520ºF). This is supported by the fact that the oxidation does not occur “during natural cooling” (which we assume to mean cooling under vacuum). Second, the fact that the discoloration is more evident at the bottom of the load suggests the phenomenon is (gas exposure) time dependent, that is, the longer the parts take to cool through the critical range, the greater the chance for discoloration."
Heat Treat Today is partnering with heat processing, a Vulkan-Verlag GmbH publication that serves mostly the European and Asian heat treat markets. Together, we are sharing the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat.
In theJune 2022Heat Treat Buyers Guide print edition, we looked to our European information partner to hear about captive heat treaters investing in new equipment, furnace manufacturers shifting management, and heat treaters celebrating big anniversaries.
French Captive Heat Treater Invests in Screw Press
"At its location in the French town of Châteubriant on the Atlantic coast, the agricultural equipment manufacturer Kuhn develops and manufactures, amongst other things, tillage equipment, plows, and sowing machines. From the very start, Kuhn Huard has had an undeniable competitive advantage thanks to its forging and heat treatment know-how."
Shifting Management for Global Player in Heat Treatment
"[Dr. Peter Schobesberger’s] place as CEO of AICHELIN Holding GmbH will be taken by Dipl.-Ing. Christian Grosspointner. He is a trained industrial engineer with a wide range of experience in the management of manufacturing companies in the mechanical and plant engineering industry as well as in metal processing."
Celebrating Decades of Serving Heat Treaters with Burner Technology
"Since its foundation in 1992, NOXMAT has stood for state-of-the-art burner systems, which are developed, manufactured, and produced in Oederan. Research and Development thus play an especially important role. At the in-house ‘Technikum,’ technological innovations are developed and tested for marketability."
Welcome to Heat TreatToday's This Week in Heat TreatSocial Media. You know and we know: there is too much content available on the web, and it’s next to impossible to sift through all of the articles and posts that flood our inboxes and notifications on a daily basis. So, Heat TreatToday is here to bring you a hot take of the latest compelling, inspiring, and entertaining heat treat chatter from the world of social media.
This week we'll check out some heat treating topics that are close to home (maybe even in your kitchen!) as well as learn about a metal that's a national security concern.
You may have used a knife to cut your steak last night, but what's the story behind that crisp, clean edge? Check out this video to learn the basics of heat treating knives.
2. Kudos to Past 40 Under 40 Winners!
Mastering the Subject
Alberto Ramirez, Contour Hardening, was excited to share a big milestone: a master's in Information Technology Management. We're proud to have him in the 40 Under 40 Class of 2021.
This month, social media was a-buzz with news from Family Business Magazine. Heather Falcone, CEO of Thermal-Vac Technology, was named as one of the "Transformational Women." This 2019 40 Under 40 winner sure has a knack for collecting awards.
Speaking Candidly
Mark Rhoa, vice president at Chiz Bros, delivered a talk on thermal performance in furnaces with refractory and insulation products at the ASM 2021 heat treat show.
3. A Triad of Trending Topics
Precious metals in your pocket, an exciting future in heat treating careers, and a new VOQ in Western PA? It's going to be a good weekend.
What's Going On in Your Phone?
Jobs, Jobs, Jobs
.VOQ Maiden Voyage Coming Soon
4. The Reading Corner
Doing a little personal development this weekend? Why not increase your heat treating knowledge by perusing these articles?
Integrity. . .the Mechanical Kind
Graphene, the Wonder Material That Became a National Security Concern
We will explore the ever-popular subject of how to make money the easy way. Well, better stated: How to save some money, but at the end of the year the result is the same.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inJune 2022 Heat Treat Buyers Guide print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
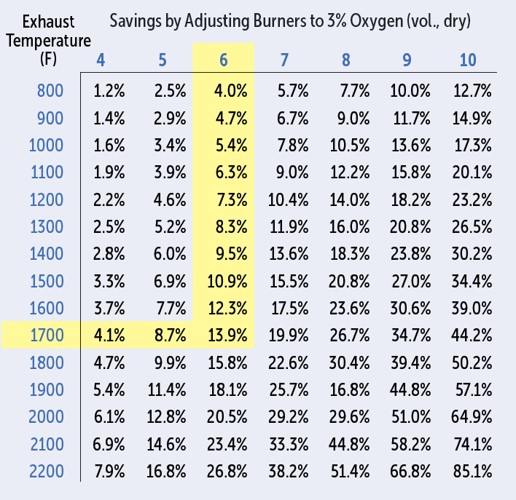
For our discussions, we will assume that we are operating a continuous heat treat furnace that processes work at 1600°F. The furnace currently consumes 2,000 SCFH of 1000 BTU/SCF natural gas and operates 8,000 hours per year. With today’s natural gas at 8.00 USD per 1 mmBTU (1 mmBTU = 1,000 SCF of natural gas), our furnace’s annual operating cost is:
Using our trusty combustion analyzer that provides a readout of the oxygen present in the flue products, we quickly determine the fuel contains 6% O2 (measured by volume, dry basis). The “volume/dry basis” is the most common value measured by handheld combustion analyzers. We measure the temperature of the flue products at 1700°F. Our burner and/or furnace specifications say the system should be operated at 3% O2. How much can we save by adjusting the burner(s) on this furnace?
Table 1 below provides savings numbers that result when non-recuperated burners are returned to 3% O2.
If we read where the exhaust temperature row intersects with our column for our starting O2 volume in the flue products, we see the resultant savings will be 13.9%:
We chose 3% O2 in the flue products (around 15% excess air) because radiant tubes and direct fired systems can commonly operate at this level with little CO or soot generation. A simple combustion analyzer can be purchased for a few thousand dollars and the labor required to make these adjustments is generally under a day. The payback period for this maintenance investment is measured in weeks, even if it requires the purchase of new tools.
There may be an added benefit we receive when adjusting the furnace. We may have an opportunity to increase the throughput, so perhaps production can be increased while fuel costs are reduced.
Table 1 can be used for other specific conditions, so keep it handy. Next month, we will explore the savings resulting from recuperation or pre-heating the air.
Recuperation projects are more complicated and require greater investments, but they are becoming increasingly critical for heat treaters working to stay competitive in our new reality of dramatically higher natural gas prices.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Two atmosphere controlled retort box furnaces will be used for de-bindering ceramic matrix composite parts (CMC) as well as powder metals processing (PM) and hot isostatic pressing (HIP).
The main function of this L&L Special Furnace Co., Inc. furnace is to remove all organics and other materials used in the product prior to placing in a high fire vacuum chamber in a process called de-bindering: Parts are heated to 1220°F in a retort chamber that is pressurized with nitrogen. The by-products of the outgassing part are directed by pressure and flow out the rear of the furnace. The parts are then heated in a vacuum furnace to temperatures in excess of 2300°F. The result is a component that is stronger and lighter than titanium.
Aerospace and military have always been the key areas that CMC and additive technologies are applied. The CMC development is a key part of the subsonic ordnance project along with multitudes of other military applications. This technology allows for lighter and more durable aircraft, munitions, and body armor versus using some alloy and ceramic substitutes. Automotive has also always had a strong presence in the additive manufacturing industry as well.
It is new application areas were CMC technology is starting to shine. CMC technology is beginning to establish a presence in agricultural applications such as water desalinization, power and battery technology in providing lighter fuel cells. This technology will be applied to battery operated transportation vehicles, not only improving transportation capabilities but also lowering greenhouse emissions.
Twice a month, Heat TreatToday publishes an episode of Heat TreatRadio, a unique-to-the-industry podcast that covers topics in the aerospace, automotive, medical, energy, and general manufacturing industries. Each episode features an interview with an industry leader and is full of in-depth descriptions of technical content as well as heart-felt stories from industry legends. In today's Technical Tuesday, enjoy this snapshot of four episodes from Heat TreatToday's May 2022 Induction Heating print edition.
Heat TreatRadio: Lunch & Learn with Heat TreatToday – Heat Treatment vs. Thermal Processing
Dan Herring "The Heat Treat Doctor" The HERRING GROUP, Inc.
There is a world outside the heat treating comfort zone! The heat treating world can be steel-centric, iron-centric, aluminum-centric, and natural-gas centric. What may come as a surprise to most heat treaters is heat treating is a part of a much larger industry: thermal processing. In the thermal processing industry, steel, iron, aluminum, and natural gas are less the star of the show — although they are still important. The thermal processing industry deals more with finished goods like jewelry, while the heat treating industry deals with semi-finished goods like gears and other unassembled components.
In this episode of Heat TreatRadio, Dan Herring, The Heat Treat Doctor®, takes the heat treating world out of its comfort zone and into the world of thermal processing. Learn the difference between the two terms and some surprising ways thermal processing is used — including producing mayonnaise! Also included in this episode are some interesting statistics about natural gas consumption in the U.S. and a description of calcining, an area of thermal processing.
Read the transcript, and listen to or watch the podcast here.
Heat TreatRadio: All About Heat TreatBoot Camp with Doug Glenn
Bethany Leone, Heat TreatRadio editor, and Doug Glenn, publisher of Heat TreatToday, sit down to discuss Heat TreatToday's newest undertaking: Heat TreatBoot Camp. Heat TreatBoot Camp will cram 3 to 5 to 7 years of information into just a day and a half of classes. Settle into the Double Tree by Hilton Hotel & Suites in Pittsburgh Downtown the evening of Monday, October 31st for a good night’s sleep. Lectures begin the morning of November 1st and will end the afternoon of Tuesday, November 2nd. It won’t be all lectures though; there will also be soon-to-be-announced events in the Pittsburgh area.
What is the content of the lectures? Doug Glenn and Thomas Wingens of WINGENS LLC International Industry Consultancy will provide information on the heat treating industry players, products, processes, markets, and materials. If you are an industry-insider, an industry-outsider, a new employee in the industry, or an investor interested in mergers/acquisitions and feel like you need to know more about the heat treating industry, this event is for you. There is no other seminar or webinar like Heat TreatBoot Camp.
Read the transcript, and listen to or watch the podcast here.
Heat TreatRadio: Robotics in Heat Treat, a Conversation With Dennis Beauchense, ECM-USA
Dennis Beauchesne, Managing Director, ECM-USA, Inc. Source: ECM-USA, Inc.
Labor availability is a crucial issue in today’s heat treating shops. Are robots the solution to the ever-growing labor shortage? Dennis Beauchesne, managing director at ECM-USA, Inc. thinks mechanical arms may indeed be the solution to the lack of human arms. And robots are not replacing humans or taking away their jobs — they’re actually helping workers by doing the dull, repetitive jobs no one wants to do.
Listen to this episode of Heat TreatRadio to get up to speed on developments in robotics in heat treat. Vision recognition is a key factor in improving robots. Some heat treaters are even using robot cameras to measure distortion control on finished parts. Traceability with robots enables heat treaters to track exactly where a part was in a bin throughout the entire heat treating process. And, as Dennis puts it, robots are not just for heat treaters with a high-volume of the exact same part, because with new developments, robots can be programmed on the floor to deal with many different part shapes and sizes.
Read the transcript, and listen to or watch the podcast here.
Heat TreatRadio: Heat TreatLegends: Dan Herring, The Heat Treat Doctor®
“. . .I don’t view work as work, I view it as just a true labor of love.” In this episode of Heat TreatRadio, Doug Glenn interviews a Heat TreatLegend: Dan Herring, The Heat Treat Doctor®. Dan describes how he got his start in heat treating and manufacturing as early as six years old. Now, with six books published in the heat treating industry as well as many technical articles, Dan Herring is an easily-recognizable name. Dan is known throughout the industry as an expert problem solver who truly loves his work.
Learn advice from The Heat Treat Doctor® on how to succeed as a young person in the industry, how to contribute to science, and the first lesson of business: Be honest. Tune in to hear more words of wisdom from Dan about work-life balance, living in the moment, and having infinite patience.
Read the transcript, and listen to or watch the podcast here.








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
 Heat Treat
Heat Treat 




















 French Captive Heat Treater Invests in Screw Press
French Captive Heat Treater Invests in Screw Press Shifting Management for Global Player in Heat Treatment
Shifting Management for Global Player in Heat Treatment Celebrating Decades of Serving Heat Treaters with Burner Technology
Celebrating Decades of Serving Heat Treaters with Burner Technology


 We will explore the ever-popular subject of how to make money the easy way. Well, better stated: How to save some money, but at the end of the year the result is the same.
We will explore the ever-popular subject of how to make money the easy way. Well, better stated: How to save some money, but at the end of the year the result is the same.