Print copies of the Heat Treat Today fall 2019 publication began hitting mailboxes throughout the heat treat industry over the past couple of week, and now the digital edition is officially launched—today, Monday, October 7, 2019—with the following features:
40 Under 40 Class of 2019, highlighting 40 enthusiastic, forward-thinking, skilled professionals who have made a mark on the heat treating industry before their 41st birthday (plus 8 Honorable Mentions)
101 Heat TreatTips—troubleshooting, preventative, green initiatives, safety reminders, time savers—from experts representing all facets of the heat treating industry
A round-up of NewsChatteritems featuring personnel and company news, equipment transactions, acquisitions and expansions, and kudos
If you’ll be at ASM’s Heat Treat Show, visit us at Booth #2123 to discuss how Heat Treat Today can help you do your business, and remember to check out your registration packet for a complimentary copy of the print magazine!
Heat Treat Today is very pleased to present the 40 Under 40 Class of 2019. These enthusiastic, forward-thinking, skilled professionals are part of the reason the future of this industry is bright. We invite you to click to our newly unveiled page and read how Heat Treat Today’s 2nd class of 40 Under 40 is breaking barriers, saying yes to challenges, resolving the impossible, and reinforcing the culture of hard work and customer service.
Have a young professional in mind who should have been included? The nomination page will remain live to begin receiving submissions for the 40 Under 40 Class of 2020. Do it now!
Print copies of the Heat Treat Today Fall 2019 magazine have already been mailed out—we hear from many of you that you’ve received your issue—and if you’re at ASM’s Heat Treat Show next week, keep an eye out for your complimentary copy in your registration packet, or visit us at Booth #2123 and pick up a copy. This edition features the Class of 2019 40 Under 40, as well as the Honorable Mentions, and many articles pertinent to our industry such as 101 Heat TreatTips and samplings from our News Chatter feature.
In addition, you can sneak a peek at the digital version of the print edition by clicking here.
Thanks to all those who nominated individuals for this inaugural 40 Under 40 Class of 2019.
A leading integrated steel producer headquartered in Pittsburgh, Pennsylvania, announced a joint venture partnership agreement under which it has taken the first step toward acquiring an Arkansas-based steel manufacturer.
Big River Steel, which operates a LEED-certified Flex Mill™ in northeast Arkansas, will expand U.S. Steel’s technological capability and geographic presence through this agreement. U.S. Steel has purchased 49.9% ownership interest with a call option to acquire the remaining 50.1% over the next four years.
David B. Burritt, president and CEO of U. S. Steel
The Big River flat-rolled mill has advanced technology that allows it to produce a wide product spectrum, including advanced automotive steels and electrical steels, and provide high-quality products and services to customers in the automotive, energy, construction and agricultural industries. Big River’s recently announced Phase II-A expansion is expected to double the mill’s hot-rolled steel production capacity to 3.3 million tons annually.
“Our new partnership with Big River is designed to accelerate our strategy to offer our customers the ‘best of both’ by bringing together the capabilities of integrated and mini-mill steel production,” said David B. Burritt, president and CEO of U.S. Steel. “Big River operates the most advanced, state-of-the-art and sustainable mill in North America, and our investment would ultimately strengthen our competitive positioning in highly strategic steel-end markets, creating an unmatched value proposition for our stakeholders.”
“We have been investing in leading technology and advanced manufacturing so that we can assemble a portfolio of competitive assets with distinct advantages to serve strategic markets to better position U.S. Steel to be an industry leader in delivering high-quality, value-added products,” added Burritt. “The investment in Big River, coupled with our announced investments at Mon Valley Works and Gary Works, would ultimately position U.S. Steel with three core market-leading, differentiated and technologically advanced assets that will enable us to compete with anyone, anywhere, for generations to come. Each of these locations would be able to focus on the products that each facility is best designed to produce. As an organization, we will be nimbler, more resilient and our teams will be more efficient. Collectively, these actions will help us continue to create long-term value for our stockholders, customers, employees and the communities in which we live and work.”
David Stickler, CEO of Big River Steel
“U. S. Steel’s decision to partner with us through this investment in Big River is a decisive vote of confidence in our company, our vision and our people,” said Dave Stickler, CEO of Big River. “After just over two years of operations, we have built a unique platform that features the most advanced technology in our industry, and the very finest steel technicians in the business. We have always called ourselves a ‘technology company that just happens to make steel.’ In U. S. Steel, we have a likeminded technology-focused partner with an enduring tradition of excellence and a commitment to innovation. We are very excited about the possibility for what we can do together. As the newest steel production facility in North America, I could not be more proud to be partnering with a company started by Andrew Carnegie more than 118 years ago.”
Closing of the transaction is anticipated on October 31, 2019.
An industrial aluminum company headquartered in Atlanta, Georgia, recently received approval of its proposed acquisition of an Ohio-based aluminum rolled products producer, which would increase its capacity to provide lightweighting materials for the automotive market.
The European Commission announced approval for Novelis Inc. to acquire Aleris Corporation, conditioned upon the sale of Aleris’ plant in Duffel, Belgium, which produces aluminum for the automotive and specialties markets. Novelis is working expeditiously to market the plant to potential buyers, with the chosen counterparty and the definitive agreement for divestiture subject to European Commission approval.
With this conditional approval in the European Union, as well as a clear path forward for approval in the U.S., Novelis focuses on obtaining approval from the Chinese State Administration for Market Regulation (SAMR).
Steve Fisher, president and CEO, Novelis Inc
“Today’s announcement is another step forward in bringing Novelis and Aleris together, which will benefit our customers, employees, and the aluminum industry as a whole,” said Steve Fisher, president and CEO, Novelis Inc. “Overall, this transaction will strengthen our ability to compete against steel in the automotive market, meet growing customer demand for aluminum, achieve our recycling goals, and bolster our sustainability platform worldwide. In addition, it will further enhance our strategic position in Asia and diversify our overall product portfolio.”
The company expects to close the transaction by January 21, 2020, the outside date under the merger agreement.
Gary Burdardt, market development manager with Frigel North America
There’s only one constant about technology. It’s always evolving—revealing new innovations and opportunities. And as these new technologies come to light, heat treating operations have new opportunities to reduce cost, increase efficiency, and ensure consistent, optimized part quality, regardless of the job parameters. With the introduction of new process cooling technologies to the heat-treating market, previously unexplored systems become viable solutions for unanswered operating challenges.
When a tempered alloy manufacturer faced strict job requirements that demanded capabilities outside the competences of traditional technologies, a modular process cooling systems designer and manufacturer based in Italy with a North American operation located in East Dundee, Illinois, proposed a process cooling system that addressed key problem areas, while ensuring top system performance. As a result, the company was able to document operational cost savings of over $80,000 per year.
Gary Burdardt, market development manager with Frigel North America, is the author of this case study.
The Need for a Better Cooling Solution
Located on the East Coast, the manufacturer needed to find an alternative process cooling solution for its vacuum furnace cooling operation. It had been using air-cooled chillers, but the costs of continuous operation were too high. Operating as a batch furnace, the heat load of this particular application was specified to be approximately 200 tons, and process cooling water temperature, which was specified at 70°F, presented a significant challenge.
At 70°F, the required temperature was much lower than typical process cooling temperatures. For many vacuum furnace cooling processes, water temperatures can be specified as warm as 100°F for successful heat extraction. Because furnace vessels and resulting materials can reach temperatures as high as 1,300 to 1,700°F, water temperatures of at or near 100°F are able to maintain furnace vessel inner wall temperatures below a maximum (safe) temperature of 300°F. Though the final part temperature can be inconsequential, the batch of product needs to be cooled enough for comfortable handling in downstream operations.
Traditional technologies are capable of maintaining 100°F cooling water year-round. Maintaining temperatures consistently at 70°F is much more difficult. Facing high costs and strict temperature requirements, the manufacturer needed a new process cooling approach.
In this application, the manufacturer identified several process cooling areas of concern that, left unsolved, could jeopardize operations.
First and foremost, process cooling systems needed to adequately reduce heat transmission from the furnace vessel to the ambient environment. In addition, the air-to-water heat exchanger, used for batch cooling inside the chamber, needed to be cooled after the tempering process was complete. Likewise, the diffusion pump, used to evacuate air from the vacuum chamber, as well as the electrical cabinet relied on process cooling for optimized function. If the diffusion pump failed to perform as expected, part quality would be jeopardized, leading to potential contamination and material inconsistencies, and reducing the value of the final product.
Traditional Technology Limitations Explored
Initial investigations into solutions revealed apparent limitations. Traditional process cooling methods were unable to cost-effectively maintain water-cooling temperatures of 70°F. This made finding an alternative solution critical. Three traditional methods were explored:
Evaporative cooling towers
This technology is incapable of achieving consistent temperatures in the 70°F range. Cooling water temperatures are controlled by the wet-bulb temperature, relying on evaporation in ambient air conditions. As a result, they can often only provide 85°F or higher water temperatures to processes year-round. This cooling technology tends to be maintenance-intensive given the reliance on chemical treatment and filtration to maintain water quality. Additionally, evaporative towers consume excessive amounts of water.
Dry fluid coolers
This technology would only be effective in this application when air temperatures were at 55°F or below. Though reducing the need for chemical treatments and eliminating excessive water consumption, this system can only produce water that is typically 10-15 degrees warmer than the dry-bulb temperature, or the ambient air temperature without moisture. As a result, temperature tolerance would be lost during the warmer months. During the colder months, the use of glycol antifreeze solutions is necessary to maintain system functionality, which in many cases requires the use of additional pumping systems and water-to-glycol heat exchangers.
Central chillers
The conventional approach relies on a chilled water system that incorporates chillers to generate 70°F temperatures. This system can be supplemented with a dry fluid cooler if conditions for free cooling were significant enough for payback in three years or less. In many cases, the cold, consistent temperature of the water produced by the chillers is cooler than is necessary for most heat-treating components, leading to increased energy inefficiencies and accrued higher costs.
Faced with the limitations of traditional technologies, the manufacturer turned to an alternative process cooling system for the answer.
Considering an Alternative System
Once traditional methods were thoroughly analyzed, the choice was easy. Providing an alternative solution, the Frigel system design was selected and implemented into the vacuum furnace cooling application.
Frigel’s Intelligent Process Cooling systems are designed to create better processes for heat treating operations and provide a unique, flexible solution. The solution combines the use of its internationally patented closed-loop adiabatic fluid cooler with small, dedicated chillers to maximize opportunities for free cooling while ensuring consistent and reliable process cooling temperatures. The closed-loop adiabatic fluid cooler operates outside of the facility, with chillers located near each work cell or process. This approach allows for greater flexibility as individual process cooling needs change.
As a closed-loop system, it requires fewer resources and creates additional opportunities for free cooling capabilities. Water consumption is greatly reduced as opportunities for evaporation are removed. Water consumption is lowered by as much as 95% when compared to an evaporative cooling tower. The closed-loop system also prevents process cooling water from being exposed to the outside air, reducing the need for chemical treatments and additional filtration efforts.
Frigel 3FX chiller
When compared to an evaporative cooling tower, chemical use can be reduced by as much as 40%, appealing to strict municipal water quality regulations while improving system reliability and uptime. Maintenance issues are also drastically reduced in comparison to open-loop systems. Contamination, corrosion, and deposits are all threats to machine performance. By reducing opportunities for cooling coils to interact with moisture, and cooling water exposure to the open air, maintenance-intensive issues are lessened. As a result, production uptime is optimized.
The closed loop-adiabatic cooler system also allows for greater free-cooling opportunities. When ambient conditions are appropriate, localized chillers are bypassed. Instead, heat is transferred to the air via copper tubes in the adiabatic chamber of the fluid cooler, and the cooled water is returned to the furnace vessel. Meanwhile, localized chiller compressors are automatically shut down, saving energy and reducing costs. Working together, the closed-loop adiabatic cooler system and localized chillers are able to provide cooling water temperatures at a wider range of ambient conditions, allowing greater flexibility throughout the heat-treating process.
Additionally, an Intelligent Process Cooling system provides a modular solution. With the fluctuation of job demands and shifting job requirements, the system can expand to fit each unique process cooling need. The use of dedicated chillers allows work cells to be self-contained, reducing disruption and downtime as new process cooling requirements adapt and develop with business growth.
Applying the Intelligent Process Cooling System
At the East Coast manufacturer’s operation, a Frigel Ecodry internationally patented closed-loop adiabatic fluid cooler operates outside the facility. The Ecodry unit is used in combination with dedicated Frigel 3FX water-cooled chillers inside the facility to maximize opportunities for free cooling while ensuring consistent and reliable process cooling temperatures.
At the alloy manufacturer, the Intelligent Process Cooling system installed includes an Ecodry fluid cooler with a patented adiabatic chamber and several water-cooled chillers.
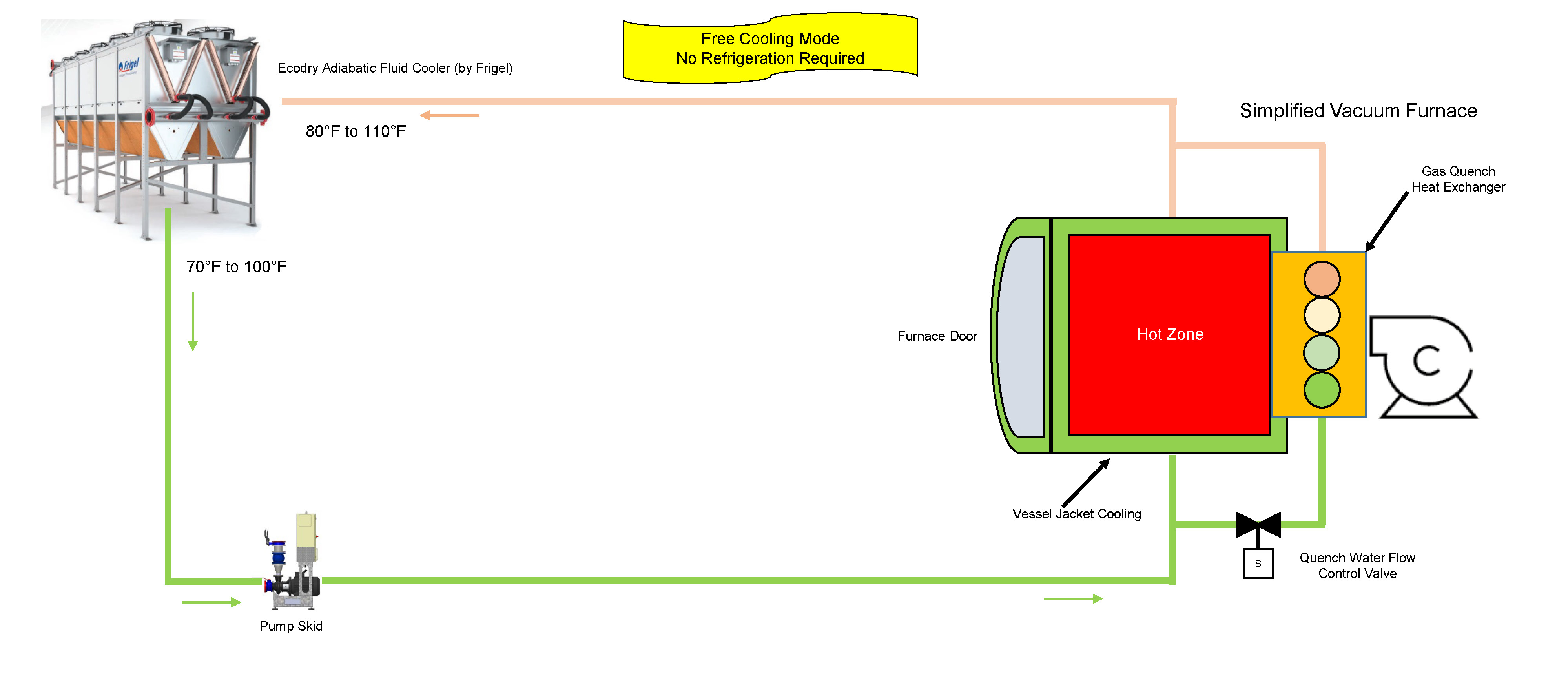
Throughout the year, this system leverages free cooling when ambient conditions permit (see Figure 1). For this manufacturer, the installation location provides ambient temperatures that are quite mild, reducing the necessity for localized chillers from approximately the beginning of October to the end of April. Instead, process cooling water transfers heat to the ambient air via the copper tube and aluminum coils in the adiabatic fluid cooler. Once cooled, water travels to the pump skid, then returns to the furnace vessel where it cools the furnace jacket, furnace door, diffusion pump, and heat exchanger.
Figure 1. The Frigel Intelligent Process Cooling system leveraging free-cooling opportunities.
While the furnace is in processing mode, process cooling water runs between the shells of the vacuum, cooling the inner walls, furnace jacket, furnace door, and diffusion pump. This ensures the furnace exterior maintains a safe temperature and the diffusion pump is able to sustain necessary atmospheric pressure within the furnace vessel. Following the completion of the processing cycle, the quench water flow control valve sends process cooling water to the heat exchanger, decreasing furnace vessel temperatures to the desired temperature for part handling and extraction.
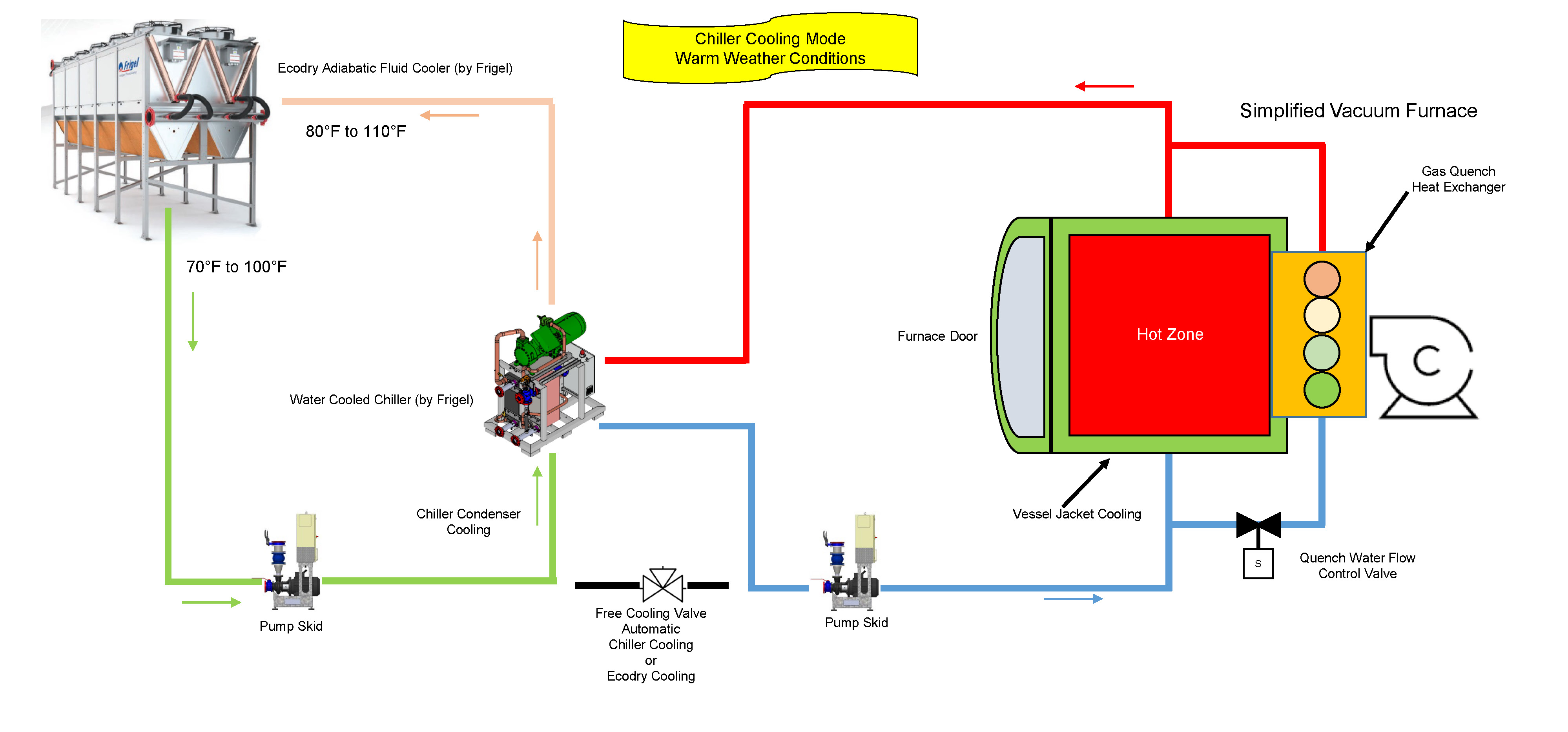
Existing water-cooled chillers supplement the cooling process during the rest of the year when set temperatures can no longer be maintained with the use of free cooling (see Figure 2). When temperatures are at their highest, the water-cooled chillers generate the 70°F coolant and the heat is transferred to the Ecodry loop via the chiller condensers. From there, the chilled water travels to the furnace vessel, cooling the furnace components. Once the water has passed through the process, it returns to the adiabatic fluid cooler, and the water-cooling process begins once again.
Figure 2. The Frigel system leverages chiller cooling mode in warm weather conditions.
If and when ambient temperatures exceed 85°F, the adiabatic chamber of the fluid cooler initiates the spray system to lower incoming air temperatures closer to the wet-bulb temperature. By doing so, the coolant is lowered to a temperature that maintains reliable, efficient operations.
Operational Savings of $80,000 Per Year and More
By leveraging a closed-loop system with an adiabatic chamber, the alloy manufacturer achieved benefits that weren’t possible with traditional technologies. Chiller run time is in the 1,500 hour-per-year range and adiabatic cooling is required less than 400 hours per year. Compared to an evaporative cooling tower and water-cooled chiller system, water use has been reduced by 95% and electrical energy costs have been reduced by 60%. Increased efficiencies and reduced water consumption have resulted in operating costs that are dramatically less than any other system. In total, the plant saves over $80,000 per year with the Frigel system.
For this manufacturer, an alternative solution to traditional process cooling technologies was the only viable option. High costs drove innovation and a need for a better approach. Frigel’s Intelligent Process Cooling system, leveraging the capabilities of a closed-loop adiabatic system and localized water-cooled chillers, allowed for greater operational flexibility while reducing costs and maximizing efficiency—providing the manufacturer with a better process cooling solution.
About the Author
Gary Burgardt, Frigel North America’s market development manager, works closely with prospects and customers to ensure every Frigel process cooling solution delivers measurable results based on each company’s unique processes and business goals. In addition to expertise in Intelligent Process Cooling, Burgardt leverages 30 years of experience in process cooling across a wide range of industries to assist customers at every stage of the planning and buying process.
The monthly Executive Economic Summary, crafted for the member companies of the Industrial Heating Equipment Association (IHEA), showed that the global economy is slowing but there continue to be signs of potential growth as well. All in all, this month’s report was less optimistic than previous reports, but, to quote the report, “At this point, there is data to support whatever mood you choose to be in.”
Five of the eleven indices were trending upward. Among the positive trending indices were new automobile and light truck sales, steel consumption, metal prices, factory orders, and the credit managers index. All of these indices push upward.
Purchasing Managers Index continues to slide
Six of the indices went south, including the Purchasing Managers Index (PMI), capacity utilization, and durable goods. Housing and transportation also were soft.
According to IHEA’s economist, much of what we are seeing is a global slowing of the manufacturing economy. Citing concerns like Brexit and the looming trade war with China, the report indicates that much of what the global manufacturing economy is experiencing is bigger than the U.S.
The 12-page monthly report is comprised of an introductory summary page, and then one page each to analyze, in detail, eleven indices chosen specifically for their impact on the thermal processing market.
Anne Goyer, Executive Director of IHEA
To receive a copy of the report, contact Anne Goyer, Executive Director of IHEA.
A Dozen Quick Heat TreatNews Items to Keep You Current
Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel and Company Chatter
Gregory Scheuring has joined Solar Atmospheres of Western PA (SAWPA) as plant metallurgist.
Precise Metal Products, a leading manufacturer of complex metal assemblies for many of the world’s largest aerospace and defense companies, was recently acquired by an affiliate of Staple Street Capital in partnership with Thompson Capital Partners.
A leading global provider of high-performance specialty materials used in thermal management, emission control, batteries, specialty filtration and fire protection applications recently signed a definitive agreement to acquire the assets of Shenyang JiuQing Dongxiang Glass Product Co. Ltd, a leading provider of high-performance specialty fibers in China. Unifrax, which is backed by Clearlake Capital Group, L.P., acquired the assets from the Li family.
American Axle & Manufacturing Holdings, Inc. (AAM) recently announced that it has entered into a definitive agreement to sell its U.S. iron casting operations to funds managed by Gamut Capital Management. Across 10 manufacturing facilities, Grede develops, manufactures, assembles and supplies ductile, gray, and specialty iron castings and machined components for automotive, commercial vehicle and industrial markets. AAM will retain its El Carmen, Mexico, iron casting operations, which will continue to provide significant vertical integration benefits to AAM, while also continuing to serve external customers in Mexico and other global markets.
Magnetic Specialties, Inc. (MSI), which manufactures heavy-duty power supplies for the electric furnace industry, specialty transformers and reactors for various industries, and smaller specialty transformers for the electrical and electronic industry, announced the construction of a new 4,800 SF addition to its plant space in Telford, Pennsylvania. Mike Afflerbach, President of MSI, said the building addition is essential for added efficiencies and expansion of useable floor space in his main manufacturing building.
Equipment Chatter
A nitriding system was supplied to Hydro Extrusion Solutions in Trzcianka, Poland, to address the company’s need for improved process performance and more accurate control of nitriding results. The Nitrex N-EXT 812 nitriding system provided by Nitrex Metals replaces a decommissioned nitrider that was phased out several years ago due to extrusion die failures and inconsistent metallurgical results.
An electric annealing furnace was manufactured for a major manufacturer by Gasbarre Thermal Processing Systems. This is the second 48″ wide belt furnace Gasbarre has supplied this company. The furnace came equipped with 3 heating zones that can heat up to 1200 degrees Fahrenheit.
A 350°F (177°C) clean room oven, No. 1048, being used for the final cure of hardcoated optical lenses, was recently supplied by Grieve to the customer at its facility.
A leading manufacturer of calcium phosphate materials used for medical devices recently purchased a furnace from L&L Special Furnace Co, Inc. This is the fifth Model GS1714 furnace shipped to this company. The calcium phosphate powder is sintered in the furnace at a temperature of about 2,200°F (1,204°C).
ALD recently delivered a SyncroTherm system to a well-known institute in the Beijing area, the first for the Chinese market.
Kudos Chatter
Novelis’ Terre Haute, Indiana, facility recently celebrated 60 years with its 160 employees. Current and retired employees, their families and community leaders attended the celebration.
The Industrial Heating Equipment Association’s (IHEA) Infrared Equipment Division (IRED) recently completed revisions to its popular Infrared Process Heating Handbook for Industrial Applications. This quick introduction to the many applications of infrared heating in industrial processes has been updated to include new technical information, additional application examples, and new case studies.
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to the editor at editor@heattreattoday.com
A multinational automaker recently announced an investment of $391 million at its San Antonio truck assembly plant in response to customer demand and to expand multi-vehicle production capabilities by introducing various advanced manufacturing technologies.
Toyota’s announcement comes as part of a broader commitment from the company to invest $13 billion in its U.S. operations over five years through 2021. Toyota Texas also commits to continue funding local workforce development. As part of Toyota’s commitment to help San Antonio’s workforce and education, Alamo Promise will receive a $500,000 donation from Toyota Texas over a five-year period. Alamo Promise’s mission is to end poverty, enhance economic and social mobility and meet workforce demands throughout the city.
Separately, Aisin AW, a supplier to Toyota Texas and other automakers, announced that it will invest $400 million and bring 900 new jobs to a future facility in nearby Cibolo, TX.
Chris Reynolds, Toyota Motor North America chief administrative officer of manufacturing and corporate resources
“We’ve been in the U.S. for more than 60 years, creating a tremendous value chain in this country and creating an extensive footprint in the Alamo City since 2003,” said Chris Reynolds, Toyota Motor North America chief administrative officer of manufacturing and corporate resources. “With 10 U.S. plants, 1,500-strong dealer network, an extensive supply chain, and other operations, we directly and indirectly employ over 475,000 Americans and are committed to investing here.”
“The Lone Star State continues to build on its reputation as a manufacturing powerhouse thanks to investments from innovative companies like Toyota and Aisin AW,” said Governor Greg Abbott. “Their combined new investment of nearly $800 million in the San Antonio area is a testament to Texas’ unrivaled workforce and commitment to creating an environment where businesses can thrive free from the heavy hand of government regulation and over-taxation. I am grateful to Toyota and Aisin AW for bringing more jobs to the Lone Star State and I look forward to growing our already strong partnership.”
This is Toyota’s third investment at its San Antonio truck plant which assembles the full-size Tundra and mid-size Tacoma pickup trucks.
A German developer and provider of 3DMP metal 3D printers and technology recently announced that the company will open its first U.S. manufacturing facility in Danville, Virginia.
Gefertec LLC will introduce its 3DMP® technology, based on modern arc welding, for the production of metallic parts.
Andrea Clark, president of Gefertec, LLC
“Gefertec is excited to announce the opening of our Danville—Pittsylvania County location as our first U.S. location for our 3DMP® additive manufacturing business,” said Andrea Clark, president of Gefertec, LLC.
Tobias Roehrich, CEO of Gefertec GmbH
“This is in alignment with our long-term commitment to Danville and the Institute for Advanced Learning and Research, and we are excited to expand our business to the U.S.,” said Tobias Roehrich, CEO of Gefertec GmbH. “Danville has been chosen for its excellent business and community support and its involvement in the advanced manufacturing sector.”
Conventional wisdom says that batch processing is for smaller volumes. Anytime large volumes of 1 million or more parts per year are envisioned, for instance with ferritic nitrocarburizing, the go-to technology is a roller hearth or other continuous systems like rotary retort or mesh belt furnace. In this article, which originally appeared in Heat Treat Today’sJune 2019 Automotive print edition, Mark Hemsath urges end-users and engineers who use, or specify, continuous systems to not undervalue automated batch processing for large volume production.
There are a number of trends in the automotive arena:
More parts are being light-weighted. This means they need more precise and repeatable heat treating.
Parts need to be cheaper and lighter. The trend we see are increased and more sophisticated stampings.
The trend is away from carbonitriding and toward ferritic nitrocarburizing due to less distortion on lighter parts.
Gears and such are smaller and require exact carburizing, minimized quench distortions, and less hard machining.
A deep discussion of all of these is beyond this article, but we will touch on each as we focus on nitrocarburizing for large-volume production.
Batch v. Continuous
What is the difference between a classic “batch” furnace and a classic “continuous” furnace? The answer is material handling. By definition, heat treating is a “batch” operation. In virtually all instances, the product must be brought to temperature and held—or “soaked”—for a specific time. Ferritic nitrocarburizing is no different. This ramp heat, hold, and cool is a “batch”. Thus, virtually all heat treating is batch and only material handling is the difference. The basic difference is that in batch we move the product in its cold state and heat it in one place (batch). In continuous furnaces, we move it while it is heating.
Advances in Material Handling
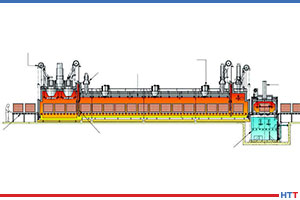
Figure 1: Roller hearth conveyor furnace with heating section, cooling tunnel and after cooling. Note the right angle turn via automatic conveyors to meet space requirements.
Advanced, fully automated, and reliable material handling has made great advances over the last two decades from more recent industries like Amazon, where millions of packages need to be moved through the shipping process, to older industries like heat treating which moves steel parts through furnaces and other equipment. Automation, such as conveyors with self-driven rollers and photo sensors or proximity switches, or robots and automated self-guided vehicles—all coordinated by a PLC—have made material handling more reliable. Manufacturers have a lot of options.
A continuous furnace like a roller convey-or—or “roller hearth”—furnace conveys the product while it is heating (Figures 1, 5 & 8). A mesh belt furnace conveys parts while heating, and a rotary retort furnace (Figure 4) moves parts via a heated rotating barrel to the next process step which is typically cooling or quenching. Moving parts while hot is a challenge, but reliable high volume heat treating is why these furnaces have seen such success over the years. Roller furnaces and rotary retort furnaces are still built and used in a wide variety of industries, and they make sense for a number of reasons. Lower energy use is one main factor.
With robots placing the load, both batch and continuous processes can be fully automated. With such options, batch processing has increased in use.
Automated Batch
Figure 2: The doors have actuators for automatic opening.
A leading manufacturer of heat treating furnaces has implemented the high volume automation approach many times using batch technologies. In 2013, a fully automated batch FNC installation for gears was installed for processing 1 million gears annually.[1] As a result of this success, the customer added more batch furnaces to the line.
The furnaces in Figures 2 and 3 are retort-based nitriding and ferritic nitrocarburizing furnaces. With automatically opening doors, complete PLC control, and automated batch load movement, no humans are needed. A load car operates in both directions for a heavy load of two metric tons or more, allowing furnaces to be placed facing each other.
Automated, High-Volume System Design
Figure 3: This line consisted of pre-oxidizing ovens on one side to save time in the more expensive FNC furnaces. Cooling stations after heating are also added to reduce time in the batch furnace and make the parts safe for handling.
As mentioned, the company supplied nitrocarburizing technology using its ZeroFlow™ method (Figures 2 and 3) for an automated thermal treatment line for the production of a variety of gears. The line consisted of six large, front-loaded retort-style batch furnaces, a four-chamber vacuum washer, two ovens for pre-activation in air, additional post-cooling of the furnace charges, and an automatic robotic loader/unloader, which ensured charge transport within the system (seen in Figure 3). The automated line also included safety monitoring. System workload dimensions were 32″ wide x 32″ high x 60″ long with a gross workload capacity of 4,400 pounds. Production totaled 2,000 pounds of gears per hour. Good equipment design, retort technology, and use of ZeroFlow control technology resulted in a very successful project.
Cooling the Load and Vacuum Purging
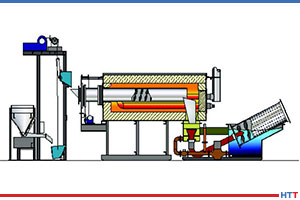
Figure 4: Whirl-Away Quench on a Rotary Retort line for small part efficient quenching/cooling.
There are advantages to continuous furnaces like a conventional roller hearth furnace; however, special options like fast cooling and vacuum purging present challenges to these conventional furnace designs. In batch, this is usually not a problem. Vacuum (and even cooling) is more difficult to attempt in continuous variations due to sealing challenges in the chamber designs. An example of a good solution is the rotary retort furnace shown in Figure 4, which offers single piece quenching where each piece falls into a water or oil quench and is “whirled-away,” a continuous furnace design which works well for small parts with a relatively small footprint. In batch, the whole load needs to be quenched together; this can present challenges that understanding the part needs and configurations can lead the process engineer to different solutions.
In a roller furnace, slow cooling means the furnace gets longer (Figure 1).
Variations in Continuous Batch – Semi-Continuous Processing
Figure 5: Hardening roller conveyor furnace with integral pre-heat and oil quench system
In Figure 6, an automated batch hardening line is shown. In Figure 7, the same process is shown, but with an added pre-heat chamber to allow faster processing via the pre-heat and use the single quench in a more productive manner. An oil quench is an expensive piece of equipment. The cycles are also always much shorter for quenching than heating, so we want to maximize the use of the quench. In a pure batch system, you need one quench per furnace. In the semi-continuous approach, the quench is used more frequently and there is higher productivity per capital dollar invested. In a roller hearth or rotary retort installation, the quench can be properly sized to handle all of the heating production. In an installation using pure batch systems, there might be 3 to 6 quench tanks. In a fully continuous roller furnace, there would be one quench (see Figure 5).
Figure 6: This automated batch line is for low pressure carburizing and vacuum hardening, with oil quench, automated washer, and batch temper furnace. The smart loader makes the cell fully automated.
Case History and Take-Aways
The automated batch system referred to in Figures 2 and 3 went online in 2014 and is currently operating at full capacity, while meeting the stringent requirements of the automotive industry. It achieved the planned production goal of 1 million gears per year with 99% process reliability and 98% equipment availability. The customer previously had a continuous conventional pusher furnace. The new line achieved an 80% reduction in the consumption of ammonia from that consumed using in the pusher furnace to nitrocarburize. Endothermic gas was also eliminated by the supply of a new methanol CO generator as the carbon source in the process.[1]
Figure 7: Triple chamber vacuum hardening line with oil quench and pre-heat chamber. Tray flow is right to left.
The take-away from this successful project is that in order to increase production even more, automated batch systems need to exhibit two factors to compete with a continuous system like a roller hearth furnace. First, the loads need to be optimized and very densely packed. Second, the batch loads need to be larger than the continuous loads. A standard size of 40″ x 40″ x 60″ has since been created which has 50% more volume than the unit in the example above. Making the furnace a bit larger is not that difficult. Additionally, in a recent application, CFC tooling has been utilized to assure more dense loading geometry with much lighter parts, giving reliable rack geometry for a load of 1,000 pieces.
Gas Usage – Benefit Batch
Figure 8: Cooling tunnel and exit of continuous roller hearth furnace for instrument transformer electrical steels annealing.
The biggest advantage of batch furnaces is the lower process gas usage. In continuous furnaces, in order to keep the process safe and clean, pressure must be maintained by flowing a significant volume of gases. With the constant opening of doors during the process and the need to keep operating pressures high enough to prevent air infiltration, atmosphere gas usage is always high. To keep the costs down, gases are typically generated with the use of an endothermic generator (40% Nitrogen, 40% Hydrogen, and 20% CO) or a lean exothermic generator with a low dewpoint. In all instances, the generator is another piece of thermal equipment to maintain and purchase.
Energy Costs – Benefit Continuous
In most instances, batch processing uses more energy—or more expensive energy—such as electricity. Electricity costs can vary tremendously from location to location whereas natural gas prices are more consistent and lower. Batch nitriding furnaces are available in gas-fired heating options at an added capital cost. However, the batch process still uses more energy per pound. If electricity is available at a reasonable rate, then the difference is not as great on a per pound basis. In a recent analysis, it was estimated that an electrically heated batch system came to cost the equivalent of about $0.06 per pound of FNC operating costs, versus $0.03 per pound of FNC operating costs in a continuous gas-fired variation (energy and consumables only).
Summary
Batch or continuous in large volume scenarios is no longer a clear-cut answer. Your heat treating professional and your furnace suppliers should understand this. There are literally dozens of variables that need to be assessed, and only after a careful analysis tailored for each customer can an optimized solution be designed with either batch or continuous furnace solutions.
Notes
1. Hemsath et al, “Nitrocarburizing Gears using the ZeroFlow Method in Large-Volume Production”, Thermal Processing, 10/2015
About the Author: Mark Hemsath is Director of Nitriding and Special Vacuum Furnaces at SECO/VACUUM Technologies, LLC and acting Thermal General Manager at SECO/WARWICK Corp. in Meadville, Pennsylvania. With 30 years of experience in the industrial furnace and heat treat equipment market, he is in charge of all North American atmosphere furnace sales, gas nitriding, and gas carburizing. This article originally appeared in Heat TreatToday’sJune 2019 Automotive print edition and is published here with the author’s permission.