A global company that produces specialty metals and provides related vacuum heat treating equipment and services recently announced the acquisition of assets of a leading titanium producer based in western Pennsylvania that supplies the aerospace industry.
AMG Advanced Metallurgical Group N.V. finalized the acquisition of the assets of International Specialty Alloys (ISA) from Kennametal Inc. through its operating unit AMG Technologies, which, besides its production of titanium aluminides and titanium master alloys, also designs, engineers, and produces advanced vacuum furnace systems and operates vacuum heat treatment facilities under the ALD Vacuum Technologies brand name, primarily for the transportation and energy industries.
ISA, located in New Castle, Pennsylvania, is a leading U.S. producer of titanium master alloys and other binary alloys for the aerospace market.
“The acquisition of ISA provides an excellent opportunity for AMG Titanium Alloys and Coatings to increase its market position in these key products for the aerospace market in North America and Europe,” stated Guido Loeber, President of AMG Technologies.
A 3D equipment and materials supplier recently announced a collaboration agreement to develop advanced tungsten-based metal 3D printing using binder jetting that focuses on two metal matrix composites.
Deborah West, vice-president of Business Unit Refractory & Specialty Powders, GTP
Global Tungsten & Powders Corp, a global manufacturer of tungsten and metal powders, and The ExOne Company, which manufactures industrial sand and metal 3D printers using binder jetting technology, have entered into this collaborative partnership to focus on tungsten-copper (W-Cu), used in high-voltage electrical applications, and cemented carbide (WC-Co), used in cutting tools and wear-resistant parts.
GTP uses the ExOne® Innovent®, an advanced and compact binder jet 3D printer, to manufacture parts in tungsten carbide and other tungsten composites. Binder jetting is a 3D printing process that uses a digital file to inkjet a bonding agent into a bed of powder particles, creating a solid part one layer at a time. Compared to other 3D printing processes, binder jetting delivers precision parts at a high rate of speed, making it an ideal approach for serial production.
The new ExOne-GTP collaboration focuses on the development of two metal matrix composites:
cemented carbide (WC-Co), a material with very high hardness and toughness that is widely used for the production of cutting tools and wear-resistant parts
Tim Pierce, ExOne Vice President of Metal Commercial Products
copper-tungsten (CuW), which is used in applications where high heat resistance, high electrical and thermal conductivity, and low thermal expansion are needed
“Binder jetting is the 3D printing method of choice for serial production of hard metal parts,” said Deborah West, vice-president of Business Unit Refractory & Specialty Powders, GTP. “Traditionally, tungsten carbide powder is pressed into the desired shape and then sintered to give it strength and density. Instead of costly and timely mold construction, the parts now can be printed directly in the desired shape, still using sintering technology to achieve the final strength. As a market leader in the development and production of high-quality tungsten powders, GTP always stays on top of the latest technology. We are excited to work with ExOne in the development of cutting-edge technology for the additive manufacturing industry.”
“Metal 3D printing using our exclusive approach to binder jetting has exciting and significant consequences for a variety of manufacturers, including those who make parts with cemented carbide and other tungsten composites,” said Tim Pierce, ExOne Vice President of Metal Commercial Products. “Our latest development collaboration with GTP will help advance the materials necessary to deliver on the vision of producing these parts faster, with less waste and more geometric design freedom.”
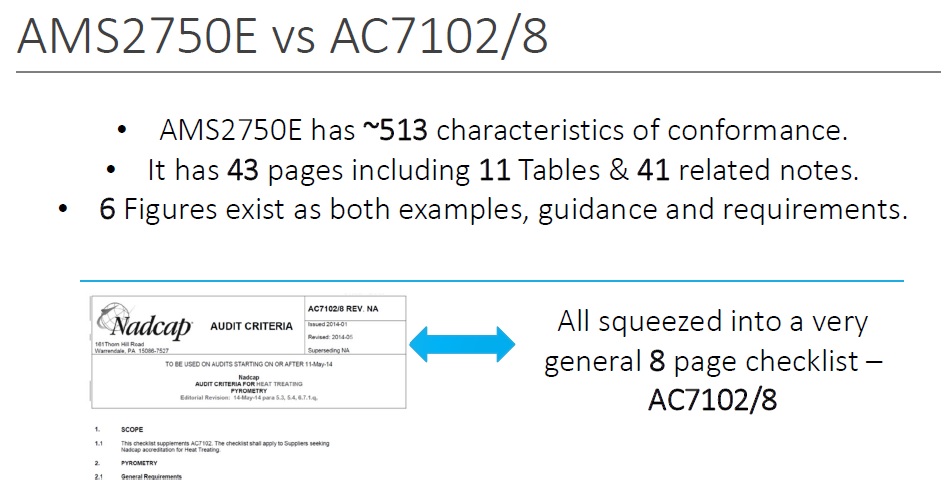
Heat TreatToday’s regular contributor Jason Schulze of Conrad Kacsik (“Jason Schulze on AMS2750E” series) interviewed Shaun Kim from Byington Heat Treating, located in Santa Clara, California, about the company’s experience preparing for and working through the Nadcap accreditation process. Shaun is the quality director at Byington Heat Treating.
The Byington Steel Treating Inc team
As a quality director at a commercial heat treat facility, I’ve been presented with some challenging situations. I take each challenge and examine it in any way I can, or at least, in any way that I know how. I like to think I’m a detail-oriented, evidence-based thinker with the ability to, at the very least, recognize gaps even if I’m not sure how to fill them. In short, the challenges drive me to learn more, and in the end, that is what I’m after. That is what I got out of the Nadcap process: a learning experience that has since prepared me for the next round.
My name is Shaun Kim. I’m the Director of Quality at Byington Steel Treating located in the California Bay Area. In fact, we are now the only Nadcap-approved commercial heat treat facility in the area. Byington Steel Treating has been around since 1952, heat-treating materials from carbon steels to aluminum allows to superalloys. Our capabilities have grown through the years and include hardness and conductivity testing. As we heat treat to AMS2759 (and family), AMS2770, and AMS2771, as well as material specifications, Nadcap accreditation was inevitable.
Sean Byington, CEO, Byington Heat Treating
The vision of Nadcap accreditation in heat treat was initiated and fully supported by our CEO Sean Byington. I know that, for many in the field, management may not supply the full resources needed to achieve Nadcap approval, but for me, that was not the case. Our CEO offered all the necessary resources to achieve accreditation. My challenge, once I first gained access to the eAudit.net website, was the new requirements within the checklist. As I stated, I’m detail-oriented, so I examined the checklists closely and, in the process, realized that in order to achieve Nadcap accreditation, simply conforming to an AMS specification wouldn’t be enough.
My biggest challenge was pyrometry. At the time I didn’t understand AMS2750E very well, so I intently read the specification until it started to make sense. I must have read that specification 10-plus times. Our initial Nadcap audit did not go well. It wasn’t that we were not doing what was required; it was that we did not have those requirements documented. We ended up going through the risk-mitigation process, otherwise, we would have had to wait two years to re-apply for Nadcap heat treat accreditation—something our team and CEO was not willing to do. If I had to point out some things I would have done differently pre-risk mitigation, I would have a) given myself more time to prepare, b) hired an industry expert to perform a gap-analysis using the AC7102 checklists, and c) hired an industry expert to facilitate the audit.
Slide from the Nadcap training Jason Schulze provides on behalf of Conrad Kacsik
Back to the risk mitigation process. The Nadcap risk mitigation process essentially consists of addressing all findings received from the eAudit.net system. PRI Staff Engineers will review root cause and corrective actions as they normally would during a reaccreditation audit. Prior to the risk mitigation process, we engaged an industry expert to help us review the findings to ensure that what we were capturing would improve our process and get the findings closed. Even though the risk mitigation process, we learned a lot about the response expectations and just how far we had to dive into our process to find the root cause and take corrective action. In the end, I must admit, I wouldn’t have changed anything. Going through the pains of risk mitigation prepared our company for the stringent requirements that come when processing aerospace parts to the requirements of Nadcap. Nadcap is a serious thing, and we wanted to learn as much as we could even if it meant putting a lot of time and effort into risk mitigation, which we did.
Internal audits gas analysis results can provide a learning opportunity.
Post-risk-mitigation, my experience was completely different and so was our approach. We retained our consultant who walked us through a gap analysis and supplied us with a close-out letter, laying out each gap for each checklist and how to close the gap. Once we had this information, and with an open line of communication to our consultant, we modified our procedures/forms and re-trained our staff in line with changes and requirements. At that point, my understanding of the Nadcap requirements, as well as AMS2750E, had improved greatly, which helped us through the process.
The time came for us to have our initial Nadcap heat treat audit. This process was tough. We had worked hard to close all the gaps we could think of. The auditor did not necessarily contribute to the tough process; it was more about the under-the-gun feeling. We had worked hard and invested the time and money to ensure a successful audit, and we were eager to experience the reward. Of course, there were several times we did not see eye-to-eye with the auditor, but in the end, we had a very successful audit. We passed with room to spare.
Interior of a vacuum furnace
In the end, I learned a lot through the process of Nadcap accreditation in heat treat. I’m a strong believer that you will never learn anything unless you make mistakes along the way and identify why it happened. There is no way for us to learn unless someone points it out or an event forces us to recognize the gap and we then address it.
Almost immediately, we began receiving RFQs which required Nadcap accreditation in heat treat. We have been processing quite a bit of work which requires Nadcap approval and aim to get more. If I could share any advice it would be the following:
Start from the beginning. Get the checklist and fill it out honestly—be honest with yourself about your capabilities.
It will not help you to ignore the gaps. Identify the gaps and start with those areas for improvement.
I recommend getting a consultant familiar with the Nadcap process of audits. The more you learn, the better off you will be.
If you would like to contact me for questions regarding my experience in our Nadcap heat treat accreditation process, please feel free to email me at skim@byingtonsteel.com. I look forward to sharing my experience and learning from yours.
Jason Schulze of Conrad Kacsik, regular contributor to Heat Treat Today (“Jason Schulze on AMS2750E” series)
Written by Jason Schulze from questions presented by Jason Schulze using responses submitted by Shaun Kim from Byington Heat Treating.
A U.S. steel producer recently purchased key process equipment for the existing continuous galvanizing line (CGL) at its Columbus, Mississippi, plant.
Steel Dynamics Inc., based in Fort Wayne, Indiana, plans to modify its current CGL#1 to produce advanced high strength steels (AHSS) for the automotive industry.
ANDRITZ, an international technology group providing plants, systems, equipment, and services for various industries, will supply engineering and delivery of a new direct-fired furnace (DFF), new differential rapid jet cooling (DRJC), and after pot coolers (APC). The project will be implemented during the fourth quarter of 2020.
The ANDRITZ delivery also includes the supply of model-predictive advanced furnace control (AFC) for the complete furnace sections as well as automation and electrical equipment and supervision of erection and commissioning.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Bharat Forge America Inc. will build an aluminum forging plant to manufacture automobile components in Sanford, North Carolina.
Ipsen USA recently announced the completion of an initiative to expand aftermarket services across the United States and Canada. Five regional sales engineers (RSEs) were hired over the last six months to assist customers with replacement parts, retrofits, upgrades, service, and technical support for any brand of atmosphere or vacuum heat-treating system.
An industrial heating technology company, Kanthal, recently launched an additive manufacturing service that will produce heating elements and components, as well as developing a new iron-chromium-aluminum alloy called Kanthal AM100.
GKN Aerospace has been selected as a key supplier on the new Gulfstream G700 business jet. The company is using its expertise in the design and manufacture of business jet empennages and thermoplastic components on the advanced aircraft. The rudder and elevators that are part of the empennage, as well as the floorboards, feature the latest thermoplastic technology. GKN Aerospace also produces the bonded fuselage panels for the new fuselage.
A ribbon-cutting ceremony recently marked the opening the new corporate headquarters and manufacturing facility of Process Cooling Systems, Inc. in Massachusetts.
Gasbarre Thermal Processing Systems recently partnered with Humberto Bastidas from Thermal Technic Furnace Solutions. Gasbarre will be working with Humberto and his team to launch a Spanish version of Gasbarre.com in the coming weeks and will assist with other marketing efforts in that region.
Equipment Chatter
A manufacturer of products from carbon recently provided large, custom Sigrabond Performance CFC fixtures to a North American aerospace company. By replacing the current alloy fixture with the new CFC fixtures from SGL Carbon, the customer increased part/fixture weight ratio from 62/38 to 87/13.
Two electrically heated multi-zone curing ovens were recently shipped to the composites industry by Wisconsin Oven for the purpose of curing carbon fiber threads.
A Model FB1046 floor-standing box furnace has been shipped by L&L Special Furnace Co, Inc., to a worldwide leader of high tech aerospace and associated components located in the Southeastern United States. The furnace will be used for processing aerospace parts and various thermal applications.
Danieli Olivotto Ferrè recently started up a tube roller hearth annealing furnace at Tenaris Tamsa, in Veracruz, part of one of the world’s largest manufacturers of steel pipe for the energy and automotive industries. The furnace is designed to treat steel tubes coming from cold or hot processing with a maximum throughput of 5 tons/h. The flexible furnace is able to perform different heat-treatment cycles, including normalizing, annealing, tempering and stress relieving. In addition, Danieli has been selected to supply the new electric arc furnace (EAF) melt shop and plate-/steckel-mill, as well as an electrical and automation package provided by Danieli Automation, for Nucor Corporation and its new greenfield plate steel mill complex in Brandenburg, Kentucky.
Dana Incorporated announced the expansion of a joint engineering agreement with Fendt, a worldwide brand of AGCO. Over the past three years, the companies have co-developed advanced Spicer® 980 independent suspended axles for the new Fendt 900 Vario series of large tractors.
Allegheny Technologies Incorporated announced it signed another 1-year agreement to extend and expand carbon steel hot-rolling conversion services for NLMK USA at its world-class hot rolling and processing facility, or HRPF, located in Brackenridge, Pennsylvania.
A global leading stainless steel manufacturer with headquarters in Spain, Acerinox, S.A., has reached an agreement for the acquisition from Lindsay Goldberg Vogel GmbH and Falcon Metals BV. of VDM Metals Holding GmbH, with headquarters in Germany and leading producer of specialty alloys.
A vacuum furnace for processing additive manufactured parts has been shipped to a large science and technology laboratory by Solar Manufacturing. The lab requires the furnace to further research and development work.
Through its subsidiary, Tenova Goodfellow Inc., Canada, Tenova installed and commissioned a peak shaver at VINA Kyoei Steel, Vietnam, providing continuous improvement for melt shop operations.
Kudos Chatter
A Ph.D. student at the University of Strathclyde in Glasgow, Scotland, Lewis Print is the inaugural winner of an international student award in industrial heating, the Kanthal® Student Award, presented by industrial heating technology company Kanthal. The award has been made for his work on the development of new technology for the production of silicon carbide (SiC) heating elements used in high-temperature industrial processes operating in the range 2012°F-2912°F (1100°C-1600°C).
At the October fall meeting in Vancouver, Canada, the Metal Treating Institute (MTI) recognized Mary Springer from Thermtech in Waukesha, Wisconsin, with the Heritage Award. The Heritage Award is MTI’s most prestigious award.
The Center for Materials Processing Data (CMPD) recently announced three organizations have committed to the Center’s inaugural Industry Member class: Pratt & Whitney (a founding industry member), MTS Systems Corporation, and Weber Metals. This commitment, operating to solidify its formation, has allowed CMPD to greenlight a pilot project focused on the material flow behavior as a function of temperature, strain rate, composition, and prior microstructure processing.
Pelican Wire was named the winner of the 25th annual Southwest Florida Blue Chip Community BusinessAward at this year’s luncheon and awards ceremony. Chosen by an independent panel of judges, the criteria are centered around overcoming adversity to achieve success.
ASB Industries, Barberton, Ohio, announced that Charles Kay, ASB vice president, was recognized as an ASM Fellow at the annual ASM Awards Banquet in October. The award citation states, “For global technical leadership in innovative thermal spray technologies, mentoring thermal spray practitioners, and sustained dedicated volunteer service to the thermal spray community.”
Heat TreatTodayis pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday’sannual 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were featured in the 2019 Heat Treat Show Edition, as a way to make the benefits of that community available to as many people as possible. This edition is available in a digital format here.
Today we offer the first Heat TreatTip from the 2019 edition: Debbie Aliya of Aliya Analytical Inc. on “Where You Measure Matters”, categorized under Materials Testing. Debbie is also one of Heat TreatToday’s featured Heat TreatConsultants. Click here for more information on our Consultants’ page.
Heat TreatTip #6
Where You Measure Matters
Eugene Gifford Grace (August 27, 1876 – July 7, 1960) was the president of Bethlehem Steel Corporation from 1916 to 1945. He also served as president of the American Iron and Steel Institute and sat on the board of trustees for Lehigh University, of which he was an alumnus. One of his famous quotes is as follows:
“Thousands of engineers can design bridges, calculate strains and stresses, and draw up specifications for machines, but the great engineer is the man who can tell whether the bridge or the machine should be built at all, where it should be built, and when.”
If you check out the additional accomplishments of Mr. Grace, you will see that he was a successful and smart person. Maybe all of us are not capable of reaching such breadth of vision as he articulated above, but as heat treaters, do we simply accept the specification given? Or do we stop to ask if the specification has been properly determined?
With modern computer added stress analysis (FEA), we have at our fingertips a way to move beyond both the “guess and test” and the “copy the historical spec” methods of determining the case depth. Within “guess and test,” of course there are scientific guesses and scientific wild guesses. If you are using a wild guess, chances are that the field is the test lab!
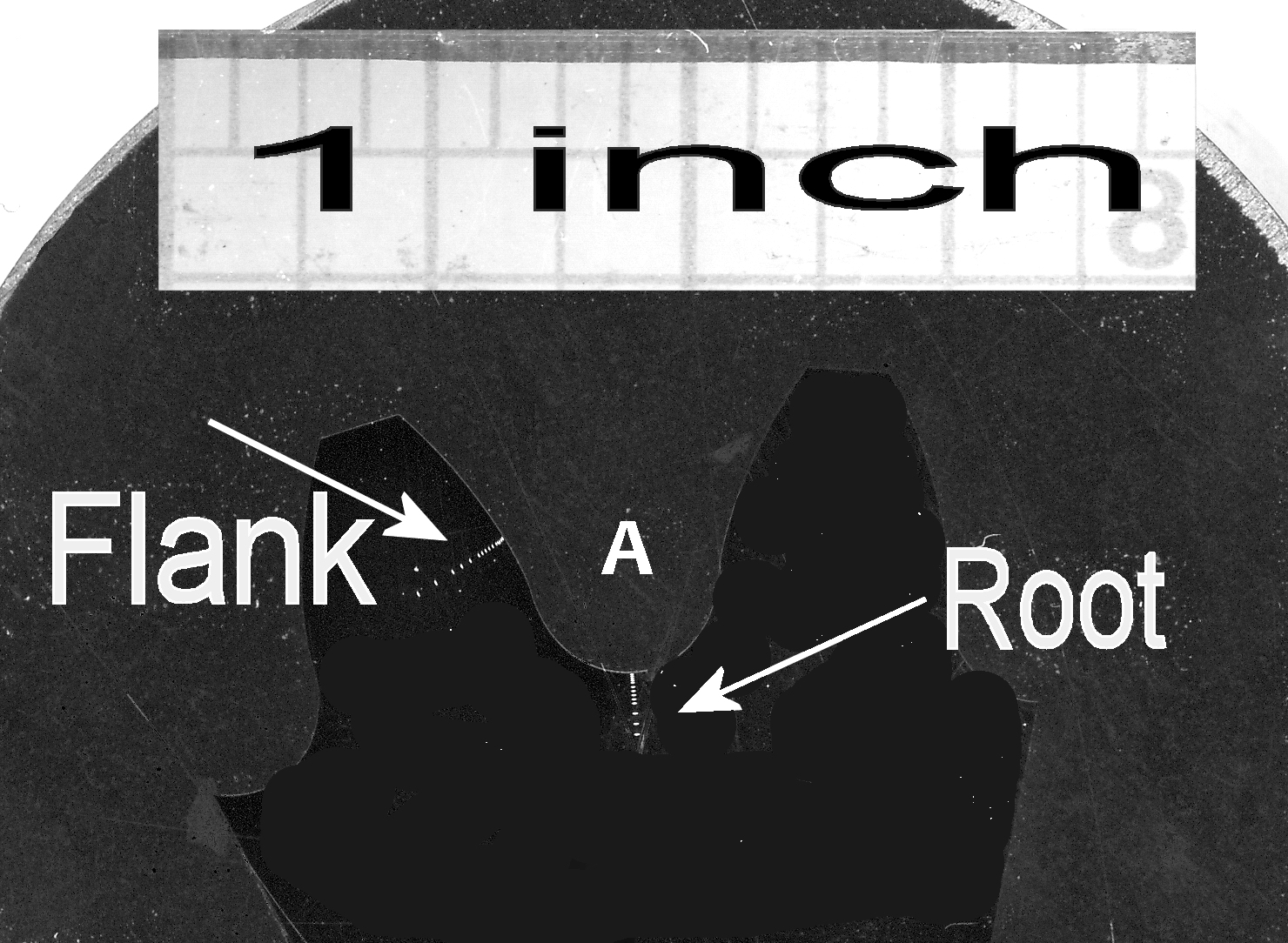
Figure 1. Metallurgical mount holding a cross-section of the steel gear.
Especially for carburized components, deeper case is more time in the furnace, and thus more expensive. I continue to wonder why, if even back in the 1950s, thousands of engineers were available who could calculate stresses and strains and thus set a quantitative foundation for a case depth, in 2019, so few people take advantage of modern technology to optimize the cost of their products.
If you are not ready to take this big step toward design optimization, maybe you would consider always using effective case depth, based on hardness and thus linked to tensile strength, instead of total case depth, which is not linked to any durability or strength criteria.
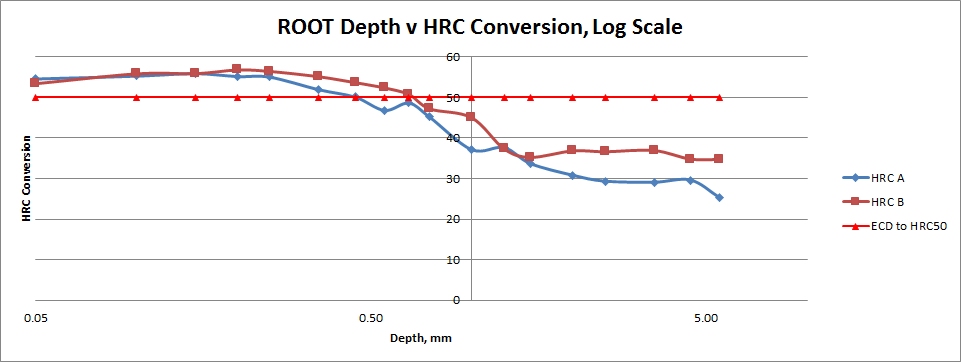
Figure 1 shows the metallographic cross-section that was used to measure the hardness. Each white pin point is a Knoop 500 gram hardness indentation. The cross-section of the gear was mounted in black epoxy resin. Figures 2 to 4 show the data collected to determine the effective case depths to the common Rockwell C 50 criteria.
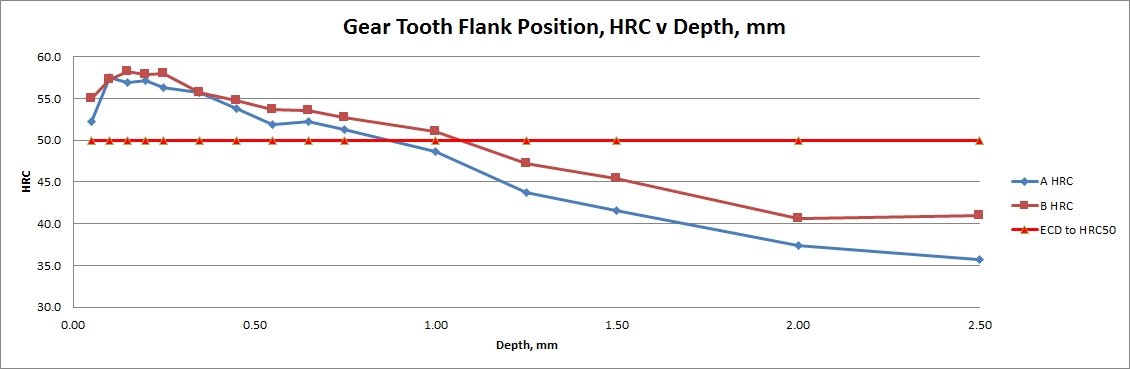
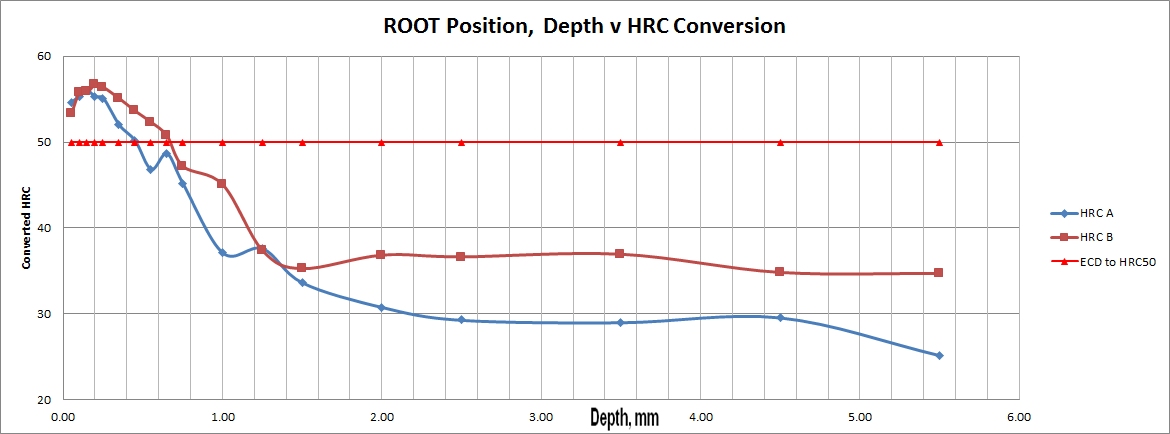
Figure 2. Knoop 500 gram hardness data converted to Rockwell C at the tooth flank.Figure 3. Same data but for Root position.Figure 4. Same data as shown in Figure 3, near surface information easier to see.
The effective case depth is the depth where the hardness dips below HRC50. For Gear Tooth Flank A, that value was 0.85 mm. For another gear from the same lot, it was over 1.08 mm. But for the root areas, between the teeth—the high-stress area, the effective case depths were only 0.45 and 0.65 mm, respectively. Figure 3 shows the same data as Figure 2, but using a logarithmic scale, illustrating what’s going on near the surface layers more clearly.
In any case, there’s a big difference between the two test locations, and this shows the importance of making sure that all relevant features of the component are adequately characterized!
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
A Swiss company that operates Alfa Romeo Racing recently partnered with a global leader in high-pressure heat treatment (HPHT) technology for processing high-performance materials.
Christoph Hansen, head of technical development at Sauber Engineering AG
Sauber Motorsport AG, a part of the Sauber Group of Companies, launched a long-term partnership with Title Sponsor Alfa Romeo in 2018 and have now chosen Quintus Technologies to supply their hot isostatic pressing (HIP) equipment.
"The partnership with Quintus is an important milestone on Sauber Engineering’s Additive Manufacturing journey" said Christoph Hansen, head of technical development at Sauber Engineering AG. "The implementation of the hot isostatic pressing process adds massive value in bringing performance to our car as well as for the demanding needs of our customers. By using Quintus’s HIP technology, the Sauber Group will be able to push the boundaries of what we do even further and bring the materials we produce to an outstanding level."
Jan Söderström, CEO of Quintus Technologies
With the QIH 21 M URQ®, Alfa Romeo Racing has access to Quintus’s proprietary URQ® technology, which allows heat treatment and cooling to be combined in a single process, known as high-pressure heat treatment. The QIH 21 M URQ® has an operating temperature of 2,552°F (1,400°C).
"We are excited to be partnering with one of the most iconic Formula One teams—Alfa Romeo Racing," said Jan Söderström, CEO of Quintus Technologies. “This collaboration brings together two organizations at the forefront of advanced development and product innovation in the AM field. Working with Alfa Romeo Racing also gives us at Quintus a unique opportunity to show a large audience how well the modern HIP technology optimizes material properties."
Despite predictions that trade wars, oil prices, and cautious business decisions would slow economic growth, the economic readings, reported monthly by the Industrial Heating Equipment Association’s Executive Economic Summary, “show some of that caution, but many had expected a drastic reduction in activity by this point, and that has not emerged.”
Trending upward were nine areas including those with a small bump from the sales of new automobiles and light trucks. This steady rise has been reflected throughout the year, from last December’s high at 1,749 million to this month’s 1,718 million.
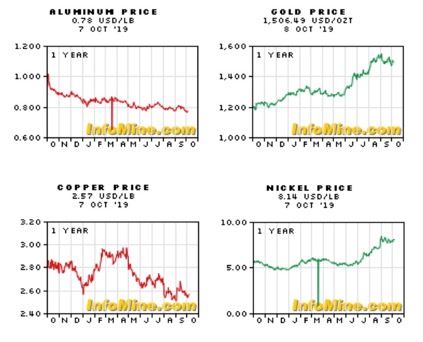
Over the past several months there has been a marked improvement in metal price data. The PMI New Orders that had been on a sharp decline over the past months have leveled off and are similar to last month’s reading.
Metals Pricing shows distinct improvement over last several months
The biggest jump was reflected in the new home starts with multi-family and high-end sectors driving the market; additionally, there was a bump in commercial building. Steel consumption also saw a rise due to the demand of vehicle manufacturers.
According to IHEA’s economist, if there is an overall conclusion it’s that most of the dire predictions concerning the economy have not come to fruition, however, there remains considerable unease. “The variables have been hard to determine–much less predictable.”
Anne Goyer, Executive Director of IHEA
The 12-page monthly report is comprised of an introductory summary page, and then one page each to analyze in detail eleven indices chosen specifically for their impact on the thermal processing market.
To receive a full copy of this report, contact Anne Goyer, Executive Director of IHEA
An HTT consultant on Hardide A coating technology . . .
“The technology behind using advanced tungsten carbide coatings for metal parts, as described in this article, looks very promising, and in my estimation bears further investigation. The stereotypical misgiving with coatings, irrespective of the method of deposition [i.e. PVD, CVD] is that although they improve wear and corrosion resistance, they result in marginally decreased fatigue life. This technology would appear to answer the fatigue life portion of this question; however, this article really does not speak to the corrosion/wear resistance properties of the process.” ~ Michael Mouilleseaux, General Manager, Erie Steel Ltd.
Air Europa Airbus A330-202
A UK-based provider of advanced tungsten carbide coatings for metal parts recently announced that its tungsten carbide/tungsten metal matrix composite coating has been selected as the replacement for hard chrome plating (HCP) on Airbus A330 compression flap pads.
Following this announcement, Hardide Coatings, which also has a facility in Martinsville, Virginia, for processing parts for customers in North America, received word from an independent testing source that Hardide-A tungsten carbide/tungsten metal matrix composite coating improves the fatigue life of metal components by 4.5% when compared to uncoated substrates. The tests were conducted by Westmoreland Mechanical Testing and Research Ltd (WMTR), a leading aerospace qualified testing laboratory in the UK and USA, concluding also that Hardide-A eliminates the need for costly secondary shot peening, making the coating a significant advancement in materials optimization for the aerospace and other industries where fatigue debit of surface-coated metals is a problem.
WMTR used the rotating bend fatigue test method complying with BS ISO 1143:2010. This test is considered to be the most sensitive to the effects of surface treatment on fatigue properties. Samples of S99 steel were coated with Hardide-A to a thickness of 63-70 microns and hardness of ~950 Vickers, which are mid-value thickness and hardness properties for this coating type. The test was discontinued after 15 million cycles.
Traditionally, the fatigue debit after hard coatings such as hard chrome plating (HCP) and HVOF coatings have been applied can be as much as 60% and only following shot peening of the coated surface can this be reduced to around a 20% debit. The Hardide-A coating recorded a fatigue life increase of +4.5% after coating without any need for shot peening. The Wöhler S-N curve for the coated samples is clearly positioned above the uncoated control samples’ curve by ~40 MPa throughout the whole range of the N cycles to failure.
Dr. Yuri Zhuk, technical director at Hardide Coatings
Fatigue debit of surface-coated metals has been a long-standing problem for the aerospace industry; Hardide-A was developed specifically to meet the needs of the sector. This environmentally compliant and technically superior replacement for HCP and HVOF coatings provides enhanced protection against corrosion and chemically aggressive media, wear, galling, fretting, and fatigue.
“Metal fatigue is an enduring problem in aerospace as well as for the steam and industrial gas turbines industries, and we recognized the value in commissioning independent testing to verify the fatigue advantages of Hardide-A,” said Dr. Yuri Zhuk, technical director at Hardide Coatings. “The positive 4.5% improvement to fatigue life provides the detailed analysis and assurance that our solution is an improved alternative to traditional HCP and HVOF coatings. Unlike these other coatings, Hardide-A has no through micro-porosity, so creating an excellent barrier against corrosion as well as improving fatigue performance.”
A leading Ohio steel producer recently advanced an expansion project by ordering heat treating equipment to increase its supply of hot-rolled coils for end-use in the automotive sector, as well as construction, agriculture, and general manufacturing applications.
North Star Bluescope Steel Limited, based in Delta, Ohio, recently placed an order with international technology group ANDRITZ for a tunnel furnace along with two shuttle furnaces to convey slabs from casters to the company’s two-stand roughing mill.
Besides the furnace equipment, ANDRITZ will supply Level 1 and Level 2 automation systems. The shuttle furnaces will be installed during the fourth quarter of 2020. The tunnel furnace is scheduled to start production by the end of 2021.
North Star BlueScope also plans on adding a third electric arc furnace and a second continuous caster. The expansion will increase the annual capacity by 800,000 to 900,000 metric tons.